Suport Teoretic ACCS

of 61
-
Upload
teodor-ezaru -
Category
Documents
-
view
235 -
download
0
Transcript of Suport Teoretic ACCS
-
7/22/2019 Suport Teoretic ACCS
1/61
UNIVERSITATEA OVIDIUS CONSTANAFACULTATEA DE INGINERIE MECANIC, NDUSTRIALI MARITIM
MASTER: INGINERIA I MANAGEMENTUL SISTEMELORI ECHIPAMENTELOR NAVALE
MASTER: CALITATE I CERTIFICARE N CONSTRUCIILE SUDATE
ATESTARE I CERTIFICARE N CONSTRUCIILE SUDATE
- suport curs
TITULAR DISCIPLIN: CONF.DR.ING. M. BORMAMBET
-
7/22/2019 Suport Teoretic ACCS
2/61
MBINRI SUDATE. CLASIFICARE
n funcie de poziia relativ a elementelor componente mbinrile sudate se clasific n:1. mbinri cap la cap formate din table cu grosime egal (figura 1.a) sau din table cu
grosimi diferite (figura 1.b,c). Procedeele de sudare permit s se realizeze mbinri din table cugrosimi nelimitate. Sudarea tablelor cu grosime mic se face adesea cap la cap cu marginilersfrnte(figura 2).
a ) b ) c )
Fig. 1
mbinrile cap la cap pot fi realizate ntr-unul sau mai multe straturi in functie de grosimeacordonului si de procedeul de sudare utilizat.Sudarea ntr-un singur strat este cea mai raional. n figura 3 sunt prezentate elementele
geometrice ale cordonului de sudura, n care Beste limea cordonului, H-nlimea; p-adncimeade ptrundere; h-supranlarea; b-rostul dintre table.
B
b
s
Hp
h
Fig. 2 Fig. 3
n funcie de grosimea materialului i de procedeul de sudare folosit difer forma marginilorpieselor ce trebuiesc sudate. Astfel marginile pot fi neteite (figura 4.a), teite n V (figura 4.b), n U(figura 4.c).
Sudarea se poate realiza prin aezarea pieselor fr spaiu ntre margini(n cazul grosimilormici) sau lsnd un spaiu pentru ptrunderea cordonului, ori teind muchiile ca n figura 4.
a b c Fig. 4
Pentru formarea custurii de sudur se asigur condiii bune, atunci cnd seciunea spaiuluidintre table este de 50-70% din seciunea metalului depus. Astfel cordonul rezult cu o uoarsupranlare i o trecere lin spre metalul de baz. Cnd seciunea spaiului este mai mare cordonulrezult cu o configuraie geometric necorespunztoare.
n general, la sudarea grosimilor mari exist pericolul scurgerii metalului topit pe parteasupus cordonului, datorit cantitii mari a metalului din baia de sudur. n acest caz este necesar
adoptarea unor msuri tehnologice pentru susinerea bii de metal topit. Adesea se folosetedepunerea unui cordon de sudur pe partea opus cordonului propriu-zis, cordon de seciune mic,executat manual sau semiautomat.
-
7/22/2019 Suport Teoretic ACCS
3/61
Cordonul principal i cordonul de susinere se ntreptrund pe o adncime de 13 mm,pentru a asigura rezistena i integritatea mbinrii sudate.
Sudarea ntr-un singur strat necesit msuri riguroase pentru pregtirea i poziionareatablelor pentru a asigura o variaie mic a seciunii spaiului dintre marginile pieselor, precum iasigurarea unei nalte stabiliti a parametrilor de sudare. Din cauza greutii de a respecta acestecondiii, n practic se prefer adesea sudarea n mai multe straturi.
Pregtirea marginilor la sudare n mai multe straturi se face n V,U,X (figura 5.a,b,c), dubluU (figura 5.d) precum i combinaii ntre acestea i o margine neteit.
a b c d
Fig. 5
Geometria marginilor pieselori modul lor de poziionare asigur condiiile necesare pentru
ptrunderea cordonului la rdcina cordonului (fig. 6.a).Geometria optim a marginilor este cea care permite efectuarea corect a mbinrii(fig.6.b),
n conformitate cu anumite condiii de lucru bine precizate (procedeu de sudare, regim de lucru etc.)
a b
Fig. 6
a-unghi de teire prea mic; b-unghi de teire normal
2. mbinrile de col i n T sunt alctuite din elemente aezate perpendicular avndmarginile teite sau nu n funcie de grosimea materialului. Aceste mbinri se execut ntr-unul saumai multe straturi fr ptrunderea la rdcin (figura 7.a) sau cu ptrundere la rdcin (figura7.b). Adesea se utilizeaz mbinri realizate ntr-un singur strat, la care elementele de rezisten suntstabilite prin dimensiunile cordonului prezentate n figura 8: k-cateta cordonului; h- adncimea de
ptrundere; H-grosimea custurii, B-limea cordonului. Forma cordonului i ptrunderea n cele
dou elemente de sudat depinde de procedeul i regimul de sudare utilizate, putnd conduce la optrundere mai mic la sudarea manuali la ptrundere mai mare la sudarea automat (n specialsub flux), rezultnd la acest din urm caz, substaniale economii de metal de adaos.
mbinrile sudate se mai pot clasifica de asemenea dup poziia n spaiu a cordonului desudur (figura 9). Dintre acestea cele mai dificil de realizat sunt custurile de plafon, verticaldescendent, n corni, vertical ascendent. Custurile orizontale i orizontale n jgheab sunt celemai raionale. La sudarea n poziii mai dificile este necesar reducerea curentului de sudare, pentrua micora volumul bii de metal topit i a preveni astfel scurgerile de metal topit sub influenaforelor de gravitaie.
-
7/22/2019 Suport Teoretic ACCS
4/61
h
kB
H Fig. 7 Fig. 8
a-cu ptrundere incomplet; b-cu ptrundere complet
A1 = orizontal A2 = orizontal pe perete A3 = pe plafonvertical (n corni) (peste cap)
A4 = vertical ascendent B1 = orizontal cu un B2 = orizontal nA4 = vertical descendent perete vertical jgheab
B3 = pe plafon B4 = verticala ascendent(peste cap) B4 = vertical descendent
Fig. 9
Pe lng criteriile prezentate, mbinrile se mai clasific dup clasa de execuie, n funcie desolicitrile la care sunt supuse i de modul n care se execut ncercarea i recepia.
-
7/22/2019 Suport Teoretic ACCS
5/61
PRELUCRAREA MARGINILOR
Forma geometric a rosturilor se poate realiza prin mai multe metode, dintre care se pot
aminti prelucrarea mecanici prelucrarea termic.
Prelucrarea mecanic a rosturilor
Prelucrarea mecanic a rosturilor este cea mai avantajoas metod de prelucrare sub aspectcalitativ, dar din punct de vedere economic este mai dezavantajoas datorit productivitii reduse icostului mai ridicat.
Dintre metodele de prelucrri mecanice, cele mai utilizate n practic sunt: rabotarea,frezarea, rectificarea, forfecarea.
Prelucrarea prin rabotare este mai simpl, ns productivitatea i precizia dimensional suntmai sczute. Viteza de achiere la rabotarea rosturilor este de 14-20 mm/minut, iar adncimea
achiei este de 1-5 mm. Se pot prelucra rosturi rectilinii sau circulare cu lungime de pn la 15 mm,pe materiale cu grosime maxim de 50 mm.
Prelucrarea prin frezare are o productivitate i o precizie mai mare dect la rabotare. ngeneral se utilizeaz freze cilindrice, conice i profilate, acionnd individual sau combinat. Turaiafrezelor se recomand s fie pn la 70 rot/minut, iar avansul de pn la 47 mm/minut.
Prelucrarea prin rectificare se utilizeaz mai rar datorit productivitii reduse. Rectificarease poate aplica ns dup tierea termic a metalului de baz.
Prelucrarea prin forfecare este deosebit de avantajoasi economic, ns prin simpla tiererezult numai rosturi n I. Pentru teirea rostului se utilizeaz foarfeci cu discuri nclinate la 15-16.Dezavantajul tierii rostului prin forfecare este ecruisarea materialului.
Prelucrarea termic a rosturilor
Realizarea rosturilor prin mijloace de prelucrare termic este mult mai productiv dect prinmijloace mecanice, dar suprafeele astfel prelucrate nu au ntotdeauna grade de puritate i preciziedimensional ridicate.
Sunt multe situaii n care prelucrarea termic a rosturilor este aplicat la scar industrial,iar dac este cazul se poate aplica suplimentar i o curire prin periere, polizare, sablare saudecapare chimic. n cazul n care este necesar o precizie dimensional deosebit, dup tiereatermic se aplic o rectificare a suprafeelor rosturilor.
Existena unor utilaje automate de tiere permite prelucrarea n mod curent a rosturilor cu
margini drepte (I, V, X, K), cu o precizie dimensional suficient de mare (0,3 mm/20 m lungime).Principalele metode de tiere termic sunt: tierea cu oxigen, tierea cu plasm, tierea arc-aer, tierea cu oxigen i pulberi metalice, tierea cu laser etc.
n toate situaiile se pot utiliza mai multe arztoare sau generatoare de plasm pe un tractorcare asigur deplasarea n lungul rostului.
Distana dintre arztoare se adopt ntre 20-80 mm pentru a nu se deranja reciproc.Succesiunea de tiere la prelucrarea termic a rosturilor este prezentat n figura 10.La tierea rosturilor n Y cu teitur n partea inferioar (fig. 10.a) arztorul nclinat merge
naintea celui cu poziie normal. Dac teitura este n partea de sus (fig. 10.b), arztorulperpendicular merge n fa. n acelai mod se stabilete i ordinea de tiere n cazul rosturilor n Xsau 2Y (fig. 10.d, e).
n multe situaii prelucrarea rostului se face prin aceeai operaie cu tierea de decupare,cazuri n care arztorul 1 execut tierea de decupare (fig. 10.c, f), iar arztoarele 2, 3, 4 prelucreaz
-
7/22/2019 Suport Teoretic ACCS
6/61
rosturile. n mod analog se procedeaz la prelucrarea rostului elementelor cu grosime mai mare de30 mm la care arztorul 1 execut operaia de degroare.
12
12
1 23
12
123
12
34
a
b
c
d
e
f
Fig. 10. Succesiunea de tiere la prelucrarea termic rosturilor
n cazul prelucrrii n serie a rosturilor, montarea arztoarelor se poate face pe dispozitivecare permit tierea integral a rosturilor printr-o singur trecere.
-
7/22/2019 Suport Teoretic ACCS
7/61
OPTIMIZAREA PROIECTRII ROSTURILOR
n funcie de grosimea i calitatea materialului care se sudeaz i de procedeul de sudareutilizat, marginile componentelor care se vor mbina, sunt prelucrate sau nu n vederea realizrii
rostului.Rostul este spaiul dintre marginile componentelor i are rolul de a facilita operaiile desudare i de a asigura ptrunderea custurii pe toat grosimea componentelor, precum i de a
permite topirea metalului de baz.Sub acest aspect, este bine ca rostul s fie ct mai deschis i ct mai mare, dar sub aspect
economic acest lucru reprezint un consum sporit de metal de adaos, timpi suplimentari necesariprelucrrii rostului i umplerii lui cu metal topit, precum i tensiuni i deformaii mai mari.
La proiectarea rostului intervin urmtorii factori:- calitatea metalului de bazi a materialului de adaos;- poziia de sudare;- grosimea componentelor care se mbin;
- penetraia necesar a custurii;- tensiunile i deformaiile admise;- procedeul de sudare;- parametrii tehnologici i modul de realizare a sudurii.Cel mai des ntlnit rost este rostul n V (fig. 11)ale crui elemente geometrice sunt:- b deschiderea rostului;- - unghiul rostului;- c peretele rostului (rdcina rostului).
b
cs
Fig. 11. Elementele geometrice ale rostului n V
Unghiul rostului are rolul de a favoriza accesul electrodului, respectiv al arcului electricntre componentele care se sudeaz.
Deschiderea rostului b are rolul de a permite penetrarea metalului topit pe toat grosimeamaterialului sudat.
Peretele rostului c are rolul de a preveni arderea metalului de baz atunci cnd se execut
prima trecere a arcului electric.Stabilirea formei rosturilor mbinrilor sudate prin procedeele de sudare cu arc electric cu
electrod nvelit, n medii de gaze protectoare, respectiv cu gaze, se face conform SR EN29692:1994. n cazul mbinrilor sudate prin procedeul de sudare sub strat de flux, stabilirea formeirosturilor se face conform STAS 6726-85; rosturile mbinrilor sudate n baie de zgur se stabilescconform STAS 9559-82.
Optimizarea proiectrii rostului de sudare are la baz urmtorii factori:a. Factori legai de comportarea n exploatareAcest tip de factori se refer att la solicitri, ct i la importana construciei sudate.mbinrile cap la cap avnd rosturi n form de V, Y, U, 2U i 2Y au proprietile cele mai
favorabile, prezentnd siguran maxim n exploatare deoarece custura sudat poate fi realizatuniform ptruns pe toat grosimea materialului, liniile de for fiind repartizate uniform n custur
-
7/22/2019 Suport Teoretic ACCS
8/61
n mod asemntor cu repartizarea n metalul de baz, fr concentratori de tensiune. De asemenea,zgura i gazele au posibiliti bune de evacuare asigurnd compactitatea custurii.
Din aceste motive, mbinrile cap la cap sunt recomandate n toate cazurile de solicitristatice intense, dinamice sau oboseal, pentru construcii care funcioneaz la temperaturi negativesau care necesit o siguran mare n exploatare.
n cazul solicitrilor cu parametrii severi de exploatare sunt indicate mbinrile sudate cap la
cap realizate din mai multe treceri care prezint o tenacitate ridicat, att la temperatura ambiant,ct i la temperatur negativ.n cazul sudrii dintr-o singur parte se indic criuirea rdcinii custurii i resudarea de
completare, mai ales atunci cnd mbinarea va fi solicitat dinamic sau la oboseal.b. Factori constructiviAceti factori (concepia) au o importan major asupra alegerii formei rosturilor. Grosimea
materialului este determinant n alegerea formei rostului deoarece acesta trebuie astfel conceputnct s asigure o ptrundere uniform de-a lungul ntregii seciuni a materialului.
Cel mai nchis rost este rostul n I recomandat n cazul materialelor de grosime mic, iarrostul cel mai deschis este rostul n U recomandat numai la sudarea materialelor de grosime mare.Cel mai des se utilizeaz rosturi cu deschideri mari pentru a asigura o ptrundere bun, iar pentru
susinerea bii de metal topit se adopt suporturi din oel. Rosturile mari sunt ns neeconomicedeoarece necesit prelucrri suplimentare, risip de material, consum mare de material de adaos,energie etc., precum i dezavantaje funcionale (tensiuni i deformaii mai mari, tenacitate mairedus). Deci se prefer rosturile ct mai reduse i dac este posibil cu form simetric.
Sub aspect constructiv, pentru a avea rosturi ct mai nchise se recomand amplasareasudurilor n zonele de minim solicitare, respectiv de minim seciune, evitndu-se intersectareasudurilor.
c. Factori tehnologiciForma i dimensiunile rostului, deci calitatea mbinrii, sunt influenate i de factorii
tehnologici. Astfel, la sudarea prin procedee de sudare care asigur o ptrundere mare (sudare substrat de flux, MAG, MIG, cu plasm, cu jet de electroni) se pot prevedea prin proiectare rosturi n Isau V.
Pentru sudarea n corni sunt avantajoase rosturile asimetrice care permit o mai bunsusinere a bii de sudur, iar la sudurile pe plafon se prefer rosturile ct mai deschise (cu unghiulde deschidere mai mare) pentru a avea accesibilitate n vederea obinerii unei ptrunderi ct mai
bune.d. Factori metalurgiciAcetia influeneaz de asemenea forma i dimensiunile rosturilor.Astfel la sudarea oelurilor nealiate sau slab aliate cu sudabilitate foarte bun se pot adopta
rosturi mai nchise (I, Y) care se sudeaz cu energii liniare mari, fr pericolul de deteriorare astructurii cristaline din ZIT.
Oelurile aliate, sau cele cu sudabilitate redus, se sudeaz cu energii liniare limitate, n ctmai multe straturi i pentru asigurarea ptrunderii pe ntreaga seciune a piesei se impun rosturideschise (V, U).
Pentru reducerea ct mai favorabil a tensiunilor de la sudare se impune sudarea n ct maimulte straturi alternante, pe ambele pri, cu o baie puin voluminoasi cu seciune ct mai redusa rostului.
e. Factori economiciDin punct de vedere economic cele mai avantajoase sunt rosturile nchise cu treceri ct mai
puine. Sub acest aspect, rosturile n I sunt cele mai avantajoase deoarece necesit prelucrri uoare,fr risip de metal de bazi cu un consum redus de materiale de adaos, energie etc.
Rosturile n V sunt destul de ieftine, se prelucreaz uor, ns consumul de metal de adaos
este sporit, iar productivitatea de sudare mai redus.Rosturile n Y i X se prelucreaz ceva mai greu, iar rosturile n U sunt cel mai dificil deprelucrat.
-
7/22/2019 Suport Teoretic ACCS
9/61
Cele mai costisitoare suduri sunt cele cu rosturi simetrice sudate din ambele pri, att dincauza consumurilor de la prelucrare i umplerea prin sudare, ct i datorit operaiilor de ntoarcerea construciei dup fiecare cordon sudat.
Ordinea cresctoare n ceea ce privete costul de pregtire i mbinare a rosturilor esteurmtoarea: prin suprapunere, cap la cap, n I, 1/2Y, Y, V, 1/2U, U, 2I, 2X, 2U etc.
-
7/22/2019 Suport Teoretic ACCS
10/61
-
7/22/2019 Suport Teoretic ACCS
11/61
-
7/22/2019 Suport Teoretic ACCS
12/61
-
7/22/2019 Suport Teoretic ACCS
13/61
MATERIALE UTILIZATE LA SUDARE. CERINE TEHNOLOGICE.EXECUIA PROBELORI NCERCRILOR CONFORM CERINELOR
PRESCRIPIILOR TEHNICE NAVALE
Materialele pentru sudare, destinate sudrii elementelor de construcie menionate anterior,vor trebui s fie acceptate de ctre RNR.Un material pentru sudare poate fi acceptat n urma examinrii de ctre RNR a
documentaiei tehnice, precum i pe baza rezultatelor ncercrilor efectuate sub supraveghereaRNR. Orice modificare a caracteristicilor mecanice i compoziiei chimice a materialului de sudareacceptat sau ale tehnologiei lui de fabricaie necesit repetarea ncercrilor.
Materiale destinate sudrii oelurilor de construcie naval
Materialele pentru sudarea oelurilor navale de rezisten normal se mpart n categoriile 1,2 i 3; cele pentru oeluri de nalt rezisten n categoriile 1Y, 2Y i 3Y.
n funcie de hidrogenul difuzibil n MD, materialele pentru sudare vor fi simbolizate cuindicii H, HH sau HHH, conform tabelului urmtor:
Coninutul maxim de hidrogen n MD, n cm3/100 g MDdeterminat n vid prin metodaIndicele coninutului de hidrogen
cu mercur cu glicerinH 15 10
HH 8 5HHH 5 Nu se admite
Cuplurile de materiale acceptate pentru sudarea automat se noteaz cu urmtoarele sufixe:- sudarea din dou treceri: T- sudarea din mai multe treceri: M- sudarea din dou sau mai multe treceri: TM
Cuplurile de materiale acceptate pentru sudarea semimecanizat sau mecanizat se noteazcu sufixul S.
ncercarea materialelor pentru sudare utilizate n construciile navale
La acceptarea materialului pentru sudare i la autorizarea de ctre RNR a ntreprinderiifurnizoare, n cazul general, trebuie s fie efectuate determinrile:
- caracteristicilor mecanice ale MD prin sudare- proprietilor mecanice ale metalului custurii i ale mbinrii sudate cap la cap- rezistenei metalului custurii i a mbinrii sudate la fisurarea la cald, n cazul probei n T.
Cnd se solicit, cu acordul RNR, acceptarea materialelor pentru sudare va cuprinde ideterminrile:- coninutului de hidrogen difuzibil din MD- rezistenei metalului custurii i a mbinrii sudate la fisurarea la rece- rezistenei mbinrii sudate la coroziune n ap de mare
Execuia probelor i epruvetelor. Criterii de apreciere a rezultatelor ncercrilor
Execuia probelorProbele pentru determinarea caracteristicilor mecanice ale metalului depus pentru toate
materialele pentru sudare pot fi executate din oel de construcii navale de orice categorie.
-
7/22/2019 Suport Teoretic ACCS
14/61
Probele de mbinri sudate cap la cap i n T se vor suda din oelul din acea categorie,pentru care este destinat materialul pentru sudare respectiv. Dac materialul pentru sudare estedestinat sudrii oelurilor de categorii diferite, probele de mbinare cap la cap se vor executa dinoelul de categorie superioar. Sudarea probelor se va efectua la temperatura normal, drept pentrucare trecerile ulterioare se vor depune dup rcirea celor anterioare n intervalul (100-250)C;
probele nu vor fi supuse tratamentului termic.
Probele de mbinri sudate cap la cap vor fi supuse, naintea decuprii epruvetelor pentruncercrile mecanice, unui control radiografic, ale crui rezultate trebuie s certifice absenadefectelor neadmisibile.
Execuia epruvetelorDimensiunile epruvetei pentru ncercarea la traciune a mbinrii sudate sunt date n figura
12.
lm
200
l
3066
50
R50
1520
Fig. 12. Epruvet pentru ncercarea la traciune
lm = limea maxim a custuriil = lm + 12 mm
Epruvetele pentru ncercarea la traciune pot fi inute, nainte de ncercare, la temperatura decel mult 250C, timp de 16 ore pentru dehidrogenare.
La extragerea epruvetelor pentru ncercarea la ncovoiere prin oc din probele de mbinaresudat, custura se va poziiona conform indicaiilor din figura 13.
=
=
27,5
15-20
=
=
12-15
10
2
20 1
0
A doua trecere
2
35 1
0
A doua trecere
Fig 13. Epruvete pentru ncercarea la ncovoiere prinoc
Supranlarea custurii de pe epruvetele extrase din probele de mbinri sudate cap la cap,pentru ncercarea de ndoire, va fi ndeprtat pe ambele suprafee la nivelul metalului de baz.Muchiile epruvetelor vor fi rotunjite cu o raz de maxim 2 mm.
-
7/22/2019 Suport Teoretic ACCS
15/61
Criterii de apreciere a rezultatelorncercarea la ndoire se consider corespunztoare dac dup ndoirea la un unghi de 120
pe un dorn avnd diametrul egal cu triplul grosimii epruvetei, pe zona supus la ntindere aepruvetei nu apar fisuri. Apariia pe suprafa a unor fisuri de maxim 3 mm lungime, care nu crescla continuarea ndoirii pn la un unghi de 180, nu se ia n considerare.
Pentru ncercarea la ncovoiere prin oc se vor extrage seturi formate din 3 epruvete.Valoarea energiei de rupere a unei epruvete poate fi inferioar valorii impuse, dar nu sub 70% dinaceasta.
Rezultatele ncercrii pentru determinarea rezistenei la apariia fisurilor la cald se considercorespunztoare dac n mbinrile sudate n T lipsesc fisurile i porozitile importante.
ncercarea electrozilor pentru SME
ncercarea metalului depusProba de metal depus va corespunde urmtoarei figuri (fig. 14).
162+1
80-5080-5
0
10
20
100 10030
~20 se elimin
50, epruveteCharpy V
50 rezerv
100 epruvetcilindric pentru
traciune
~20 se elimin
~230
20
Fig. 14.
Custura se va depune n straturi multiple, fiecare trecere fiind depus n sens opus fa decea precedent. Grosimea fiecrei treceri va fi de 2-4 mm. Rezultatele ncercrilor vor corespundetabelului urmtor:
-
7/22/2019 Suport Teoretic ACCS
16/61
Tabelul 1
Caracteristicile MD, latraciune
ncercarea la ncovoiere prin oc pentru MDprin sudare (cresttur n V)
Electrozi i cupluripentru sudare
semiautomat
Cupluri pentru sudareautomat
Categoria
materia-lului
pentrusudare
Destinaiamaterialelor
pentrusudare
RmN/mm2
ReHN/mm2
A5%
Z%
Temp.din
prob,C
Valoareamedie a 3epruvete, J
Temp.din
prob,C
Valoareamedie a 3epruvete, J
1 400-560 305 22 45 20 47 20 342 400-560 305 22 45 0 47 0 343
Pentru oelde rezisten
normal 400-560 305 22 45 -20 47 -20 341Y 490-660 375 22 45 Nu se clasific 20 342Y 490-660 375 22 45 0 47 0 343Y
Pentru oelde naltrezisten 490-660 375 22 45 -20 47 -20 34
ncercarea mbinrilor sudate cap la capPentru determinarea caracteristicilor mbinrii sudate cap la cap, n fiecare poziie de sudare
(orizontal, vertical ascendent, vertical descendent, peste cap i n corni), pentru care sunt destinaielectrozii, se va suda cte o prob. De acord cu RNR, electrozii destinai sudrii n poziiaorizontal i vertical ascendent pot fi utilizai i pentru sudarea n corni. Dac electrozii suntdestinai numai pentru sudarea n poziie orizontal, se vor suda dou probe n aceast poziie.
Probele pentru mbinri sudate cap la cap pentru ncercarea electrozilor vor corespundefigurii (fig. 15).
Rezultatele ncercrilor vor corespunde tabelului:
Tabelul 2Caracteristicile mecanice
ale mbinrii sudatencercarea la ncovoiere prin oc pentru
mbinarea sudat (cresttur n V)Electrozi i cupluri
pentru sudaresemiautomat
Cupluri pentru sudareautomat
Categoria
materia-lului
pentrusudare
Destinaiamaterialelor
pentrusudare
RmN/mm2
Unghi dendoire pn laapariia primei
fisuriTemp. dinprob, C
Valoareamedie a 3epruvete, J
Temp. dinprob, C
Valoareamedie a 3epruvete, J
1 400 120 20 47 20 34
2 400 120 0 47 0 343
Pentru oel
de rezistennormal 400 120 -20 47 -20 34
1Y 490 120 Nu se clasific 20 342Y 490 120 0 47 0 343Y
Pentru oelde naltrezisten 490 120 -20 47 -20 34
-
7/22/2019 Suport Teoretic ACCS
17/61
50
15-20
100 1002-3
~20 se elimin
50, epruveteCharpy V
50 rezerv
50 epruvet planpentru traciune
~20 se elimin
~280
30 epruvet pentrundoire (r..)
30 epruvet pentrundoire (r.c.)
Fig. 15.
Determinarea rezistenei metalului custurii i mbinrii sudate la fisurarea la caldSe vor executa trei probe sudate n T pentru determinarea rezistenei la apariia fisurilor la
cald, conform figurii 16.Punctele de prindere prin sudare trebuie executate pe prile frontale ale plcilor. Plcii
inferioare i se va asigura o rigidizare suplimentar prin prinderea cu sudur a trei nervuritransversale care s prentmpine posibilitatea deformrii.
Sudarea se va executa n poziia orizontal n jgheab. Custurile de prob se vor executaprintr-o singur trecere i utilizndu-se valoarea maxim a intensitii curentului de sudarerecomandat de productor pentru tipul i diametrul respectiv al electrodului. A doua custur se vaexecuta imediat dup terminarea primei custuri i n sens opus fa de aceasta. Ambele custuri sevor executa cu o vitez de sudare constanti fr pendularea electrodului. Dup sudare, probele sevor supune unei examinri vizuale sau uneia din metodele de control nedistructiv pentru detectareaeventualelor fisuri superficiale.
-
7/22/2019 Suport Teoretic ACCS
18/61
12-15
12-15
80
120
80
Punctede
sudur
Nervuri derigidizare
Fig. 16
ncercarea electrozilor destinai numai sudrii mbinrilor de colElectrozii destinai numai pentru sudarea custurilor de col, inclusiv electrozii utilizai la
metodele de sudare cu electrod nclinat sau culcat, se vor supune urmtoarelor ncercri:- determinarea caracteristicilor mecanice ale MD- ncercarea mbinrii n T- determinarea coninutului de hidrogen difuzibil n MD
Sudarea mbinrii n T se va executa n conformitate cu figura 17.
2050 25 50
2525
150
20
~150 = =
Epruvetmetalografic
Epruvetpentru rupere
Fig. 17
Probele n T se vor suda n fiecare din poziiile de sudare pentru care sunt destinai
electrozii.Lungimea probei se stabilete astfel nct custura de ncercare s poat fi executat prin
consumarea unui electrod ntreg. Prima custur se va executa cu un electrod cu diametrul maxim
-
7/22/2019 Suport Teoretic ACCS
19/61
fabricat, iar cea de-a doua cu un electrod cu diametrul egal cu cel minim din gama de fabricaie. Pecele trei epruvete metalografice se va msura duritatea metalului custurii sudate, a ZIT-ului i MB.
ncercarea cuplurilor srm-flux
Prezentele cerine se refer la cuplurile srm-flux destinate sudrii automate multistrat sau
din dou treceri. Dac un cuplu srm-flux este destinat sudrii prin ambele metode, ncercrile sevor efectua pentru fiecare metod n parte.
Cupluri pentru sudarea multistrat
ncercarea metalului depusSe va suda n poziie orizontal o prob conform figurii 18.Depunerea prin sudare a straturilor ulterioare se va efectua n sens opus fa de cele
anterioare. Grosimea fiecrei treceri va fi mai mic sau cel mult egal cu diametrul srmei electrod,dar maxim 4 mm. Rezultatele ncercrii epruvetelor extrase din probele conform figurii 18, vorcorespunde cerinelor din tabelul 1 al rezultatelor n cazul ncercrii metalului depus cu electrozi.
ncercarea mbinrilor sudate cap la capSe va suda, n poziie orizontal, o prob conform figurii 19.Rezultatele ncercrii trebuie s fie corespunztoare tabelului 2 cu rezultatele ncercrii
mbinrilor sudate cap la cap cu electrozi nvelii.
Cupluri pentru sudarea n dou treceri
Probele se vor suda conform figurii 20.
- pentru categoriile 1 i 1Y se va realiza o prob de grosime 12-15 mm i una de grosime 20-25mm
- pentru categoriile 2, 2Y, 3 i 3Y se va realiza o prob de grosime 20-25 mm i una de grosime30-35 mm.
Alegerea categoriei, diametrului srmei electrod i pregtirea rostului pentru sudare, nvederea execuiei probelor, vor corespunde tabelului 3.
-
7/22/2019 Suport Teoretic ACCS
20/61
100
+5
12
20
200 200
~480
~20 se elimin
50, epruveteCharpy V
50 rezerv
100 epruvetcilindric pentrutraciune
~20 se elimin
30
100+5
50
100 epruvetcilindric pentru
traciune
Fig. 18
-
7/22/2019 Suport Teoretic ACCS
21/61
60
20
150 1500,5
50 epruvet planpentru traciune
~20 se elimin
50, epruveteCharpy V
50 rezerv
~20 se elimin
~480
30 epruvet pentrundoire (r.c.)
30 epruvet pentrundoire (r.c.)
30 epruvet pentrundoire (r..)
30 epruvet pentrundoire (r..)
50 epruvet planpentru traciune
Fig. 19
-
7/22/2019 Suport Teoretic ACCS
22/61
~20 se elimin
50, epruveteCharpy V
50 rezerv
~20 se elimin
~520sau560*
50 epruvet planpentru traciune
30 epruvet pentrundoire
30 epruvet pentrundoire
50 epruvet planpentru traciune
150 150
52*
52*
100 epruvet
cilindric pentrutraciune
Fig. 20
* pentru table cu s > 35 mm.Tabelul 3
Categoria oelului pentruprobele sudateGrosimea
tablelor(mm)
Pregtirea rostului pentrusudare de(mm)
Categoria
materialuluide sudare
Oeluri derezistennormal
Oeluri de naltrezisten
1 A -12-25 5
1Y - A32, A36, A401 A -
1Y - A32, A36, A402 A, B sau D -
2Y - A32, A36, D32,D36, D40
3 Oricecategorie -
20-25
60
8
6
3Y - Orice categorie
-
7/22/2019 Suport Teoretic ACCS
23/61
(continuare)2 A, B sau D -
2Y - A32, A36, D32,D36, D40
3 Oricecategorie
-25-35
70
7
70
7
3Y - Orice categorie
Deschiderea rostului pentru sudare nu va depi 1 mm. Dup terminarea primei treceri inainte de depunerea celei de-a doua, proba se va lsa s se rceasc n aer linitit pn la 100C.
ncercarea cuplurilor srm-gaz de protecie
Prezentele cerine se aplic la acceptarea materialelor pentru sudare srm-gaz deprotecie, precum i pentru srmele tubulare, respectiv srmelor acoperite cu flux, destinatesudrii cu sau fr gaz de protecie.
Cupluri pentru sudarea multistrat
ncercarea metalului depusSe vor suda n poziie orizontal dou probe identice cu cea prezentat pentru ncercarea
metalului depus cu electrozi, una cu srm electrod avnd diametrul minim de fabricaie icealalt cu srm de diametru egal cu cel maxim din gama de fabricaie. Dac srma este
produs numai la un singur diametru se va suda o singur prob.Grosimea fiecrei treceri va fi cuprins ntre 2-6 mm.
ncercarea mbinrilor sudate cap la capPentru fiecare poziie de sudare pentru care este recomandat respectivul cuplu demateriale pentru sudare, se va suda cte o prob identic cu proba pentru ncercarea mbinrilorsudate cap la cap cu electrozi. La sudarea fiecrei probe, stratul de rdcin se va depune cu osrm avnd diametrul egal cu cel minim de fabricaie. Urmtoarele treceri se vor depune cu osrm avnd diametrul maxim din gama de fabricaie recomandat de productor pentru fiecare
poziie de sudare n parte.
Cupluri pentru sudarea automat din dou treceri
Se vor suda dou probe identice cu proba pentru cuplurile srm-flux (sudarea din dou
treceri), de grosime 12-15 mm, respectiv 20-25 mm. Cnd cuplul de materiale pentru sudare estedestinat sudrii oelurilor mai groase de 25 mm, se vor suda dou probe, una avnd s 20 mm,iar cealalt cu grosimea egal cu grosimea maxim pentru sudarea creia este destinat cuplulrespectiv.
Pregtirea rostului pentru sudare se va face conform figurii 21.
60
6
12-15
60
3
60
20-25
Fig. 21
-
7/22/2019 Suport Teoretic ACCS
24/61
ncercarea materialelor pentru sudarea n baie de zguri vertical n mediu de CO2
Se vor suda dou probe, de grosime 25 mm, respectiv 35-40 mm, conform figurii 22.
~20 se elimin
50, epruvete CharpyV (axa sudurii)
~20 se elimin
~1500
50 epruvet planpentru traciune
30 epruvet pentrundoire
30 epruvet pentrundoire
50 epruvet planpentru traciune
150 150
100 epruvetcilindric pentru
traciune
100 epruvetcilindric pentru
traciune
epruvet metalografic
epruvet metalografic
50, epruvete CharpyV (la 2 mm de lalinia de topire)
Fig. 22
Materiale destinate sudrii oelurilor de cldri
Materialelor destinate sudrii oelurilor de cldri li se aplic n totalitate cerineleprevzute la materialele utilizate n construciile navale, mai puin rezistena la fisurare la rece.La ncercarea acestor materiale, din probele de metal depus i din mbinrile sudate cap la cap, sevor extrage suplimentar cte un set de epruvete pentru ncercarea la ncovoiere prin oc dupmbtrnire.
-
7/22/2019 Suport Teoretic ACCS
25/61
La efectuarea ncercrilor materialelor destinate sudrii oelurilor utilizate la temperaturide 350C i mai mari, RNR poate solicita efectuarea ncercrii la traciune, la temperaturamaxim de lucru, cu determinarea limitei superioare de curgere (ReH). Efectuarea ncercriloriaprecierea rezultatelor vor fi conforme cu standardele recunoscute de RNR.
Materiale pentru sudarea oelurilor de construcii navale supuse temperaturilor
sczute
Pentru ncercrile materialelor destinate sudrii unor construcii importante din oel navali care sunt supuse unor temperaturi de -30C sau mai sczute, RNR poate solicita confirmarealipsei tendinei de distrugere fragil a mbinrilor sudate pe baza unei ncercri la ncovoiere prinoc a unor epruvete cu seciune sporit prin cderea unei sarcini sau prin alte metode mecanicedistructive puse de acord cu RNR.
La aceste ncercri trebuie s se obin rezultate satisfctoare la o temperatur dencercare care s fie cu cel puin 5C mai sczut dect temperatura minim de calcul.
Materiale pentru sudarea oelurilor de nalt rezisten
Rezistena la rupere a mbinrii sudate trebuie s fie cel puin egal cu rezistena oeluluiutilizat la construcia sudat respectiv.
Energia de rupere la ncercarea la ncovoiere prin oc, pe epruvete cu cresttur n V, ametalului depus i a metalului custurii sudate trebuie s fie cel puin egal cu 41 J latemperatura de ncercare de -20C, -40C sau -60C, n funcie de categoria materialului de baz.
Alte valori, prevzute de proiectant pentru energia minim de rupere vor constituiobiectul unei analize speciale din partea RNR.
-
7/22/2019 Suport Teoretic ACCS
26/61
TEHNOLOGII DE SUDARE UTILIZATE N CONSTRUCIA DE NAVE.CERINE TEHNOLOGICE
Tehnologia sudrii manuale cu electrozi nvelii
Sudarea manual cu arc electric este un procedeu de sudare prin topire care se realizeazpe seama cldurii concentrate dezvoltate de arcul format ntre piesa de sudat i electrod.
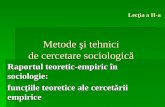
Principiul sudrii manuale cu electrozi nvelii este prezentat n figura 23. Arcul electriceste amorsat ntre un electrod nvelit i piesa care se sudeaz. Arcul electric topete materialul de
bazi vrful electrodului formnd baia topit care este protejat fa de aciunea atmosferei prinstratul de zgur lichidi gazele generate de nveliul electrodului.
12
3
4
567 8
9va
vs
Fig. 23. Principiul sudrii manuale cu electrozi nvelii
1 arc electric;2 metalul de baz (piesa de sudat);3 electrod nvelit;4 gaze provenite din substanele nveliului;5 baia de sudur;
6 custura;7 zgura rezultat din nveliul topit;8 sursa de energie electric pentru alimentarea arcului;9 cabluri de legtur de la surs la electrodi la componenteva viteza de avans a electroduluivs viteza de sudare
Amorsarea arcului pentru electrozi de diametre obinuite, se face la o tensiune de 45...60V, pentru electrozii subiri (de = 1,5...2,5 mm) fiind necesar o tensiune de minimum 70 V. Aacum rezult din figura 24, amorsarea se face prin aducerea electrodului n contact cu piesa iretragerea rapid la o distan de 2...5 mm, comparabil cu diametrul electrodului, fie
perpendicular pe pies (fig. 24.a), fie nclinat (fig. 24.b).
naintarelent
retragererapid
naintarelent
retragererapid
a b Fig. 24. Schema micrii electrodului pentru amorsarea arcului
a perpendicular pe pies; b - nclinat
-
7/22/2019 Suport Teoretic ACCS
27/61
n condiiile menionate ionizare corespunztoare, tensiune i curent de valori normale arcul se menine stabil, sub forma unei coloane, temperatura cea mai mare dezvoltndu-se nzona central a coloanei. n funcie de lungimea arcului i de tipul electrodului, n timpul sudriitensiunea arcului este cuprins n limitele 16...30 V. Arcul are o bun stabilitate n cazulconectrii c.c.-, pata catodic meninndu-se la o temperatur ridicat fiind la electrod; emisia deelectroni se face n bune condiii. Stabilitatea este mai redus la conectare c.c.+, cnd patacatodic se deplaseaz pe suprafaa piesei i, mai ales, n cazul folosirii surselor de curentalternativ conectare c.a.
Metalul de adaos trece n baia de sudur sub form de picturi de la electrod la pies,independent de natura i polaritatea curentului de sudare i de poziia n care aceasta se execut.Transferul de metal prin coloana arcului, din punct de vedere al dimensiunilor picturilor, estedependent de intensitatea curentului de sudare i de natura i grosimea nveliului electrodului;
picturile sunt cu att mai fine cu ct intensitatea curentului de sudare este mai mare i cu ctnveliul este mai gros. Dimensiunile picturilor sunt cuprinse n intervalul de la cteva sutimi demilimetri la 2...3 mm, avnd o frecven de 20...100 picturi ntr-o secund.
Puterea termic a arcului este dat de relaia:Q = UaIs (J/s)
n care:Ua - tensiunea arcului, (V);Is - intensitatea curentului de sudare, (A); - randamentul termic al arcului electric, care caracterizeaz faptul c o parte din cldur se
pierde n mediul nconjurtor prin convecie, radiaie, stropi de metal etc.Randamentul depinde de o serie de factori, cum ar fi:- procedeul de sudare folosit;- viteza de sudare;
- natura i grosimea nveliului electrodului etc.n cazul sudrii manuale cu electrozi nvelii, cantitatea de cldur dezvoltat de arc se
distribuie aproximativ astfel: 10 % pentru topirea metalului de baz; 30 % pentru topireaelectrodului, inclusiv nveliul; 40 % se transmite n metalul de bazi circa 20 % se pierde natmosfer. Deoarece cldura disipat n materialul de baz nu particip la realizarea biimetalice, pentru creterea randamentului termic, se impune creterea vitezei de sudare. Cretereansemnat a vitezei de sudare poate modifica participarea metalului de baz i de adaos laformarea custurii i deci se poate influena n sens defavorabil complexul de proprieti almbinrii.
Avantajele procedeului:
- cea mai mare accesibilitate;- se pot suda aproape toate metalele i aliajele metalice de la grosimi de sub 1 mm pn
la cele mai mari;- se sudeaz n orice poziie;- investiiile n echipamentele de sudare sunt cele mai mici;- marea majoritate a sudorilor au capacitatea i abilitatea necesar de a-l folosi.Dezavantajele procedeului:- factorul operator (raportul ntre timpul ct sudorul sudeaz i cele 8 ore de munc
zilnic) 25%;- gradul de utilizare a metalului de adaos este minim ( 65%).
Parametrii la procedeul de sudare manual cu electrozi nvelii variaz ntre limitele:- de = 1,6 6 mm- Is = 25 400 A
-
7/22/2019 Suport Teoretic ACCS
28/61
- Ua = 15 35 V- vs = 10 50 cm/min
Tehnologia sudrii sub strat de flux
Principiul sudrii sub strat de flux este prezentat n figura 25. Energia necesar topirii
componentelori realizrii mbinrii este dat de arcul electric 1 care se formeaz ntre srmaelectrod 2 i metalul de baz 3. Spaiul n care se realizeaz mbinarea va fi protejat mpotrivaaciunii nefavorabile a mediului nconjurtor, cu ajutorul unui strat protector de flux 4, depozitatn rezervorul 5, prevzut cu clapeta 6.
n practic se ntlnesc i instalaii la care stratul de flux rmas dup rcirea cordonuluieste absorbit cu un sistem de aspiraie 14 i recirculat n rezervorul 5.
1
5
1 23 4
6
79810
11
1213
14
vs
Fig. 25. Principiul sudrii sub strat de flux
Baia de sudur 7 se formeaz prin topirea metalului de baz i a srmei electrod subaciunea arcului electric, iar prin solidificare rezult custura 8. Tot sub aciunea arcului electricse topete o cantitate de flux, care formeaz o pelicul protectoare lichid 9 care acopercustura. Prin solidificarea fluxului topit rezult crusta de zgur 10.
Continuitatea procesului de sudare este asigurat prin srma electrod bobinat petamburul 11 care este antrenat prin sistemul de role 12, la care o rol este de acionare, iarcealalt de strngere. Prin ndeprtarea acestor role avansul srmei este oprit.
Exist instalaii pentru sudarea sub strat de flux la care avansul srmei electrod esteconstant i n acest caz lungimea arcului se stabilizeaz prin fenomenul de autoreglare. Exist,ns, i instalaii la care viteza de avans a srmei electrod este variabil, n acest caz reglarea
lungimii arcului i meninerea sa la o valoare ct mai constant se realizeaz n funcie detensiunea arcului sau de intensitatea curentului de sudare.Contactul electric cu srma electrod n micare se realizeaz cu ajutorul pieselor de
contact 13, care pot fi tubulare sau sub form de role.Pentru sudare se folosete n mod frecvent curentul continuu debitat de surse de putere
(curentul nominal de ordinul 1000 A) cu redresoare i convertizoare de sudare. Redresoarele suntmai economice din punct de vedere al consumului de energie electric la mersul n gol, neavnd
piese n micare (exceptnd motorul unui ventilator pentru rcire). Uneori se leag n paraleldou surse pentru a asigura curentul necesar de lucru al automatului de sudare. Sudarea se poateface i n curent alternativ; amorsarea arcului se face ns mai dificil.
La sudarea automat sau semiautomat cu arc electric sub strat de flux prin reglarea
regimului de sudare se urmrete meninerea la valorile prescrise tehnologic a parametrilor delucru (intensitatea curentului, tensiunea i lungimea arcului). Pentru sudarea automat,meninerea regimului de sudare i, respectiv, apropierea srmei electrod n raport cu topirea
-
7/22/2019 Suport Teoretic ACCS
29/61
acesteia se realizeaz automat folosind un regulator adecvat. Srma electrod se apropie de piescu o vitez constant sau dependent de unul sau mai muli parametri ai regimului de sudare.Lungimea arcului este un parametru care rezult n urma echilibrului dintre viteza de avans(naintare) a srmei electrod i viteza de topire a acesteia. La sudarea semiautomat este foarteimportant s se in cont de procesul de autoreglare. Acesta permite restabilirea unei strienergetice stabile la apariia unor perturbaii n sistem n mod artificial fr o intervenie din
exterior. Procesul de autoreglare se manifest bine la folosirea srmelor electrod cu diametrulsub 2 mm. Acest aspect face posibil aplicarea sudrii semiautomate sub strat de flux pentrucusturi scurte, greu accesibile sau n spaii cu posibiliti de manevr reduse. n cazul sudriisemiautomate la capul (pistoletul) de sudare n afara unei plnii pentru flux trebuie adus cablul
propriu-zis pentru conducerea curentului de sudare, un ghid corespunztor pentru srma electrodi conductori pentru comanda de la distan a instalaiei de lucru. n contextul condiiilorergonomice srmele pentru sudarea semiautomat pot avea diametre de pn la 1,6 mm, ceea ce
pe de alt parte, satisface condiiile necesare procesului de autoreglare. n acest context sedetermin experimental diverse regimuri stabilizate posibile de lucru n raport cu fluxul folosit i
pentru diferite lungimi libere ale captului electrodului. Deoarece arcul electric este acoperit destratul de flux, urmrirea i conducerea procesului se face pe baza indicaiilor aparatelor de
msur sau dup aspectul custurii.La sudarea automat a panourilor din table sau de cte ori este posibil se folosesc plci
tehnologice de capt pe care are loc amorsarea arcului i nceperea procesului de sudare i,respectiv, terminarea acestuia (fig. 26).
Fig. 26. Materialul de bazi amplasarea plcilor tehnologice de capt
n majoritatea cazurilor aceste elemente servesc ca probe martor i corespund unuianumit regim de sudare folosit. Pentru aceasta ele au aceeai calitate cu metalul de baz supussudrii i aceeai prelucrare a rostului. Dimensiunile sunt de 250...300 lungime i minim 80lime. Aceste plci se detaeaz dup sudare i servesc pentru prelevarea de probe pentruncercri mecanice (traciune, rezilien), tehnologice (ndoire) i metalografice (macro imicrostrctur) n vederea omologrii unei tehnologii de sudare sau pentru satisfacerea unor
cerine impuse de beneficiar.Srma de sudur se elaboreaz n condiii ngrijite astfel c impuritile de tipul sulfului
i fosforului sunt sub limitele admisibile. Suprafaa exterioar a srmei se acoper cu un stratsubire de cupru prin galvanizare asigurnd o oarecare rezisten la coroziune i un contactelectric mai bun. Livrarea srmelor se face n colaci sau n bobine.
Fluxurile sub forma unui amestec granular pot fi acide sau bazice.Unul din rolurile fluxului este de a contribui la alierea metalului custurii cu anumite
elemente concomitent cu un proces de eliminare a impuritilor (sulf, fosfor etc.). De asemeneaprin srma electrod folosit la sudare se pot introduce n baia de metal topit elemente de aliere.De aici necesitatea alegerii raionale a cuplului srm flux. Astfel, tendina de aliere cu mangan
n metalul custurii se constat pn la 1,45 % mangan n srma de sudur, folosind flux FSM37. Folosind fluxul FB 10 aceast tendin se manifest pn la 1,1 % mangan. La procente maimari manganul se arde i este nglobat n zgur. Cuplul srm flux se alege n contextul
-
7/22/2019 Suport Teoretic ACCS
30/61
asigurrii unui aport de elemente de aliere de o anumit natur prin srm sau prin flux. Pentrusudarea oelurilor carbon obinuite se poate utiliza:
- un flux silicomanganos (FSM 37) avnd un procent de oxid de mangan (35...39 %) isiliciu (41...44 % SiO2) cu srma S 10 ce conine puin mangan (0,4...0,6 %);
- un flux bazic (FB 10) avnd un procent sczut de mangan (8...11 %) i ceva mai ridicatde siliciu (35...39 %) cu srm S12Mn2 ce conine mai mult mangan (1,8...2,2 %).
Pentru sudarea oelurilor slab aliate cu mangan (OL 52) se pot folosi srme cu unconinut mai mare de mangan i fluxuri FSM 37 sau FB10.
Sudarea structurilor sudate care sunt exploatate la temperaturi negative trebuie realizatcu fluxuri nalt bazice i srme aliate cu nichel.
Avantajele procedeului:- custura este mai omogeni uniform dect la alte procedee de sudare cu arc electric,
deoarece intervenia sudorului n proces este minim;- nu exist practic stropiri;- cantitatea de fum degajat la sudare este minim;- gradul de folosire a materialului de adaos este aproape de unitate;
- productivitate ridicat;- se pot folosi cureni de sudare mult mai mari la acelai diametru al srmei electrod fade sudarea manual cu electrozi nvelii.
Dezavantajele procedeului:- sudarea se face numai n poziie orizontal, respectiv la sudurile de coli lateral;- se pot suda eficient numai custuri drepte i circulare, a cror lungime este mai mare de
1 m.Performanele procedeului:- se sudeaz mai ales oelurile nealiate cu puin carbon i slab aliate, unele oeluri
inoxidabile i, dintre materialele metalice neferoase, nichel, cupru i aliaje de tip monel;- se pot suda printr-o singur trecere n rost I, grosimi de pn la 15 mm i n rost V,
grosimi de pn la 25 mm; la sudurile de col o trecere este suficient pn la 20 25 mmgrosime.
Parametrii regimului de sudare sunt cuprini ntre limitele:- Is = 400 1200 A;- Ua = 25 42 V;- vs = 80 200 cm/min.
Tehnologia sudrii n medii de gaze protectoare
Sudarea cu arc electric n mediu protector de gaz este din ce n ce mai aplicat la scar
industrial.n funcie de natura srmei electrod i a gazelor utilizate, se ntlnesc urmtoarele
variante ale sudrii n mediu protector de gaze:- sudarea cu electrod fuzibil de srm:
- sudarea n mediu activ de gaze procedeul MAG (Metal Activ Gaz)- sudarea n mediu inert de gaze procedeul MIG (Metal Inert Gaz)
- sudarea cu electrod nefuzibil de wolfram procedeul WIG (Wolfram Inert Gaz) sauTIG (Tungsten Inert Gaz).
Sudarea MIG/MAG
Sudarea MIG/MAG este un procedeu de sudare prin topire cu arc electric, cu electrodfuzibil, iar pentru protecia arcului i a bii de metal topit se folosete un gaz de protecie (inert la sudarea MIG; activ la sudarea MAG).
-
7/22/2019 Suport Teoretic ACCS
31/61
Procedeul este ntlnit cel mai frecvent n varianta semimecanizat (viteza de sudaremanual, viteza de avans a srmei electrod mecanizat), dar procedeul se preteaz cu uurin lamecanizare, automatizare i chiar robotizare.
Schema de principiu a procedeului de sudare MIG/MAG se prezint n figura 27.Arcul electric 1 amorsat ntre srma electrod 2 i materialul de baz 3 produce topirea
acestora formnd baia de metal 4. Protecia arcului electric i a bii de metal topit se realizeaz
cu ajutorul gazului de protecie 5, adus n zona arcului prin duza de gaz 6 din butelia 7.
+-
vs
43
12
10
14
11
17
13
16
15
15
2
9
va
7
8
6
Fig. 27. Schema de principiu a procedeului de sudare MIG/MAG
Srma electrod este antrenat prin tubul de ghidare 13 cu vitez de avans constant, va, dectre sistemul de avans 8 prin derularea de pe bobina 9. Alimentarea arcului cu energie electricse face de la sursa de curent continuu 10, prin duza de contact 11 i prin cablul de mas 12.Tubul de ghidare a srmei electrod 13, cablul de alimentare cu curent 14 i furtunul de gaz 15sunt montate ntr-un tub flexibil de cauciuc 16 care mpreun cu capul de sudare 17 formeaz
pistoletul de sudare.Avantajele procedeului MIG/MAG:- productivitate ridicat (ptrundere mare la sudare, posibilitatea sudrii cu viteze de
sudare mari, eliminarea operaiilor auxiliare);- facilitatea mecanizrii, automatizrii sau robotizrii;- grad nalt de universalitate a procedeului;- posibilitatea sudrii n orice poziie;- eliminarea operaiei de curire a zgurii;- grad nalt de utilizare a materialului de adaos (90-95%);- cantitate redus de fum;- conducerea i supravegherea uoar a procesului de sudare, arcul fiind vizibil;
- factor operator superior sudrii manuale cu electrozi nvelii (60 65%);- tensiuni i deformaii mici la sudare (energie liniar mic).Dezavantajele procedeului MIG/MAG:- echipamente de sudare sunt mai scumpe i mai complicate;- flexibilitatea mai redus dect la sudarea manual (pistoletul de sudare este mai greu i
cu manevrabilitate mai sczut);- pierderi de material de adaos (n anumite condiii) prin stropi (5 10%);- sensibilitate la cureni de aer (evitarea sudrii n locuri deschise, cu vnt etc.);- limitare la grosimi, n general, mai mari de 1 mm;- riscul unei protecii necorespunztoare a arcului electric i a bii de metal;- probabilitatea relativ mare de apariie a defectelor n mbinarea sudat, n principal pori
i lips de topire.Parametrii tehnologici de sudare sunt:- diametrul srmei electrod, de = 0,6 2,4 mm;
-
7/22/2019 Suport Teoretic ACCS
32/61
- intensitatea curentului de sudare, Is = 60 500 A;- tensiunea arcului, Ua = 15 35 V;- viteza de sudare, vs = 15 150 cm/min;- debitul gazului de protecie, Q = 8 20 l/min.Materialele de sudare utilizate la sudarea MIG/MAG sunt srma electrod i gazul de
protecie.
Srma electrod se livreaz sub form de bobine, cele mai uzuale diametre fiind de 0,8; 1;1,2 i 1,6 mm. Compoziia chimic a srmei electrod la sudarea MIG/MAG depinde n principalde materialul de baz care se sudeaz, respectiv compoziia chimic a acestuia, i de gazul de
protecie utilizat. n cazul sudrii MIG compoziia chimic a srmei se alege apropiat de ametalului de baz. n cazul sudrii MAG srma este aliat suplimentar cu elemente dezoxidanteca Mn, Si, Ti. Se recomand ca raportul concentraiilor de Mn i Si s fie circa 2 2,5. Adaosulde Ti produce o dezoxidare foarte bun cu efecte benefice asupra caracteristicilor mecanice i detenacitate, dar ridic preul de cost a srmei. Pentru creterea tenacitii la temperaturi sczutesrma se aliaz suplimentar cu Ni i/sau Mo.
La sudarea MAG se folosete ca gaz de protecie CO2 care trebuie s ndeplineascanumite condiii:
- puritate. CO2 prezint o puritate de peste 99,9%;- umiditate. Umiditatea CO2 este de 300 mg/1000 l CO2 (umiditatea optim este de 70
mg/1000 l CO2). O umiditate ridicat cum o are CO2 este foarte periculoas deoarece apare omprocare intens la sudare i conduce la formarea porilor n custur;
- s fie nclzit nainte de a ajunge la arcul electric, pentru a nu favoriza ntrerupereaarcului i mprocare.
La sudarea MAG se mai pot utiliza urmtoarele amestecuri de gaze:- CO2 + O2, la sudarea oelurilor nealiate avnd coninut redus de carbon (max. 10% O2)
sau a oelurilor slab aliate (max. 5% O2). Adaosul de oxigen intensific reaciile de oxidare alemetalului din baia de sudur, iar cldura degajat mrete temperatura i mbunteteadncimea de ptrundere i productivitatea la sudare. n plus, adaosul de oxigen mpiedicdizolvarea hidrogenului n custur;
- CO2 + Ar, la sudarea unor oeluri aliate cu caracteristici mecanice ridicate. Prinadaosul de Ar se mbuntete stabilitatea arcului electric i calitatea sudurii. Se reduc, deasemenea, mprocrile micorndu-se astfel pierderile de metal;
- CO2 + N2, la sudarea oelurilor de tip asutenitic. Prin introducerea azotului n amestecse mrete stabilitatea austenitei. Azotul micoreaz i procentul de oxigen din arc produs dedescompunerea CO2, ceea ce diminueaz oxidrile i mrete plasticitatea oelului austeniticsudat.
Gazele de protecie utilizate la sudarea MIG sunt gazele inerte i amestecuri ale acestora.Se utilizeaz cu precdere ca i gaz de protecie, argonul. Se recomand adaosul de oxigen n
argon. Astfel la sudarea oelurilor cu un coninut redus de carbon sau a oelurilor slab aliate,amestecul protector poate conine ntre 2 25% O2 (amestecul protector devine activ), iar lasudarea oelurilor nalt aliate amestecul poate conine pn la 1 2% O2.
Forma custurii obinut la sudarea MIG n comparaie cu alte procedee de sudaredepinde de gazele de protecie utilizate, precum i de cantitatea acestora (fig. 28).
He Ar CO2Ar+
1%O2Ar+
5%O2
Fig..28. Forma custurii obinut la sudarea MIG/MAG
n funcie de gazele de protecie utilizate
-
7/22/2019 Suport Teoretic ACCS
33/61
Sudarea MIGSimbolul MIG (Metal Inert Gaz) faciliteaz exprimarea n abordarea problemelor
tehnologice. Operaia de sudare se poate realiza semiautomat sau automat. Metalul de adaos estesub form de srm electrod antrenat mecanic cu role de avans spre zona de mbinare. Dei esteun procedeu mai productiv dect procedeul WIG nu l exclude n totalitate. Aceasta se explic
prin faptul c srma fiind dispus ntr-o tob nu se poate cura eficient, introducnd impuriti
n baia de sudur. De asemenea, nu se pot realiza srme din toate metalele i aliajele dorite, culungime mare datorit plasticitii reduse. Srmele de sudare pentru procedeul WIG au lungimirelativ reduse (baghete), putndu-se fabrica, ct i cura uor.
Se constat un proces de autoascuire a srmei n procesul de sudare datorit argonului,arcul electric fiind mai concentrat i stabil. Heliul nu produce un asemenea efect. Sudarea seexecut n curent continuu, polaritate invers (c.c+). Ionii pozitivi bombardeaz astfel piesadistrugnd stratul de oxid greu fuzibil, fenomenul fiind denumit microsablare. Concomitent,electronii bombardeaz srma electrod (rol de anod) astfel c viteza de topire a acesteia crete.Trecerea metalului de adaos prin coloana arcului se face prin urmtoarele moduri: transfer nzbor liber (spray arc), transfer prin formarea unei puni (short arc) i transfer intermediar.Transferul (trecerea) metalului este influenat de greutate, fore electromagnetice, tensiunile
superficiale, fore mecanice (vibraii din exterior), fore datorit reaciilor chimice, vaporizriisau formrii bulelor de gaz i fore aerodinamice. Interdependena acestor factori este destul decomplex n contextul particularitilor diverselor procese de sudare. Transferul n zbor libersecaracterizeaz prin picturi mici de metal care trec prin arc fr ca ntre baia de metal topit icaptul srmei electrod s existe contact mecanic sau electric. Acestuia i corespunde la sudareaMIG transferul globular(picturi de metal sensibil mai mari ca diametrul srmei electrod n cursde topire, ce se desprind cu frecven mic). Fizic se manifest sub forma unui transfer prin
picturi care apar la captul srmei electrod n curs de topire, ce se desprind sub influenagreutii proprii. Se ntlnete la sudare folosind densiti mici de curent.
O alt variant de transfer n zbor liber este transferul prin pulverizare caracterizat prinpicturi mai mici ca diametrul srmei ce se desprind la frecvene ridicate. Este caracteristiclucrului cu densiti mari de curent, iar factorul predominant l au forele electromagentice. Camod de manifestare la procedeul MIG se distinge: transfer prin proiecie picturile sunt maimici i datorit forelor electromagnetice sunt proiectate n baia de metal cu o vitez de ctevaori mai mare n raport cu cea datorat greutii proprii; transfer turbionarsrma electrod are olungime mare n afara duzei de contact i nclzete mult datorit arcului electric i efectuluiJoule; forele electromagnetice supun srma n stare plastic unei solicitri de torsiune, astfel c
picturile se desprind cu vitez mare tangenial n srm. Modul de transfer al metalului de adaosprin arc este funcie de lungimea liberh a srmei electrod (fig. 29).
H
l
h
Fig. 29. Lungimea liber a srmei electrod
Srma trebuie s se topeasc ct mai repede prin efectul Joule i al arcului electric, pemsur ce iese din duza de contact.
Parametrii regimului la sudarea MIG
1. Srma electrod. Diametrul srmei electrod se alege n funcie de grosimea pieselor,modul de pregtire a rostului i poziia de sudare. Compoziia chimic este apropiat de ametalului de bazinnd cont c protecia arcului electric se face n mediu inert de gaze.
-
7/22/2019 Suport Teoretic ACCS
34/61
2.Intensitatea curentului de sudare. Se adopt n funcie de diametrul srmei electrod ipoziia de sudare (tabelul 4). Modificarea curentului de sudare influeneaz forma de transfer ametalului de adaos prin arcul electric. Utilizarea procedeelor automate de sudare permite sudareacu intensiti mari de curent.
Tabelul 4
Intensitatea curentului de sudare la sudarea MIGIntensitatea curentului de sudare, (A)Diametrul srmei electrod,(mm) poziia orizontal alte poziii0,8 50 150 50 1251 75 175 75 150
1,2 100 225 100 175
La creterea densitii de curent, transferul metalului prin arc se face sub form depicturi mai fine. n cazul sudurilor n poziie vertical i n special pe plafon, transferulmetalului de adaos are o importan deosebiti trebuie realizat prin pulverizare. Pentru aceasta,curentul trebuie s depeasc o anumit valoare denumit curent critic (tabelul 5).
Tabelul 5Curentul critic la sudarea MIG
Diametrul srmei electrod, (mm) 1 1,6 2Curentul critic, (A) 190 200 240 250 280
3. Lungimea liber a srmei. Se adopt n funcie de curentul de sudare. Valorilerecomandate necesare pentru asigurarea unui arc stabil i pentru mprocri minime de metalsunt date n tabelul 6.
Tabelul 6Lungimea liber a srmei la sudarea MIGIntensitatea curentului de sudare, (A) 50 100 150 200 250 300 350 400Lungimea liber a srmei electrod, (mm) 5 6 8 10 12 14 17 20
4. Gazul de protecie. La folosirea argonului este necesar o puritate ridicat tipurile Ai B. Debitele de gaz uzuale variaz ntre 0,7 i 2,84 m3/h. Valorile ridicate corespund utilizriiheliului care fiind mai uor dect aerul ( = 0,7847 kg/dm3) trebuie trimis n cantitate mai maren zona arcului electric.
Debitul de gaz depinde de materialul de baz, diametrul srmei electrod, gazul deprotecie, modul de transfer al metalului de adaos prin arc. El este influenat de curenii de aer, n
special la lucrul n spaii deschise.Stabilitatea arcului este asigurat folosind un amestec de argon cu 1-5% oxigen.
Aspecte tehnologice la sudarea prin procedeul MIGPrelucrarea marginilor n vederea sudriiSe pot suda dintr-o parte table cu grosimi pn la 6 mm, iar pe ambele pri pn la 13
mm. Prelucrarea marginilor este standardizat conform SR EN 29692:1994.Materialele de adaosSe recomand folosirea calitilor tare sau semitare n vederea realizrii unei naintri
sigure i fr ntreruperi pe traseul de alimentare cu srm. Unele pistolete de sudare au motorulde antrenare a srmei nglobat n corpul acestora pentru a realiza alimentarea constant cu srmelectrod.
-
7/22/2019 Suport Teoretic ACCS
35/61
Tehnica de lucruProcesul de lucru se poate realiza semiautomat folosind diametre ale srmei de 1,2...1,6
mm sau automat. Parametrii regimului de sudare se pot regla uor intervenind n procesul deautoreglare a lungimii arcului. Folosirea procedeului semiautomat se face n contextul
particularitii diferitelor structuri sudate din materiale diverse (aluminiu, oeluri inoxidabile,criogenice, cupru) legate de comportarea la sudare, modul de asamblare, spaiul de lucru,
condiiile impuse n exploatare. Sudarea automat implic stabilirea unui ciclu optim de lucrucare, cuprinde n funcie de timp, fazele procesului de lucru: amorsarea arcului, cretereacurentului de sudare, sudarea propriu-zis, scderea curentului de sudare i stingerea arcului.Folosirea unor echipamente de lucru cu motoare de antrenare conectate chiar la capul de sudare,inclusiv cu elemente de pendulare, asigur stabilitatea procesului i realizarea mbinrilor decalitate.
Sudarea MAGTransferul de metal de adaos prin coloana arcului se poate face:- n regim de scurtcircuit (n arc scurt short arc). Arcul are o lungime mic,
corespunznd unei tensiuni de 14...20 V, iar curenii de sudare relativ redui. n captul srmei
electrod apar picturi de metal topit care prin alungire ating, la un moment dat, baia metalic. Seproduce un scurtcircuit, curentul crete brusc, realiznd un fenomen de strangulare i separare apicturii. Aceasta cade brusc n baia de metal topit, scurtcircuitul dispare, iar tensiunea icurentul arcului se restabilesc. Acest ciclu cu durata de 10 - 20 ms se repet cu o frecven de 50- 100 picturi pe secund, funcie de gazul de protecie i diametrul srmei electrod. Transferul
prezentat l ntlnim la sudarea tablelor subiri i permite controlul energiei termice introdus nprocesul de sudare;
- n regim de pulverizare (transfer fin spray arc), arcul are o lungime mai mare,corespunznd unei tensiuni de 22 - 25 V. Curenii de lucru sunt mari, stabilitatea arcului este
bun. Pierderile de metal prin stropi se reduc dac pentru protecie se folosete amestec de CO2i argon. Se ntlnete la sudarea tablelor cu grosimi peste 5 mm. Picturile nu mai realizeazscurtcircuitarea sursei, desprinderea lor se face rapid datorit curentului mare de sudare. Gazulde protecie fiind activ, n arcul electric i picturile de metal topit au loc o serie de procesemetalurgice. La o temperatur ridicat a arcului electric (6000 8000 C) are loc un proces dedisociere a bioxidului de carbon CO2 C + O2. Datorit oxigenului se creeaz o atmosferoxidant. Prezint afinitate mare fa de oxigen, siliciul urmat de vanadiu, crom i mangan la otemperatur cu puin sub punctul de topire al oelului. La circa1600 C este fr aluminiu i titan, afinitatea fa de oxigen la temperaturi ridicate o prezint nordine carbonul, siliciul i manganul. Reaciile de oxidare sunt: Fe + O FeO; Si + 2 OSiO2; Mn + O MnO. Concomitent au loc reacii de reducere: FeO + Mn MnO + Fe;2FeO + Si SiO2 + 2 Fe; FeO + C CO + Fe; SiO2 + 2 C 2 CO + Si; MnO + C CO +
Mn. Oxizii metalici prezeni n captul picturii metalice ajung la temperatura de vaporizare ise descompun: FeO Fe + O; SiO2 Si + 2O; MnO Mn + O. Efectiv are loc un proces deoxidare a carbonului, siliciului i manganului, cu trecerea compuilor n aer (CO) sau zgur(MnO, SiO2) cu o diminuare a procentelor acestora n custura sudat. Elementele componenteale materialului de adaos sufer un proces de oxidare mai intens n raport cu cele ale metalului de
baz, datorit temperaturii mai ridicate i suprafeei relative de reacie a picturilor de metal topitmai mari, n captul srmei electrod. Gradul de disociere a bioxidului de carbon este funcie detemperaturi deci mai ridicat n coloana arcului fa de suprafaa bii de metal topit.
n zona de lucru sunt prezeni aerul, rugina, oxizi de laminare, urme de vopsea, ap etc.Acestea conin oxigen, azot i hidrogen care au diverse aciuni n prezena bioxidului de carbon.
Hidrogenul rezult prin descompunerea vaporilor de ap H2O H2 + O. El reacioneaz cuCO2: H2 + CO2 CO + H2O. Astfel presiunea parial a hidrogenului scade, iar vaporii de apsunt suflai de gazul protector. Hidrogenul atomic are tendina de dizolvare n baia de metal topit,
-
7/22/2019 Suport Teoretic ACCS
36/61
dar acest lucru este mpiedicat de caracterul oxidant al suprafeei H + CO2 CO + OH; H + O OH (formarea grupei oxidril).
Azotul provine din aerul nconjurtor sau din descompunerea unsorilor. Din reacia cuCO2 rezult oxizi insolubili n metalul topit i deci aciunea duntoare a azotului este diminuat.
Bioxidul de carbon folosit trebuie s aib puritatea 99 %; fiind avid de ap formeazacidul carbonic H2CO3. Prin destindere la ieirea din butelie formeaz zpad carbonic care
reduce presiunea gazului. Rcirea gazului influeneaz stabilitatea arcului i bilanul termic.Instalaiile de sudare se prevd cu un nclzitor pentru gaz cuplat cu un usctor pentru a reducevaporii de ap formai. Livrarea CO2 se face n butelii, parial lichefiat, parial gazos, la o
presiune de 60105 Pa i puritate de 99,5 %.
Parametrii regimului la sudarea prin procedeul MAG1. Srma electrod. Arderea elementelor menionate anterior trebuie compensat printr-un
surplus corespunztor n srma electrod. Aceasta va conine dezoxidani de Si, Mn, uneori Ti, Ali Zr pentru a evita oxidarea fierului. Unele srme conin 0,2% Ti, iar n urma reaciilor deoxidare n custur ajunge la valoarea de 0,03%. Titanul are un efect favorabil asupracaracteristicilor mecanice (crete limita de curgere de 1,15 1,2 ori, reziliena de 2,14 ori),reduce pierderile prin stropi cu pn la 50% i cantitatea de oxigen din cordonul de sudur.
Diametrul srmei electrod se alege n funcie de intensitatea curentului de sudare (tabelul7), puterea de topire i considerente economice.
Tabelul 7Diametrul srmei la sudarea MAG
Intensitatea curentului de sudare, (A)Diametrul srmei electrod,(mm) minim maxim0,8 50 1801 80 230
1,2 120 280
1,6 200 4002,4 400 600
2. Intensitatea curentului de sudare. Se alege n funcie de grosimea piesei de sudat ipoziia de sudare. Ea determin puterea de topire i adncimea de ptrundere, fiind proporionalcu viteza de avans a srmei. La aceeai intensitate de sudare se pot utiliza diferite diametre desrm.
Pentru un curent dat, alegnd o srm cu diametrul minim posibil, se obine o putere detopire maximi creterea adncimii de ptrundere. Dac se dorete ncrcarea prin sudare, sevor utiliza srme cu diametre mai mari.
3. Tensiunea arcului. Este n funcie de intensitatea curentului de sudare. Pentru fiecarediametru al srmei electrod, la fiecare intensitate a curentului exist o singur tensiune optim aarcului electric. Creterea tensiunii arcului duce la mrirea limii custurii, scderea ptrunderii,majorarea pierderilor prin stropi, scderea coeficientului de depunere. Concomitent, n custurscade coninutul de mangan i siliciu, i crete brusc coninutul de oxigen i azot. Dei custuraare aspect estetic, caracteristicile mecanice sunt sczute.
Tensiunile prea mici conduc la realizarea unor custuri cu lime mici adncime mare,lipsite de aspect. Valorile uzuale ale tensiunii sunt ntre 18 30 V.
4. Viteza de sudare. Este limitat de posibilitile de protecie ale arcului. Pentru vitezemici de sudare, cantitatea de metal depus este mare, iar la table subiri pot apare perforri. Laviteze mari de sudare, scade adncimea de ptrundere, se micoreaz limea custurii, apar
crestturi i stropiri. Gazul rmne n urma arcului, eficiena proteciei scznd.5. Lungimea liber a srmei electrod. Se recomand meninerea ei la valori ct maiconstante.
-
7/22/2019 Suport Teoretic ACCS
37/61
Valori mari ale lungimii libere ale srmei electrod nrutesc amorsarea i stabilitateaarcului mai ales la sudarea cu diametre mici. La o lungime mare are loc o nclzire intens cu otopire rapid care duce la creterea lungimii arcului. Acesta produce un zgomot strident improac metalul topit.
6. Distana dintre duza de gaz i pies. Se coreleaz cu necesitatea realizrii n bunecondiii a proteciei arcului electric. Distanele prea mici contribuie la deteriorarea duzei prin
stropii de metal i radiaii termice din arc. De asemenea, nu se poate urmri n bune condiiiprocesul de topire. Valorile curente utilizate n practic, precum i poziia piesei de contactelectric cu srma n raport cu duza pentru diferite valori ale curentului de sudare se prezint nfigura 30.
510
12
15 2
0
Is = 50 - 150 A Is = 150 - 350 A Is > 350 A
Fig. 30. Poziia duzei de gaz n raport cu piesa
7. Debitul gazului de protecie. Este influenat de forma constructiv a mbinrii,intensitatea curentului de sudare, tensiunea arcului, viteza de sudare, mediul de lucru. Pentru acompensa influenele negative trebuie mrit debitul de gaz, ns productivitatea procedeului desudare se reduce. Coeficientul de topire i de depunere se micoreaz cu creterea debitului degaz deoarece acesta n exces rcete coloana arcului. Se recomand sudarea n ncperi lipsite decureni de aer.
8. Polaritatea curentului de sudare. Sudarea se face n curent continuu. Utilizndpolaritatea direct (c.c-), coeficientul de depunere i participarea metalului de baz la formareacusturii cresc, dar ptrunderea este mai mic. Sudarea cu polaritate invers (c.c+) se
caracterizeaz prin pierderi prin stropi mai reduse, arc mai stabil, un transfer prin coloana arculuitip spray (picturi fine) i o participare a metalului de adaos la formarea custurii mai redus.Polaritatea invers se utilizeaz la sudare, iar polaritatea direct la operaia de ncrcare.
Aspecte tehnologice la sudarea prin procedeul MAGPrelucrarea marginilor n vederea sudriiForma i dimensiunile rosturilor se indic n SR EN 29692. Se pot realiza mbinri cap la
cap n I fr prelucrare pn la grosimi de 12 mm, pe o parte cu o deschidere a rostului de 2 mmsau pe ambele pri cu un rost de 1 - 3 mm. La grosimi mai mari rosturile se prelucreaz mecanic
prin achiere sau prin debitare cu flacr de gaze i oxigen urmat de o polizare la luciu metalic.Pe o lime de 10 - 15 mm adiacent mbinrii se va realiza o curire atent la luciu metalic
pentru ndeprtarea urmelor de ulei, rugin, under, vopsea, grsimi sau alte impuriti.Tehnica de lucru influeneaz calitatea mbinrii deoarece pistoletul de sudare i,respectiv, arcul electric este condus manual n lungul mbinrii. Pistoletul se va nclina cu 75 -80 fa de piesa de sudat. Se vor respecta distanele recomandate dintre duz i pies.Deplasarea pistoletului se poate face n direcia sensului de sudare a sau n sens invers acesteia b(fig. 31).
vs
75-80
a
vs
75-80
b Fig. 31. nclinarea capului de sudare
-
7/22/2019 Suport Teoretic ACCS
38/61
n primul caz, presiunea arcului electric mpinge metalul lichid spre custura format,ptrunderea este mai bun, cordonul este ngust i nalt. mbinarea n sens invers direciei desudare (sudarea spre stnga) conduce la mpingerea n faa arcului a unei cantiti de metal topit.Ptrunderea scade, iar custura este plati cu lime mai mare. Prin aceast metod se poatecontrola ptrunderea, metoda fiind util n operaii de ncrcare. Micrile electrodului (fig. 32)sunt n raport cu poziia stratului de sudur n custur.
a
3-10
b
3-20
3-15
c
2-5
15-40
Fig. 32. Micrile captului crmei electrod la sudarea orizontali n jgheab
Rndul de rdcin la table subiri se execut prin micarea pistoletului alternativ nlungul rostului a, rndul urmtor dup o spiralb, iar pentru straturile de acoperire micri de
pendulare c. Deplasarea uniform condiioneaz calitatea custurii. Pentru custuri verticalesudarea se face n poziie urctoare, rdcina nu are supranlare, realizndu-se uoare oscilaii.Straturile urmtoare se realizeaz prin pendulare (fig. 33).
80
90
Fig. 33. Tehnica de lucru la realizarea custurilor verticale
Sudarea mbinrilor orizontale n plan vertical (corni) se face sub form de straturi careapar ca iruri paralele (fig. 34).
90
100
Fig. 34. Tehnica de lucru la realizarea custurilor n corni
-
7/22/2019 Suport Teoretic ACCS
39/61
mbinrile de col orizontale se pot realiza ntr-o singur trecere pn la grosimea suduriide 6 mm cu srm electrod cu diametrul de 1,6 mm. La grosimi mai mari se realizeaz mai multetreceri.
Pentru a elimina aerul din furtunul de alimentare, naintea operaiei de sudare, gazul deprotecie va fi lsat s se scurg un timp de 10...15 s. Duza va fi stropit prin pulverizare cu unspray cu ulei de silicon care mpiedic aderarea stropilor de metal topit. n urma reaciilor
metalurgice se produce un strat subire de zgur compus din oxid de mangan, oxid de siliciu ioxid de fier. De obicei se sudeaz peste acest strat. Zgura se ndeprteaz foarte uor cu o periede srm.
-
7/22/2019 Suport Teoretic ACCS
40/61
METODE DE VERIFICARE A CALITII MBINRILOR SUDATE
-
7/22/2019 Suport Teoretic ACCS
41/61
-
7/22/2019 Suport Teoretic ACCS
42/61
-
7/22/2019 Suport Teoretic ACCS
43/61
-
7/22/2019 Suport Teoretic ACCS
44/61
-
7/22/2019 Suport Teoretic ACCS
45/61
-
7/22/2019 Suport Teoretic ACCS
46/61
TEHNOLOGII PERFORMANTE DE SUDARE
Sudarea cu srme tubulare
-
7/22/2019 Suport Teoretic ACCS
47/61
-
7/22/2019 Suport Teoretic ACCS
48/61
-
7/22/2019 Suport Teoretic ACCS
49/61
-
7/22/2019 Suport Teoretic ACCS
50/61
Sudarea n mediu de gaz protector cu mai multe srme
-
7/22/2019 Suport Teoretic ACCS
51/61
-
7/22/2019 Suport Teoretic ACCS
52/61
PROCEDURI DE SUDARE. OMOLOGAREA PROCEDURILOR DE SUDARE(vezi SR EN 288-1-9)
-
7/22/2019 Suport Teoretic ACCS
53/61
CALIFICAREA SUDORILOR CONFORM NORMELOR EUROPENE(vezi SR EN 287-1-2)
-
7/22/2019 Suport Teoretic ACCS
54/61
AUTORIZAREA SUDORILOR CONFORM PRESCRIPIILOR TEHNICE RNR
Aceste prescripii stabilesc condiiile necesare desfurrii examenului teoretic i practicde autorizare a sudorilor, domeniul de valabilitate, precum i condiiile de verificare, examinare,
ncercare i certificare a rezultatelor examenului.n cazuri excepionale i cu acordul R.N.R., se poate admite autorizarea sudorilor sau
recunoaterea autorizaiei acestora i dup alte reguli, prescripii sau standarde recunoscute.
Domeniul de aplicare i documentele aferente
Conform acestor prescripii tehnice, R.N.R. autorizeaz sudorii care urmeaz s efectuezelucrri de sudare la construcia i reparaia navelor, instalaiilor, mainilor, cldrilor,recipientelor sub presiune i echipamentelor navale, uniti de foraj marin etc.
Autorizarea sudorilor se face n conformitate cu urmtoarele documente:
SR EN 287-1995: Calificarea sudorilor. Sudarea prin topire
SR EN 288-1995: Specificaia procedeelor de sudare
SR EN 258/7-1993: mbinri sudate cu arc electric. Ghid pentru nivelul de acceptare adefectelor
SR ISO 857-1994: Procedee de sudare, lipire moalei lipire tare
SR ISO 4063-1993: Sudarea, lipirea tare, lipirea moale i sudarea prin topire a metalelor.Nomenclatorul procedeelori numere de referin pentru reprezentareape desen
RNR partea 14 (1995): Reguli pentru clasificareai construcia navelor maritime
Responsabiliti i condiii prealabile autorizrii
Responsabiliti
Registrul Naval Romn central are urmtoarele responsabiliti: iniiaz, menine i promoveaz sistemul de autorizare a sudorilor conform prezentelor
prescripiilor R.N.R.; deleag sub directa sa responsabilitate, administrarea detailat a procedeelor de autorizare,
inspectorii R.N.R. teritoriali; pstreaz documentaia corespunztoare i elibereaz certificatele de autorizare; controleaz toate funciile.
Inspectoratelor R.N.R. au urmtoarele responsabiliti:
comunic la R.N.R.-ul central solicitarea de autorizare a sudorilor n cazul fiecrei firme; administreaz procedeele de autorizare conform prescripiilor; transmite la R.N.R.-ul central toate documentele necesare n vederea eliberrii certificatului
de autorizare; in evidena firmelori a sudorilor autorizai din zona de competen.
Firma solicitatoare are urmtoarele responsabiliti: firma solicitatoare trebuie s ia toate msurile tehnico-organizatorice pentru ca la data
stabilit examenul s aib loc n bune condiii; firma este obligat s pun la dispoziia inspectoratelor R.N.R., buletinele cu rezultatele
verificrilor, ncercrilori examinrii de laborator.
-
7/22/2019 Suport Teoretic ACCS
55/61
Condiii prealabile autorizrii
Pregtirea pentru sudare:a) Metalul de bazCalitatea materialului de baz trebuie s fie corespunztoare documentaiei pentru care
sudorul examinat urmeaz a fi autorizat.Prelucrarea marginilor plcilor i evilor necesare executrii probelor de autorizare seface prin achiere sau prin tiere cu flacr cu condiia ca suprafaa obinut s fie neted, lipsitde neuniformiti. n cazul tierii cu flacr, ZIT-ul se ndeprteaz prin prelucrare mecanic.
Forma rostului de mbinare trebuie s fie cea indicat n specificaia procedeului desudare (WPS).
Forma i dimensiunile probei de autorizare sunt prezentate n fig. 35.Materialele pentru sudare utilizate pentru executarea probelor de autorizare trebuie s fie
specificate n WPS.b) Utilaje i echipamenteSe folosesc aceleai tipuri de utilaje i echipamente ca i n producia curent. Ele trebuie
s fie n stare bun de funcionare i verificate metrologic. 125 125
3
00
a)
t
z
a
1
25
125
150t
2az = Pentru t > 6mm, a < 0,5tPentru t < 6mm, 0,5t < a < t(z 0,7t)
b)
-
7/22/2019 Suport Teoretic ACCS
56/61
t
D
125
125
c)
D
t
1
25
0,5Dmin50 max.
l1
l1
t
z
0,5Dmin50 max.
a
2az = t corespunde prii celei maisubiri
Pentru t > 6mm, a < 0,5tPentru t < 6mm, 0,5t < a < t(z 0,7t)
d)Fig. 35. Formai dimensiunile probelor pentru autorizare
(a prob sudat cap la cap la tabl; b prob pentru sudur n colla tabl; c prob pentru sudur cap la cap laeav; d prob
pentru sudur n collaeav)
Procedura autorizrii i condiii de acceptare a sudorilor
Autorizarea sudorilor se face pe baza examenului teoretic i practic susinut n prezenainspectorului R.N.R. i a coordonatorului cu sudura din firma solicitatoare, calificativele finalefiind admis/respins.
Examinarea teoretic se face oral sau scris, nivelul minim de cunotine pe care trebuies le aib un sudor pentru a respecta procedura i practica curent n materie de sudare fiind: proprieti generale ale oelurilori metalelor neferoase; sudabilitatea acestora; clasificarea i principiile de baz ale procedeelor de sudare;
cunotine despre echipamente de sudare; materiale pentru sudare; despre tehnologii de sudare (pregtirea rosturilor, prenclzire);
-
7/22/2019 Suport Teoretic ACCS
57/61
deformaii i tensiuni remanente i metode de combatere; imperfeciuni n sudur; reprezentarea i cotarea sudurilor pe desen; noiuni despre securitatea muncii i prevenirea accidentelor.
Examenul practic stabilete msura n care sudorul posed pregtirea necesar, gradulde pregtire, verificate prin:
ndemnarea cu care mnuiete aparatele i utilajele; felul n care aplic tehnologiile de sudare; norme de protecie; control nedistructiv aplicat probelor sudate; control prin examinri distructive.
Sudarea probelor se face pe baza WPS prin care sunt stabilite limitele variabileloreseniale pentru autorizare i care sunt urmtoarele:
a) Procedurile de sudare
Acestea sunt definite n SR ISO 857-1994; conform STAS ISO 4063-1991 auurmtoarele simboluri numerice:111 sudare manual;
114 sudare cu arc electric cu srm tubular;131 MIG;135 MAG;136 MAG cu srm tubular;141 WIG;311 sudare oxiacetilenic;12 sudare sub strat de flux;15 sudare cu plasm.
b) Tipul mbinrii sudatePentru sudarea cap la cap, simbol V.W.Pentru suduri de col, simbol F.Wc) Metalul de baz
W01 - grupa oelurilor nealiate cu coninut sczut de carbon (oeluri de tip C-Mn) i/sau oelurislab aliate
Aceast grup include, de asemenea, oeluri cu granulaie fin cu o limit de curgere pnla 350 N/mm2.W02 - oeluri termorezistente Cr-Mo i/sau Cr-Mo-V;W03 - oeluri cu granulaie fin normalizate i mbuntite, oeluri tratate termomecanic cu
limit de curgere mai mare de 355 N/mm2;W04 - oeluri inoxidabile feritice sau martensitice cu Cr = 12-20%;W18 - oeluri inoxidabile feritoc-austenitice i oeluri inoxidabile austenitice de tip Cr-Ni;
W21 - aluminiu puri aliaje Al-Mn;W22 - aliaje de Al netratabile termic;W23 - aliaje de Al tratabile termic.
d) Poziiile de sudare sunt indicate pentru table (fig. 36) i pentru evi (fig. 37).
-
7/22/2019 Suport Teoretic ACCS
58/61
AOrizontal
Gertical descendent
PCOrizontal pe perete vertical
PFVertical ascendent
PEPeste cap
a)
PAOrizontal
PGVertical descendent
PBOrizontal pe perete vertical
PFVertical ascendent
PDOrizontal peste cap
b)
Fig. 36. Poziii de sudare pentru table(a sudur cap la cap; b suduri de col)
-
7/22/2019 Suport Teoretic ACCS
59/61
PAeav: n rotaie
Ax: orizontalSudur: orizontal
PGeav: fix
Ax: orizontalSudur: vertical descendent
PFeav: fixAx: orizontalSudur: vertical ascendent
PCeav: fixAx: verticalSudur: orizontal i perete vertical
PAeav: fixAx: nclinatSudur: ascendent
a)
PBeav: n rotaieAx: orizontal
Sudur: orizontal cu perete vertical
PGeav: fixAx: orizontal
Sudur: vertical descendentPFeav: fixAx: orizontalSudur: vertical ascendent
PBeav: fixAx: verticalSudur: orizontal i perete vertical
POeav: fixAx: verticalSudur: orizontal peste cap
b)Fig. 37. Poziii de sudare pentruevi
(a suduri cap la cap; b suduri de racord)
e) Parametrii regimului de sudare se aleg de ctre sudor n limitele valorilor prescrise nWPS.
f) Probe i ncercriFiecare prob trebuie s fie supus examinrii nedistructive i distructive.Examinarea nedistructivconst n examinarea vizuali radiografic.Dac dup examinarea vizual sunt dubii, aceasta poate fi suplimentat cu examinare cu
lichide penetrante, pulberi magnetice i examinare macroscopic pentru sudurile cap la cap.Examenul radiografic se face pe toat lungimea sudurii.Pentru examinarea distructiv, se realizeaz mai multe ncercri, dup cum urmeaz:
a) suduri cap la cap a tablelor:ncercarea la ndoire se efectueaz pentru grosimi 3mm i se ncearc dou epruvete
cu rdcin ntinsi dou epruvete cu rdcin comprimat.
-
7/22/2019 Suport Teoretic ACCS
60/61
ncercarea la rupere. Proba se ncearc pe toat lungimea sa prin tierea n mai multeepruvete. Limea unei epruvete este 40 mm.
n cazul sudrii dintr-o parte fr suport la rdcin se ncearc o jumtate din lungimeade examinare a probei cu rdcin ntins, cealalt jumtate cu rdcin comprimat.
Pregtirea i ncercarea la rupere se face conform fig. 38.b) suduri de col la table:
ncercarea la rupere se face pe mai multe epruvete dac este necesari se face conformfig. 39.
a) Se preleveaz 4 epruvete pentruncercarea la ndoire i cel puin 4epruvete pentru ncercarea la rupere
25 25Lungimea de examinare
a probeil1
l1
l1
2
2
5
40
5
b) Pregtirea pentruncercarea la rupere
c) ncercarea la ndoire i larupere cu rdcina comprimat
d) ncercarea la ndoire i larupere cu rdcina ntins
Fig. 38. Pregtireai ncercarea la rupere a epruvetelorpentru sudura cap la cap la tabl
lungimea de
examinare25
25
a) b)
Fig. 39. Pregtireai ncercarea la rupere a epruvetelorpentru sudura n colla tabl
(a se preleveaz un numr par de epruvete; b ncercarea la rupere;
sudura n colpoate fi crestat dac este necesar)
c) suduri cap la cap ntre evi:
-
7/22/2019 Suport Teoretic ACCS
61/61
ncercarea la ndoire se face n mod identic ca la table. n mod analog se efectueazincercarea la rupere.
Pregtirea i ncercarea se face conform fig. 40.
lungimea deexaminare
5 5
2
2
lungimea deexaminare
a) b)
c) d) Fig. 40. Pregtireai ncercarea la rupere a epruvetelor
pentru sudura cap la cap laeav(a se preleveaz cel puin 4 epruvete; b pregtire;
c ncercarea la rupere cu rdcina comprimat;d ncercarea la rupere cu rdcina ntins)
d) suduri de col la evi:Pentru sudurile de col se realizeaz o ncercare la rupere (fig. 41).
a) b)
Fig. 41. Pregtireai ncercarea la rupere a epruvetelor
pentru sudura de collaeav(a se preleveaz 4 epruvete; b ncercarea la rupere)
Dac pe o epruvet de ncercare nu se obine un rezultat corespunztor, se preleveaz altedou epruvete din aceeai prob sau dintr-o prob suplimentar identic ce se supun aceloraiverificri. Pe ambele epruvete suplimentare trebuie s se obin un rezultat corespunztor.
Dac rezultatul nu este corespunztor chiar la o epruvet, sudorul este declarat respinsl