
Rezumatul fazei - isim.ro · Lucrarea abordează aspecte practice privind realizarea de încercări...
26
Program Nucleu PN 16 08 Proiect PN 16 08 102 - Cercetări privind dezvoltarea de scule ultrasonice inovative şi tehnologii ecologice de îmbinare pentru aplicaţii industriale PN 16 08 102 – f6 / 1 Faza 6: Dezvoltarea de tehnologii de sudare cu ultrasunete pentru aplicații industriale Rezumatul fazei : 1. Rezumatul fazei : Faza a șasea a proiectului a avut drept scop întreprinderea de activități având ca obiect „ Dezvoltarea de tehnologii de sudare cu ultrasunete pentru aplicații industriale”. Lucrarea abordează aspecte practice privind realizarea de încercări experimentale și tehnologii de sudare cu ultrasunete a materialelor, folosind sonotroda cu capete active amovibile, care reprezintă o punere în practică a cererii de brevet realizată în faza a patra a proiectului, înregistrată la OSIM cu numărul A/00160/14.03.2017. Rezultatele obținute în urma încercărilor experimentale vor fi utilizate la finalizarea cele două lucrări științifice menționate anterior. Totodată,s‐a realizat în cadrul fazei o amplă acțiune de informare/chestionare a mediului academic/economic privind rezultatele activităților proiectului cât și legat de experiența specialiștilor ISIM Timișoara în domeniul ultrasunetelor, în special cel al sudării cu ultrasunete. Astfel, peste 170 de entități au fost informate și totodată chestionare cu privire la o serie de aspecte din domeniul ultrasunetelor, prezentate în cele ce urmează. Prin această acțiune două deziderate au fost atinse, respectiv de promovare și creștere a vizibilității specializărilor ISIM Timișoara, cât și de identificare a nevoilor mediului academic/economic legate de utilizarea ultrasunetelor în procesele de fabricație, pe baza chestionarelor completate primite. Lucrarea este structurată pe trei capitole: Capitolul1:Realizareadetehnologiidesudarecuultrasunete folosindsonotrodecucapeteamovibile 1.1 În cadrul prezentei etape a fost realizat un program experimental de sudare cu ultrasunete a materialelor, folosind sonotroda cu capete active amovibile în vederea stabilirii unor tehnologii de sudare. In imaginile din figura 1.1 se prezinta sonotroda cu capul amovibil folosit in cadrul experimentelor de sudare cu ultrasunete Figura 1.1. Sonotroda cu capul amovibil In cadrul programului experimental de sudare cu ultrasunete folosind sonotrode cu capete amovibile s‐a utilizat un echipament de sudare cu ultrasunete STAPLA prezentat în figura 1.2.
Transcript of Rezumatul fazei - isim.ro · Lucrarea abordează aspecte practice privind realizarea de încercări...

Program Nucleu PN 16 08 Proiect PN 16 08 102 - Cercetări privind dezvoltarea de scule ultrasonice inovative şi tehnologii ecologice de îmbinare pentru aplicaţii industriale
PN 16 08 102 – f6 / 1
Faza 6: Dezvoltarea de tehnologii de sudare cu ultrasunete pentru aplicații industriale Rezumatul fazei:
1. Rezumatul fazei: Faza a șasea a proiectului a avut drept scop întreprinderea de activități având ca obiect „Dezvoltarea de tehnologii de sudare cu ultrasunete pentru aplicații industriale”.
Lucrarea abordează aspecte practice privind realizarea de încercări experimentale și tehnologii de sudare cu ultrasunete a materialelor, folosind sonotroda cu capete active amovibile, care reprezintă o punere în practică a cererii de brevet realizată în faza a patra a proiectului, înregistrată la OSIM cu numărul A/00160/14.03.2017.
Rezultatele obținute în urma încercărilor experimentale vor fi utilizate la finalizarea cele două lucrări științifice menționate anterior.
Totodată, s‐a realizat în cadrul fazei o amplă acțiune de informare/chestionare a mediului academic/economic privind rezultatele activităților proiectului cât și legat de experiența specialiștilor ISIM Timișoara în domeniul ultrasunetelor, în special cel al sudării cu ultrasunete. Astfel, peste 170 de entități au fost informate și totodată chestionare cu privire la o serie de aspecte din domeniul ultrasunetelor, prezentate în cele ce urmează.
Prin această acțiune două deziderate au fost atinse, respectiv de promovare și creștere a vizibilității specializărilor ISIM Timișoara, cât și de identificare a nevoilor mediului academic/economic legate de utilizarea ultrasunetelor în procesele de fabricație, pe baza chestionarelor completate primite.
Lucrarea este structurată pe trei capitole:
Capitolul 1: Realizarea de tehnologii de sudare cu ultrasunete folosind sonotrode cu capete amovibile
1.1 În cadrul prezentei etape a fost realizat un program experimental de sudare cu
ultrasunete a materialelor, folosind sonotroda cu capete active amovibile în vederea stabilirii unor tehnologii de sudare.
In imaginile din figura 1.1 se prezinta sonotroda cu capul amovibil folosit in cadrul experimentelor de sudare cu ultrasunete
Figura 1.1. Sonotroda cu capul amovibil
In cadrul programului experimental de sudare cu ultrasunete folosind sonotrode cu capete amovibile s‐a utilizat un echipament de sudare cu ultrasunete STAPLA prezentat în figura 1.2.
PN 16 08 201 – f5 / 2
Figura 1.2. Echipament US
In figura 1.3 se prezintă sonotroda si nicovala, respectiv pozitionarea materialelor de sudat intre sonotrodă şi nicovală.
Figura 1.3. Sonotroda si nicovala Programul experimental de sudare a fost realizat pentru mai multe tipuri de materiale, dintre acestea exemplificăm:
1.1. Aliaje de Cu de grosime 0,3 mm 1.2. Aliaje de Cupru de grosime 0,2mm 1.3. Aliaje de aluminiu de grosime 0,4mm 1.4. Aliaje de aluminiu de grosime 1mm 1.5. Materiale plastice
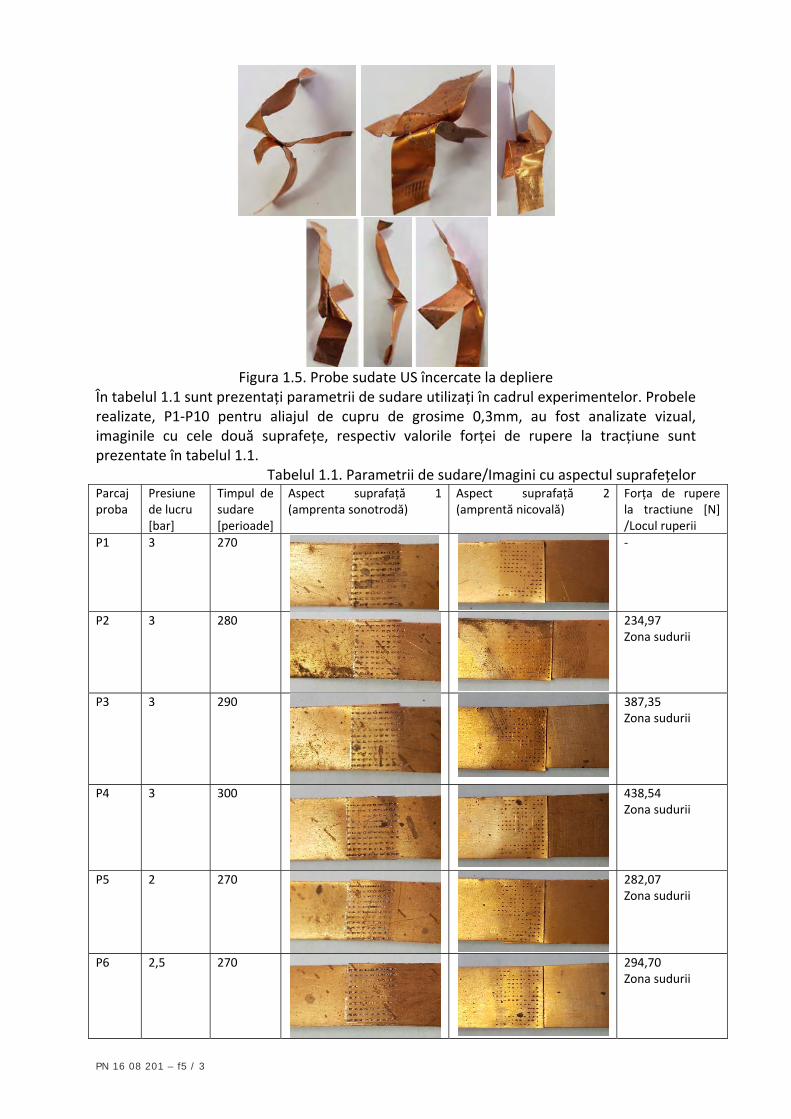
1.2 Aliaje de Cu de grosime 0,3 mm În figura 1.4 este prezentat aspectul probelor P1‐P10 îmbinate cu ultrasunete pentru aliajul de cupru de grosime 0,3mm, iar în figura 1.5 se prezintă câteva teste preliminare încercate la depliere (debutonare).
Figura 1.4. Aspectul probelor P1‐P10 aliaj de cupru 0,3mm
PN 16 08 201 – f5 / 3
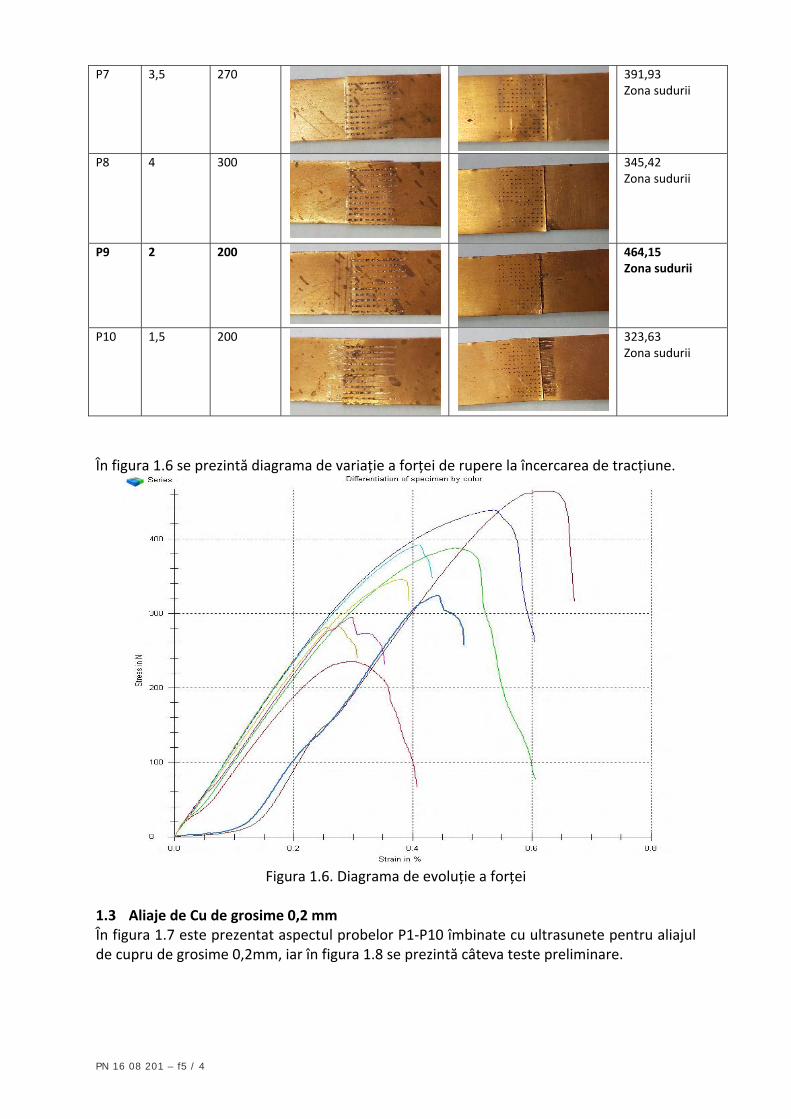
Figura 1.5. Probe sudate US încercate la depliere
În tabelul 1.1 sunt prezentați parametrii de sudare utilizați în cadrul experimentelor. Probele realizate, P1‐P10 pentru aliajul de cupru de grosime 0,3mm, au fost analizate vizual, imaginile cu cele două suprafețe, respectiv valorile forței de rupere la tracțiune sunt prezentate în tabelul 1.1.
Tabelul 1.1. Parametrii de sudare/Imagini cu aspectul suprafețelor Parcaj proba
Presiune de lucru [bar]
Timpul de sudare [perioade]
Aspect suprafață 1 (amprenta sonotrodă)
Aspect suprafață 2 (amprentă nicovală)
Forța de rupere la tractiune [N] /Locul ruperii
P1 3 270
‐
P2 3 280
234,97Zona sudurii
P3 3 290
387,35Zona sudurii
P4 3 300
438,54Zona sudurii
P5 2 270
282,07Zona sudurii
P6 2,5 270
294,70Zona sudurii
PN 16 08 201 – f5 / 4
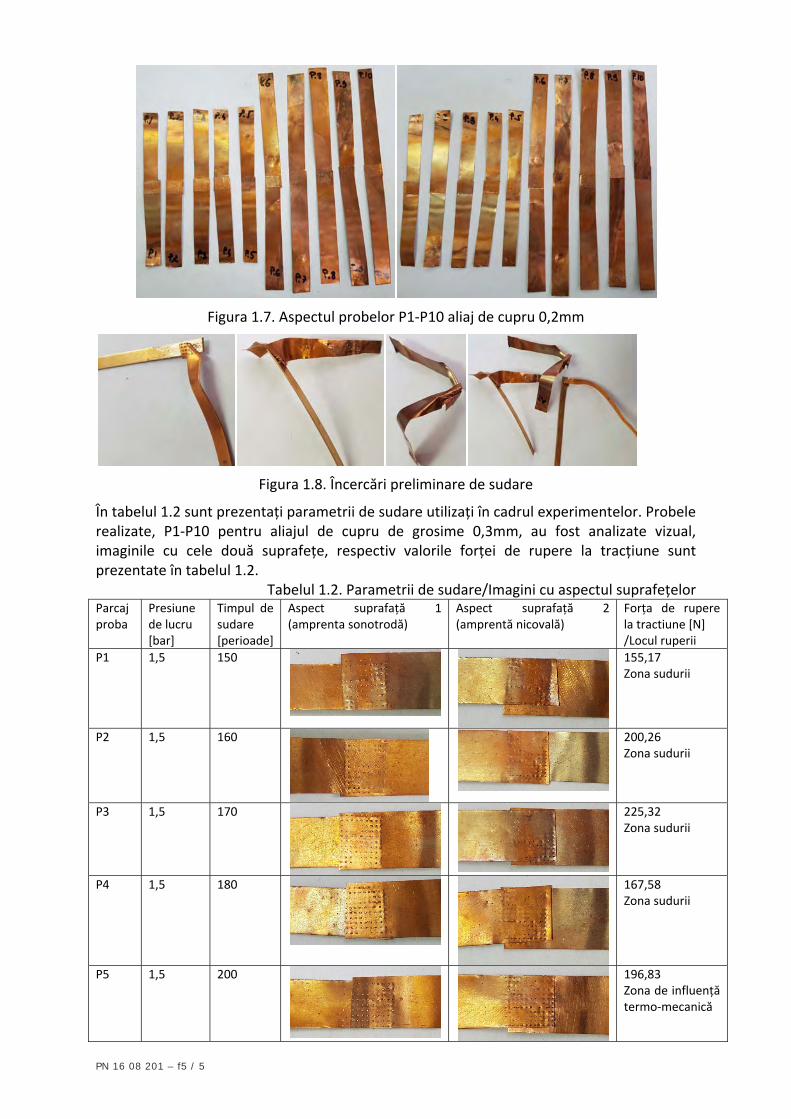
P7 3,5 270
391,93Zona sudurii
P8 4 300
345,42Zona sudurii
P9 2 200
464,15Zona sudurii
P10 1,5 200
323,63Zona sudurii
În figura 1.6 se prezintă diagrama de variație a forței de rupere la încercarea de tracțiune.
Figura 1.6. Diagrama de evoluție a forței
1.3 Aliaje de Cu de grosime 0,2 mm În figura 1.7 este prezentat aspectul probelor P1‐P10 îmbinate cu ultrasunete pentru aliajul de cupru de grosime 0,2mm, iar în figura 1.8 se prezintă câteva teste preliminare.
PN 16 08 201 – f5 / 5
Figura 1.7. Aspectul probelor P1‐P10 aliaj de cupru 0,2mm
Figura 1.8. Încercări preliminare de sudare
În tabelul 1.2 sunt prezentați parametrii de sudare utilizați în cadrul experimentelor. Probele realizate, P1‐P10 pentru aliajul de cupru de grosime 0,3mm, au fost analizate vizual, imaginile cu cele două suprafețe, respectiv valorile forței de rupere la tracțiune sunt prezentate în tabelul 1.2.
Tabelul 1.2. Parametrii de sudare/Imagini cu aspectul suprafețelor Parcaj proba
Presiune de lucru [bar]
Timpul de sudare [perioade]
Aspect suprafață 1 (amprenta sonotrodă)
Aspect suprafață 2 (amprentă nicovală)
Forța de rupere la tractiune [N] /Locul ruperii
P1 1,5 150
155,17Zona sudurii
P2 1,5 160
200,26Zona sudurii
P3 1,5 170
225,32Zona sudurii
P4 1,5 180
167,58Zona sudurii
P5 1,5 200
196,83Zona de influență termo‐mecanică
PN 16 08 201 – f5 / 6
P6 2 150
178,84Zona de influență termo‐mecanică
P7 2 200
282,74Zona de influență termo‐mecanică
P8 4 230
288,64Zona de influență termo‐mecanică
P9 3 150
182,02Zona de influență termo‐mecanică
P10 3 200
221,90Zona de influență termo‐mecanică
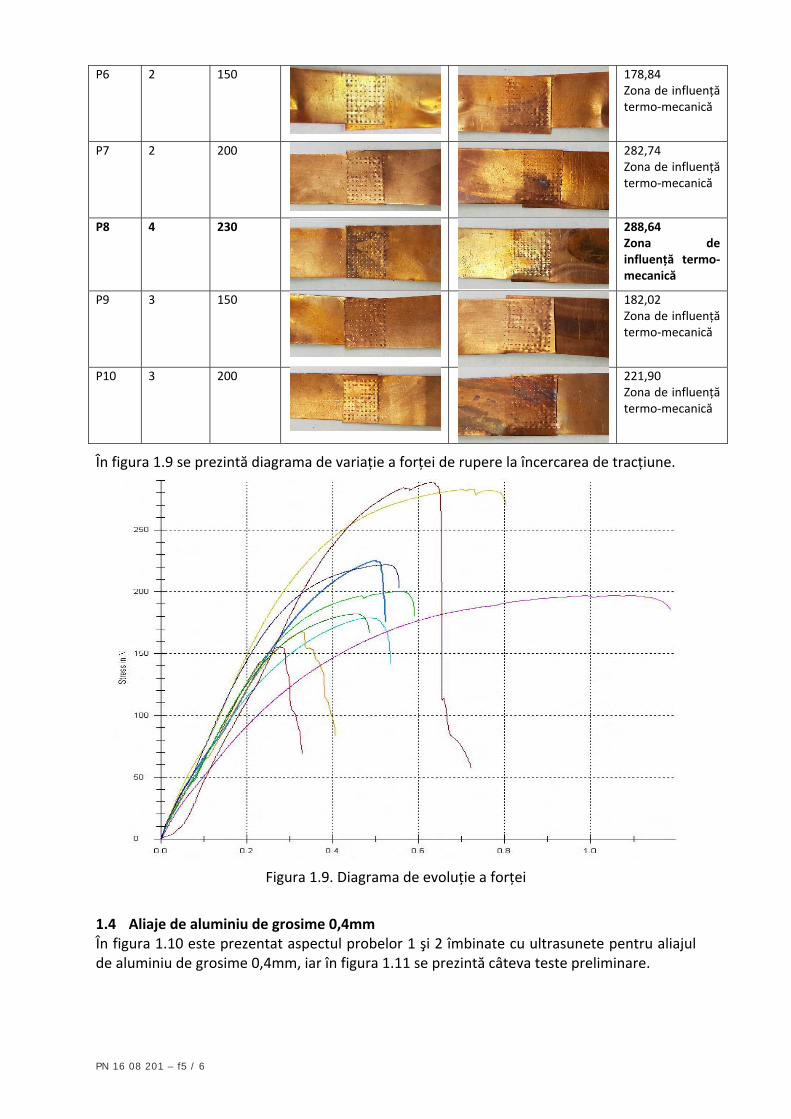
În figura 1.9 se prezintă diagrama de variație a forței de rupere la încercarea de tracțiune.
Figura 1.9. Diagrama de evoluție a forței
1.4 Aliaje de aluminiu de grosime 0,4mm În figura 1.10 este prezentat aspectul probelor 1 şi 2 îmbinate cu ultrasunete pentru aliajul de aluminiu de grosime 0,4mm, iar în figura 1.11 se prezintă câteva teste preliminare.
PN 16 08 201 – f5 / 7
Figura 1.10. Aspectul probelor 1 şi 2 din aliaj de aluminiu 0,4mm
Figura 1.11. Teste preliminare de sudare În tabelul 1.3 sunt prezentați parametrii de sudare utilizați în cadrul experimentelor, imaginile cu cele două suprafețe, respectiv valorile forței de rupere la tracțiune.
Tabelul 1.3. Parametrii de sudare/Imagini cu aspectul suprafețelor Parcaj proba
Presiune de lucru [bar]
Timpul de sudare [perioade]
Aspect suprafață 1 (amprenta sonotrodă)
Aspect suprafață 2 (amprentă nicovală)
Forța de rupere la tractiune [N] / Locul ruperii
1 2 170
298,34
2 2 180
410,00Zona de influență termo‐mecanică
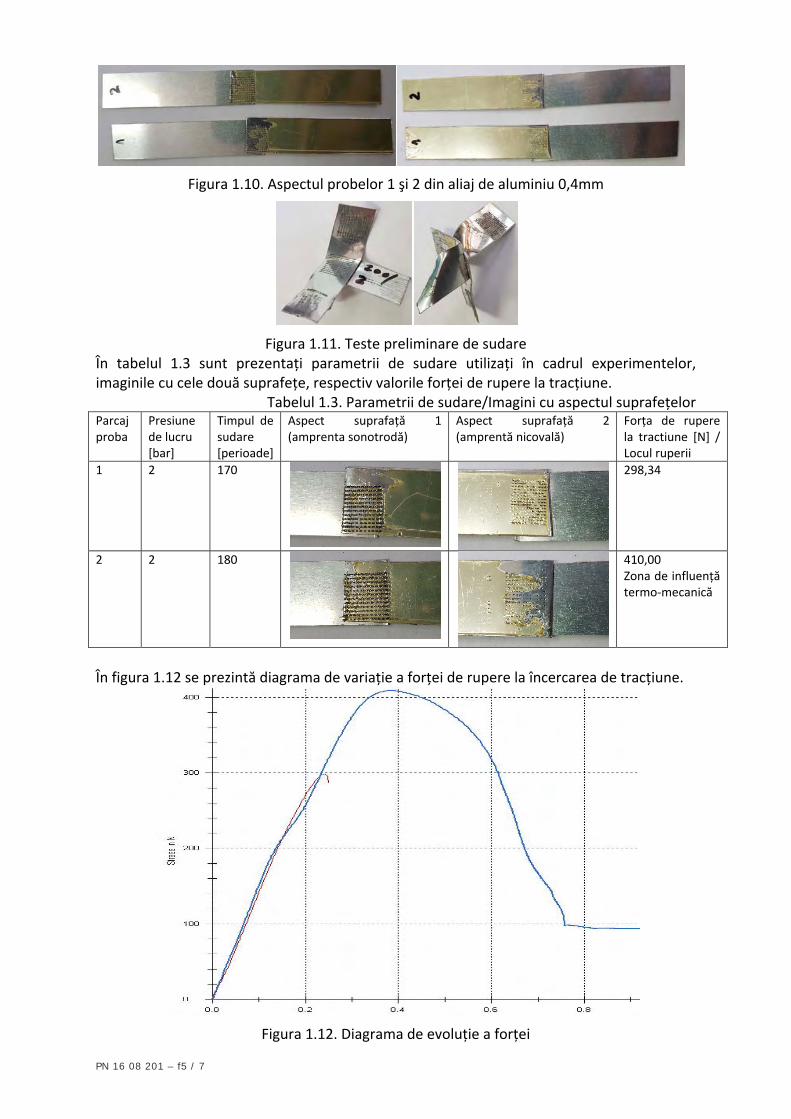
În figura 1.12 se prezintă diagrama de variație a forței de rupere la încercarea de tracțiune.
Figura 1.12. Diagrama de evoluție a forței
PN 16 08 201 – f5 / 8
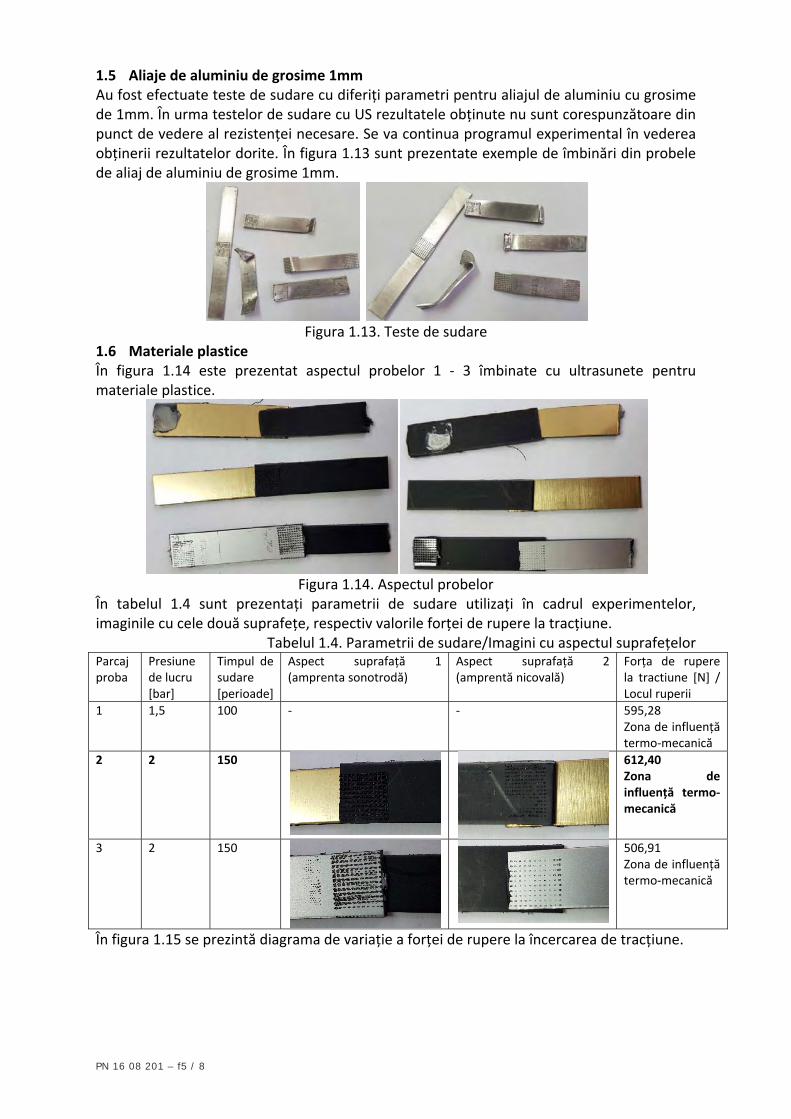
1.5 Aliaje de aluminiu de grosime 1mm Au fost efectuate teste de sudare cu diferiți parametri pentru aliajul de aluminiu cu grosime de 1mm. În urma testelor de sudare cu US rezultatele obținute nu sunt corespunzătoare din punct de vedere al rezistenței necesare. Se va continua programul experimental în vederea obținerii rezultatelor dorite. În figura 1.13 sunt prezentate exemple de îmbinări din probele de aliaj de aluminiu de grosime 1mm.
Figura 1.13. Teste de sudare
1.6 Materiale plastice În figura 1.14 este prezentat aspectul probelor 1 ‐ 3 îmbinate cu ultrasunete pentru materiale plastice.
Figura 1.14. Aspectul probelor
În tabelul 1.4 sunt prezentați parametrii de sudare utilizați în cadrul experimentelor, imaginile cu cele două suprafețe, respectiv valorile forței de rupere la tracțiune.
Tabelul 1.4. Parametrii de sudare/Imagini cu aspectul suprafețelor Parcaj proba
Presiune de lucru [bar]
Timpul de sudare [perioade]
Aspect suprafață 1 (amprenta sonotrodă)
Aspect suprafață 2 (amprentă nicovală)
Forța de rupere la tractiune [N] / Locul ruperii
1 1,5 100 ‐ ‐ 595,28Zona de influență termo‐mecanică
2 2 150
612,40Zona de influență termo‐mecanică
3 2 150
506,91Zona de influență termo‐mecanică
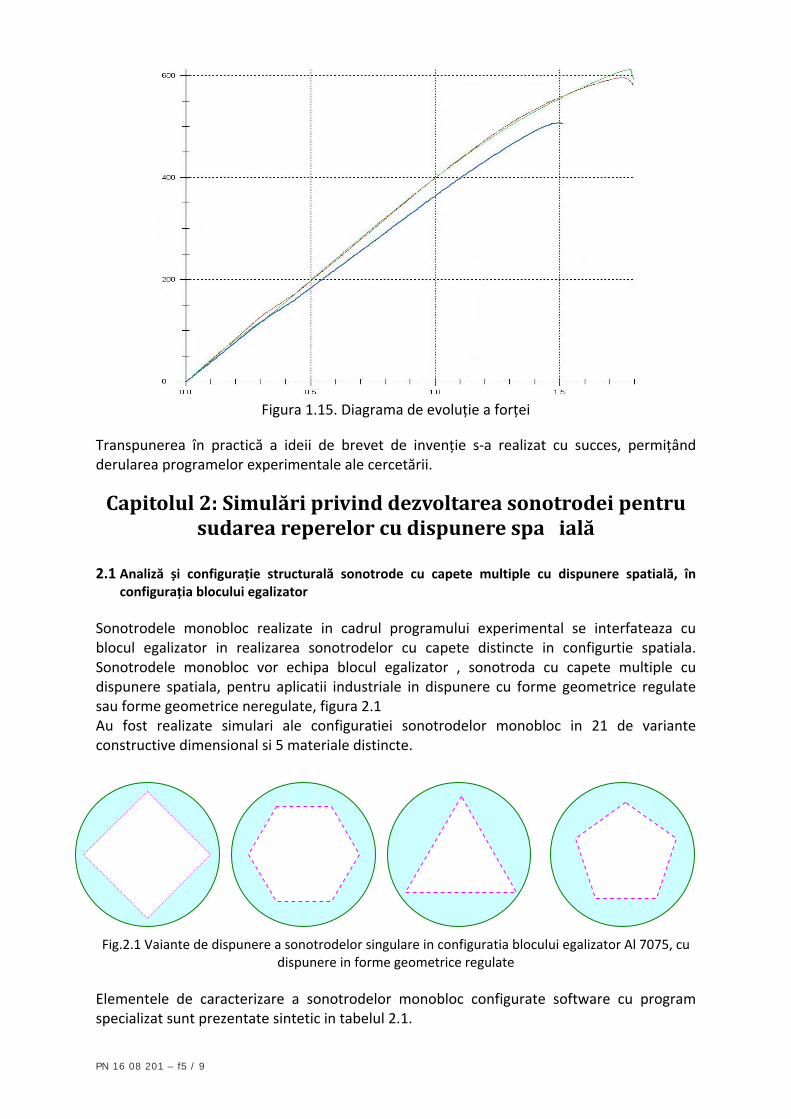
În figura 1.15 se prezintă diagrama de variație a forței de rupere la încercarea de tracțiune.
PN 16 08 201 – f5 / 9
Figura 1.15. Diagrama de evoluție a forței
Transpunerea în practică a ideii de brevet de invenție s‐a realizat cu succes, permițând derularea programelor experimentale ale cercetării.
Capitolul 2: Simulări privind dezvoltarea sonotrodei pentru sudarea reperelor cu dispunere spa�ială
2.1 Analiză și configurație structurală sonotrode cu capete multiple cu dispunere spatială, în
configurația blocului egalizator
Sonotrodele monobloc realizate in cadrul programului experimental se interfateaza cu blocul egalizator in realizarea sonotrodelor cu capete distincte in configurtie spatiala. Sonotrodele monobloc vor echipa blocul egalizator , sonotroda cu capete multiple cu dispunere spatiala, pentru aplicatii industriale in dispunere cu forme geometrice regulate sau forme geometrice neregulate, figura 2.1 Au fost realizate simulari ale configuratiei sonotrodelor monobloc in 21 de variante constructive dimensional si 5 materiale distincte.
Fig.2.1 Vaiante de dispunere a sonotrodelor singulare in configuratia blocului egalizator Al 7075, cu dispunere in forme geometrice regulate
Elementele de caracterizare a sonotrodelor monobloc configurate software cu program specializat sunt prezentate sintetic in tabelul 2.1.
PN 16 08 201 – f5 / 10
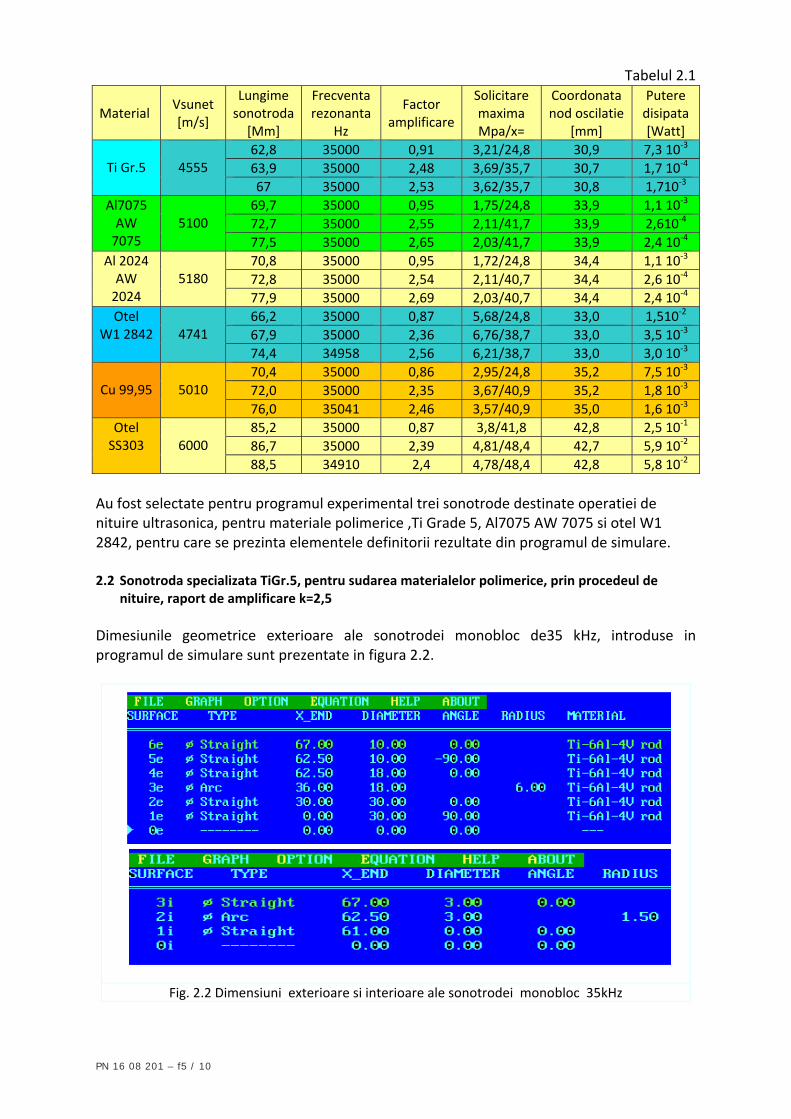
Tabelul 2.1
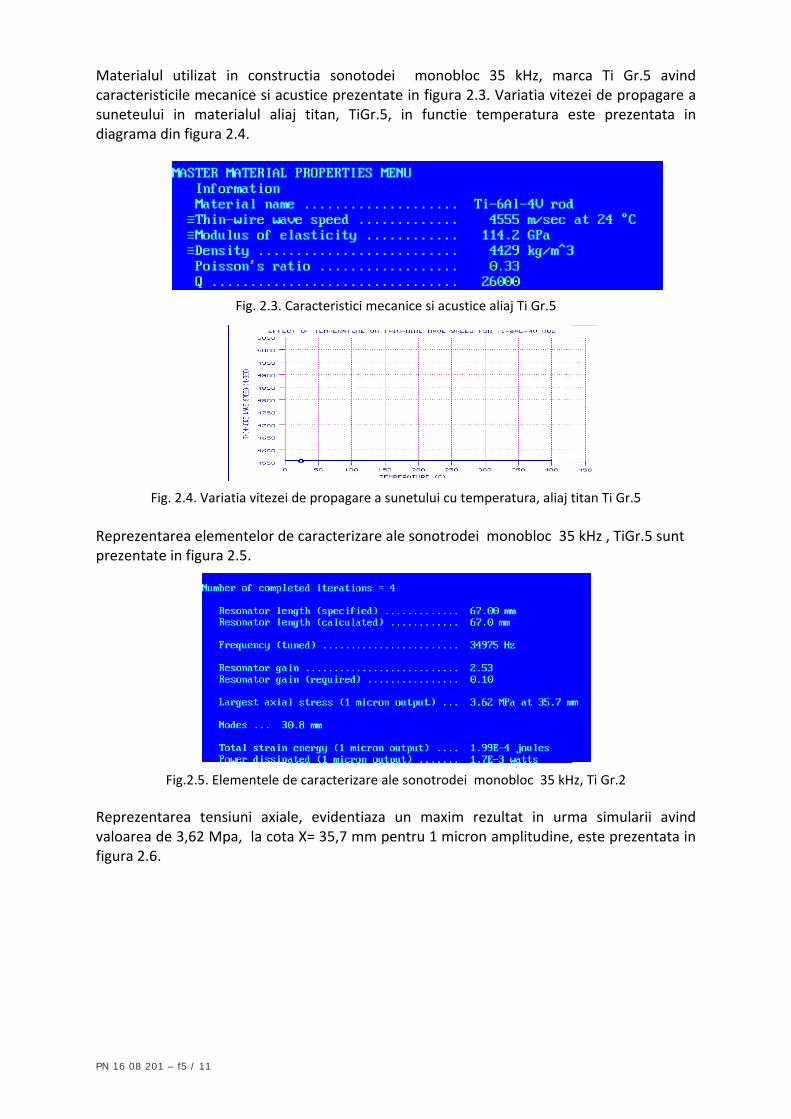
Au fost selectate pentru programul experimental trei sonotrode destinate operatiei de nituire ultrasonica, pentru materiale polimerice ,Ti Grade 5, Al7075 AW 7075 si otel W1 2842, pentru care se prezinta elementele definitorii rezultate din programul de simulare. 2.2 Sonotroda specializata TiGr.5, pentru sudarea materialelor polimerice, prin procedeul de
nituire, raport de amplificare k=2,5 Dimesiunile geometrice exterioare ale sonotrodei monobloc de35 kHz, introduse in programul de simulare sunt prezentate in figura 2.2.
Material Vsunet [m/s]
Lungime sonotroda [Mm]
Frecventa rezonanta
Hz
Factor amplificare
Solicitare maxima Mpa/x=
Coordonata nod oscilatie
[mm]
Putere disipata [Watt]
Ti Gr.5
4555
62,8 35000 0,91 3,21/24,8 30,9 7,3 10‐3
63,9 35000 2,48 3,69/35,7 30,7 1,7 10‐4 67 35000 2,53 3,62/35,7 30,8 1,710‐3
Al7075 AW 7075
5100
69,7 35000 0,95 1,75/24,8 33,9 1,1 10‐3 72,7 35000 2,55 2,11/41,7 33,9 2,610‐4 77,5 35000 2,65 2,03/41,7 33,9 2,4 10‐4
Al 2024 AW 2024
5180
70,8 35000 0,95 1,72/24,8 34,4 1,1 10‐3 72,8 35000 2,54 2,11/40,7 34,4 2,6 10‐4 77,9 35000 2,69 2,03/40,7 34,4 2,4 10‐4
Otel W1 2842
4741
66,2 35000 0,87 5,68/24,8 33,0 1,510‐2 67,9 35000 2,36 6,76/38,7 33,0 3,5 10‐3 74,4 34958 2,56 6,21/38,7 33,0 3,0 10‐3
Cu 99,95
5010
70,4 35000 0,86 2,95/24,8 35,2 7,5 10‐3 72,0 35000 2,35 3,67/40,9 35,2 1,8 10‐3 76,0 35041 2,46 3,57/40,9 35,0 1,6 10‐3
Otel SS303
6000
85,2 35000 0,87 3,8/41,8 42,8 2,5 10‐1 86,7 35000 2,39 4,81/48,4 42,7 5,9 10‐2 88,5 34910 2,4 4,78/48,4 42,8 5,8 10‐2
Fig. 2.2 Dimensiuni exterioare si interioare ale sonotrodei monobloc 35kHz
PN 16 08
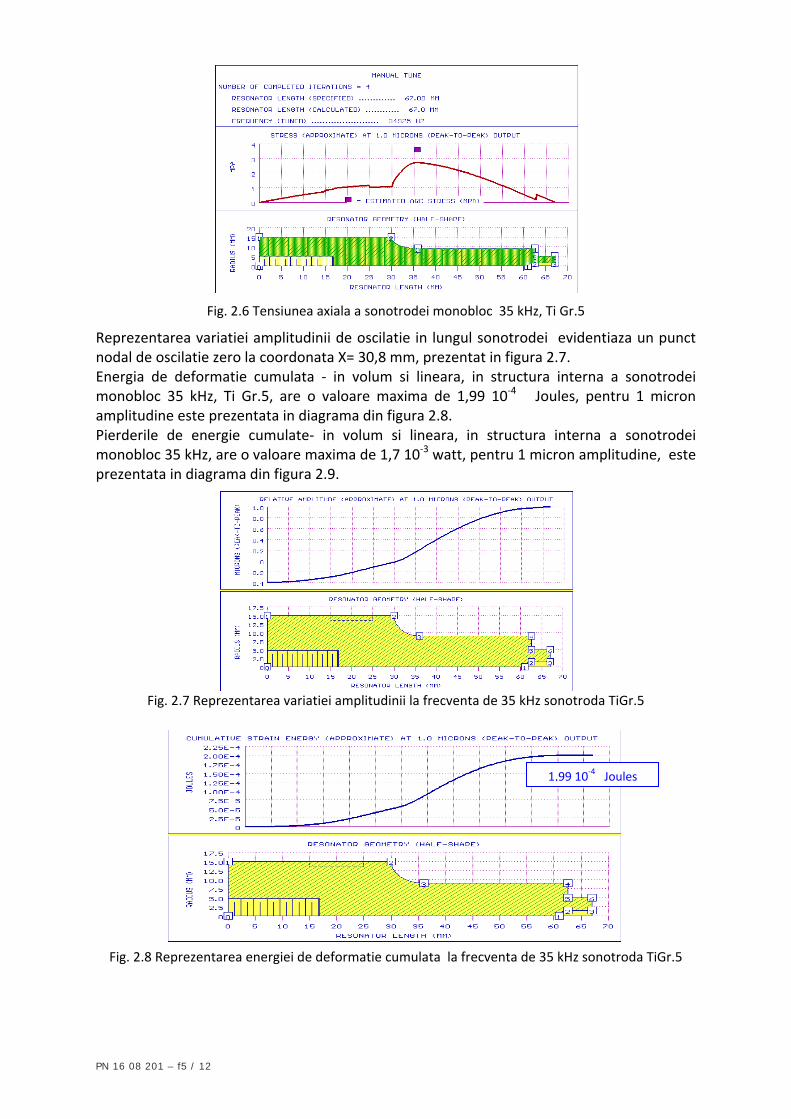
Materiacaractesuneteudiagram
Reprezeprezent
Reprezevaloarefigura 2
201 – f5 / 11
alul utilizatristicile meului in mama din figur
Fig. 2.4. Va
entarea eletate in figur
Fig.2.5. E
entarea teea de 3,62 M2.6.
t in constrcanice si acterialul aliaa 2.4.
Fig. 2.3. C
riatia vitezei
mentelor dra 2.5.
Elementele d
nsiuni axiaMpa, la cot
ructia sonocustice prezaj titan, Ti
Caracteristic
i de propaga
e caracteriz
de caracteriz
le, evidentta X= 35,7 m
otodei mozentate in fiGr.5, in fu
ci mecanice s
are a sunetul
zare ale son
zare ale sono
tiaza un mmm pentru
onobloc 35figura 2.3. Vunctie tem
si acustice al
ui cu temper
notrodei mo
otrodei mon
maxim rezu1 micron am
5 kHz, maVariatia vitemperatura e
iaj Ti Gr.5
ratura, aliaj t
onobloc 35
obloc 35 kH
ltat in urmmplitudine,
rca Ti Gr.ezei de propeste prezen
titan Ti Gr.5
5 kHz , TiGr.
Hz, Ti Gr.2
ma simular, este preze
5 avind pagare a ntata in
5 sunt
rii avind entata in
PN 16 08 201 – f5 / 12
Fig. 2.6 Tensiunea axiala a sonotrodei monobloc 35 kHz, Ti Gr.5
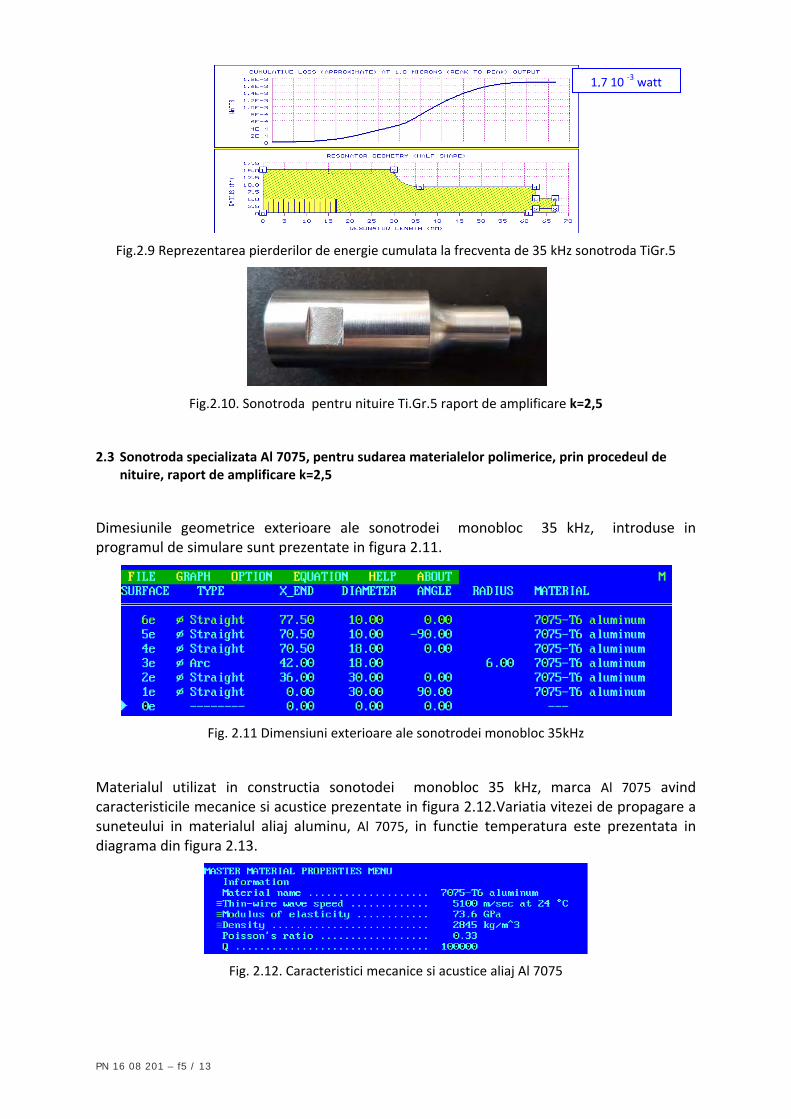
Reprezentarea variatiei amplitudinii de oscilatie in lungul sonotrodei evidentiaza un punct nodal de oscilatie zero la coordonata X= 30,8 mm, prezentat in figura 2.7. Energia de deformatie cumulata ‐ in volum si lineara, in structura interna a sonotrodei monobloc 35 kHz, Ti Gr.5, are o valoare maxima de 1,99 10‐4 Joules, pentru 1 micron amplitudine este prezentata in diagrama din figura 2.8. Pierderile de energie cumulate‐ in volum si lineara, in structura interna a sonotrodei monobloc 35 kHz, are o valoare maxima de 1,7 10‐3 watt, pentru 1 micron amplitudine, este prezentata in diagrama din figura 2.9.
Fig. 2.7 Reprezentarea variatiei amplitudinii la frecventa de 35 kHz sonotroda TiGr.5
Fig. 2.8 Reprezentarea energiei de deformatie cumulata la frecventa de 35 kHz sonotroda TiGr.5
1,99 10‐4 Joules
PN 16 08 201 – f5 / 13
Fig.2.9 Reprezentarea pierderilor de energie cumulata la frecventa de 35 kHz sonotroda TiGr.5
Fig.2.10. Sonotroda pentru nituire Ti.Gr.5 raport de amplificare k=2,5
2.3 Sonotroda specializata Al 7075, pentru sudarea materialelor polimerice, prin procedeul de nituire, raport de amplificare k=2,5
Dimesiunile geometrice exterioare ale sonotrodei monobloc 35 kHz, introduse in programul de simulare sunt prezentate in figura 2.11.
Fig. 2.11 Dimensiuni exterioare ale sonotrodei monobloc 35kHz
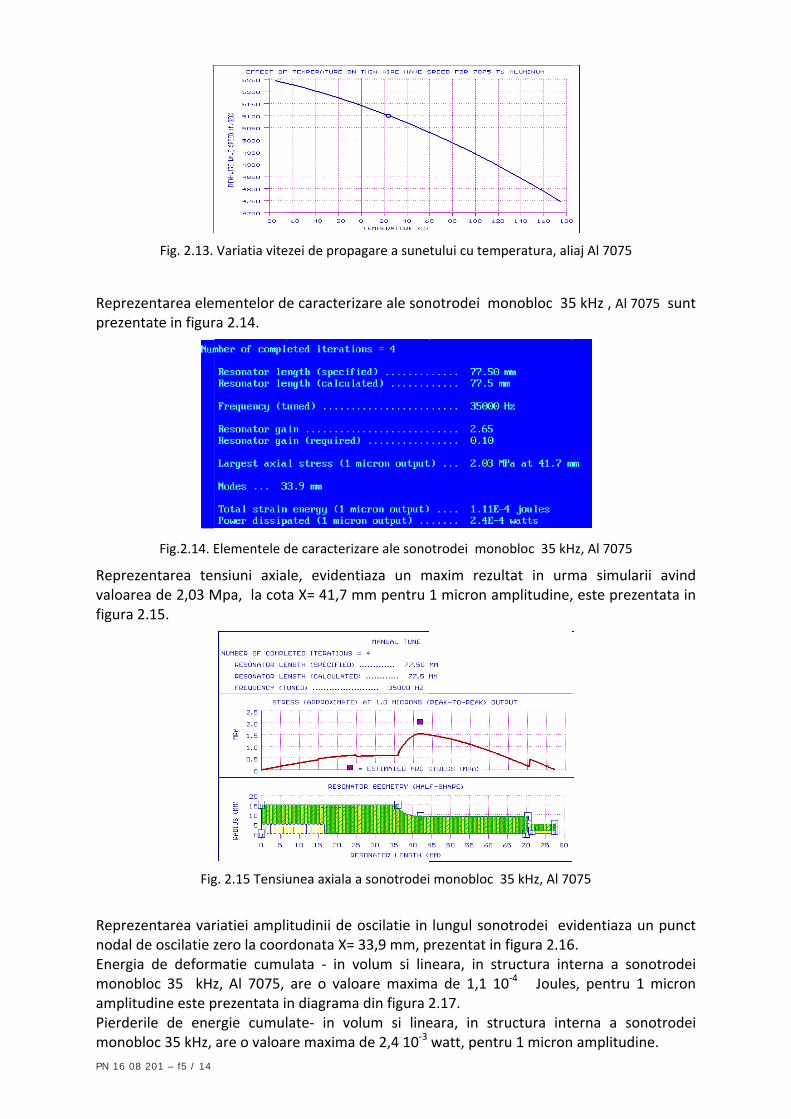
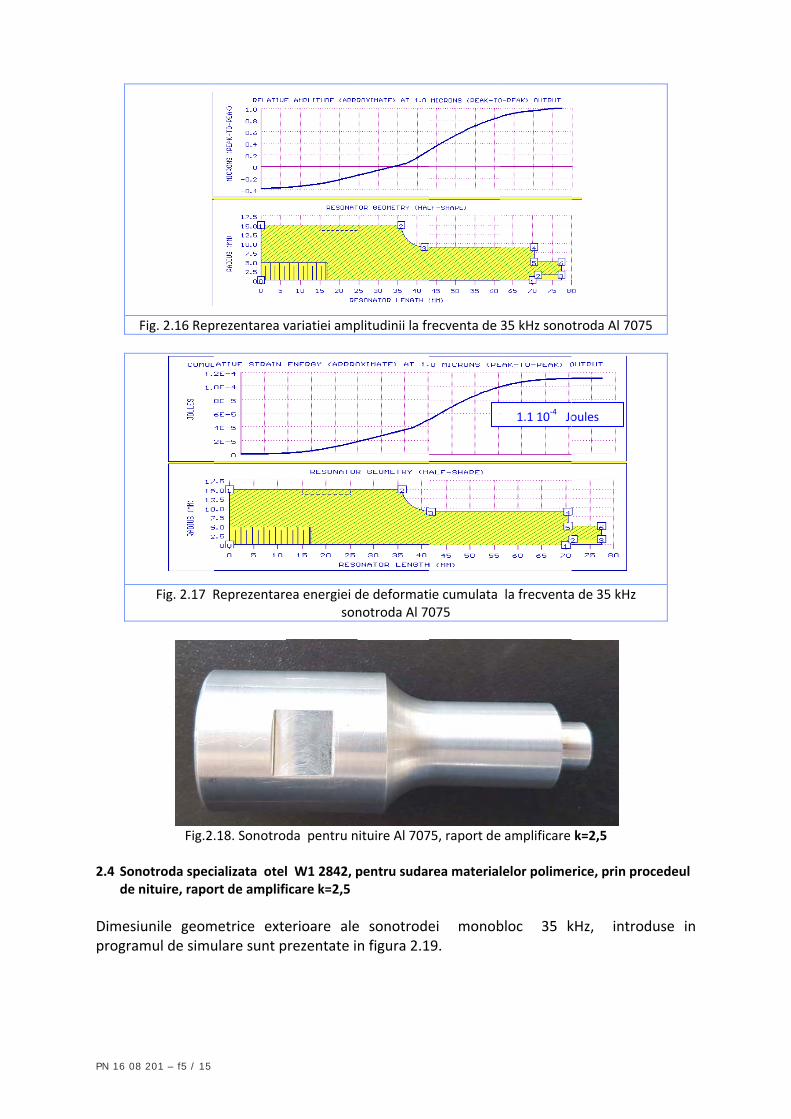
Materialul utilizat in constructia sonotodei monobloc 35 kHz, marca Al 7075 avind caracteristicile mecanice si acustice prezentate in figura 2.12.Variatia vitezei de propagare a suneteului in materialul aliaj aluminu, Al 7075, in functie temperatura este prezentata in diagrama din figura 2.13.
Fig. 2.12. Caracteristici mecanice si acustice aliaj Al 7075
1,7 10 ‐3 watt
PN 16 08
Reprezeprezent
Reprezevaloarefigura 2
Reprezenodal dEnergiamonobamplituPierdermonob
201 – f5 / 14
Fig. 2.13.
entarea eletate in figur
Fig.2.14. E
entarea teea de 2,03 M2.15.
Fig
entarea varde oscilatie za de deformloc 35 kHzudine este pile de eneloc 35 kHz,
Variatia vite
mentelor dra 2.14.
Elementele d
nsiuni axiaMpa, la cot
g. 2.15 Tensiu
riatiei amplzero la coormatie cumuz, Al 7075, prezentata iergie cumulare o valoa
ezei de propa
e caracteriz
de caracteriz
le, evidentta X= 41,7 m
unea axiala a
itudinii de rdonata X= ulata ‐ in vare o valon diagramalate‐ in vore maxima
agare a sune
zare ale son
zare ale sono
tiaza un mmm pentru
a sonotrodei
oscilatie in 33,9 mm, pvolum si linoare maxima din figura olum si linede 2,4 10‐3
tului cu tem
notrodei m
otrodei mon
maxim rezu1 micron am
i monobloc
lungul sonprezentat inneara, in stma de 1,1 12.17. eara, in strwatt, pentr
peratura, ali
onobloc 35
nobloc 35 kH
ltat in urmmplitudine,
35 kHz, Al 70
otrodei ev figura 2.16tructura int0‐4 Joules
ructura intru 1 micron
iaj Al 7075
5 kHz , Al 70
Hz, Al 7075
ma simular, este preze
075
videntiaza u6. terna a sons, pentru 1
erna a sonn amplitudin
075 sunt
rii avind entata in
un punct
notrodei micron
notrodei ne.
PN 16 08
F
2.4 Sonode n
Dimesiuprogram
201 – f5 / 15
Fig. 2.16 Rep
Fig. 2.17 R
Fig.2.
otroda specnituire, rapo
unile geommul de simu
rezentarea v
Reprezentare
.18. Sonotro
ializata otelrt de amplifi
metrice exteulare sunt p
variatiei amp
ea energiei dson
da pentru n
l W1 2842, picare k=2,5
erioare aleprezentate i
plitudinii la fr
de deformatnotroda Al 70
ituire Al 707
pentru suda
e sonotroden figura 2.1
recventa de
ie cumulata 075
75, raport de
rea material
ei monob19.
35 kHz sono
la frecventa
amplificare
lelor polime
bloc 35 k
1,1 10‐4 Jo
troda Al 707
a de 35 kHz
k=2,5
rice, prin pro
kHz, intro
oules
75
ocedeul
duse in
PN 16 08
Materiacaractesuneteudiagram
F Repreze2842 su
F
201 – f5 / 16
Fig. 2.19
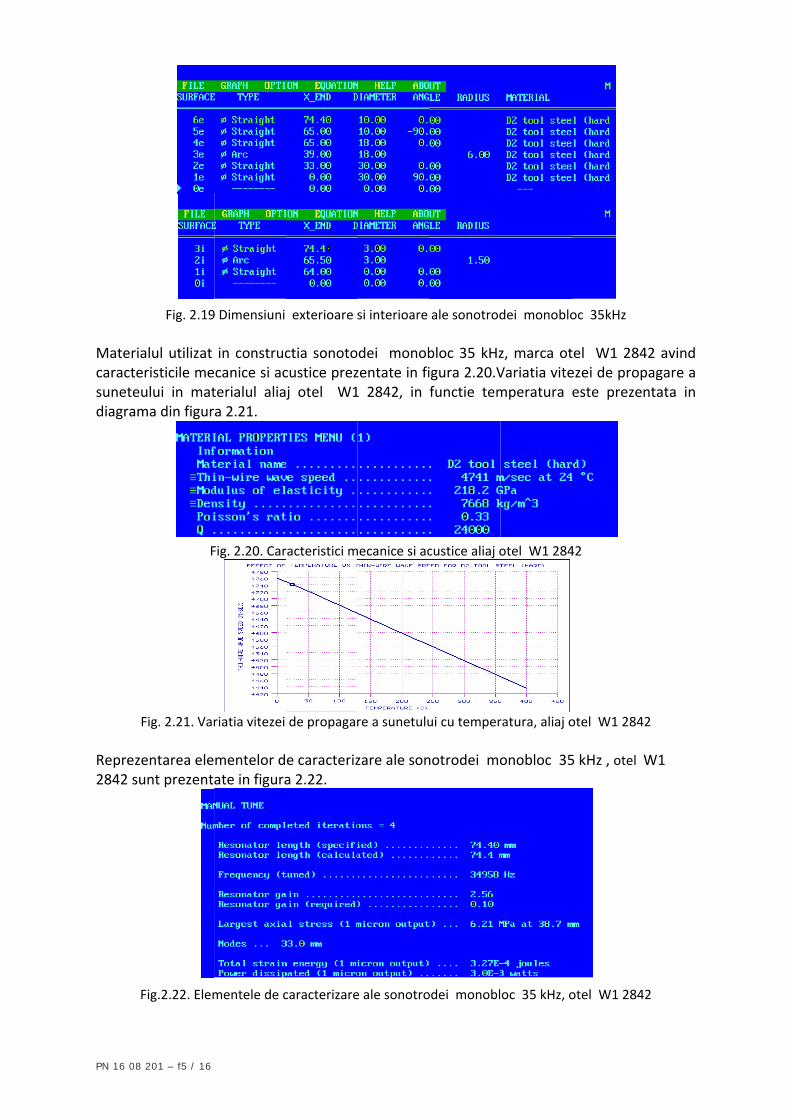
alul utilizat risticile meului in matma din figur
F
Fig. 2.21. Var
entarea eleunt prezenta
Fig.2.22. Elem
9 Dimensiuni
in construccanice si acterialul aliaa 2.21.
Fig. 2.20. Car
riatia vitezei
mentelor date in figura
mentele de c
exterioare s
ctia sonotocustice prezj otel W1
racteristici m
de propagar
e caracteriza 2.22.
caracterizare
si interioare
dei monobzentate in fi1 2842, in
mecanice si ac
re a sunetulu
zare ale son
e ale sonotro
ale sonotrod
bloc 35 kHzigura 2.20.Vfunctie tem
custice aliaj o
ui cu temper
notrodei mo
odei monobl
dei monoblo
z, marca otVariatia vitemperatura
otel W1 284
ratura, aliaj o
onobloc 35
oc 35 kHz, o
oc 35kHz
tel W1 284ezei de propeste preze
42
otel W1 284
5 kHz , otel
otel W1 284
42 avind pagare a ntata in
2
W1
42
PN 16 08 201 – f5 / 17
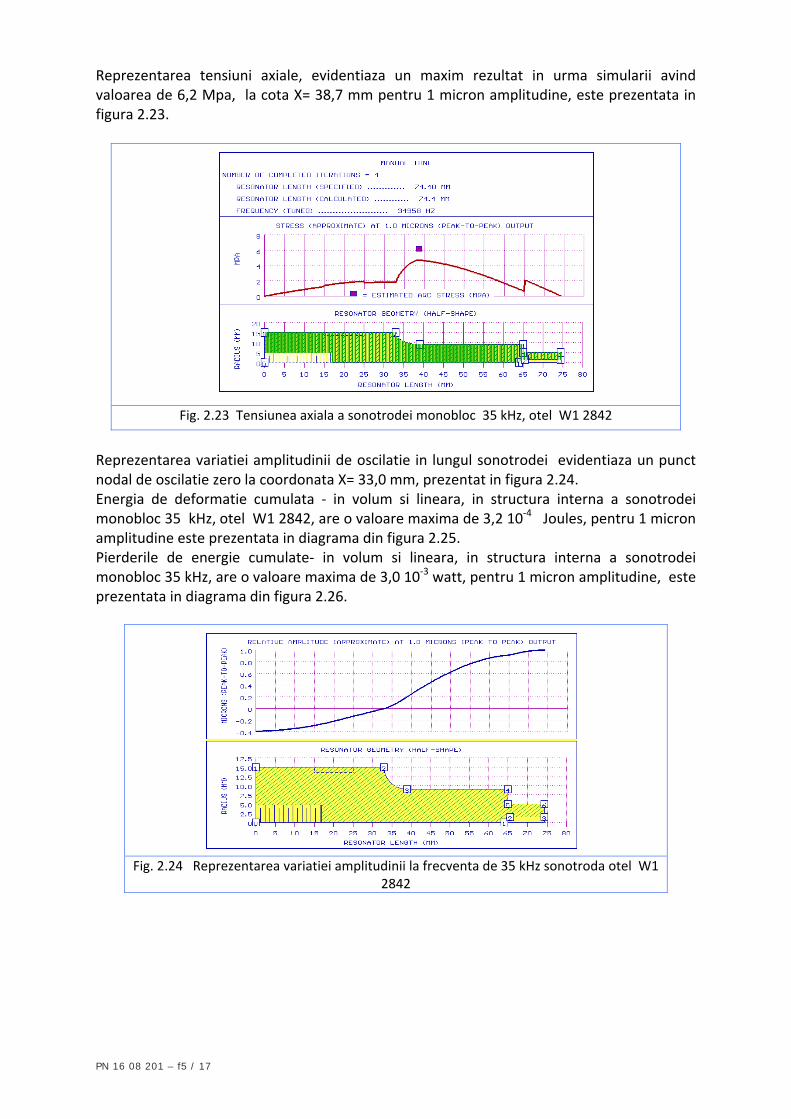
Reprezentarea tensiuni axiale, evidentiaza un maxim rezultat in urma simularii avind valoarea de 6,2 Mpa, la cota X= 38,7 mm pentru 1 micron amplitudine, este prezentata in figura 2.23.
Fig. 2.23 Tensiunea axiala a sonotrodei monobloc 35 kHz, otel W1 2842
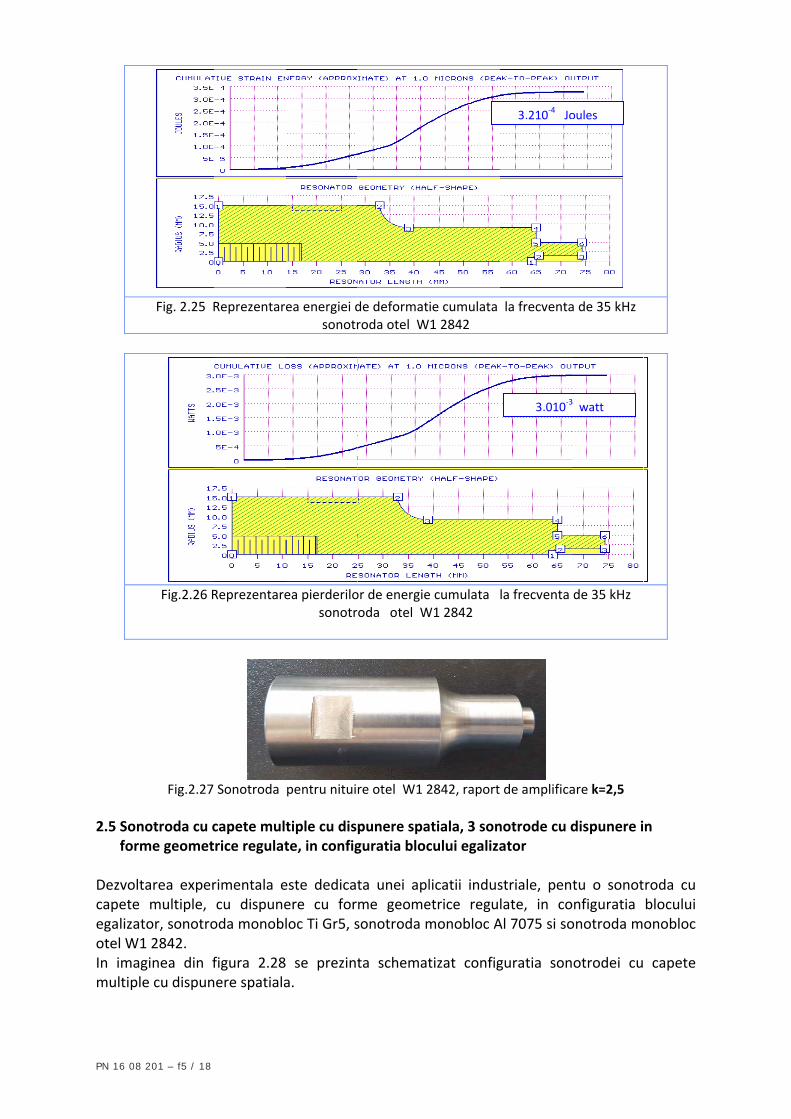
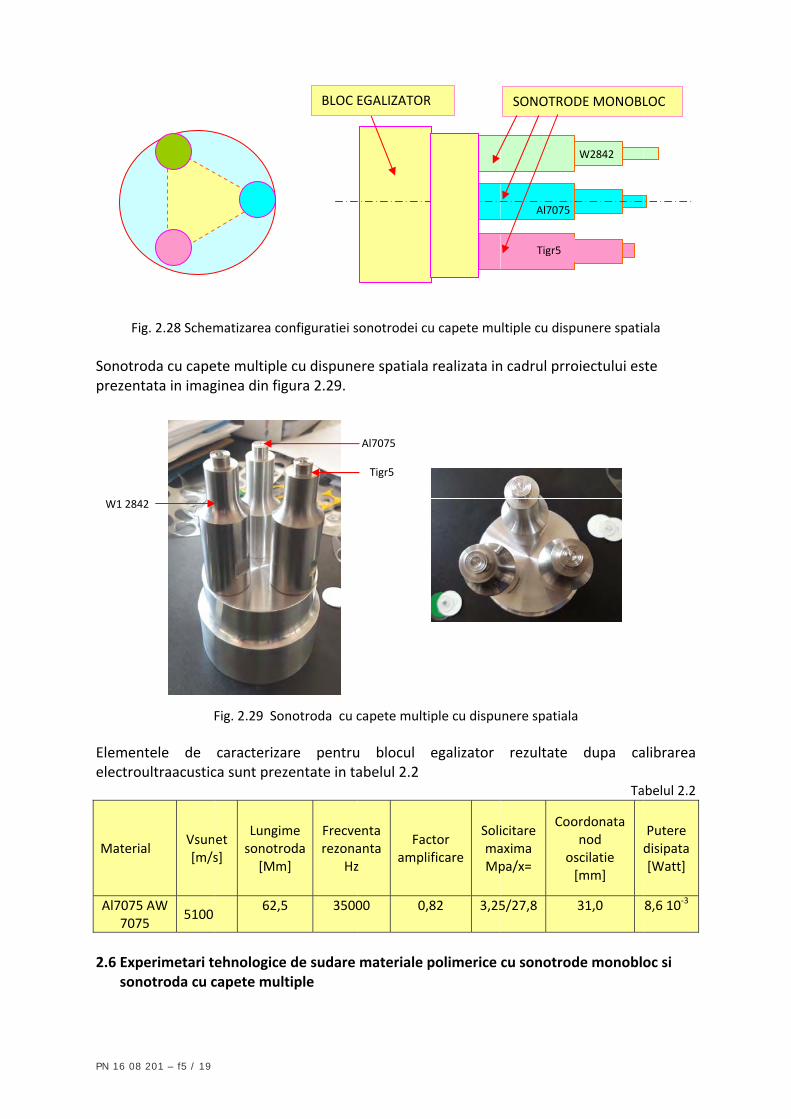
Reprezentarea variatiei amplitudinii de oscilatie in lungul sonotrodei evidentiaza un punct nodal de oscilatie zero la coordonata X= 33,0 mm, prezentat in figura 2.24. Energia de deformatie cumulata ‐ in volum si lineara, in structura interna a sonotrodei monobloc 35 kHz, otel W1 2842, are o valoare maxima de 3,2 10‐4 Joules, pentru 1 micron amplitudine este prezentata in diagrama din figura 2.25. Pierderile de energie cumulate‐ in volum si lineara, in structura interna a sonotrodei monobloc 35 kHz, are o valoare maxima de 3,0 10‐3 watt, pentru 1 micron amplitudine, este prezentata in diagrama din figura 2.26.
Fig. 2.24 Reprezentarea variatiei amplitudinii la frecventa de 35 kHz sonotroda otel W1
2842
PN 16 08
2.5 Son
form Dezvoltcapete egalizatotel W1In imagmultiple
201 – f5 / 18
Fig. 2.25 R
Fig.2.26 R
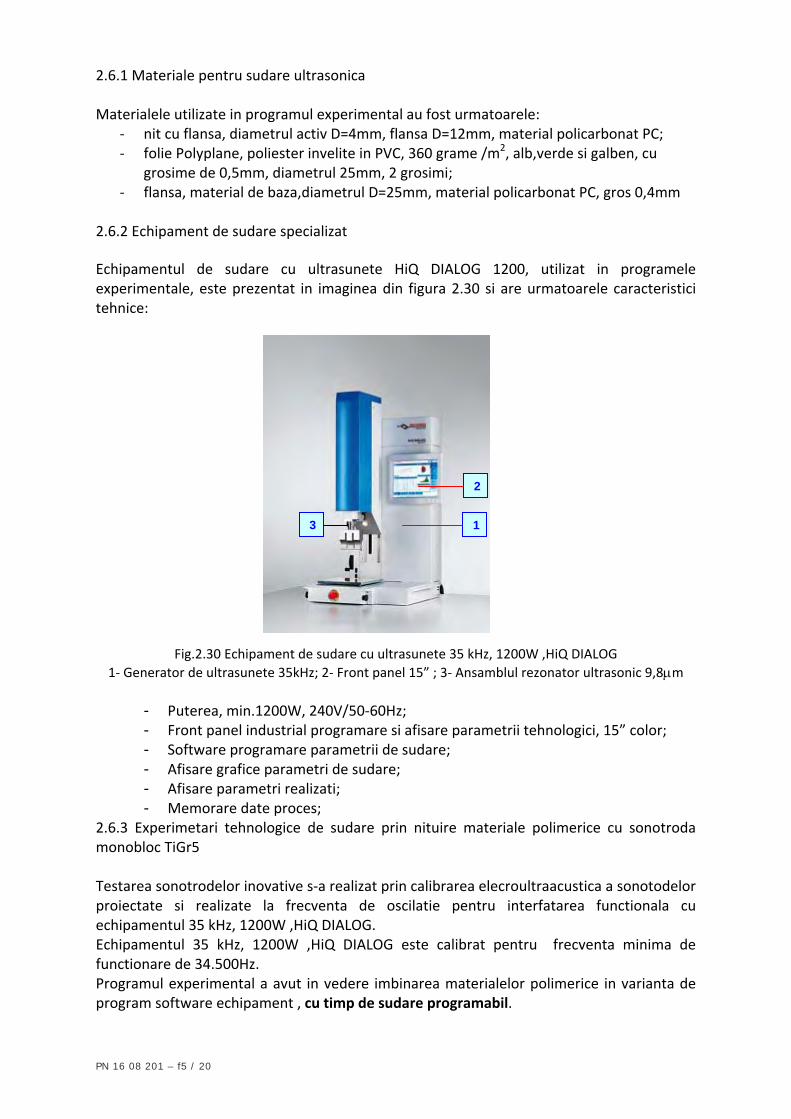
Fig.2.27
notroda cu cme geomet
tarea expermultiple,
tor, sonotro1 2842. ginea din fe cu dispun
Reprezentare
Reprezentare
Sonotroda
capete multrice regulat
rimentala ecu dispuneoda monobl
figura 2.28ere spatiala
ea energiei dsonotr
ea pierderilosonotr
pentru nitui
tiple cu diste, in config
este dedicatere cu forloc Ti Gr5, s
se prezinta.
de deformatroda otel W
or de energieoda otel W
re otel W1 2
punere spaguratia bloc
ta unei aplme geomesonotroda m
ta schemat
ie cumulata 1 2842
e cumulata W1 2842
2842, raport
atiala, 3 soncului egaliza
licatii indusetrice regulmonobloc A
tizat config
la frecventa
la frecventa
de amplifica
notrode cu dator
striale, penlate, in coAl 7075 si so
guratia son
3,210‐4 Jo
3,010‐3
a de 35 kHz
de 35 kHz
are k=2,5
dispunere i
tu o sonotonfiguratia onotroda m
otrodei cu
oules
3 watt
n
troda cu blocului onobloc
capete
PN 16 08
Fig Sonotroprezent
Elemenelectrou
2.6 Exp
son
Materia
Al7075707
W1 284
201 – f5 / 19
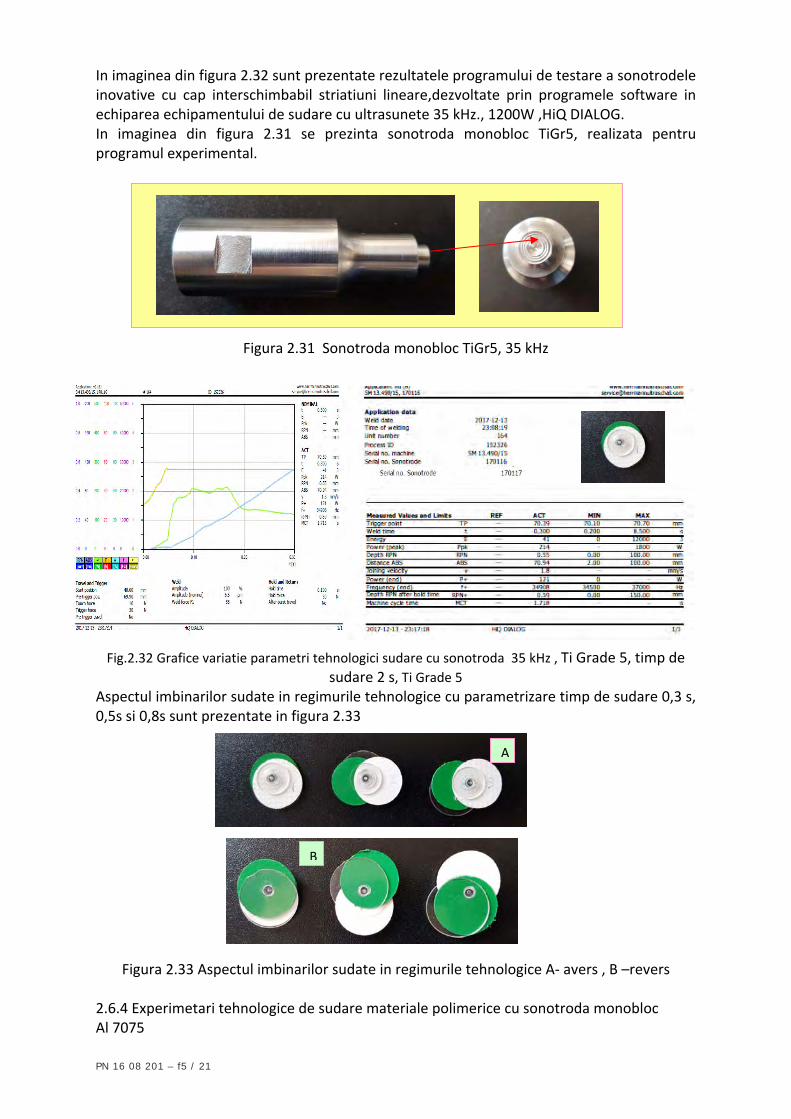
g. 2.28 Schem
oda cu capetata in imag
ntele de ultraacustic
erimetari totroda cu c
al Vsun[m/s
AW 5
5100
2
matizarea co
ete multipleginea din fig
Fig. 2.29 Son
caracterizaca sunt prez
ehnologicecapete mult
et s]
Lungimsonotro[Mm
62,5
onfiguratiei s
e cu dispunegura 2.29.
notroda cu c
are pentruzentate in ta
e de sudare tiple
me oda ]
Frecverezona
Hz
5 3500
BLOC
sonotrodei cu
ere spatiala
capete multi
u blocul abelul 2.2
materiale p
enta antaz
Facampli
00 0,
EGALIZATOR
Al7075
Tigr5
u capete mu
realizata in
iple cu dispu
egalizator
polimerice
ctor ificare
SolimaMp
82 3,25
R
ltiple cu disp
n cadrul prro
nere spatiala
rezultate
cu sonotrod
icitare axima pa/x=
Coo
o
5/27,8
SONOTRO
Tigr5
Al7075
punere spati
oiectului es
a
dupa ca
Ta
de monoblo
ordonata nod
oscilatie [mm]
31,0
ODE MONOBL
W2842
ala
ste
alibrarea
abelul 2.2
oc si
Putere disipata [Watt]
8,6 10‐3
LOC
PN 16 08 201 – f5 / 20
2.6.1 Materiale pentru sudare ultrasonica Materialele utilizate in programul experimental au fost urmatoarele:
‐ nit cu flansa, diametrul activ D=4mm, flansa D=12mm, material policarbonat PC; ‐ folie Polyplane, poliester invelite in PVC, 360 grame /m2, alb,verde si galben, cu
grosime de 0,5mm, diametrul 25mm, 2 grosimi; ‐ flansa, material de baza,diametrul D=25mm, material policarbonat PC, gros 0,4mm
2.6.2 Echipament de sudare specializat Echipamentul de sudare cu ultrasunete HiQ DIALOG 1200, utilizat in programele experimentale, este prezentat in imaginea din figura 2.30 si are urmatoarele caracteristici tehnice:
Fig.2.30 Echipament de sudare cu ultrasunete 35 kHz, 1200W ,HiQ DIALOG 1‐ Generator de ultrasunete 35kHz; 2‐ Front panel 15” ; 3‐ Ansamblul rezonator ultrasonic 9,8μm
- Puterea, min.1200W, 240V/50‐60Hz; - Front panel industrial programare si afisare parametrii tehnologici, 15” color; - Software programare parametrii de sudare; - Afisare grafice parametri de sudare; - Afisare parametri realizati; - Memorare date proces;
2.6.3 Experimetari tehnologice de sudare prin nituire materiale polimerice cu sonotroda monobloc TiGr5 Testarea sonotrodelor inovative s‐a realizat prin calibrarea elecroultraacustica a sonotodelor proiectate si realizate la frecventa de oscilatie pentru interfatarea functionala cu echipamentul 35 kHz, 1200W ,HiQ DIALOG. Echipamentul 35 kHz, 1200W ,HiQ DIALOG este calibrat pentru frecventa minima de functionare de 34.500Hz. Programul experimental a avut in vedere imbinarea materialelor polimerice in varianta de program software echipament , cu timp de sudare programabil.
2
13
PN 16 08 201 – f5 / 21
In imaginea din figura 2.32 sunt prezentate rezultatele programului de testare a sonotrodele inovative cu cap interschimbabil striatiuni lineare,dezvoltate prin programele software in echiparea echipamentului de sudare cu ultrasunete 35 kHz., 1200W ,HiQ DIALOG. In imaginea din figura 2.31 se prezinta sonotroda monobloc TiGr5, realizata pentru programul experimental.
Figura 2.31 Sonotroda monobloc TiGr5, 35 kHz Fig.2.32 Grafice variatie parametri tehnologici sudare cu sonotroda 35 kHz , Ti Grade 5, timp de
sudare 2 s, Ti Grade 5 Aspectul imbinarilor sudate in regimurile tehnologice cu parametrizare timp de sudare 0,3 s, 0,5s si 0,8s sunt prezentate in figura 2.33
Figura 2.33 Aspectul imbinarilor sudate in regimurile tehnologice A‐ avers , B –revers 2.6.4 Experimetari tehnologice de sudare materiale polimerice cu sonotroda monobloc Al 7075
A
B
PN 16 08 201 – f5 / 22
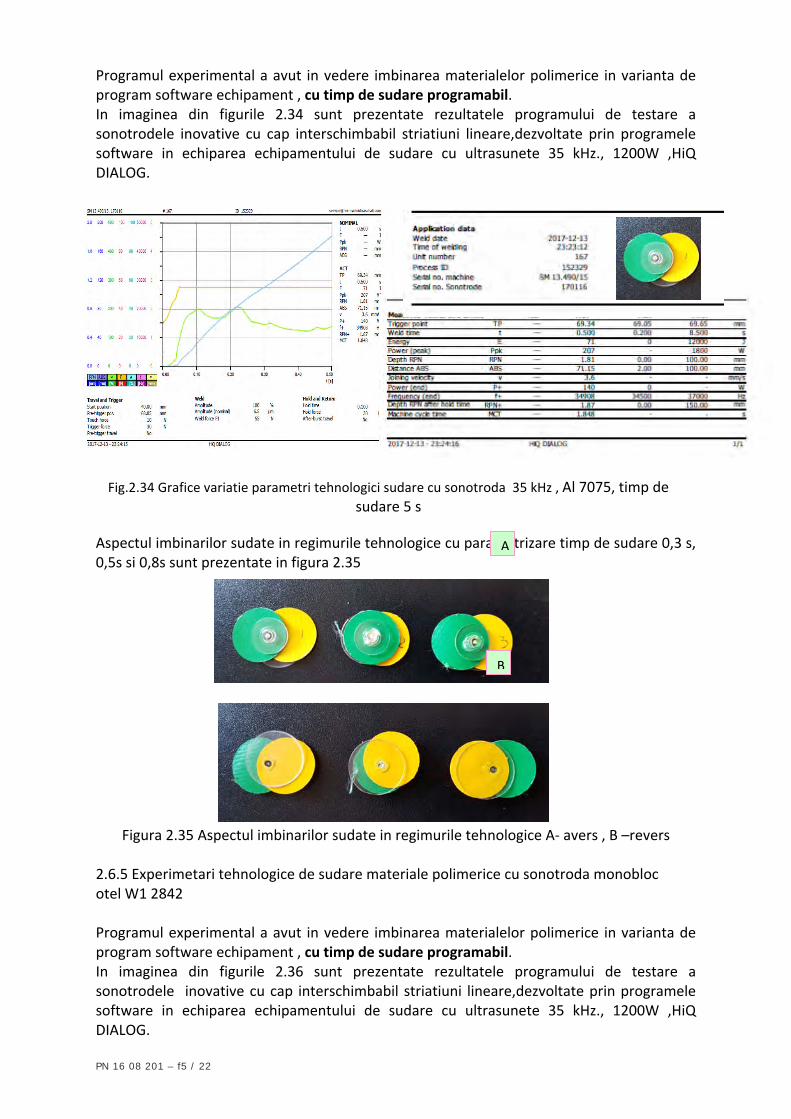
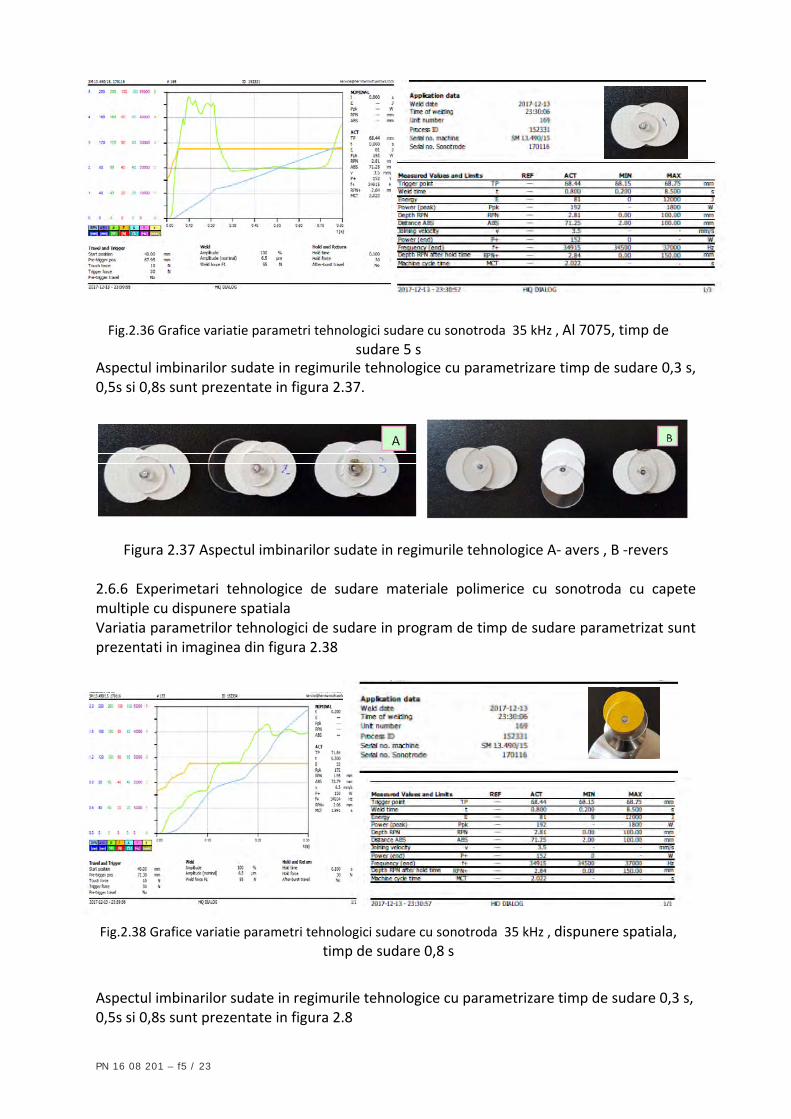
Programul experimental a avut in vedere imbinarea materialelor polimerice in varianta de program software echipament , cu timp de sudare programabil. In imaginea din figurile 2.34 sunt prezentate rezultatele programului de testare a sonotrodele inovative cu cap interschimbabil striatiuni lineare,dezvoltate prin programele software in echiparea echipamentului de sudare cu ultrasunete 35 kHz., 1200W ,HiQ DIALOG. Aspectul imbinarilor sudate in regimurile tehnologice cu parametrizare timp de sudare 0,3 s, 0,5s si 0,8s sunt prezentate in figura 2.35
Figura 2.35 Aspectul imbinarilor sudate in regimurile tehnologice A‐ avers , B –revers 2.6.5 Experimetari tehnologice de sudare materiale polimerice cu sonotroda monobloc otel W1 2842 Programul experimental a avut in vedere imbinarea materialelor polimerice in varianta de program software echipament , cu timp de sudare programabil. In imaginea din figurile 2.36 sunt prezentate rezultatele programului de testare a sonotrodele inovative cu cap interschimbabil striatiuni lineare,dezvoltate prin programele software in echiparea echipamentului de sudare cu ultrasunete 35 kHz., 1200W ,HiQ DIALOG.
Fig.2.34 Grafice variatie parametri tehnologici sudare cu sonotroda 35 kHz , Al 7075, timp de sudare 5 s
B
A
PN 16 08 201 – f5 / 23
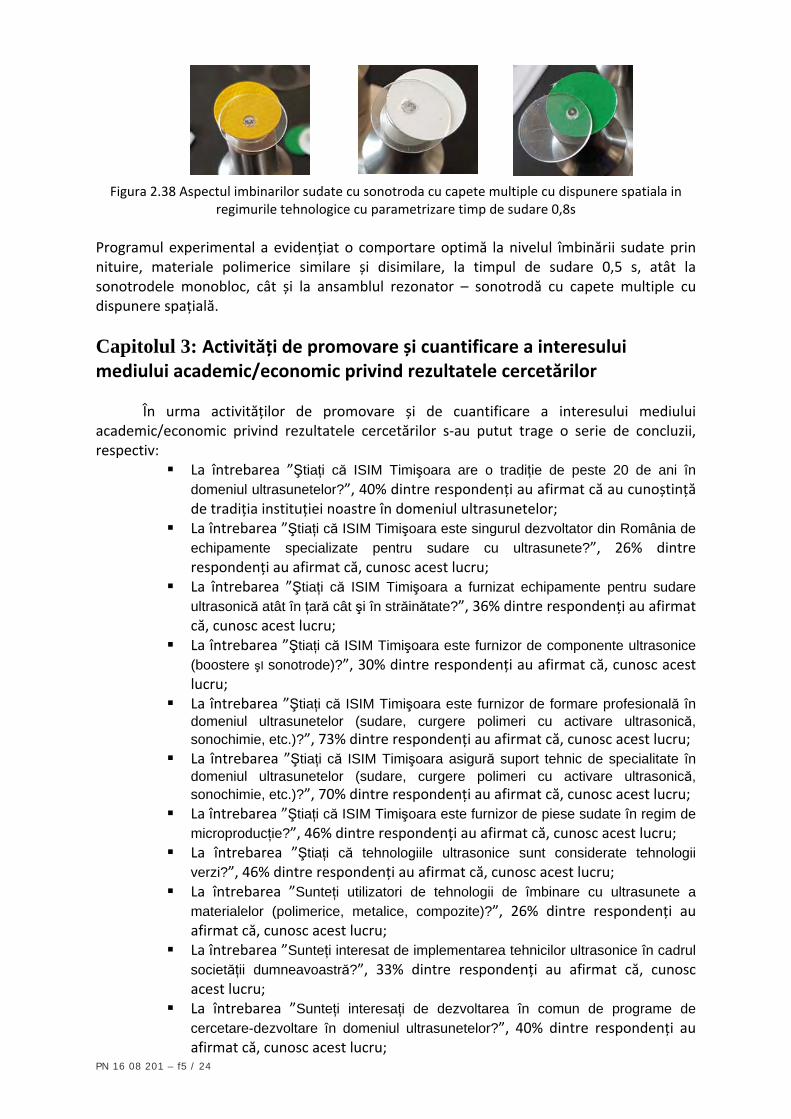
Aspectul imbinarilor sudate in regimurile tehnologice cu parametrizare timp de sudare 0,3 s, 0,5s si 0,8s sunt prezentate in figura 2.37.
Figura 2.37 Aspectul imbinarilor sudate in regimurile tehnologice A‐ avers , B ‐revers 2.6.6 Experimetari tehnologice de sudare materiale polimerice cu sonotroda cu capete multiple cu dispunere spatiala Variatia parametrilor tehnologici de sudare in program de timp de sudare parametrizat sunt prezentati in imaginea din figura 2.38 Aspectul imbinarilor sudate in regimurile tehnologice cu parametrizare timp de sudare 0,3 s, 0,5s si 0,8s sunt prezentate in figura 2.8
Fig.2.36 Grafice variatie parametri tehnologici sudare cu sonotroda 35 kHz , Al 7075, timp de sudare 5 s
Fig.2.38 Grafice variatie parametri tehnologici sudare cu sonotroda 35 kHz , dispunere spatiala, timp de sudare 0,8 s
PN 16 08 201 – f5 / 24
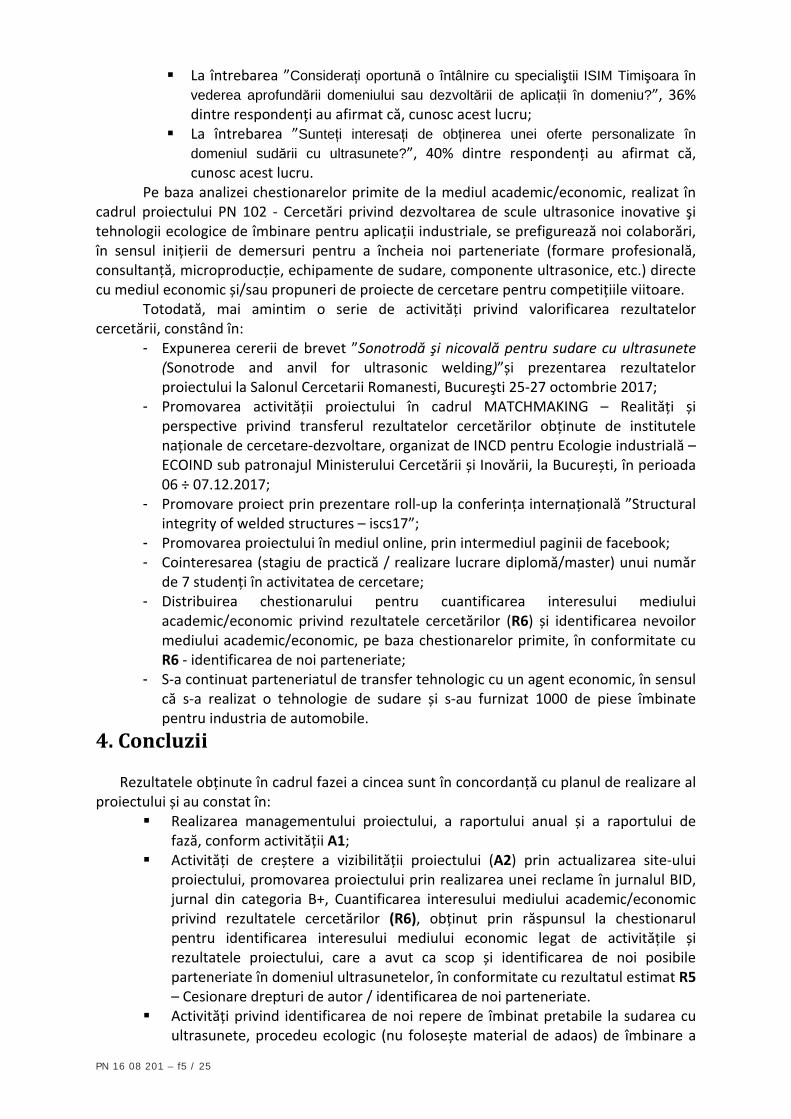
Figura 2.38 Aspectul imbinarilor sudate cu sonotroda cu capete multiple cu dispunere spatiala in
regimurile tehnologice cu parametrizare timp de sudare 0,8s
Programul experimental a evidențiat o comportare optimă la nivelul îmbinării sudate prin nituire, materiale polimerice similare și disimilare, la timpul de sudare 0,5 s, atât la sonotrodele monobloc, cât și la ansamblul rezonator – sonotrodă cu capete multiple cu dispunere spațială.
Capitolul 3: Activități de promovare și cuantificare a interesului mediului academic/economic privind rezultatele cercetărilor
În urma activităților de promovare și de cuantificare a interesului mediului academic/economic privind rezultatele cercetărilor s‐au putut trage o serie de concluzii, respectiv:
La întrebarea ”Ştiaţi că ISIM Timişoara are o tradiţie de peste 20 de ani în domeniul ultrasunetelor?”, 40% dintre respondenți au afirmat că au cunoștință de tradiția instituției noastre în domeniul ultrasunetelor;
La întrebarea ”Ştiaţi că ISIM Timişoara este singurul dezvoltator din România de echipamente specializate pentru sudare cu ultrasunete?”, 26% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Ştiaţi că ISIM Timişoara a furnizat echipamente pentru sudare ultrasonică atât în ţară cât şi în străinătate?”, 36% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Ştiaţi că ISIM Timişoara este furnizor de componente ultrasonice (boostere şI sonotrode)?”, 30% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Ştiaţi că ISIM Timişoara este furnizor de formare profesională în domeniul ultrasunetelor (sudare, curgere polimeri cu activare ultrasonică, sonochimie, etc.)?”, 73% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Ştiaţi că ISIM Timişoara asigură suport tehnic de specialitate în domeniul ultrasunetelor (sudare, curgere polimeri cu activare ultrasonică, sonochimie, etc.)?”, 70% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Ştiaţi că ISIM Timişoara este furnizor de piese sudate în regim de microproducţie?”, 46% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Ştiaţi că tehnologiile ultrasonice sunt considerate tehnologii verzi?”, 46% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Sunteţi utilizatori de tehnologii de îmbinare cu ultrasunete a materialelor (polimerice, metalice, compozite)?”, 26% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Sunteţi interesat de implementarea tehnicilor ultrasonice în cadrul societăţii dumneavoastră?”, 33% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Sunteţi interesaţi de dezvoltarea în comun de programe de cercetare-dezvoltare în domeniul ultrasunetelor?”, 40% dintre respondenți au afirmat că, cunosc acest lucru;
PN 16 08 201 – f5 / 25
La întrebarea ”Consideraţi oportună o întâlnire cu specialiştii ISIM Timişoara în vederea aprofundării domeniului sau dezvoltării de aplicaţii în domeniu?”, 36% dintre respondenți au afirmat că, cunosc acest lucru;
La întrebarea ”Sunteţi interesaţi de obţinerea unei oferte personalizate în domeniul sudării cu ultrasunete?”, 40% dintre respondenți au afirmat că, cunosc acest lucru.
Pe baza analizei chestionarelor primite de la mediul academic/economic, realizat în cadrul proiectului PN 102 ‐ Cercetări privind dezvoltarea de scule ultrasonice inovative şi tehnologii ecologice de îmbinare pentru aplicații industriale, se prefigurează noi colaborări, în sensul inițierii de demersuri pentru a încheia noi parteneriate (formare profesională, consultanță, microproducție, echipamente de sudare, componente ultrasonice, etc.) directe cu mediul economic și/sau propuneri de proiecte de cercetare pentru competițiile viitoare.
Totodată, mai amintim o serie de activități privind valorificarea rezultatelor cercetării, constând în:
- Expunerea cererii de brevet ”Sonotrodă şi nicovală pentru sudare cu ultrasunete (Sonotrode and anvil for ultrasonic welding)”și prezentarea rezultatelor proiectului la Salonul Cercetarii Romanesti, Bucureşti 25‐27 octombrie 2017;
- Promovarea activității proiectului în cadrul MATCHMAKING – Realități și perspective privind transferul rezultatelor cercetărilor obținute de institutele naționale de cercetare‐dezvoltare, organizat de INCD pentru Ecologie industrială – ECOIND sub patronajul Ministerului Cercetării și Inovării, la București, în perioada 06 ÷ 07.12.2017;
- Promovare proiect prin prezentare roll‐up la conferința internațională ”Structural integrity of welded structures – iscs17”;
- Promovarea proiectului în mediul online, prin intermediul paginii de facebook; - Cointeresarea (stagiu de practică / realizare lucrare diplomă/master) unui număr
de 7 studenți în activitatea de cercetare; - Distribuirea chestionarului pentru cuantificarea interesului mediului
academic/economic privind rezultatele cercetărilor (R6) și identificarea nevoilor mediului academic/economic, pe baza chestionarelor primite, în conformitate cu R6 ‐ identificarea de noi parteneriate;
- S‐a continuat parteneriatul de transfer tehnologic cu un agent economic, în sensul că s‐a realizat o tehnologie de sudare și s‐au furnizat 1000 de piese îmbinate pentru industria de automobile.
4. Concluzii Rezultatele obținute în cadrul fazei a cincea sunt în concordanță cu planul de realizare al
proiectului și au constat în: Realizarea managementului proiectului, a raportului anual și a raportului de
fază, conform activității A1; Activități de creștere a vizibilității proiectului (A2) prin actualizarea site‐ului
proiectului, promovarea proiectului prin realizarea unei reclame în jurnalul BID, jurnal din categoria B+, Cuantificarea interesului mediului academic/economic privind rezultatele cercetărilor (R6), obținut prin răspunsul la chestionarul pentru identificarea interesului mediului economic legat de activitățile și rezultatele proiectului, care a avut ca scop și identificarea de noi posibile parteneriate în domeniul ultrasunetelor, în conformitate cu rezultatul estimat R5 – Cesionare drepturi de autor / identificarea de noi parteneriate.
Activități privind identificarea de noi repere de îmbinat pretabile la sudarea cu ultrasunete, procedeu ecologic (nu folosește material de adaos) de îmbinare a
PN 16 08 201 – f5 / 26
materialelor similare și disimilare (A9), realizându‐se un număr de 10 tehnologii de sudare cu ultrasunete pentru materiale metalice și materiale polimerice compozite, folosind materiale din industria de automobile, în concordanță cu rezultatele R3 și R4 ‐ Tehnologii ecologice îmbunătățite de îmbinare cu ultrasunete;
Activități privind valorificarea rezultatelor cercetării / transfer tehnologic (SR 13547 / 2012), lucrări de diplomă/master (un număr de 7 studenți au fost implicați în cadrul cercetărilor), conform activității A10. Rezultatele obținute, aferente R5 și R6, au constat în: - Expunerea cererii de brevet ”Sonotrodă şi nicovală pentru sudare cu
ultrasunete (Sonotrode and anvil for ultrasonic welding)”și prezentarea rezultatelor proiectului la Salonul Cercetarii Romanesti, Bucureşti 25‐27 octombrie 2017;
- Promovarea activității proiectului în cadrul MATCHMAKING – Realități și perspective privind transferul rezultatelor cercetărilor obținute de institutele naționale de cercetare‐dezvoltare, organizat de INCD pentru Ecologie industrială – ECOIND sub patronajul Ministerului Cercetării și Inovării, la București, în perioada 06 ÷ 07.12.2017;
- Promovare proiect prin prezentare roll‐up la conferința internațională ”Structural integrity of welded structures – iscs17”;
- Promovarea proiectului în mediul online, prin intermediul paginii de facebook a ISIM Timișoara;
- Cointeresarea (stagiu de practică / realizare lucrare diplomă/master) unui număr de 7 studenți în activitatea de cercetare;
- Distribuirea chestionarului pentru cuantificarea interesului mediului academic/economic privind rezultatele cercetărilor (R6) și identificarea nevoilor mediului academic/economic, pe baza chestionarelor primite, în conformitate cu R6 ‐ identificarea de noi parteneriate;
- S‐a realizat transfer tehnologic cu un agent economic, în sensul că s‐a realizat o tehnologie de sudare și s‐au furnizat 1000 de piese îmbinate pentru industria de automobile.
Proiectul a contribuit la dezvoltarea cunoașterii în domeniul ultrasunetelor, a permis implicarea tinerilor în activitatea de cercetare și a reprezentat argument la formarea parteneriatului realizat în cadrul propunerii de proiect depusă la competiția PNCDI III – 2017 – Proiecte complexe, proiect care a fost propus spre finanțare.
Responsabil proiect,
SÎRBU Nicușor‐Alin


















