Tehnologie Electronica Curs11
23
TEHNOLOGIA CORODĂRII Tehnologie electronică - Curs 11
-
Upload
mitroescu-claudia -
Category
Documents
-
view
37 -
download
0
Transcript of Tehnologie Electronica Curs11

Tehnologie electronică - Curs 11
TEHNOLOGIA CORODĂRII

Tehnologie electronică - Curs 11
Corodarea este procesul prin care se îndepărtează folia de cupru, de pe suport, în regiunile care trebuie să fie electroizolante.
Corodarea se poate face mecanic sau chimic.

Tehnologie electronică - Curs 11
Corodarea mecanică Corodarea mecanică se utilizează în tehno-logia
substractivă, pentru unicate, serii foarte mici, plăci de încercări etc., deoarece este lentă şi mai ales nu permite metalizarea găurilor. In prezent, corodarea mecanică se face pe maşini de frezat comandate de calculatoare, în a căror memorie este introdusă imaginea cablajului realizată cu un program de desenare asistată de calculator; echipamentele sunt destul de ieftine comparativ cu cele necesare în tehnologiile chimice (care însă permit metalizarea găurilor). Se foloseşte o freză cilindrică cu diametru în funcţie de lăţimea traseelor izolante (uzual 0,2 – 0,4 ... l – 2 mm), rotită cu viteză mare; suportul placat este fixat pe masa mobilă a maşinii, care este deplasată în coordonate sub comanda calculatorului.
Pe aceeaşi maşină se execută şi găurirea. Corodarea mecanică asigură trasee de foarte bună
calitate: spaţii izolante de 0,4 - 0,6 mm lăţime şi conductoare sub 0,25 mm, cu precizie foarte bună şi margini netede, fără subcorodare, fară impurificarea suprafeţelor.

Tehnologie electronică - Curs 11
Principiul corodării mecanice prin frezare

Tehnologie electronică - Curs 11
Corodarea chimică Corodarea chimică se face cu substanţe acide care
atacă cuprul în regiunile neprotejate, formând săruri solubile în apă. Agenţii de corodare trebuie să satisfacă numeroase cerinţe:
• să atace cuprul dar să nu atace suporturile izolante, cernelurile şi metalele de acoperire;
• produsele de corodare trebuie să nu adere la suprafeţe, să fie uşor solubile în apă;
• atacul cuprului să se facă perpendicular pe suprafaţa plăcilor, subcorodarea să fie mică;
• corodarea să se facă rapid, la temperaturi nu prea ridicate;
• să nu degaje produse toxice, inflamabile, corozive, să se poată utiliza fără precauţii deosebite;
• preţul de cost să fie mic, de preferinţă să se poată regenera cu uşurinţă.

Tehnologie electronică - Curs 11
Calităţile unui agent de corodare se apreciază prin:
• viteza de corodare - grosimea stratului de Cu corodat în un minut (μm de Cu/min);
• adâncimea subcorodării (s) sau raportul s/g
• netezimea marginilor conductoarelor;
• factori economici (preţ de cost, posibilităţi de regenerare, costul instalaţiilor etc.).

Tehnologie electronică - Curs 11
Subcorodarea

Tehnologie electronică - Curs 11
Agenţi de corodare Sunt destul de puţine substanţele care îndeplinesc cerinţele de mai sus şi pot fi utilizate ca agenţi de corodare. De regulă, corodarea se face cu soluţie de agent în apă, cu adaosuri pentru activare şi îmbunătăţire a atacului perpendicular pe suprafaţa foliei de cupru. La adoptarea unui agent corodant trebuie să se ţină seama şi de alte aspecte, precum problemele de neutralizare, toxicitate, dificultăţile de decontaminare.
La toate soluţiile, pe măsură ce concentraţia agentului scade, viteza de corodare scade; obişnuit, la concentraţii peste 40 - 80g Cu/litru, substanţele devin inactive.
Viteza de corodare şi mai ales calitatea traseelor sunt influenţate mult de modalitatea concretă în care se execută corodarea (în băi, prin stropire sau sub jet). Pe măsura corodării, se formează săruri de cupru care depun pe suprafaţă şi împiedecă acţiunea corodantului.
Acestea trebuie îndepărtate, aducând permanent soluţie activă - prin deplasarea plăcilor, agitarea soluţiei, stropire etc.

Tehnologie electronică - Curs 11
Instalaţii de corodare
Corodarea se poate face: în băi - prin imersie sau stropire, sau sub jet.
Corodarea în băi se poate face prin imersie introducând plăcile: vertical (dublu strat sau monostrat) sau orizontal cu faţa placată în jos (monostrat) şi deplasându-le permanent. Temperatura se poate regla cu uşurinţă. Procedeul are dezavantajul că, în timp, soluţia se impurifică şi durata corodării creşte de la un lot de plăci la următorul (în industrie acesta este un dezavantaj important). Procedeul este însă ieftin, accesibil amatorilor.

Tehnologie electronică - Curs 11
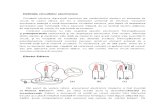
Corodarea în băi cu imersie (a) şi cu stropire (b)

Tehnologie electronică - Curs 11
Corodarea prin stropire se poate face în băi, calitatea corodării este mult superioară celei obţinute prin imersie deoarece produsele de corodare sunt bine şi imediat îndepărtate, iar soluţia în stropi este oxigenată (din aer), ceea ce favorizează atacul corodantului perpendicular pe suprafaţa plăcilor. Rămâne însă dezavantajul impurificării soluţiei.
Corodarea în instalaţii cu jet (prin aspersiune) se face în instalaţii industriale, în flux continuu. Plăcile sunt antrenate cu bandă (role) transportoare în cuva de corodare unde ajung sub jeturile de agent corodant produse prin orificiile aspersoarelor. Soluţia este circulată permanent, sub presiune, cu o pompă. Temperatura se menţine la valoarea necesară cu un încălzitor termostatat iar concentraţia produselor de corodare este permanent controlată, la depăşirea valorilor admise se înlocuieşte soluţia. Viteza benzii transportoare este reglabilă, în funcţie de durata necesară pentru o corodare completă (durata depinde de grosimea cuprului, de agent, temperatură etc.).

Tehnologie electronică - Curs 11
Instalaţie de corodare sub jet

Tehnologie electronică - Curs 11
Calitatea corodării sub jet este superioară celorlalte procedee, deoarece produsele de corodare sunt imediat şi bine îndepărtate iar oxigenarea soluţiei este foarte bună (jeturile sunt formate din picături mici). Dezavantajul constă în costul ridicat al instalaţiilor şi întreţinerii, al cantităţilor mari de soluţie vehiculate, acestea nu se justifică decât pentru producţia industrială.

Tehnologie electronică - Curs 11
Decontaminarea După corodarea chimică şi după spălare, pe
suprafaţa plăcilor rămân produse de corodare (în principal săruri de cupru dar şi multe produse secundare), aditivate în special pe regiunile izolante; se spune că plăcile sunt contaminate. De obicei, aceste produse nu înrăutăţesc sensibil însuşirile cablajelor, dar în timp, diverse substanţe din mediu sau din băile de lipire, se combină cu produsele corodării, rezultând substanţe complexe, cu molecule de apă, radicali şi ioni aditivaţi, care înrăutăţesc mult calităţile electrice ale cablajului, în special ale izolantului (scade rezistenţa de suprafaţă şi rigiditatea dielectrică, cresc pierderile şi permitivitatea etc.).

Tehnologie electronică - Curs 11
Înlăturarea produselor de corodare se numeşte decontaminare, operaţie obligatorie pentru asigurarea fiabilităţii cablajelor, în funcţie de necesităţi şi substanţele utilizate, decontaminarea, în ordine crescătoare a eficienţei, se poate face:
• prin spălare sub jet puternic de apă şi clătire - cu apă deionizată (sau distilată);
• prin spălare sub jet de apă, apoi cu apă caldă şi clătire cu apă deionizată;
• prin spălare sub jet de apă, spălare sub jet de apă cu perii (din fire poliamidice), spălare cu apă caldă, clătire cu apă deionizată;
• prin spălare sub jet de apă, spălare în băi cu apă distilată cu ultrasonare, clătire cu apă deionizată;
• în cazuri speciale se procedează şi la decontaminare mecanică prin abraziune (sablare) urmată de spălări şi clătiri.
În toate cazurile, spălările trebuie făcute cu jet şi cu durată destul de mare (minim 5 – 10 minute).
Foarte rar se folosesc solvenţi speciali (solvenţii organici obişnuiţi sunt fie ineficienţi, fie impurifică la rândul lor suprafeţele).

Tehnologie electronică - Curs 11
După decontaminare, plăcile se usucă. Uscarea trebuie să fie completă şi rapidă (să se evite reimpurificarea). Uscarea se face în jet de aer cald, cu becuri cu infraroşii, fără supraîncălzire.
Pentru protecţia conductoarelor şi a izolantului, pe plăcile bine uscate se depune masca selectivă de lipire. Dacă conductoarele sunt metalizate (stanate, precositorite), nu mai este necesară protecţie suplimentară, în caz contrar, deoarece cuprul se oxidează foarte repede, se acoperă cu lac de colofoniu, care pe lângă protecţie, are şi rol de flux pentru lipire.

Tehnologie electronică - Curs 11
Corodarea interiorului găurilor şi înlăturarea bavurior
În procesul fabricării cablajelor multistrat apare necesitatea corodării suportului izolant din interiorul găurilor, pentru ca conductoarele de cupru să iasă „în relief” (0,5 – 50μm), asigurând un bun contact cu metalizarea

Tehnologie electronică - Curs 11
La fabricarea cablajelor cu găuri metalizate, găurile se execută numai prin aşchiere, cu burghie antrenate la turaţii foarte mari. Ca urmare, burghiele se încălzesc chiar la sute de ºC, topind răşina, formându-se bavuri care pot împiedeca realizarea contactului între metalizare şi cupru, în plus, interiorul rămâne lustruit şi adesea acoperit cu un strat negru de oxizi, reducând aderenţa metalizării la suport. Aceasta se întâmplă de regulă la suporturile din sticlotextolit şi cu răşini termoplaste.

Tehnologie electronică - Curs 11
Gaură cu bavuri

Tehnologie electronică - Curs 11
Bavurile se înlătură prin mijloace mecanice (prin sablare), iar stratul de oxid (negru) se elimină prin atac chimic, în băi cu acid clorhidric.
La fabricarea cablajelor cu găuri metalizate este recomandabilă, adesea este necesară, corodarea suportului izolant, ceea ce presupune corodarea răşinii şi a materialului de bază.
Pentru corodarea răşinii epoxidice se folosesc procedee chimice sau plasmă.

Tehnologie electronică - Curs 11
Corodarea chimică se face în băi, cu acid cromic sau acid sulfuric concentrat, ambii cam la fel de eficienţi. Acidul cromic acţionează mai lent, dar pune probleme de poluare (ionii de crom sunt foarte toxici şi se epurează foarte greu). Acidul sulfuric este ieftin, dar foarte agresiv, se manipulează cu dificultate şi este foarte higroscopic (se diluează rapid absorbind apă din aer).

Tehnologie electronică - Curs 11
Corodarea în plasmă se face trecând plăcile printr-un curent de ioni (plasmă) creat prin trecerea unui flux de oxigen (sau oxigen şi tetrafluorură de carbon) printr-un câmp electromagnetic intens. Ionii din fluxul de plasmă sunt foarte activi, formând cu răşina compuşi volatili, aceştia sunt eliminaţi din incintele de lucru în atmosferă. Procedeul este foarte curat şi asigură eliminarea tuturor impurităţilor de pe suprafeţe. De asemenea, este singurul utilizabil pentru răşinile poliamidice. Dezavantajul constă în costul foarte ridicat al instalaţiilor.

Tehnologie electronică - Curs 11
Corodarea fibrelor de sticlă, deşi recomandabilă, nu se practică întotdeauna. Corodarea se face chimic, cu acid fluorhidric, foarte agresiv, toxic, foarte greu de manipulat sau cu bifluorid de amoniu, mai puţin agresiv.
După corodări chimice este obligatorie decontaminarea, de regulă prin spălări cu apă, repetate.