Proiect TN Cauciuc Siliconic

of 34
Transcript of Proiect TN Cauciuc Siliconic
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
1
CUPRINSTEMA DE PROIECT ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...pag. 3 1. TEHNOLOGIA NECONVENIONAL ... ... ... ... ... ... ... ... ... ... ... ... pag. 4 1.1. Itinerar tehnologic al tehnologiei neconvenionale de fabricaie .. ... ... pag. 4 1.2. Prezentare a Cauciucului Siliconic ... ... ... ... ... ... ... ... ... ... ... ... ... . ... pag. 5 1.2.1. Structura chimic ... .... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 5 1.2.2. Proprieti ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 5 1.2.3. Procesarea ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 6 1.2.4. Cauciucul Siliconic Lichid ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 6 1.2.5. Procesarea Cauciucului Siliconic Lichid ... ... ... ... ... ... ... ... ... ... ... .. pag. 7 1.2.6. Mixarea LSR-ului ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 7 1.2.7. Injectia LSR-ului ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 8 1.2.8. Proiectarea matriei ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 8 1.2.9. Produse din LSR ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 8 1.3. Amestecuri pe baz de cauciuc siliconic ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.1. Caracteristici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.2. Aplicatii ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3..3. Prelucrare ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 11 1.3.4. Depozitare ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.5. Indicatori fizico-mecanici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.6. mbtrnire n ulei ASTM nr.1,70 ore la 150 grade C ... ... ... ... ... ... pag. 12 1.3.7. mbtrnire n ulei IRM 903,70 ore la 150 grade ... ... ... ... ... ... ... ... pag. 12 1.3.8. Polimeri siliconici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 13 1.3.9. Structur i sintez ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 13 1.3.10. Proprieti ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .. pag. 13 1.3.11. Aplicaii ca biomateriale ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 14 1.4. Turnarea n forme vidate a unor piese pentru material rulant ... ... ... ... pag. 16 1.4.1. Tehnologia de lucru ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 16 1.5. Fabricaia prin Sinterizare Selectiv cu Laser . .... .... .... .... .... .... .... .... pag. 21 1.5.1. Principiul de lucru .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... pag. 21 1.5.2. Materiale folosite n procesul SLS .... .... .... .... .... .... .... .... .... .... .... pag. 23 1.5.3. Postprocesare, tratament i precizia realizat .... .... .... .... .... .... .... .... pag. 24 1.6. Fabricarea matritelor din cauciuc siliconic .... .... .... .... .... .... .... .... .... pag. 25 1.7. Turnarea sub vid n matrie din CS .... .... .... .... .... .... .... .... .... .... .... ...pag. 26 2. TEHNOLOGIA CLASIC pag. 27 2.1. Itinerar tehnologic al tehnologiei clasice de fabricaie pag. 28 2.2. Prezentarea principalelor prelucrri prin achiere pag. 28 2.3. Prelucrarea prin eroziune electric (Electrical Discharge Machining-EDM) pag. 30 2.3.1. Principiul de lucru pag. 30 3. Comparaie intre tehnologia clasic i tehnologia neconvenional utilizat. Avantaje i dezavantaje pag. 33 3.1. Timpul de fabricaie pag. 33 UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
2
3.2. Costuri pag. 33 3.3 Calitate (precizie dimensional i de form, rugozitate) pag. 34 3.4. Aplicabilitate ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 34 4. BIBLIOGRAFIE pag. 35 5. ANEXE 1. Desenul de excuie al piesei Corp Inferior 1 pentru Tirbuon 2. Desenul n Solid Works al piesei Corp Inferior 1 pentru Tirbuon 3. Desenul n Solid Works al ansamblului Tirbuon 4. DuraForm Flex plastic 5. DuraForm PA plastic 6. DuraForm EX plastic 7. Generaliti despre EDM 8. Electrical Discharge Milling 9. Electrical Discharge Wire Cutting 10. Itinerar tehnologic pentru Tehnologia Clasic 11. Selective Laser Sintering 12. Sinterstation Pro DM100/DM250 13. Sinterstation Pro SLS system 14. Sinterstation HiQ SLS systems 15. ARRK Product Development Materials and Tolerances : SLS 16. Selective Laser Sintering The process 17. Selective Laser Sintering, SLS 18. Selective Laser Sintering (SLS), SLS Prototype
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
3
TEMA DE PROIECT1. S se proiecteze tehnologia modern de fabricaie a piesei CORP INFERIOR 1 PENTRU TIRBUON, material CAUCIUC SILICONIC, seria de fabricaie 50 de buci i tehnoliga folosit TURNARE SUB VID MATRIE DIN CAUCIUC SILICONIC. Se vor avea n vedere urmtoarele metode de fabricaie : a) tehnologii de fabricare rapid a prototipurilor ; b) tehnologii de rapid-toolin (turnare sub vid n matrie de silicon, injecie n matrie fabricate prin metal spraying, turnare n modele uor fuzibile) ; c) tehnologii neconevenionale de prelucrare prin eroziune electric, prelucrare cu laser, cu jet de ap etc ; 2. Prezentai succint tehnologia de fabricare a piesei (i a matritei respective) utiliznd tehnologiile clasice utilizate n prezent n Romnia. Itinerar tehnologic de fabricaie a matriei respective. 3. Estimai avantajele i dezavantajele tehnologiei neconvenionale proiectate, comparativ cu tehnologia clasic utilizat n prezent n Romnia. Folosii pentru comparaie urmtoarele criterii : timpul de fabricaie, costuri, calitate (precizie dimensional i de form, rugozitate).
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
4
1. TEHNOLOGIA NECONVENIONAL1.1. Itinerar tehnologic al tehnologiei neconvenionale de fabricaieNr. crt. 1. 2. 3. 4. 5. 6. 7. 8. Denumirea fazei Realizarea modelului CAD Fabricaia modelului piesei prin RP mbuntirea caracteristicilor mecanice ale piesei Fabricarea matrielor utiliznd modelul obinut prin SLS Turnarea pieselor Verificare preciziei piesei obinute prin turnare sub vid Retuarea piesei prin diferite procedee mecanice Reluarea pailor 5 7 pentru urmtoarea pies Procedeul prin care se realizeaz Desenare 3D in Solid Works SLS (Sinterizare selectiv cu Laser) Impregnarea cu o rin epoxidic Turnare sub vid de Cacuciuc Siliconic Turnare sub vid n matrie din CS Comparare cu modelul printe, murtori cu diferite aparate de precizie Finisare manual obinuit
1.2. Prezentare a Cauciucului SiliconicElastomerii siliconici sunt folosii nca de la nceputul anilor '70 n industria medical, aerospaial, electronic, auto, n constructii, aplicaii industriale etc. Aceti elestomeri se bucur astzi de un real succes datorit caracteristicilor unice ce-i reprezint: rezisten sporit la compresiune, flexibilitate ntr-o plaj mare de temperaturi, o gam variat de duriti (5-80 Shore A). 1.2.1. Structura chimic Cauciucul siliconic este un polimer sintetic cu o structur molecular constnd ntr-un lan uria format alternativ din atomi de siliciu i oxigen. 1.2.2. Proprieti Legtura puternic siliciu-oxigen a elastomerilor siliconici dau acestora performanele i caracteristicile proprii constnd n rezisten sporit la diveri ageni chimici i variaii de temperatur, excelente proprietti mecanice i dielectrice, biocompatibilitate, transparen i claritate natural. Proprieti mecanice. Elastomerii siliconici prezint rezisten sporit la traciune, flexibilitate, elongaii de pna la 1300%, avnd o gam de duriti cuprins ntre 5 i 80 Shore A.
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
5
Proprietti electrice. Elastomerii siliconici depsesc toate celelalte materiale n privina propriettilor izolatoare specifice lor. Ei sunt nonconductivi i i pot menine proprietile dielectrice att n cazul temperaturilor extrem de ridicate ct i n cazul temperaturilor extrem de sczute, spre deosebire de celelalte materiale convenionale folosite n aplicaii similare. Rezistena chimic. Elastomerii siliconici rezist la atacul diferitelor substane chimice, inclusiv al ctorva acizi, substane chimice oxidante, precum i a alcoolului izopropilic. Este recomandat ca elastomerii siliconici s nu fie folosii n combinaie cu acizi concentrai. Anumite tipuri de elastomeri siliconici au o rezistent destul de scazut la atacul hidrocarburilor. Rezistena termic. Elastomerii siliconici pot rezista unor variaii de temperatur mult mai mari dect toi ceilali elastomeri, pastrndu-i calitaile i n cazul variaiilor de temperatur extreme: de la 50 la 250C. Prin urmare, pot fi sterilizai prin autoclavizare, cu radiaii gamma sau prin alte metode. Permeabilitatea. Elastomerii siliconici au o permeabilitate ridicat, putnd fi folosii n cazul aplicaiilor medicale ce necesit obinerea unor membrane permeabile pentru anumite gaze (ex: oxigen). Biocompatibilitatea. n urma testailor intensive s-a dovedit faptul c elastomerii siliconici prezint o compatibilitate ridicat cu esuturile umane i cu fluidele corporale, genernd o reacie minimal din partea organismului n cazul implanturilor, n comparatie cu ali elastomeri. Inodori si fr gust, elastomerii siliconici nu corodeaz alte materiale i nu favorizeaz dezvoltarea bacterian. 1.2.3. Procesarea n mod uzual, elastomerii siliconici sunt procesai prin trei metode: injecia lichid (LIM - Liquid Injection Moulding), transfer i compresie. Proiectanii de matrie destiante procesrii elastomerilor siliconici trebuie s ia n calcul coeficientul de contracie al materialului, care este de 2% pna la 4%, n funcie de tipul de material folosit. n timpul procesrii, presiunea de injecie, temperatura de vulcanizare i timpul de vulcanizare sunt variabilele ce trebuiesc riguros controlate pentru a obine produse finite de calitate. Temperatura de vulcanizare trebuie s fie suficient de mare pentru a se obine timpi de vulcanizare mici, dar trebuie atent urmarit pentru a se preveni arderea materialului. Presiunea de injecie trebuie stabilit n aa fel nct s permit materialului s umple n mod egal toat matria, dar n acelai timp s permit aerisirea matriei i trebuie optimizat pentu a preveni golurile de aer (presiune de injecie prea mic) n produsul finit dar i scurgerile de material (presiune de injecie prea mare). 1.2.4. Cauciucul Siliconic Lichid n zilele noastre, Cauciucul Siliconic Lichid - Liquid Silicone Rubber (LSR) este folosit pe scar larg ca o alternativa la elastomerii siliconici solizi, datorit avantajelor tehnologice i calitilor excepionale caracteristice lor, aa cum reiese din lista de mai jos. Cauciucul Siliconic Lichid este folosit n principal n procesul de injecie i extrudere a diferitelor produse finite. n functie de tipul de material folosit, procesul de UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
6
vulcanizare are loc n cteva secunde la temperaturi ale matriei de 140-230C. Timpii mici de vulcanizare precum i dematriarea uoar a produselor permite un grad ridicat de automatizare i obtnerea unui numr mare de produse finite pe unitatea de timp. Avantajele tehnologice ale Cauciucului Siliconic Lichid sunt urmatoarele: mixare i procesare uoare ; timpi de procesare foarte mici, depinznd de geometria piesei i de grosimea pereilor piesei ; dematriare uoar ; injecie fr pierderi ; n general nu necesit post tratare ; ader foarte bine la anumite materiale ; claritate superioar ; inodor i neutru ca gust ; utilizabil n plaja de temperaturi 60C +180C ; proprieti elastice excelente ; rezisten foarte bun la atacul ultravioletelor i a ozonului ; rezisten sporit la mbatrnire; respinge natural apa i rezist la atacul diferiilor solveni ; proprieti dielectrice excelente ntr-o plaj variat de temperaturi ; cauciucul siliconic nu este combustibil, nu se topete i nu curge, toxicitatea noxelor degajate fiind foarte scazut. Aplicatiile cauciucului siliconic lichid includ produse pentru urmatoarele domenii: Auto : O-ringuri, fise pentru bujii, diverse membrane, garnituri, etc. Electronic : elemente terminale, conectori, membrane pentru butoane, tastaturi pentru calculatoare i telefoane, diafragme, garnituri, etc. Electrocasnice i accesorii : mici izolaii, membrane, O-ringuri, difusere pentru duuri, diferite componente pentru cafetiere, forme pentru prjituri, etc. Medical : plunjere pentru seringi, catetere, tetine si biberoane, etc. Altele : ochelari pentu not, mati pentru scufundari, etc. 1.2.5. Procesarea Cauciucului Siliconic Lichid ntre LSR (Cauciuc Siliconic Lichid) i HCR (Cauciuc Siliconic Solid) diferenele n ceea ce privete proprietile produselor finite sunt minime. Totui, n prezent, tot mai muli procesatori de cauciucuri siliconice prefer folosirea LSR-ului, datorit avantajelor pe care acesta le prezint din punct de vedere tehnologic, aa cum am prezentat ntr-o sectiune anterioar. LSR-ul este folosit n principal n cadrul procesului de injecie lichid, obinnduse repere finite de o nalta calitate pentru industriile auto, electronic i medical. n cele ce urmeaz aceast prezentare va fi structurat avnd la baza parametrii cheie ai procesrii LSR: mixarea, injecia i proiectarea matriei. Principalul avantaj al sistemelor de injecie a LSR-ului este faptul ca ele sunt proiectate pentru utilizarea n medii nchise, complet automatizate, cu intervenie minim din partea factorului uman. Datorit acestui aspect, ntregul ciclu de producie trebuie s UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
7
fie atent stabilit, avndu-se n vedere obinerea unor timpi de producie ct mai mici i o calitate ridicat a produselor finite. 1.2.6. Mixarea LSR-ului Obiectivul procesului de mixare este acela de a introduce cantiti egale i omogen amestecate din cele 2 componente LSR n snecul masinii de injecie. Echipamentul asociat acestui proces, dei de cele mai multe ori este independent de maina de injecie, joac un rol deosebit n procesabilitatea LSR-ului i implicit n calitatea produselor finite. Cele 2 componente LSR sunt trimise, din containerele de 20 sau de 200 de litri, ntr-un raport de 1:1 prin intermediul unor pompe acionate pneumatic sau hidraulic n mixerul static i apoi n snecul mainii de injecie. O atenie deosebit trebuie acordat valvei unisens, care previne variaiile volumului dozat, cauzat de eventualele scurgeri de material i care poate influena calitatea produsului finit: cu un volum prea mare de material n cavitatea matriei, piesa tinde s se contracte mai mult dect n condiii normale. Dac nu se reuete alimentarea n cavitatea matriei a celor 2 componente LSR ntr-un raport de 1:1, n cele mai multe cazuri, materialul aflat n afara raportului de dozare, se va vulcaniza, dar piesele vor tinde sa adere la pereii matriei, facnd astfel dematriarea greoaie, n detrimentul timpului pe ciclu. De asemenea aceste piese prezint proprieti fizice n afara spectrului acceptabil. Tot n cadrul procesului de mixare a LSR-ului se poate aduga i o component de culoare, prin intermediul unei pompe ataate mixerului static. 1.2.7. Injectia LSR-ului Maina de injecie este echipamentul prin intermediul cruia LSR-ul este injectat cu presiuni foarte mari n cavittile matriei. i procesul de injecie joac un rol deosebit de important n procesul de obinere a unor repere de calitate. n timpul acestui proces trei factori trebuie riguros controlai : presiunea de injecie ; timpul de vulcanizare ; temperatura de vulcanizare. De obicei contraciile ce apar n produsul final se datoreaz presiunii de injecie folosite. n general folosirea unei presiuni de injecie ct mai mari duce la obinerea unor piese cu contracii mai mici. Timpul de vulcanizare este timpul n care LSR-ul se vulcanizeaz n cavittile matriei suficient de mult pentru a fi ndeprtat fra ca piesa final s fie deformata. n general, timpul mediu de vulcanizare n cazul LSR-ului este de aproximativ 3-6 s/mm grosime de perete. Pentru a se facilita dematriarea fr dificultti n cadrul proceselor automatizate de producie este de dorit ca piesele finite sa ramn lipite de o anumit parte a matritei, prin asigurarea unei diferene de temperatur de aproximativ 3-5C ntre cele dou pari . 1.2.8. Proiectarea matriei
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
8
Chiar dac n toate cavitile matriei ajunge material, adesea acestea nu sunt umplute suficient, datorit aerului prezent n cavitate, fiind necesare mici ajustari n urma testelor de injecie. Meninerea unei temperaturi uniforme pe toat suprafaa matriei este un alt factor important de care trebuie s se tina cont, distribuia defectuoas a temperaturii putnd afecta propriettile fizice ale piesei finale. Amplasarea porii de alimentare i designul sistemului de alimentare este un alt factor cheie. Este de dorit ca toate cavitile matriei s fie umplute n mod egal, pentru a se preveni eventualele scurgeri de material sau apariia golurilor n anumite piese. Dac matria este executat corect, piesele obinute nu vor mai avea nevoie de prelucrri ulterioare, lucru ce duce la creterea productivitii. 1.2.9. Produse din LSR Cteva produse din Cauciuc Siliconic Lichid pentru industriile auto, medical i electric. Produsele destinate industriei medicale trebuie executate n spaii curate, cu ajutorul unei maini de injecie specializate, cu un nalt grad de automatizare, asigurnduse interventia minimal a factorului uman.
Figura 1.2.1 : Cateter LSR - aplicaie n industria medical Se pot produce, de asemenea "O"-ringuri, membrane i diverse alte produse din Cauciuc Siliconic Lichid pentru industriile auto i electronic, produse ce necesit o calitate superioar a prelucrrii i o rezisten sporit la variaiile de temperatur.
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
9
Figura 1.2.2 : Buton LSR aplicaie n industria electric
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE Figura 1.2.3 : Tetin LSR
Pagina
10
Figura 1.2.4 : Aplicaie LSR
1.3. Amestecuri pe baz de cauciuc siliconic1.3.1. Caracteristici Se caracterizeaz prin scara larg de temperaturi de utilizabilitate pentru produsele finite, datorat legaturilor Si-O din lanturile macromoleculare (rezisten mare la temperatur a lanului polisiloxanic). Pe de alt parte legaturile Si-O sunt mai lungi dect legturile C-O i datorit acestei cauze lanurile macromoleculare sunt mai mobile. Cu aceasta se explic buna rezisten la temperaturi joase i c variaia caracteristicilor fizico-mecanice n funcie de temperatur este foarte mic. 1.3.2. Aplicatii Avnd n vedere preul ridicat al polimerilor i al materialelor auxiliare, n special ageni de vulcanizare i stabilizatori de temperatur, preul amestecurilor este mare. De aceea aplicabilitatea acestora se limiteaz la cazuri de utilizare special, cum ar fi industria de cabluri i izolatori electrici, aparatura ce lucreaz la temperaturi extreme, tehnic militar, aeronautic, industria electronic, industria alimentar i articole medicale
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
11
1.3.3. Prelucrare Se recomanda ca inainte de prelucrare amestecul sa fie calandrat,extrudat sau ebosat pentru dimensiuni apropiate produselor finite.Functie de tipul de vulcanizare dorit se realizeaza amestecuri cu vulcanizare in presa(transfer,injectie)sau vulcanizare autoclava sau tunel de vulcanizare continua.Vulcanizarea se realizeaza in doua faze,de exemplu la presare se face o vulcanizare la 165 grade C timp de cca 15 minute (timp dictat de dimensiunile produsului si a matritei de vulcanizat),urmata de o postvulcanizare la 200 grade ,in etuva ventilata ,timp de 4 ore.In cursul postvulcanizarii peroxizii in exces sau produsele lor de descompunere costand in gaze cu miros neplacut sunt indepartate.Sunt disponibile si sortimente la care postvulcanizare se poate elimina. 1.3.4. Depozitare Amestecul se depoziteaz in spaii ferite de lumina direct a soarelui, acoperite eventual cu plci ce mpiedic expunerea direct la soare.Fiind amestecuri relativ lente nu se cere n mod expres depozitarea n spaii reci. Temperatura de depozitare nu va depai 25 grade C. n aceste condiii timpul de pstrare nu va depi 3 luni de la data fabricaiei. n cazul pstrrii pe perioade mai lungi se impune depozitarea n spaii reci i recalandrarea nainte de utilizare n vederea nglobarii n amestec a eventualelor componente exudate in timpul depozitrii. 1.3.5. Indicatori fizico-mecanici Cod amestec Indicatori fizicomecanici 701 Rezistent 401 alimentar 501Electroizolant la 40------50----65------------75 produse 60----70-----80 petroliere 40----80 1,12---1,15--1,14---1,16-1,19---------1,24 1,10-1,4 1,19 500 200 500 200 805 Rezistent la produse petroliere recomandat simeringuri 1,37
Greutate specific,g/cmc
Rezistena la 10,8---11,2--rupere, 10,6---10,7--Mpa,min 9,0 Alungirea la 570---480--rupere, 450---430 %,min 350 Duritatea,Grade Sh 40----50---A,+/- 5 60----70----80 Rezistena la compresiune 18----19---25%,22h,175 14----16----25 grade C,max
9,7-----------8,0
6,5
420----------420 65------------75
160
40----80 75
17----20 18
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE Rezistena dielectric,kV/mm 20------------20 23----23
Pagina
12
1.3.6. mbtrnire n ulei ASTM nr.1, 70 ore la 150 C Variaia rezist la rupere, -15----0 -10 %,max Variaia alungirii la -10----0 -10 rupere,%,max Variaia durittii, -5 ___-5 Grade Sh 3 A,max Variaia de +7___+ +5 volum% 4
1.3.7. mbtrnire n ulei IRM 903, 70 ore la 150 C Variaia rezist la -80___-20 rupere, 30 %,max Variaia alungirii la -23___-20 rupere, 10 %,max Variaia duritii, -24___-18 Gade Sh 18 A,max Variaia de +55___+ +33 volum,% 30 1.3.8. Polimeri siliconici Polimerii siliconici (siliconi, polisiloxani) sunt polimeri cu caracter organicanorganic denumii, n general, polimeri elementorganici. Se caracterizeaz prin catene n care exist o alternan ntre atomii de Siliciu Si atomii de Oxigen, legai prin valene simple celelalte dou valene ale Siliciului fiind satisfcute cu radicali organici. Au o importan deosebit, att n cuprinztorul domeniu al cercetarii lor tiinifice, ct i n vastele lor aplicaii biomedicale. 1.3.9. Structur i sintez
R UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA Si O R'
n
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
13
unde R, R sunt grupe alchil sau aril. Poliorganosiloxanii se obin pe calea hidrolizei clorsilanilor, alcoxisilanilor, acetoxisilanilor sau a silazanilor, urmat de condensarea silanolilor rezultai. 1.3.10. Proprieti S-a artat c natura substituenilor influeneaz propriettile polisiloxanilor. Astfel, variind natura grupelor R si R, siliconii obinui pot avea temperaturi de vitrifiere cuprinse ntre 28oC i 400oC. Masa molecular i structura lanului polisiloxanilor influeneaz, de asemenea, propriettile. Astfel, poli(dimetil-siloxanul) (R, R= CH3) cu structura liniar si M 1.200.000 este nalt-elastic, n timp ce acelai polimer, cu M sub 100.000, este un lichid viscos. Vscozitatea siliconilor crete rapid i constituie un inconvenient n utilizarea clinic. Acest inconvenient se poate prentampina, diminund cantitatea de accelerator. Modulul de elasticitate al polisiloxanilor variaz foarte puin cu temperatura, spre deosebire de cel al cauciucului natural. n plus, elasticitatea polisiloxanilor este meninut i la temperaturi joase, cristalizarea avnd loc sub 60oC. Stabilitatea polisiloxanilor la degradri termo-oxidative este mult mai mare dect a polimerilor carbocatenari. Siliconii sunt insolubili n ap i solveni clasici. n afar de inerie chimic, polisiloxanii manifest o deosebit inerie fiziologic, ceea ce conduce la utilizarea acestor polimeri n medicin i cosmetic. De asemenea, siliconii sunt caracterizai de o tensiune superficial mic i de o capacitate mare de umectare a substanelor. O alt calitate este rezistena la ozon i atacul prin iradiere UV. 1.3.11. Aplicaii ca biomateriale Datorit propriettilor fizice, chimice i mecanice superioare altor polimeri, siliconii sunt utilizai cu succes n numeroase aplicaii din cadrul domeniului medical. Astfel, polimerii siliconici se utilizeaz n calitate de: substane auxiliare pentru preparate dermatologice ; substane de acoperire pentru capsule gelatinoase ; tablete i drajeuri, ; ageni antispumani ; vehicule pentru preparate injectabile ; ageni de condiionare a substanelor de contrast pentru rntgenoscopie ; medicamente n unele forme de gastrit i ulcer ; ageni de sterilizare a instrumentelor i aparatelor medicale ; ageni de hidrofobizare a ambalajelor din sticl pentru medicamente. Se pot obine emulsii apoase ale uleiurilor siliconice, n special n cazul uleiurilor cu vscozitate mare. Astfel de emulsii pot servi drept excipieni pentru creme. S-a stabilit c uleiurile siliconice ptrund uor prin piele, nu rncezesc, nu au aciune toxic i deshidratant asupra pielii. Aceste proprietti fac ca siliconii s fie deosebit de interesani pentru folosirea n dermatologie. Nu s-au nregistrat efecte toxice sau iritante n testele de toxicitate oral i suportabilitate a pielii, efectuate pe animale de experien. Nu s-au semnalat fenomene de hemoliz, alergie sau formare de esuturi de granulaie. Studiile efectuate la aciunea protectoare a cremelor care conin siliconi asociai cu diferite UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
14
substane, mpotriva alcaliilor, acizilor i solvenilor organici, au artat c cremele de tipul apa/ulei, ce conin 50% ulei siliconic, protejeaz pielea mai bine dect crema care conine un amestec de lanolin i ulei de parafin. Rinile siliconice sunt indicate pentru acoperirea capsulelor gelatinoase, a drajeurilor i tabletelor, n scopul feririi de aciunea mucezelii i oxidrii. n general, siliconii sunt substane neutre din punct de vedere fiziologic. Injectarea lor intramuscular i subcutanat nu provoac senzatii de arsur sau durere la locul de injectare, iar cea intravenoas nu conduce la efecte toxice dei, din cauza vscozitii mari a lichidului, exista pericol de embolie. Elastomerii siliconici sunt indicai pentru implanturi de lung durat, datorit inertiei i stabilitii fizice, n contact cu fluide i tesuturi biologice i se utilizeaz n medicina la confecionarea protezelor pentru operaii plastice (oftalmologie, terapia arsurilor), ct i pentru nlocuirea unor pari distruse din organe vitale (cel mai cunoscut element este valva artificial pentru inim). De asemenea, poriuni importante de artere pot fi nlocuite cu tuburi din cauciuc siliconic. Stimulatorii cardiaci ncapsulai ntr-o pelicul de elastomer siliconic permit implantarea facil n cavitatea toracic. Ca polimeri folosii n oftalmologie, siliconii (sub form de ulei sau elastomeri) au aplicaii n chirurgia desprinderii de retin precum i in domeniul implantului corneal. Astfel, folosirea cauciucului siliconic ca material de fixare n desprinderea de retin, permite modificarea dimensiunilor implantului, n timpul interveniei chirurgicale sau dup aceasta, prin injectare de lichid. Siliconii mai sunt utilizai pentru confectionarea unor dispozitive medicale, dintre care baloanele Ruben folosite pentru respiraia artificial, n cazuri de urgen. Masca pentru faa i pungile de aer sunt confectionate din Silopren LSR care este un material siliconic transparent i flexibil. O alt utilizare a cauciucurilor siliconice este n domeniul stomatologic, ca materiale de amprentare. Astfel, siliconii sunt indicai: n toate tipurile de amprentri ale cmpurilor protetice pentru protezri fixe ; n amprentarea final a cmpurilor protetice edentate parial sau total ; pentru obinerea modelelor deosebit de precise (inlay, puni adezive etc.). Tehnologii de prelucrare: extrudere, calandrare. Mai multe informaii despre Cauciucul Siliconic, tehnologiile de prelucare ale acestuia precum i produse obinute din CS spot fi gsite pe site-ul Companiei Silliconrubber UK : http://www.siliconrubber.co.uk/index.html . Alte caracteristici ale Cauciucului Siliconic rezult din Anexele Nr. 4, 5, 6 unde apar aplicaii, caracteristici, beneficii i date tehnice ale produselor utilizate de compania 3D Systems - http://www.3dsystems.com .
1.4. Turnarea n forme vidate a unor piese pentru material rulantTurnarea n forme vidate este o tehnologie modern prin care se realizeaz economii substaniale de energie i de materiale auxiliare i o calitate superioar a pieselor obinute. Tehnologia este specific unei linii de formare-turnare i se foloseste pentru turnarea de piese din oel specifice construciei de material rulant i la turnarea UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
15
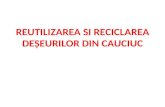
lingotierelor din font n care se toarn oelul lingou din care se produc roi monobloc i osii. 1.4.1. Tehnologia de lucru Lingotiera din font prezentat n Figura 1.4.1 clasic se obine prin turnarea n forme temporare din amestec, procedeu care prezint urmatoarele dezavantaje: consumuri mari de nisip special de turnatorie ; consum de liani i de materiale auxiliare pentru dezbatere ; manoper mare la dezbatere i la curare ; consum suplimentar de energie ; rebut considerabil datorat suflurilor ; consum suplimentar datorit nclinaiilor de demulare.
Figura 1.4.1: Lingotier din font Turnarea n vid elimin total sau parial aceste deficiene prin soluiile adoptate, i anume reducerea : consumului de nisip cuaros cu 60% ; consumului de lianti si de materiale auxiliare cu peste 60% ; manoperei de curare i dezbatere cu circa 30% ; consumului de metal cu 6% ; consumului de energie cu 35% prin renunarea la folosirea unor utilaje din staiile de preparat amestec i eliminarea rebutului datorat suflurilor. n Figura 6 sunt ilustrate comparativ tehnologiile de turnare, de unde rezult noile soluii adoptate: micorarea adaosurilor de prelucrare ; combinarea planurilor de separaie orizontale, n vechea variant, cu un plan de separaie vertical prin axa urechilor de manevr, care permite obtinerea urechilor fara miezuri laterale; centrarea perfect a miezului central M1 prin mperecherea cu M3 n interiorul formei vidate ; micorarea avansurilor de prelucrare n partea superioar la turnarea n vid s-a realizat prin msuri tehnologice, respectiv reducerea procentual a S+P i creterea procentual a C+Si.
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
16
Figura 1.4.2 : Tehnologia de turnare Succesiunea fazelor de formare n forma vidat este artat n Figura 7 - a, b, c, d, e, f, g.
Figura 1.4.3.a) : Aducerea modelului cu placa portmodel n poziie orizontal i a platformei radiante cu folia pentru mulare deasupra acestora.
Figura 1.4.3.b) : nclzirea i mularea foliei peste model i plac prin crearea n incinta plcii i a modelului a unei depresiuni la nivelul 0,3-0,4 bari.
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
17
Figura 1.4.3.c) : Bascularea n plan vertical a ansamblului plac-ram i alimentarea cu nisip uscat.
Figura 1.4.3.d): Etanarea la partea superioar a ramei cu folie i consolidarea semiformei prin cuplare la vid 0,3-0,4 bari.
Figura 1.4.3.e) : Demularea primei semiforme de pe placa prin intreruperea vidului si cuplarea aerului sub presiune in incinta placii portmodelmodel. UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
18
Figura 1.4.3.f) : Montarea primei semiforme vidate peste forma inferioara din amestec clasic pregatita in prealabil (forma inferioara este impachetata cu miezurile M1 si M2).
Figura 1.4.3.g) : Montarea celei de a doua semiforme vidate concomitent cu miezul M3 i asigurarea pentru turnare a formei. Forma asamblat n final i pregatit pentru a fi turnat are n componena ei i o plnie de turnare metalic de tipul celor prin care se toarn lingourile pentru roi i osii nzidit cu crmizi fasonate adecvate. Se prezint ca n Figura 8.
Figura 1.4.4 : Forma asamblat
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
19
Din momentul consolidrii semiformelor, acestea rmn n contact cu staia de vidare prin reeaua de distribuie pn la turnare i circa 25-30 de minute dup terminarea turnrii. Dup rcirea n form, care dureaz circa 16 ore, demularea formei vidate se rezum la deschiderea ansamblului i nisipul uscat curge in benele cu sertar. Detaarea reelei de turnare se face odat cu dislocarea de pe forma inferioar a piesei turnate. Resturile de reea i rsufltorile se detaeaz la curare. Dezbaterea miezului interior este uurat de - golul realizat prin arderea funiei cu care este infurat armtura metalic ; - materialele auxiliare (magnezit i deporom) introduse n reea de miez. Efortul de curare este diminuat datorit faptului c la exterior practic nu se mai intervine, iar la interior calitatea suprafeei este influenat de reea, de amestecul miezului i de vopseaua refractar folosit. Piesa brut turnat este reprezentat n Figura 1.4.5.
Figura 1.4.5 : Piesa brut turnat Dat fiind eliminarea deficienelor enunate la punctul 1, procedeul a fost omologat, n prezent realizandu-se pe aceast dezvoltare circa 20 de buci de lingotiere pe lun, ceea ce acoper necesarul uzinei de lingotiere, n acest caz renunndu-se la colaborarea cu furnizorii de utilaj de turnare din ar.
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
20
1.5. Fabricaia prin sinterizare selectiv cu laser1.5.1. Principiul de lucru Procedeul de realizare rapid a prototipurilor prin sinterizare selectiv cu laser se bazaeaz pe materializarea unui produs CAD prin adugare de straturi succesive. Fa de proecedeul LOM unde laserul focalizat n planul de lucru decupa conturul interior/exterior al fiecrei seciuni, n cadrul aceste metode, laserul acoper punct cu punct ntreaga arie a seciunii, sinteriznd stratul fin de material depus pe platforma de lucru. Nu este necesar construirea de supori deoarece stratul de material anterior (sinterizat sau nu) constituie suport pentru stratul curent de material.
Figura 1.5.1: Princiupiul metodei SLS Principalul productor de maini de SLS este compania 3D Systems Inc. din Usa, n timp ce n Europa singurul productor de maini este compania Electro Optycal Systems GmbH, din Germania. Diferena principal dintre sistemul de sinterizare cu laser a metalelor fa de a polimerilor este sistemul optic i laserul, deoarece o temperatur de sinterizare de aproximativ 900 0 C necesit o mare densitate de putere a radiaieie laser. Pentru aceasta, diametrul focarului laser este redus la aproximativ 350 m i puterea laserului mrit la 200 W. Densitatea de putere trebuie mrit de la 250 W / mm 2 la pulberile din mase plastice, la 700 W / mm 2 la pulberi metalice. Principii, mod de lucru, caracteristici i avantaje ale metodei SLS sunt amintite i n Anexele Nr. 11, 16, 17 i 18.
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
21
Figura 1.5.2 : Main pentru prelucrarea SLS
Figura 1.5.3 : Maina SinterStation produs de 3D Systems Mainile produse de compania american DTM sunt foarte flexibile din punctul de vedere al materialului, fiind proiectate s lucreze cu diferite tipuri de materiale pe acelai sistem. Astfel, mainile Sinterstation 200 sau Sinerstation 2500 pot fabrica piese att din poliamide, pulberi metalice ct i pulberi bazate pe cuar. UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
22
Sistemul laser genereaz o radiaie laser care este focalizat de lentil i direcionat printr-un sistem de oglinzi ctre suprafaa platformei de lucru. La nceputul procesului de lucru platforma se gsete n poziia superioar. Un sistem de alimentare depune pe suprafaa platformei un strat subire de pulbere metalic de grosime controlat. Raza laser scaneaz supratfaa platformei dup o traiectorie corespunztoare geometriei primei seciuni prin piesa de prelucrat. n urma procesului de scanare, radiaia laser sinterizeaz local stratul de pulbere metalic. Dup ce radiaia laser a scanat n ntregime suprafaa primului strat, platforma de lucru coboar pe o distan egal cu grosimea unui strat. Sistemul de alimentare cu material depunde un nou strat de pulbere metalic peste stratul precedent. Din nou radiaia laser va scana stratul curent de pulbere metalic n conformitate cu geometria noii seciuni prin modelul solid al piesei de prelucrat. n timpul procesului, va exista un permanent control ntre grosimea stratului de pulbere metalic depus pe platforma de lucru, distana dintre seciunile fcute de programul pe calculator prin modelul solid al piesie i respectiv mrimea deplasrii platformei de lucru dup fiecare strat prelucrat. Fa de preocdeul LOM, n cazul sinterizrii selective cu laser a a pulberilor metalice, este necesar un laser de putere mare. Mainile pentru SLS produse de compania 3D Systems apar n anxele 12, 13, 14 1.5.2. Materiale folosite n procesul SLS Materialele folosite n procesul de sinterizare selecitv cu laser sunt deosebit de diverse, ncepnd cu pulberile din poliamide (DuraForm PA, PA1500, PA2200, PA1300GF, PA3200GF etc.), pulberile metalice (MCu3201, DirectSteel, DirectMetal 50-V1, Directmetal 10acts/0-V1, RapidSteel 1.0, RapidSteel 2.0 etc.), pulberile pe baz de cuar sau zirconiu (EOSINT S cuartz, EOSINT zircon HT) etc. Caracteristici i tolerane ale materialelor SLS sunt amintite n Anexa Nr. 15 conform companiei ARRK PRODUCT DEVELOPMENT ( http://www.arrk.com ).
Figura 1.5.4 : Resturi rmase n urma prelucrrii SLS
UNIVERSITATEA TEHNIC DIN CLUJ-NAPOCA
PROIECT DE SEMESTRU TEHNOLOGII NECONVENIONALE
Pagina
23
1.5.3. Postprocesare, tratament i precizia realizat Piesele prelucrate pirn SLS pot fi prelucrate n continuare prin frezare, gurire, rectificare, etc. ntocmai ca orice alt pies din Aluminiu. Toate caracteristicile mecanice ale pieselor pot fi mbuntite semnificativ prin impregnarea piesei cu o rin epoxidic rezistent la temperaturi nalte. Rezultatul impregnrii conduce la mbuntirea rezistenei la ncovoiere pn la aprosimativ 400 N / mm 2 . Polimerizarea rinii se poate face ntr-un cuptor la 160 0 C i necesit un timp de aproximativ dou ore. Rugozitatea unei piese infiltrate este de Ra = 3.5m .Printr-o finisare manual obinuit rugozitatea poate fi adus la o valoare de Ra