Proiect PPS
41
A. PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE Aceasta parte a proiectului are ca scop final stablirea pe baza unor considerente tehnice si economice a succesiunii operatiilor sau a fazelor. 1. Analiza piesei Cu ajutorul unei stante combinate se executa simultan-succesiv o operatie combinata dupa cum urmeaza: decupare si perforare la acelasi post de lucru; Dupa realizarea semifabricatului prin stantarea la rece ce cuprinde operatiile de taiere dupa un contur deschis(debitare) si operatii de taiere dupa contur inchis(decupare-perforare). Prin presare la rece se pot obtine piese de forma complexa a caror confectionare prin alte procedee de prelucrare este foarte dificila, ineficienta sau chiar imposibila. Piesele obtinute au o precizie dimensionala ridicata astfel incat interschimbalitatea acestora, la asamblare, nu constituie o problema. In majoritatea cazurilor, aceste piese nu mai necesita alte prelucrari mecanice. Ca urmare a consumului specific reduc de material (pana la 70-75%, fata de piesele similar obtinute prin alte procedee de prelucrare mecanica), piesele sunt foarte usoare, in acelasi timp, rigiditatea pieselor este foarte mare, datorita formei lor stabilite la proiectare. Datorita proprietatilor mecanice superioare ale materialului semifabricatelor folosite si a aplicarii metodelor de imbunatatire a rigiditatii prin nervurare, bordurare, piesele obtinute prin presare la rece au o mare rezistenta si sunt foarte rigide.
-
Upload
alexis-enache -
Category
Documents
-
view
407 -
download
5
Transcript of Proiect PPS
A. PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE
Aceasta parte a proiectului are ca scop final stablirea pe baza unor considerente tehnice si economice a succesiunii operatiilor sau a fazelor.
1. Analiza piesei
Cu ajutorul unei stante combinate se executa simultan-succesiv o operatie combinata dupa cum urmeaza: decupare si perforare la acelasi post de lucru;
Dupa realizarea semifabricatului prin stantarea la rece ce cuprinde operatiile de taiere dupa un contur deschis(debitare) si operatii de taiere dupa contur inchis(decupare-perforare).
Prin presare la rece se pot obtine piese de forma complexa a caror confectionare prin alte procedee de prelucrare este foarte dificila, ineficienta sau chiar imposibila.
Piesele obtinute au o precizie dimensionala ridicata astfel incat interschimbalitatea acestora, la asamblare, nu constituie o problema.
In majoritatea cazurilor, aceste piese nu mai necesita alte prelucrari mecanice.Ca urmare a consumului specific reduc de material (pana la 70-75%, fata de piesele similar obtinute prin alte procedee de prelucrare mecanica), piesele sunt foarte usoare, in acelasi timp, rigiditatea pieselor este foarte mare, datorita formei lor stabilite la proiectare.
Datorita proprietatilor mecanice superioare ale materialului semifabricatelor folosite si a aplicarii metodelor de imbunatatire a rigiditatii prin nervurare, bordurare, piesele obtinute prin presare la rece au o mare rezistenta si sunt foarte rigide.
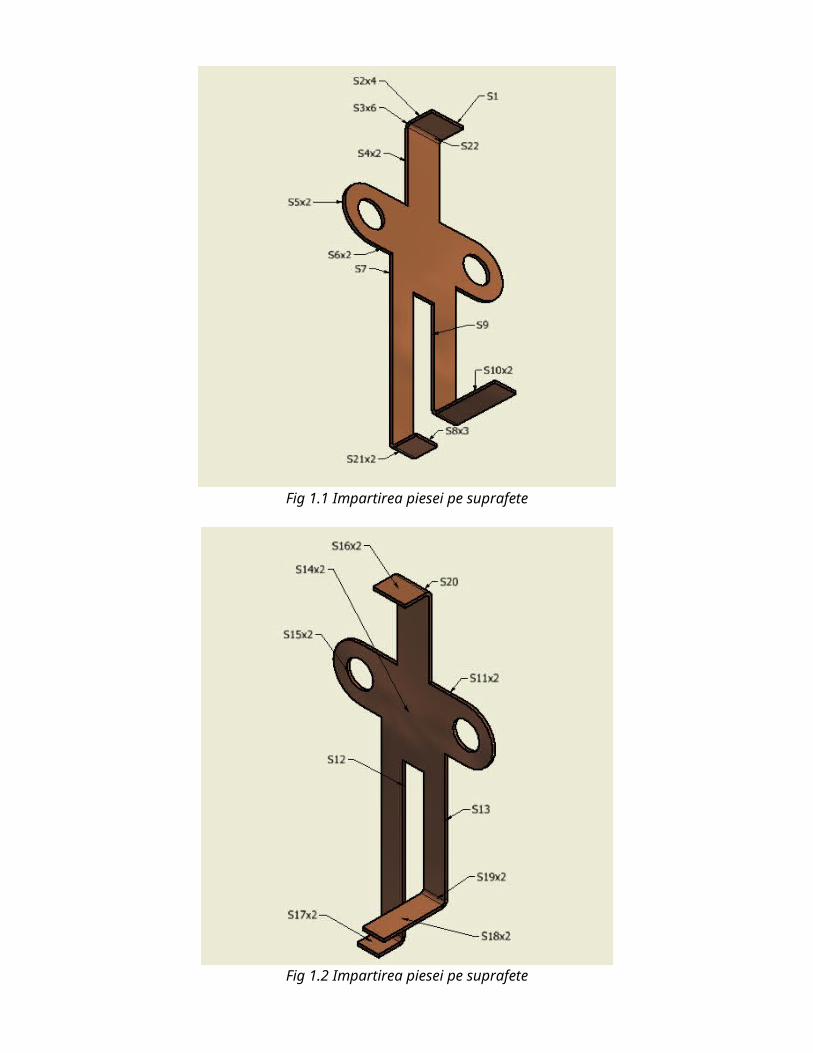
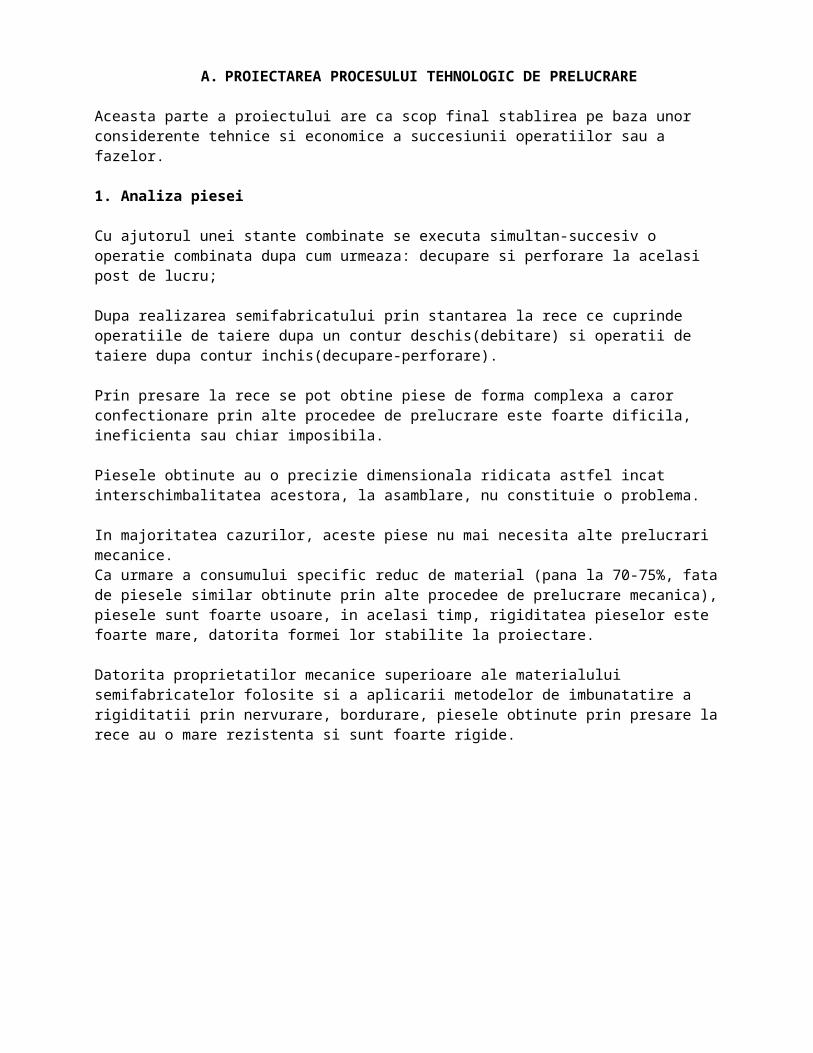
Fig 1.1 Impartirea piesei pe suprafete
Fig 1.2 Impartirea piesei pe suprafete
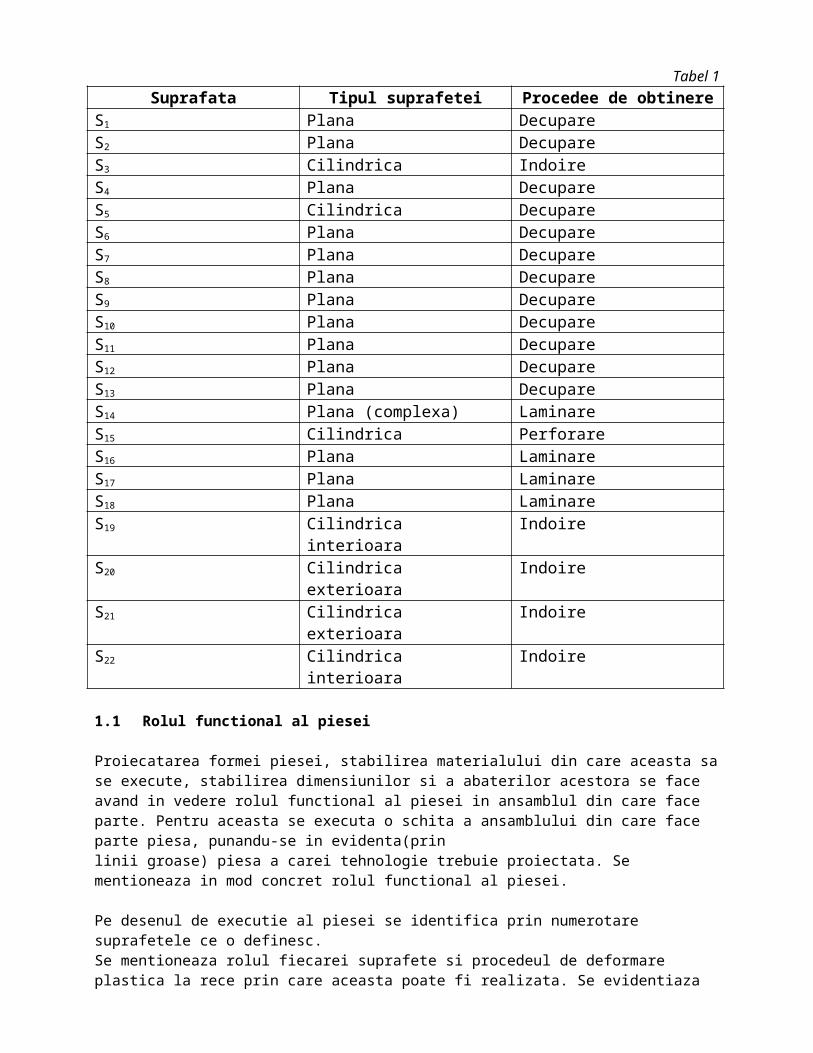
Tabel 1Suprafata Tipul suprafetei Procedee de obtinere
S1 Plana DecupareS2 Plana DecupareS3 Cilindrica IndoireS4 Plana DecupareS5 Cilindrica DecupareS6 Plana DecupareS7 Plana DecupareS8 Plana DecupareS9 Plana DecupareS10 Plana DecupareS11 Plana DecupareS12 Plana DecupareS13 Plana DecupareS14 Plana (complexa) LaminareS15 Cilindrica PerforareS16 Plana LaminareS17 Plana LaminareS18 Plana LaminareS19 Cilindrica interioara IndoireS20 Cilindrica exterioara IndoireS21 Cilindrica exterioara IndoireS22 Cilindrica interioara Indoire
1.1 Rolul functional al piesei
Proiecatarea formei piesei, stabilirea materialului din care aceasta sa se execute, stabilirea dimensiunilor si a abaterilor acestora se face avand in vedere rolul functional al piesei in ansamblul din care face parte. Pentru aceasta se executa o schita a ansamblului din care face parte piesa, punandu-se in evidenta(prinlinii groase) piesa a carei tehnologie trebuie proiectata. Se mentioneaza in mod concret rolul functional al piesei.
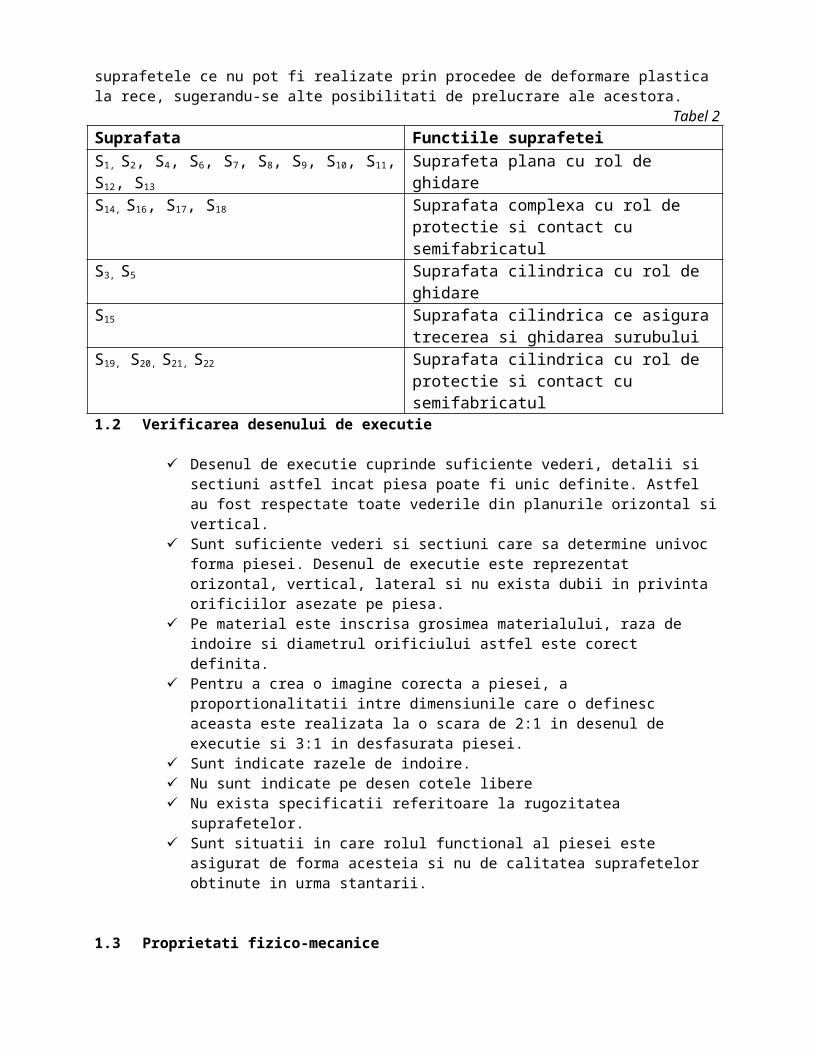
Pe desenul de executie al piesei se identifica prin numerotare suprafetele ce o definesc.Se mentioneaza rolul fiecarei suprafete si procedeul de deformare plastica la rece prin care aceasta poate fi realizata. Se evidentiaza suprafetele ce nu pot fi realizate prin procedee de deformare plastica la rece, sugerandu-se alte posibilitati de prelucrare ale acestora.
Tabel 2Suprafata Functiile suprafeteiS1, S2, S4, S6, S7, S8, S9, S10, S11, S12, S13 Suprafeta plana cu rol de ghidareS14, S16, S17, S18 Suprafata complexa cu rol de protectie si
contact cu semifabricatulS3, S5 Suprafata cilindrica cu rol de ghidareS15 Suprafata cilindrica ce asigura trecerea si
ghidarea surubuluiS19, S20, S21, S22 Suprafata cilindrica cu rol de protectie si
contact cu semifabricatul1.2 Verificarea desenului de executie
Desenul de executie cuprinde suficiente vederi, detalii si sectiuni astfel incat piesa poate fi unic definite. Astfel au fost respectate toate vederile din planurile orizontal si vertical.
Sunt suficiente vederi si sectiuni care sa determine univoc forma piesei. Desenul de executie este reprezentat orizontal, vertical, lateral si nu exista dubii in privinta orificiilor asezate pe piesa.
Pe material este inscrisa grosimea materialului, raza de indoire si diametrul orificiului astfel este corect definita.
Pentru a crea o imagine corecta a piesei, a proportionalitatii intre dimensiunile care o definesc aceasta este realizata la o scara de 2:1 in desenul de executie si 3:1 in desfasurata piesei.
Sunt indicate razele de indoire. Nu sunt indicate pe desen cotele libere Nu exista specificatii referitoare la rugozitatea suprafetelor. Sunt situatii in care rolul functional al piesei este asigurat de forma acesteia si nu de
calitatea suprafetelor obtinute in urma stantarii.
1.3 Proprietati fizico-mecanice
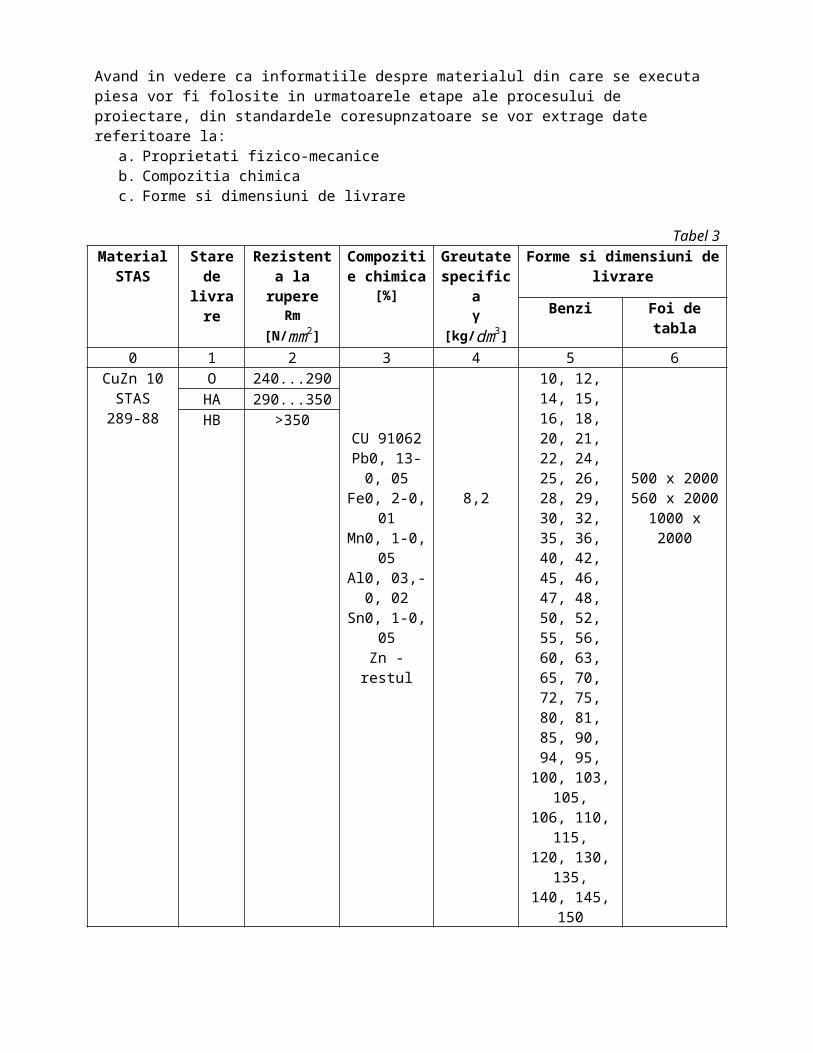
Avand in vedere ca informatiile despre materialul din care se executa piesa vor fi folosite in urmatoarele etape ale procesului de proiectare, din standardele coresupnzatoare se vor extrage date referitoare la:
a. Proprietati fizico-mecaniceb. Compozitia chimicac. Forme si dimensiuni de livrare
Tabel 3Material
STASStare de livrare
Rezistenta la rupere
Rm[N/mm2]
Compozitie chimica
[%]
Greutate specifica
γ[kg/dm3]
Forme si dimensiuni de livrare
Benzi Foi de tabla0 1 2 3 4 5 6
CuZn 10STAS 289-88
O 240...290
CU 91062Pb0, 13-0, 05Fe0, 2-0, 01Mn0, 1-0, 05Al0, 03,-0, 02Sn0, 1-0, 05Zn - restul
8,2
10, 12, 14, 15,16, 18, 20, 21,22, 24, 25, 26,28, 29, 30, 32,35, 36, 40, 42,45, 46, 47, 48,50, 52, 55, 56,60, 63, 65, 70,72, 75, 80, 81,85, 90, 94, 95,100, 103, 105,106, 110, 115,120, 130, 135,140, 145, 150
500 x 2000560 x 2000
1000 x 2000
HA 290...350HB >350
1.4 Stabilirea formei si dimensiunilor semifabricatului plan (desfasurata piesei)
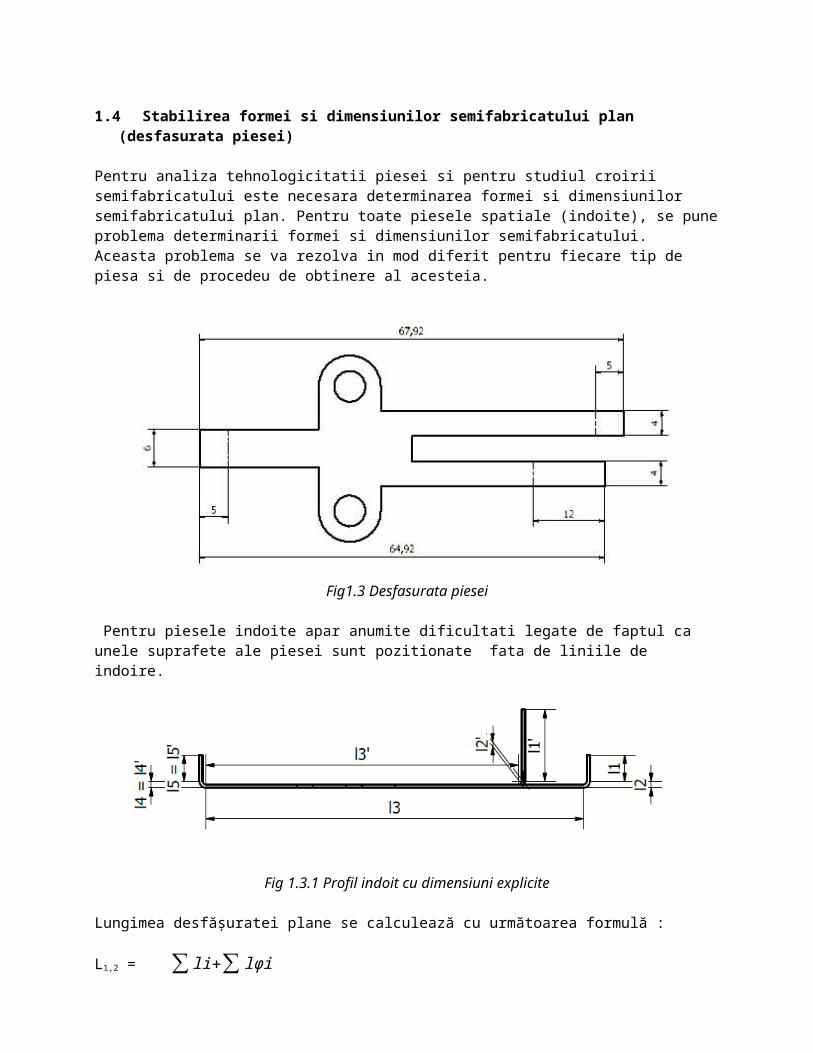
Pentru analiza tehnologicitatii piesei si pentru studiul croirii semifabricatului este necesara determinarea formei si dimensiunilor semifabricatului plan. Pentru toate piesele spatiale (indoite), se pune problema determinarii formei si dimensiunilor semifabricatului. Aceasta problema se va rezolva in mod diferit pentru fiecare tip de piesa si de procedeu de obtinere al acesteia.
Fig1.3 Desfasurata piesei
Pentru piesele indoite apar anumite dificultati legate de faptul ca unele suprafete ale piesei sunt pozitionate fata de liniile de indoire.
Fig 1.3.1 Profil indoit cu dimensiuni explicite
Lungimea desfăşuratei plane se calculează cu următoarea formulă :
L1,2 = ∑ li+∑ lφi
unde :
li = lungimile portiunilor rectilinii ale piesei ;l φi = lungimea fibrei neutre de pe portiunea curba ;
l=L−R−g
unde:
L = lungimea portiunii rectilinii indoite;
R = raza de indoire;g = grosimea materialului;
lφ 1=π∗φ1180
(R1+x∗g)
unde:
φ1= unghi de infoire;
x = Rg
= 10,5
=2 ;
Calcule:
l1=5−1−0,5=3,5
l2=larc cerc=π (1+0,25 )∗90°
180=1,96
l3=60−1−0,5−1−0,5=57
l4=larc cerc=π (1+0,25 )∗90°
180=1,96
l5=5−1−0,5=3,5
L1=3,5+1,96+57+1,96+3,5=67,92
l1' =12−1−0,5=10,5
l2' =larc cerc=
π (1+0,25 )∗90°
180=1,96
l3' =50−1−0,5−1−0,5=47
l4' =larc cerc=
π (1+0,25 )∗90°
180=1,96
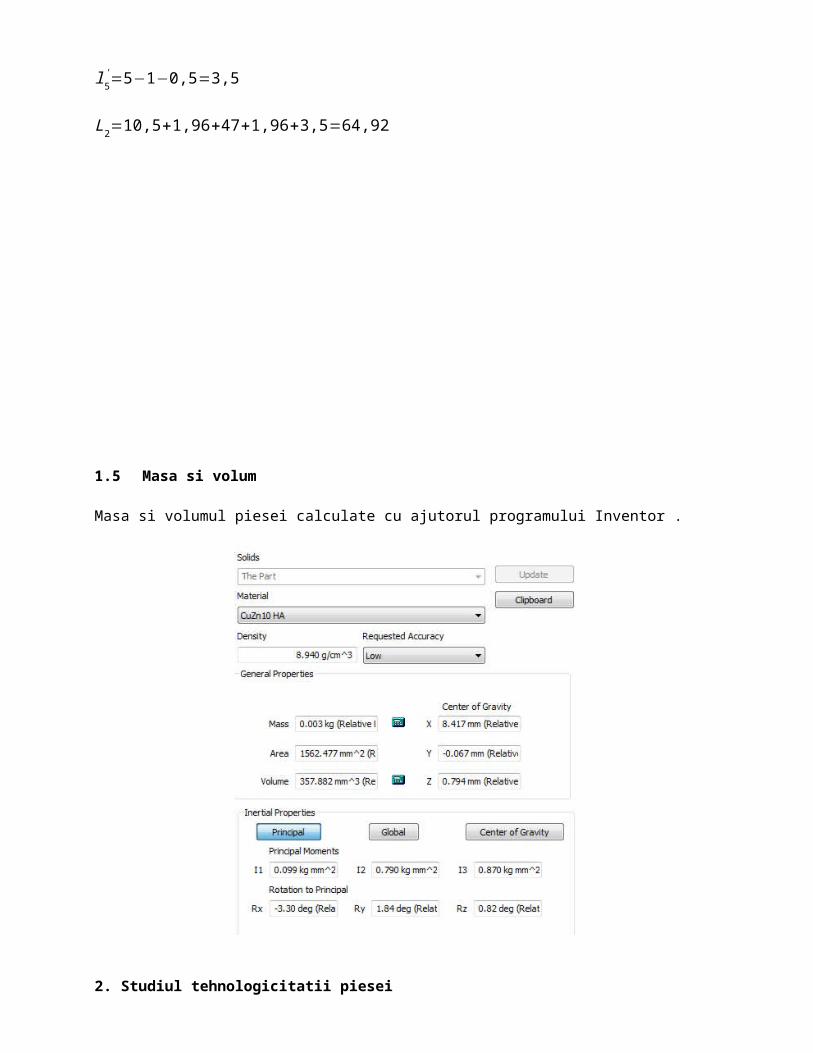
l5' =5−1−0,5=3,5
L2=10,5+1,96+47+1,96+3,5=64,92
1.5 Masa si volum
Masa si volumul piesei calculate cu ajutorul programului Inventor .
2. Studiul tehnologicitatii piesei
Tehnologicitatea unei piese este o caracteristica a acesteia care evidentiaza gradul in care piesa poate fi executata in conditii normale de lucru. Tehnologicitatea se apreciaza prin diferiti indici de tehnologicitate, caracteristici procedeului de deformare respectiv. In cadrul oricarul proces de proiectare analiza tehnologicitatii piesei reprezinta una din cele mai importante activitati.
Aceasta activitate consta in compararea caracteristicilor piesei, inscrise in desenul de executie, cu posibilitatile pe care le ofera procedeel de deformare respective, valori ce se gasesc recomandat
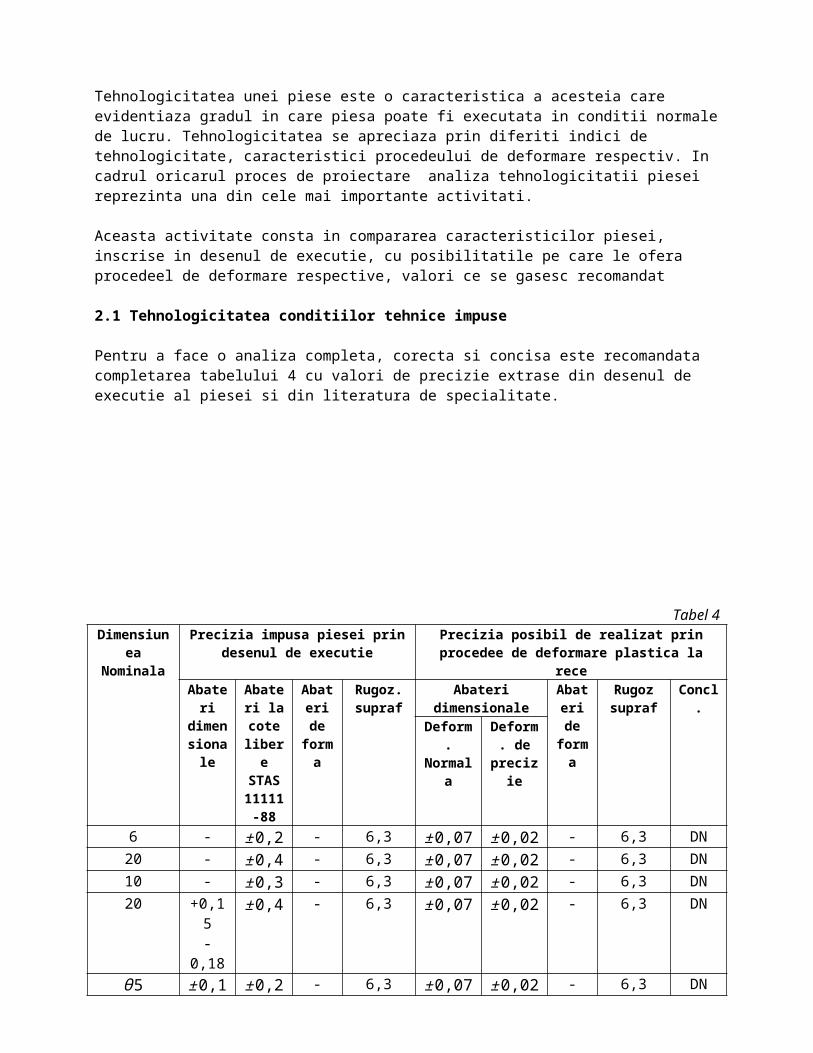
2.1 Tehnologicitatea conditiilor tehnice impuse
Pentru a face o analiza completa, corecta si concisa este recomandata completarea tabelului 4 cu valori de precizie extrase din desenul de executie al piesei si din literatura de specialitate.
Tabel 4Dimensiunea
NominalaPrecizia impusa piesei prin
desenul de executiePrecizia posibil de realizat prin procedee de
deformare plastica la receAbateri dimensionale
Abateri la cote libere STAS
11111-88
Abateri de
forma
Rugoz.supraf
Abateri dimensionale
Abateri de
forma
Rugozsupraf
Concl.
Deform.Normala
Deform. de
precizie
6 - ±0,2 - 6,3 ±0,07 ±0,02 - 6,3 DN20 - ±0,4 - 6,3 ±0,07 ±0,02 - 6,3 DN10 - ±0,3 - 6,3 ±0,07 ±0,02 - 6,3 DN20 +0,15
-0,18±0,4 - 6,3 ±0,07 ±0,02 - 6,3 DN
θ5 ±0,1 ±0,2 - 6,3 ±0,07 ±0,02 - 6,3 DN4 - ±0,2 - 6,3 ±0,07 ±0,02 - 6,3 DN
12 - ±0,4 - 6,3 ±0,07 ±0,02 - 6,3 DN5 - ±0,2 - 6,3 ±0,07 ±0,02 - 6,3 DN
12 - ±0,4 - 6,3 ±0,07 ±0,02 - 6,3 DN50 - ±0,5 - 6,3 ±0,10 ±0,03 - 6,3 DN60 - ±0,5 - 6,3 ±0,10 ±0,03 - 6,3 DN5 - ±0,2 - 6,3 ±0,07 ±0,02 - 6,3 DN
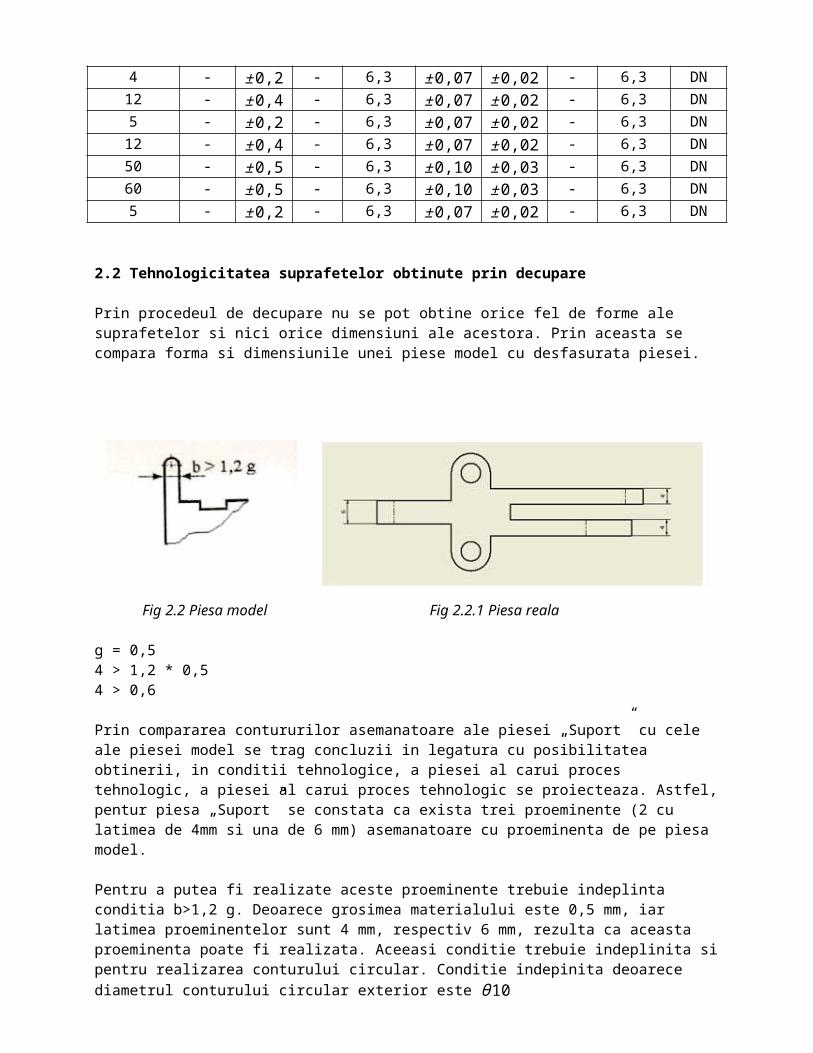
2.2 Tehnologicitatea suprafetelor obtinute prin decupare
Prin procedeul de decupare nu se pot obtine orice fel de forme ale suprafetelor si nici orice dimensiuni ale acestora. Prin aceasta se compara forma si dimensiunile unei piese model cu desfasurata piesei.
Fig 2.2 Piesa model Fig 2.2.1 Piesa reala
g = 0,54 > 1,2 * 0,54 > 0,6
Prin compararea contururilor asemanatoare ale piesei „Suport” cu cele ale piesei model se trag concluzii in legatura cu posibilitatea obtinerii, in conditii tehnologice, a piesei al carui proces tehnologic, a piesei al
carui proces tehnologic se proiecteaza. Astfel, pentur piesa „Suport” se constata ca exista trei proeminente (2 cu latimea de 4mm si una de 6 mm) asemanatoare cu proeminenta de pe piesa model.
Pentru a putea fi realizate aceste proeminente trebuie indeplinta conditia b>1,2 g. Deoarece grosimea materialului este 0,5 mm, iar latimea proeminentelor sunt 4 mm, respectiv 6 mm, rezulta ca aceasta proeminenta poate fi realizata. Aceeasi conditie trebuie indeplinita si pentru realizarea conturului circular. Conditie indepinita deoarece diametrul conturului circular exterior este θ10
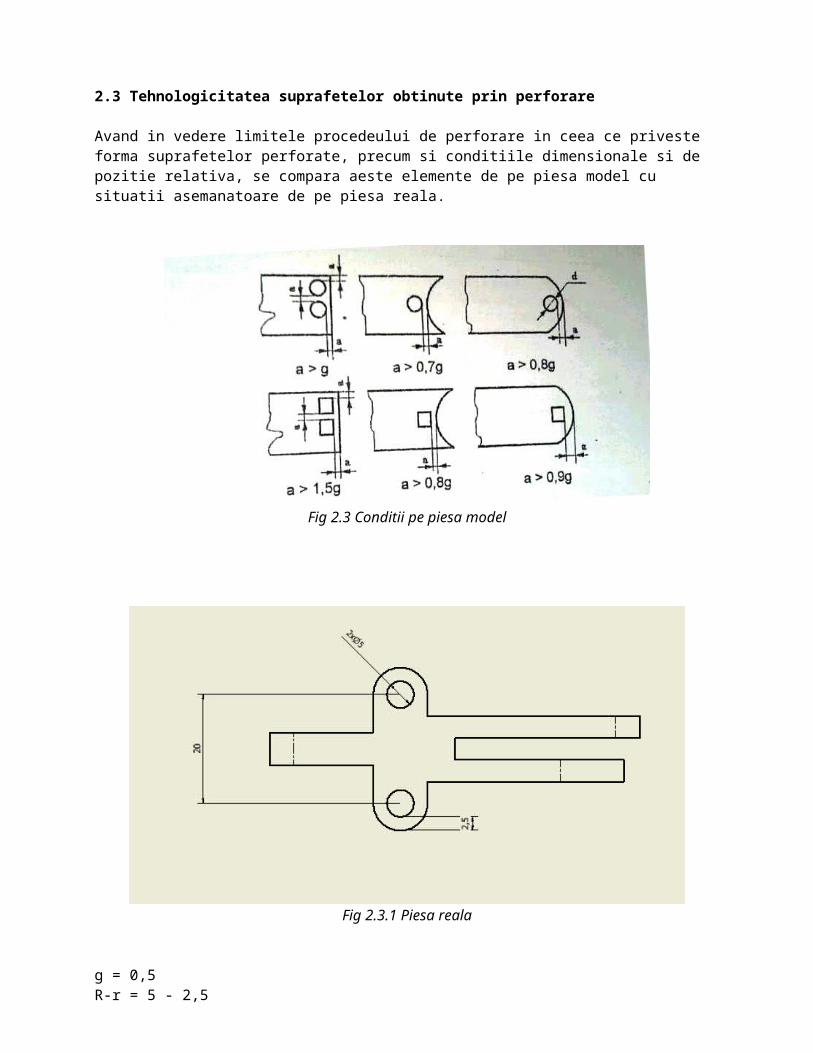
2.3 Tehnologicitatea suprafetelor obtinute prin perforare
Avand in vedere limitele procedeului de perforare in ceea ce priveste forma suprafetelor perforate, precum si conditiile dimensionale si de pozitie relativa, se compara aeste elemente de pe piesa model cu situatii asemanatoare de pe piesa reala.
Fig 2.3 Conditii pe piesa model
Fig 2.3.1 Piesa reala
g = 0,5R-r = 5 - 2,52,5 > 0,5d > 0,7g5 > 0,7 * 0,55 > 0,352,5 >0,8 * 0,5 → 2,5 > 0,4 → perforarea se poate realiza
Astfel, se constata ca dimensiunea 2,5 comparata cu conditia a > g, poate fi realizata, la fel ca dimensiunea ∅ 5 comparata cu conditia d > 0,7g.
Efectuand analiza suprafetelor obtinute prin perforare observ posibilitatea realizarii in conditii normale ale acestora prin deformare plastica la rece.
2.4 Tehnologicitatea formelor indoite ale piesei
Pentru piese indoite apar in plus conditii de tehnologicitate referitoare la raza minima de indoire, distanta minima intre marginea orificiilor si liniile de indoire, lungimea minima a laturii indoite etc. Valorile acestor parametrii rezultati de pe piesa reala se compara cu valorile posibil de realizat in conditii normale de prelucrare recomandate de literatura de specialitate.
Fig 2.4 Conditii pe piesa model
1 > 0,55 > 2g5 > 2 * 0,55 > 112 > 2g12 > 1
Valorile acestor parametrii rezultati de pe piesa reala se compara cu valorile posibil de realizat in conditii normale de prelucrare recomandate de litaratura de specialitate. De aici se poate trage concluzia ca piesa reala indepindeste conditiile impuse de literatura de specialitate
Concluzie:
Piesa SUPORT poate fi realizate prin deformare plastica la rece
3. Analiza diferitelor variante de procese tehnologice
Pentru orce problema sociala, tehnica sau economica exista mai multe variante de rezolvare. In functie de conditiile concrete , una sau alta din variante poate fi considerata optima la un moment dat.
Exista urmatoarele variante tehnologice de desfasurare a procesului de prelucrare:
pe stante si matrite simple; pe stante si matrite complexe; pe matrite combinate.
Varianta 1
Fig 1.1 – Decuparea piesei
Fig 2.1 – Slituire
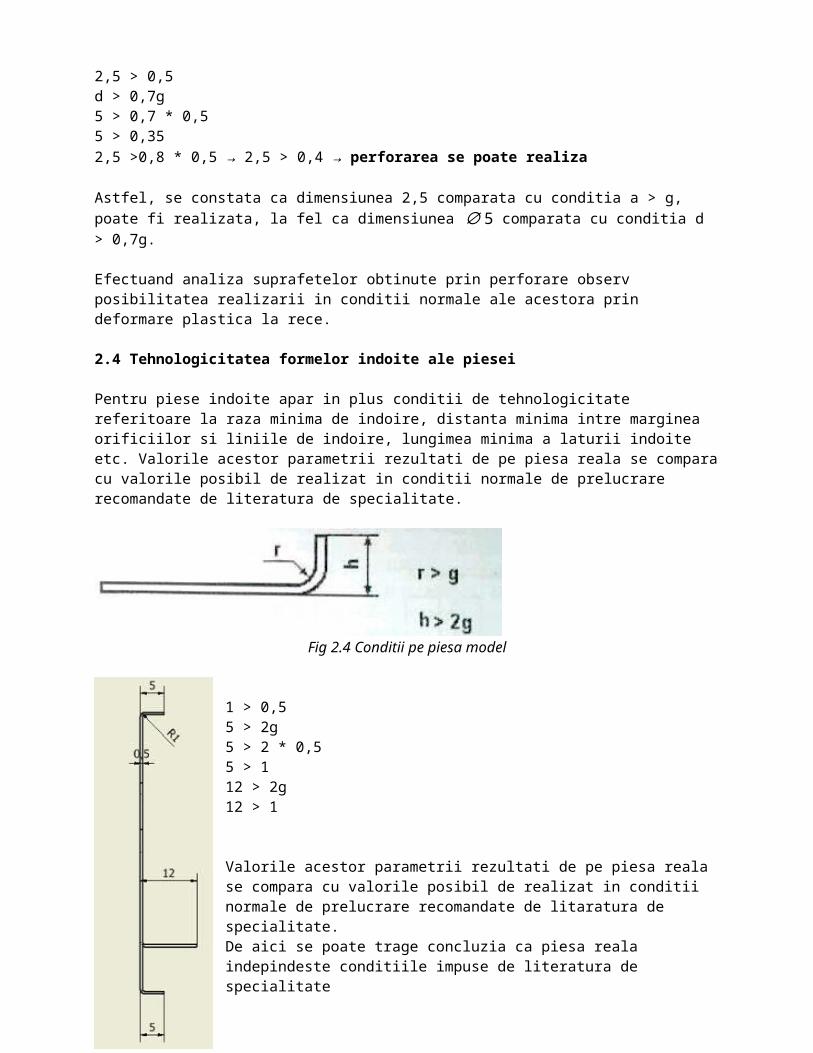
Fig 3.1 – Perforarea piesei
Fig 4.1 – Indoirea piesei
Varianta 2
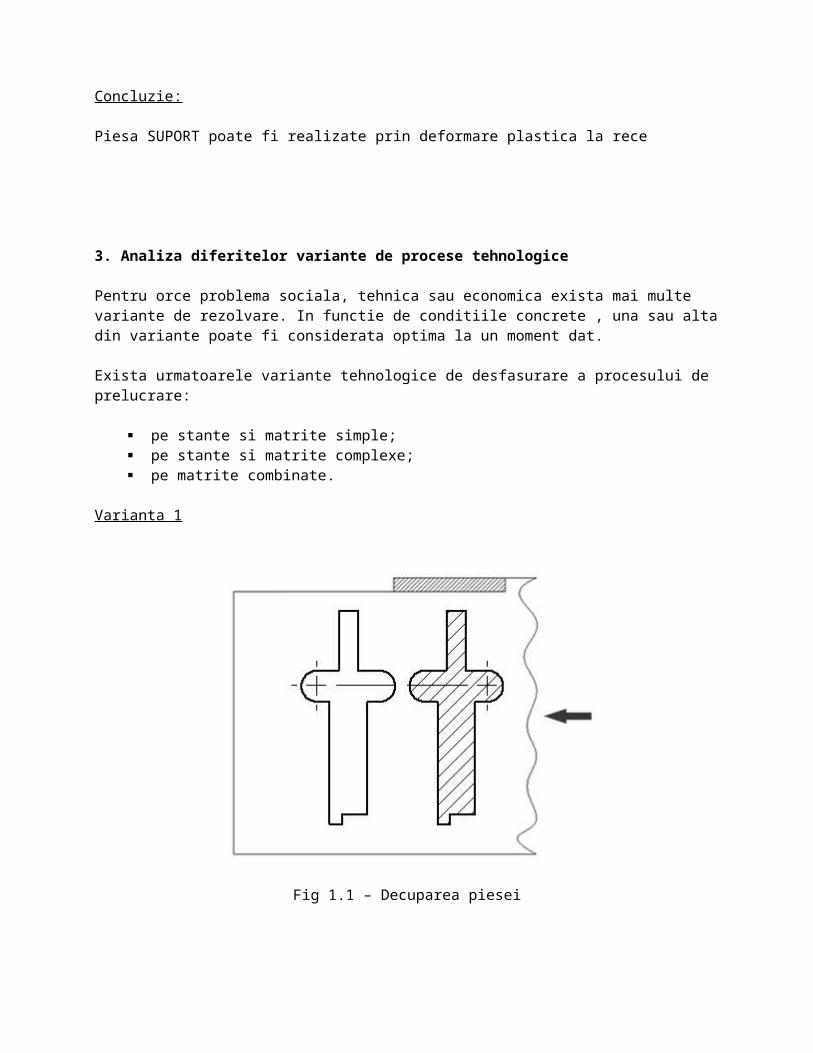
Fig 1.2 – Perforarea si decuparea succesiva a piesei
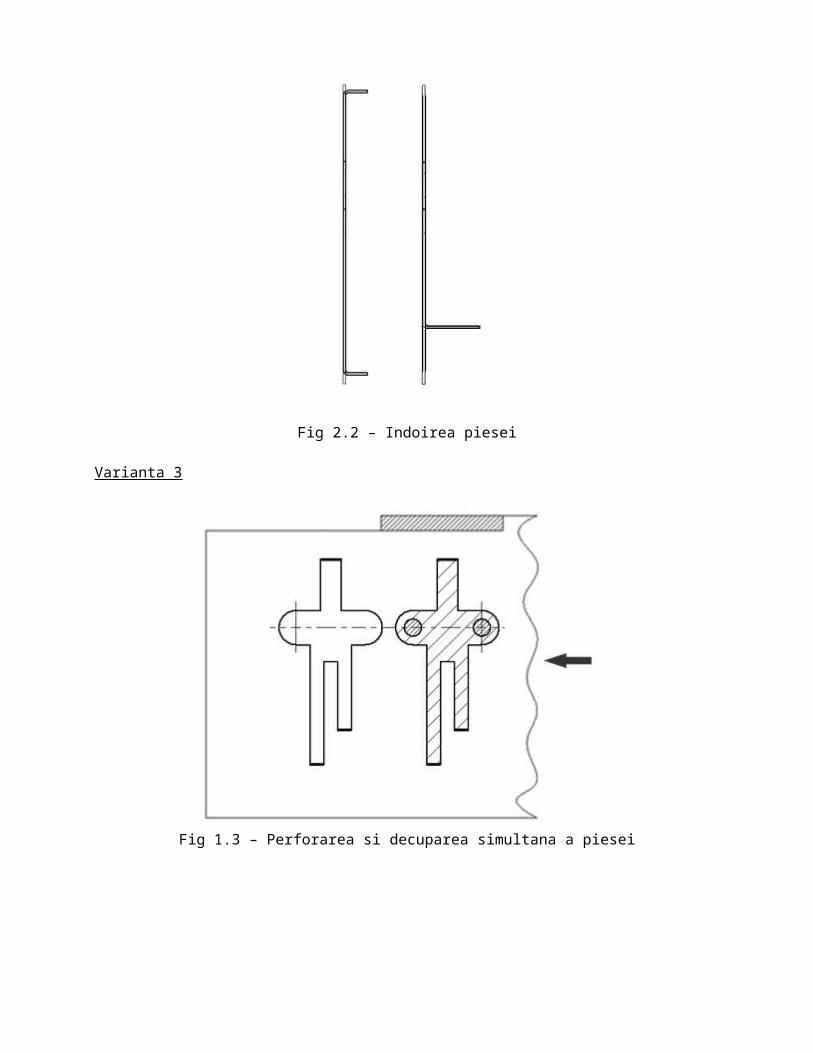
Fig 2.2 – Indoirea piesei
Varianta 3
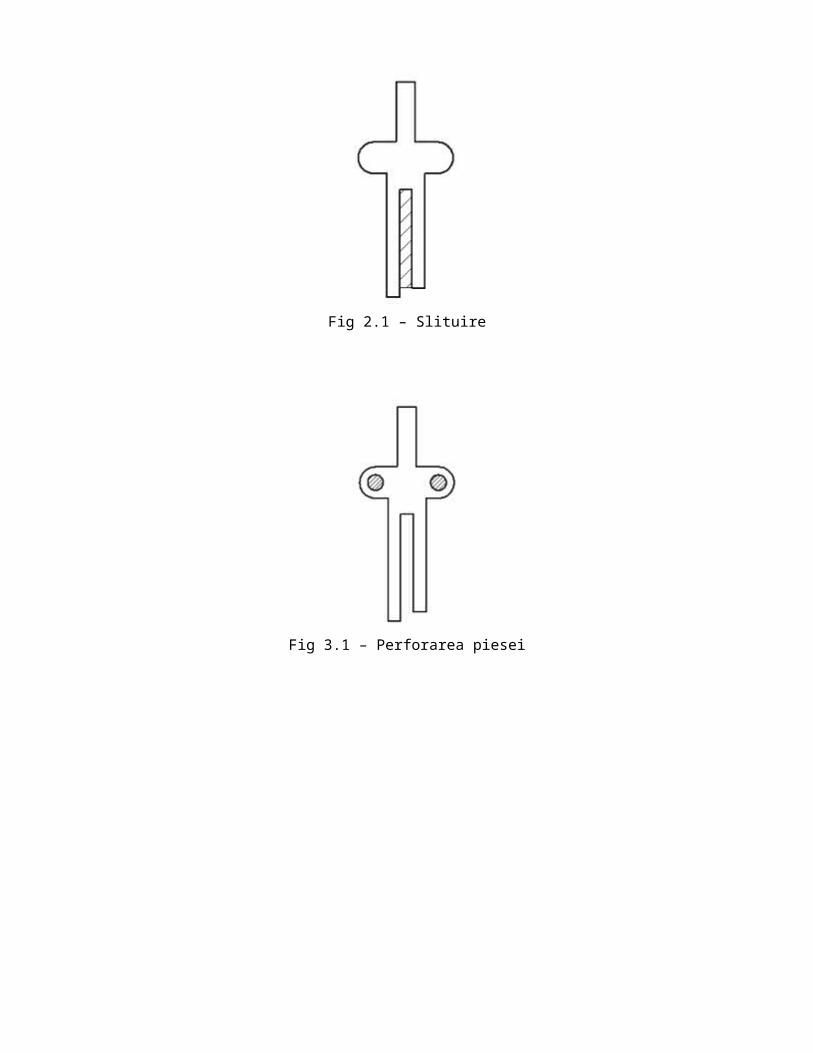
Fig 1.3 – Perforarea si decuparea simultana a piesei
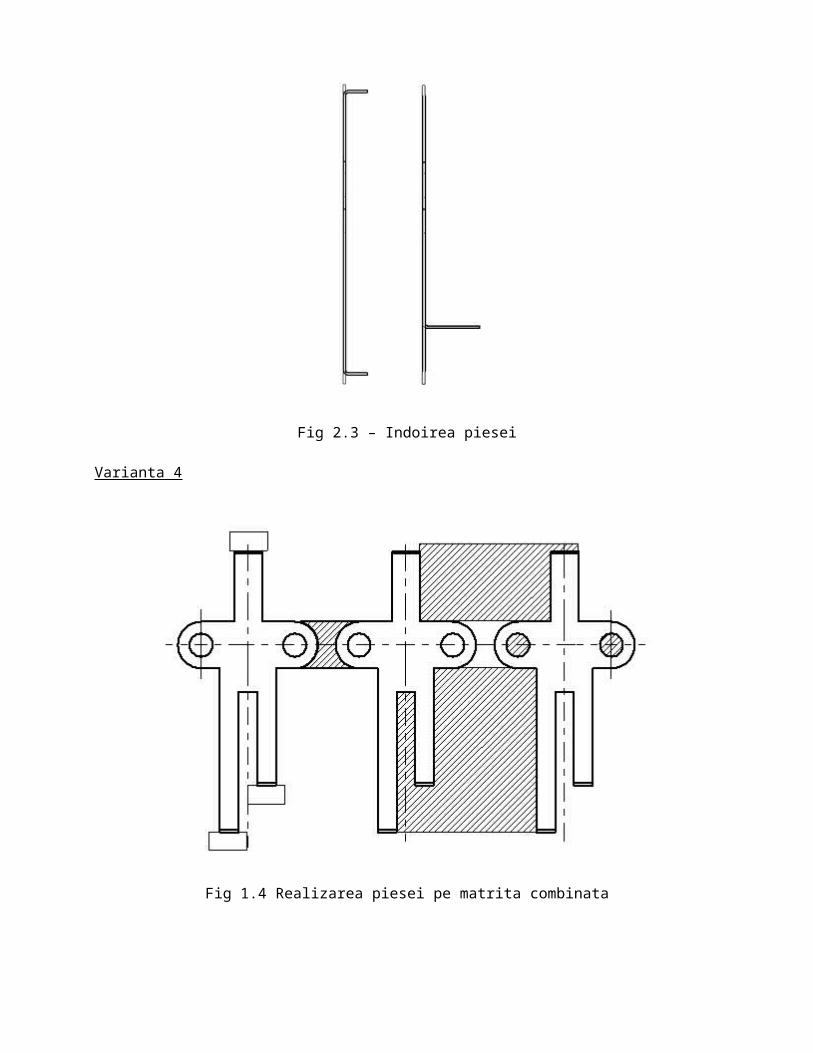
Fig 2.3 – Indoirea piesei
Varianta 4
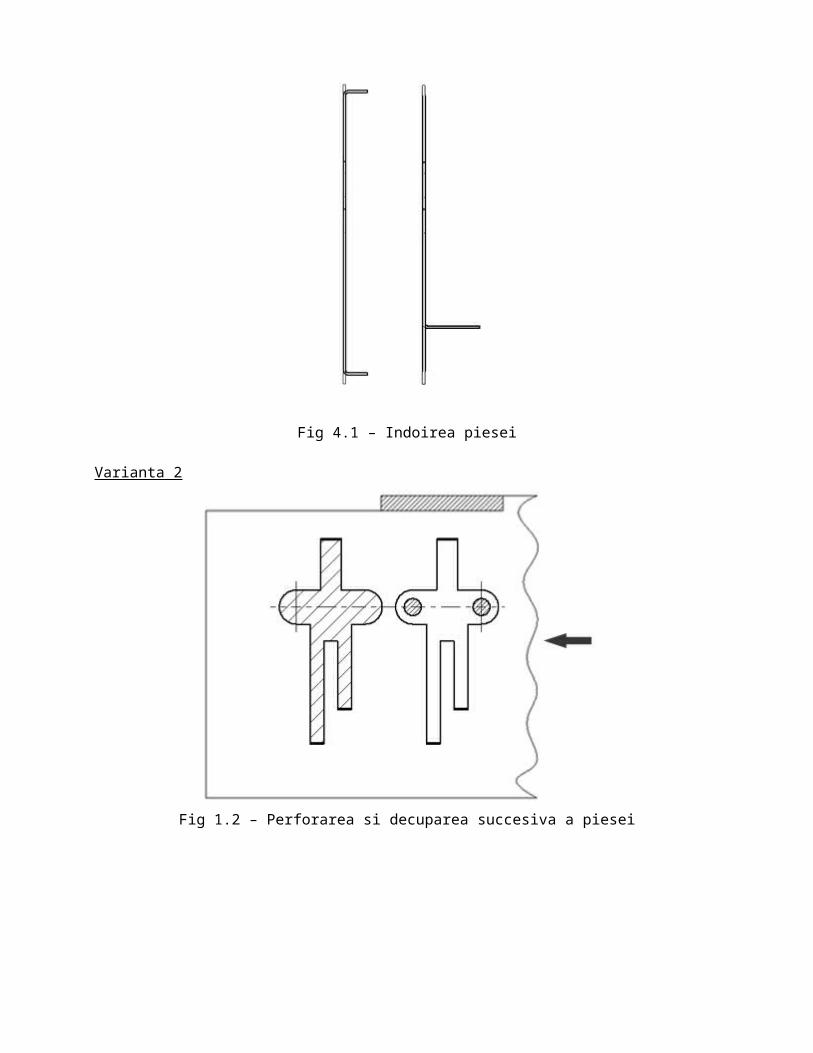
Fig 1.4 Realizarea piesei pe matrita combinata
Fig 1.5 Realizarea piesei pe matrita combinata
Se constata ca pentru o piesa relativ simpla s-au putut imagina 5 variante tehnologice. Oricare din acestea poate deveni optima in anumite conditii initiale date. Pentru o prezentare succinta si ordonata a acestor variante se propune completarea tabelului urmator.
Tabel 5Nr crt
Varianta tehnologica
Denumire operatie Denumire faza Schita operatiei
Denumirea sculei
1
Pe scule simple
Decupare a. Introducerea benzii
1. Decupareb. Avansul benziic. Scos piesa
Fig 1.1
Stanta simpla
Slituire a. Introdus banda1. Slituireb. Scos piesa
Fig 2.1Stanta simpla de slituit
Perforare a. Introdus semifabricatul in stanta
b. Orientarea semifabricatului
1. Perforarec. Scos piesa
Fig 3.1
Stanta simpla de perforat
Indoire a. Introdus piesa in matrita
b. Orientare1. Indoirec. Scos piesa
Fig 4.1
Matrita simpla de indoit
2
Pe scule complexe
Perforare + Decupare a. Introdus banda1. Perforareb. Avans2. Decuparec. Scos piesa
Fig 1.2
Stanta complexa cu actiune succesiva
Indoire a. Introdus piesab. Orientare1. Indoirec. Scos piesa
Fig 2.2Matrita simpla de indoit
Perforare + Decupare a. Introdus banda1. Perforare si
decupareb. Scos deseuc. Scos piesa
Fig 1.3
Stanta complexa cu actiune simultana
3 Indoire a. Introdus piesab. Orientare2. Indoirec. Scos piesa
Fig 2.3Matrita simpla de indoit
4 Perforare + a. Introdus banda Matrita
Pe scule combinate
slituire +indoire +retezare
1. Perforare2. Slituire3. Indoireb. Orientare4. Indoirec. Orientare5. Indoire6. Retezarec. Scos piesa
Fig 1.4
combinata cu actiune succesiva
5 Slituire +perforare + indoire +retezare
a. Introdus banda1. Slituire2. Perforare +
Indoire3. Retezareb. Scos piesa
Fig 1.5
Matrita combinata cu actiune succesiv-simultana
4. Analiza croirii semifabricatului
Ponderea cu care costul materialului intervine in pretul piesei(peste70%) impune ca etapa de analiza a croirii semifabricatului sa constituie principala cale de eficientizare a procesului de deformare.
a. Croirea dreapta cu deseuri , pe un rand ,cu asigurarea pasului prin intermediul poansonului de pas este reprezentata in fig 4.1.
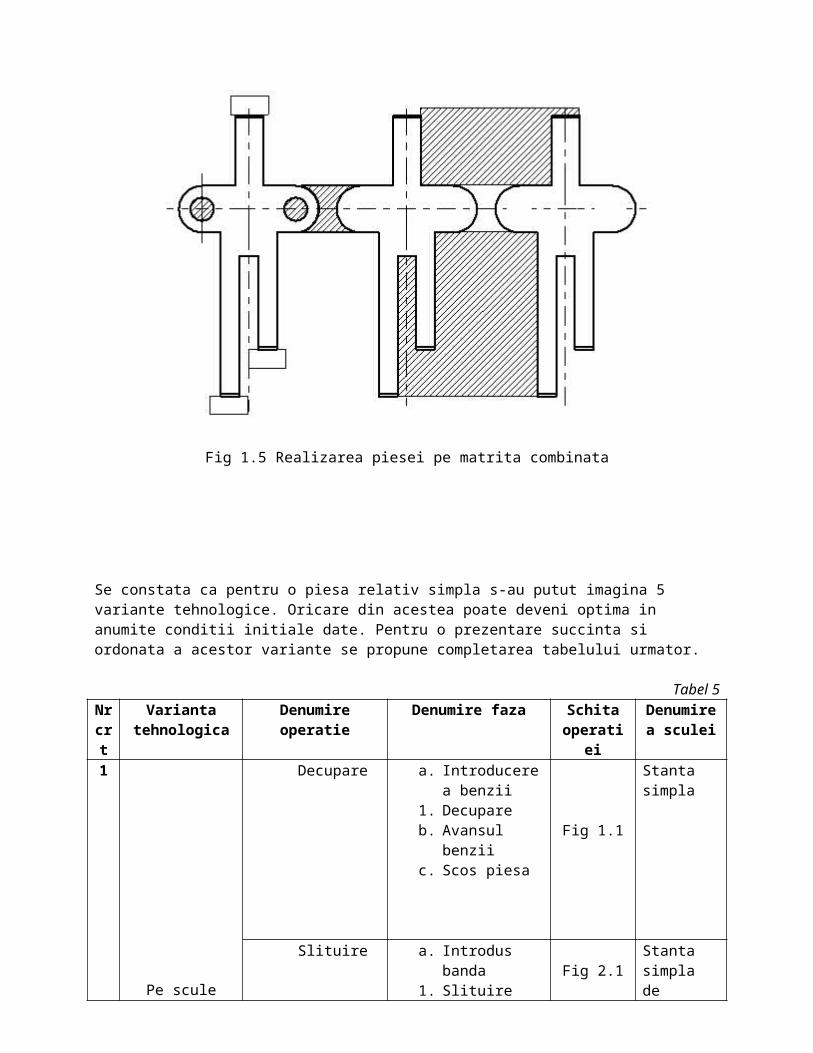
Fig. 4.1
a=k1∗k2∗k3∗a1=1,2∗1∗0,8∗0,8=0,77b=k1∗k2∗k3∗b1=1,2∗1∗0,8∗1,7=1,63c=1,5p=30+0,77=30,77
l=n∗D+(n−1 )∗a+2∗b+∆l+k∗c
unde,
n – nr randurilor de croire; D- dimensiunea piesei transversale pe lungimea semifabricaului;a – puntita intermediara; b- puntita laterala; c- puntita taiata de poansonul de pas; ∆ l- abaterea inferioara la latime a semifabricatului; k – nr poansoanelor de pas.
l=1∗67,92+2∗1,63+1∗1,5=72,68±0,3
b. Croirea dreapta cu deseuri , pe un rand cu asigurarea pasului cu ajutorul opritorului este reprezentata in fig 4.2
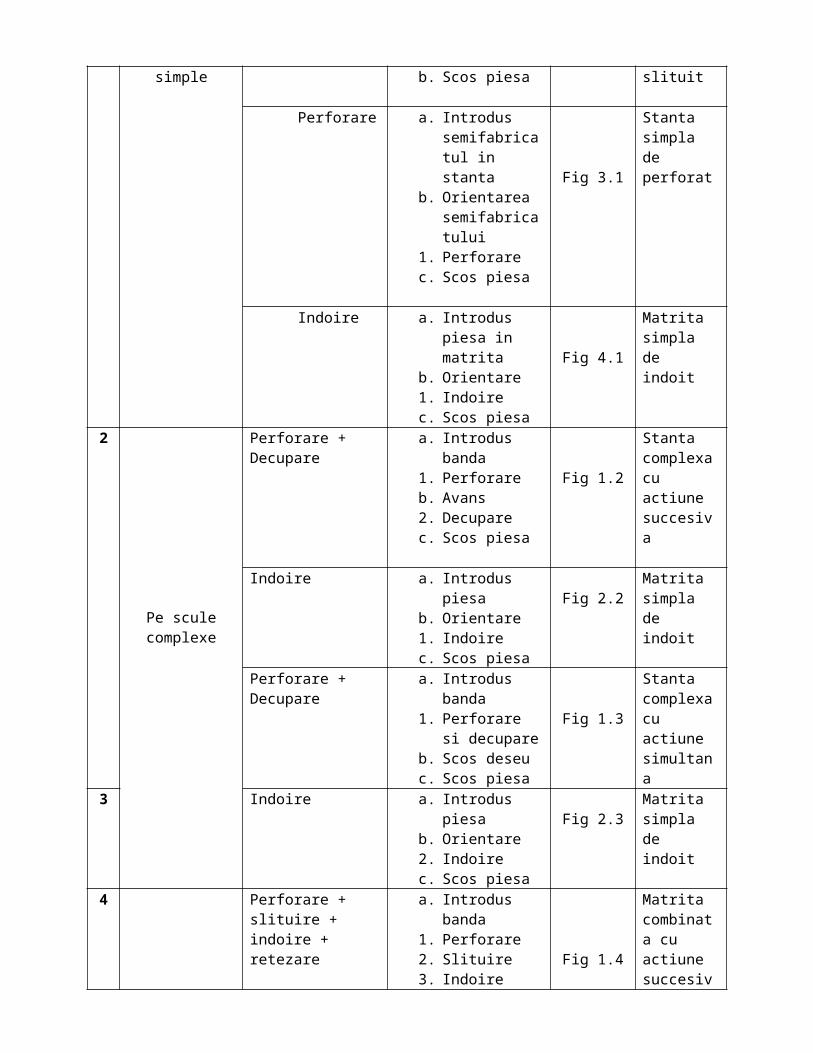
Fig. 4.2
l=71,48±0,3
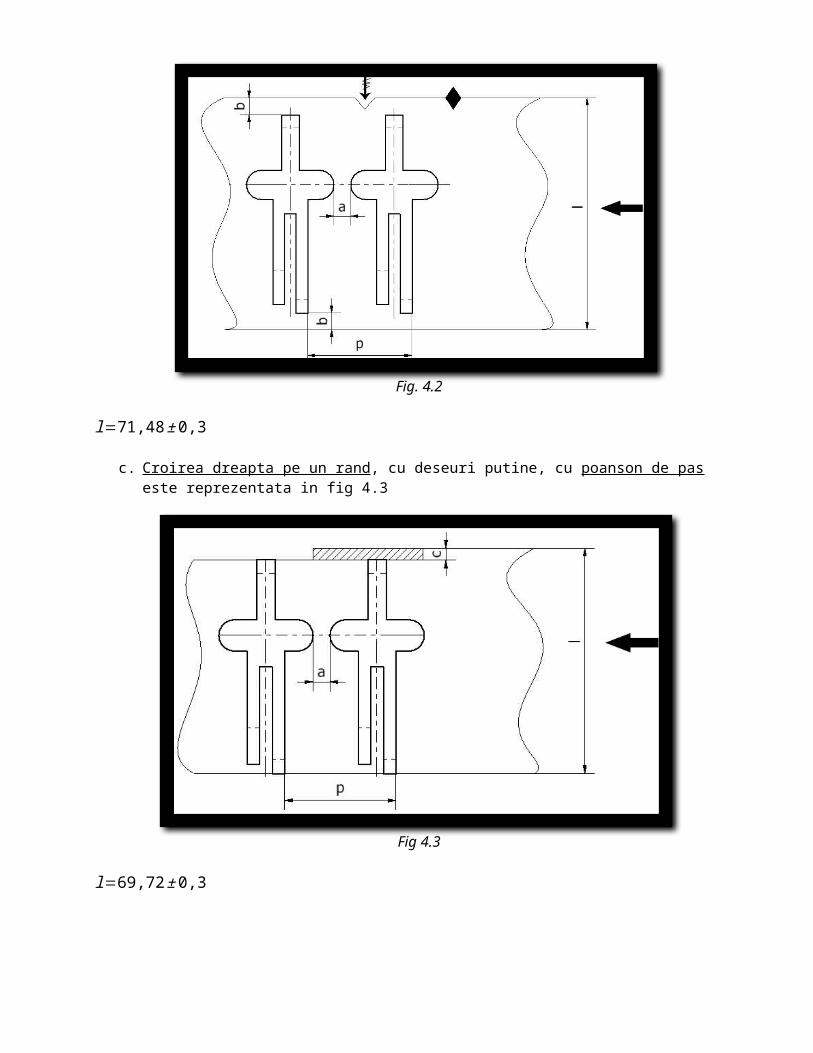
c. Croirea dreapta pe un rand , cu deseuri putine, cu poanson de pas este reprezentata in fig 4.3
Fig 4.3
l=69,72±0,3
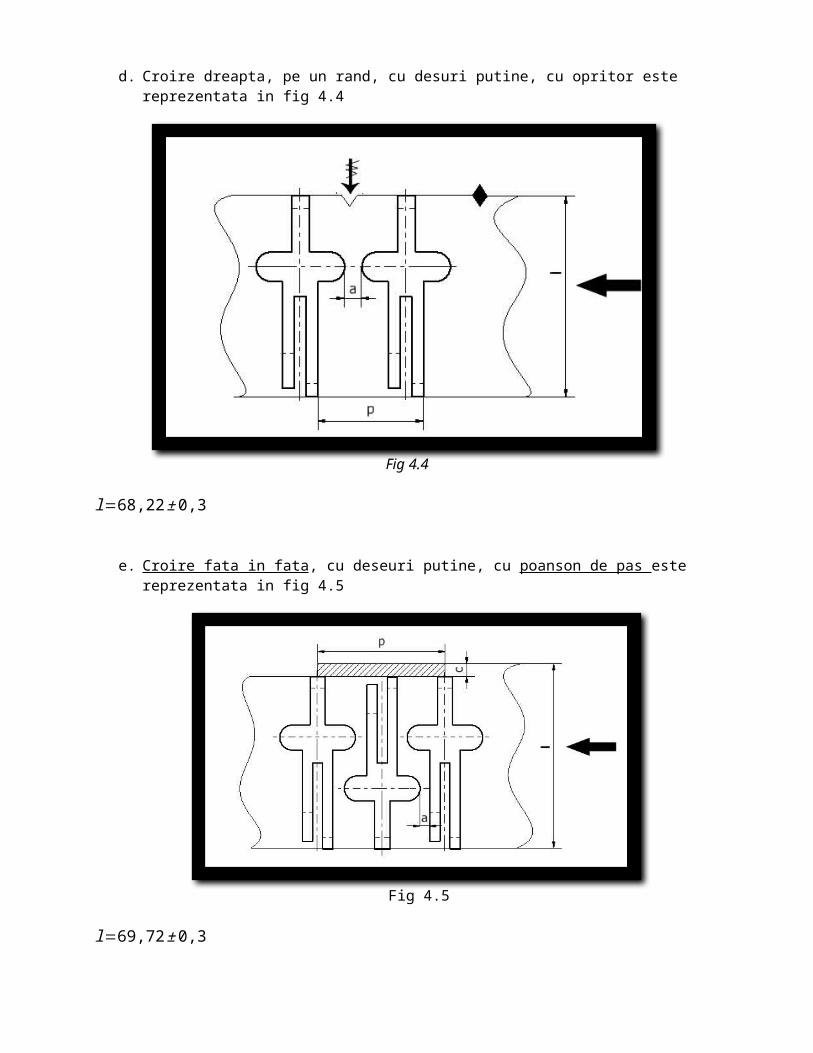
d. Croire dreapta, pe un rand, cu desuri putine, cu opritor este reprezentata in fig 4.4
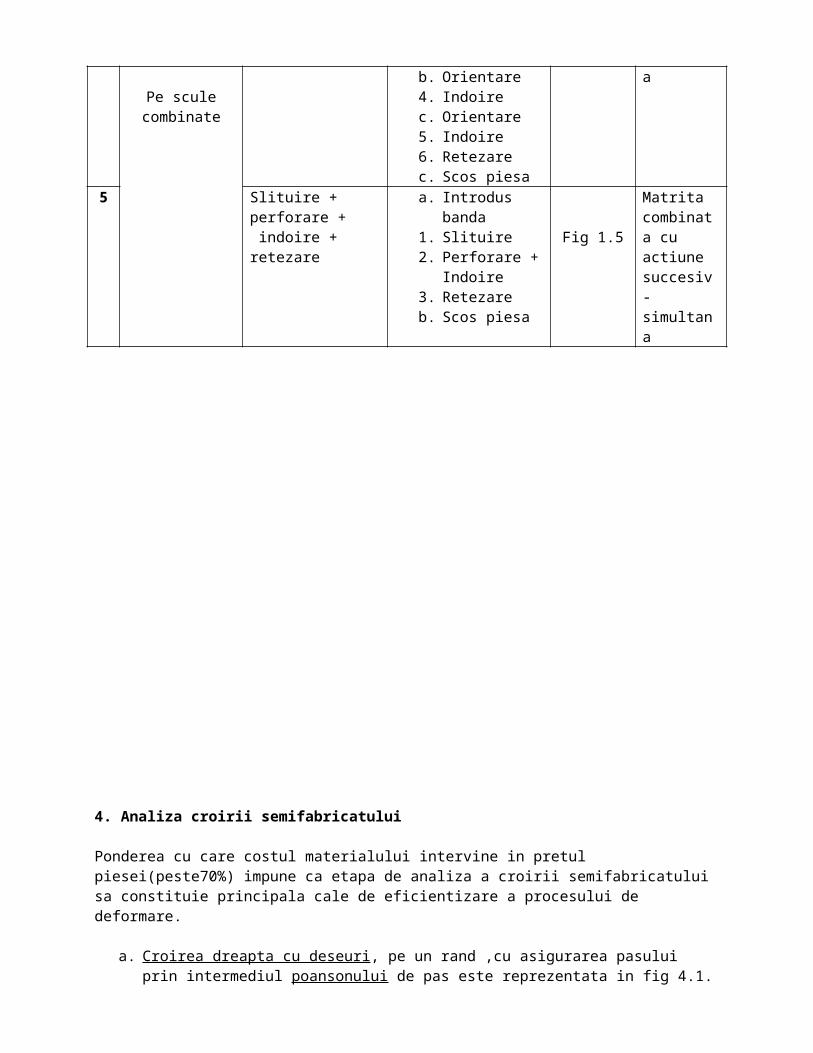
Fig 4.4
l=68,22±0,3
e. Croire fata in fata , cu deseuri putine, cu poanson de pas este reprezentata in fig 4.5
Fig 4.5
l=69,72±0,3
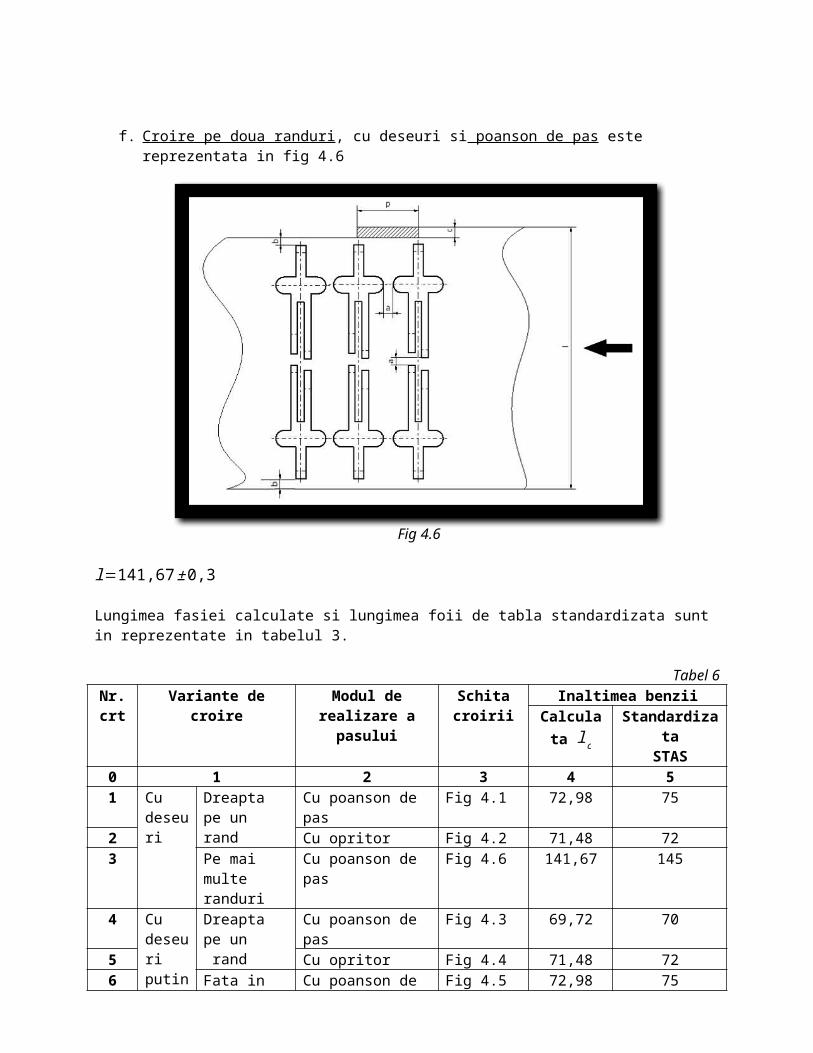
f. Croire pe doua randuri , cu deseuri si poanson de pas este reprezentata in fig 4.6
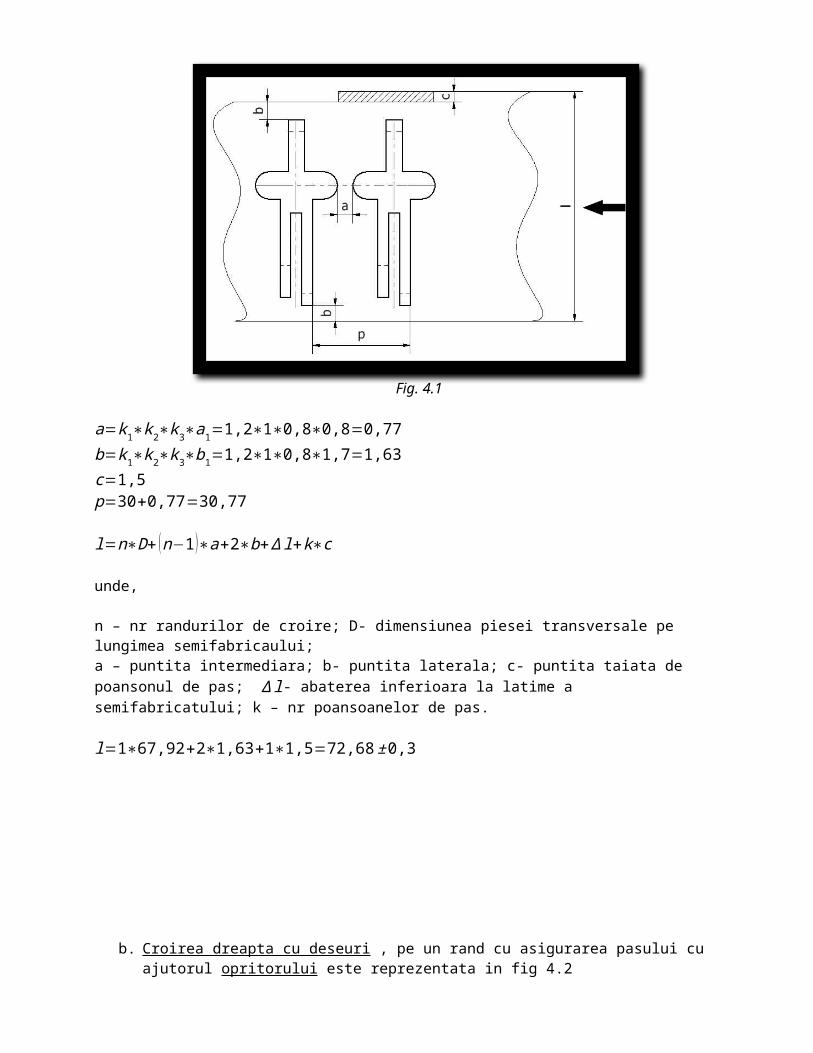
Fig 4.6
l=141,67±0,3
Lungimea fasiei calculate si lungimea foii de tabla standardizata sunt in reprezentate in tabelul 3.
Tabel 6Nr. crt
Variante de croire Modul de realizare a pasului
Schita croirii Inaltimea benziiCalculata lc Standardizata
STAS0 1 2 3 4 51 Cu
deseuri
Dreapta pe un rand
Cu poanson de pas Fig 4.1 72,98 752 Cu opritor Fig 4.2 71,48 723 Pe mai multe
randuriCu poanson de pas Fig 4.6 141,67 145
4 Cu deseuri putine
Dreapta pe un rand
Cu poanson de pas Fig 4.3 69,72 705 Cu opritor Fig 4.4 71,48 726 Fata in fata Cu poanson de pas Fig 4.5 72,98 75
Varianta optima de croire este croirea fata in fata, cu deseuri putine, cu poanson de pas.
Piesa fiind marginita de contruri drepte aceastea sunt dispuse chiar pe marginea semifabricatului si dispar puntitele laterale.
Schema optima de croire este prezentata in fig 4.5, prezentata mai sus.
Schemele de croire de tipul celor prezentate vor fi eliminate din multitudinea de scheme posibile. Un alt criteriu de selectare tehnica a schemelor de croire posibile se refera la pozitia liniei de indoire fata de directia de laminare a semifabricatului. Daca din conditia de tehnologicitate, privind raza minima de indoire, sau alte conditii functionale, impuse prin desenul de executie, este necesar ca linia de indoire sa
formeze un anumit un anumit unghi cu directia de laminare, din S.C.T.P se vor elimina acele scheme care nu indeplinesc aceasta conditie.
In functie de forma, precizie, posibilitati de obtinire etc, se pot mentiona si alte conditii tehnice care sa constituie criterii de selectare a schemelor de croire.Criteriile tehnologice de selectare a schemelor de croire asigura luarea in considerare a acelor scheme de croire care permit desfasurarea proceselor de prelucrare in conformitate cu conditiile initiale impuse prin tema de proiectare (referitoare la volumul de productie, productivitate, nivelul de pregatire al personalului muncitor, consum de material etc). Astfel, in cazul in care productivitatea prelucrarii trebuie sa fie foarte ridicata se vor pastra acele scheme la care croirea a fost facuta pe mai multe randuri, daca economia de material este un obiectiv impus prin tema de proiectare, se vor pastra in studiu numai acele scheme al caror coeficienti de croire si folosire depasesc o anumita valoare impusa.
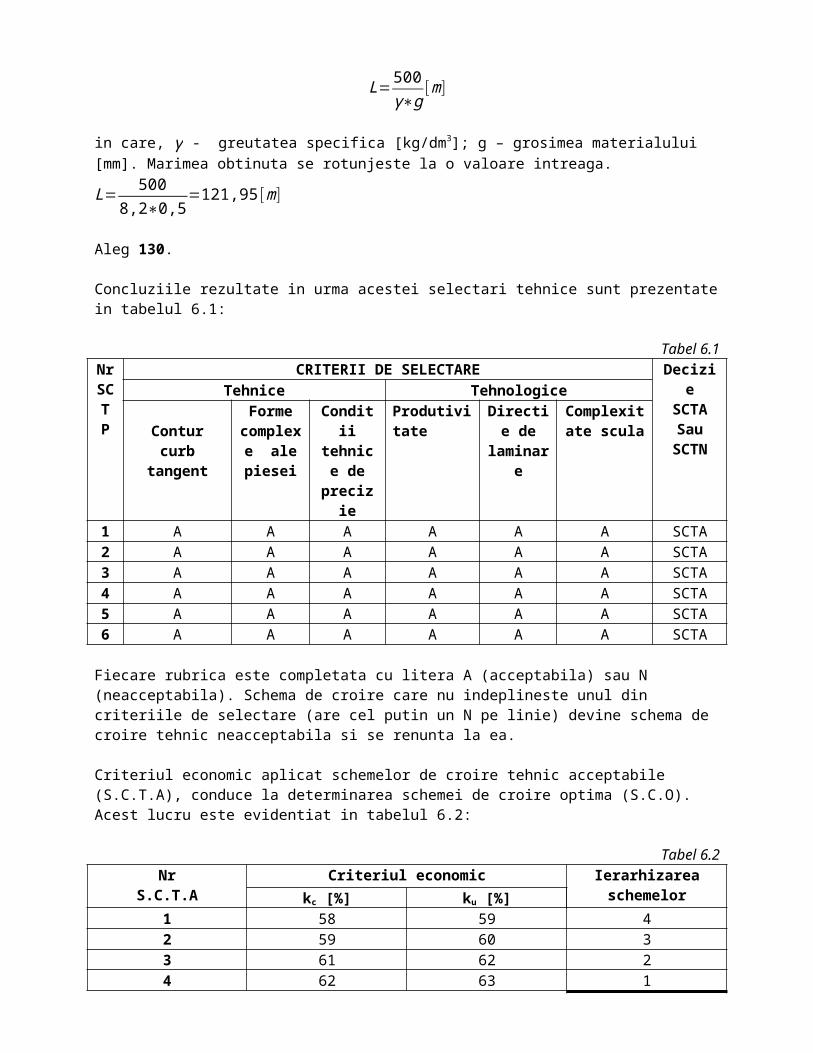
Schemele de croire tehnic acceptabile (S.C.T.A) ramase dupa selectarea tehnica si tehnologica sunt supuse unei noi selectari economice in urma careia rezulta schema de croire optima (S.C.O).Criteriul cel mai importat care sta la baza acestei selectari este coeficientul de croire (kc), iar in cazul croirii combinate, coeficientul de utilizare a materialului(ku). Pentru calculul acestor coeficienti este necesara cunoasterea lungimii benzii. Cum aceasta, de obicei, nu este standardizata se recomanda utilizarea unei relatii empirice pentru calculul lungimii ei:
L= 500γ∗g
[m ]
in care, γ - greutatea specifica [kg/dm3]; g – grosimea materialului [mm]. Marimea obtinuta se rotunjeste la o valoare intreaga.
L= 5008,2∗0,5
=121,95[m ]
Aleg 130.
Concluziile rezultate in urma acestei selectari tehnice sunt prezentate in tabelul 6.1:
Tabel 6.1NrSCTP
CRITERII DE SELECTARE DecizieSCTASau
SCTN
Tehnice Tehnologice
Contur curb tangent
Forme complexe ale piesei
Conditii tehnice
de precizie
Produtivitate Directie de
laminare
Complexitate scula
1 A A A A A A SCTA2 A A A A A A SCTA3 A A A A A A SCTA4 A A A A A A SCTA5 A A A A A A SCTA6 A A A A A A SCTA
Fiecare rubrica este completata cu litera A (acceptabila) sau N (neacceptabila). Schema de croire care nu indeplineste unul din criteriile de selectare (are cel putin un N pe linie) devine schema de croire tehnic neacceptabila si se renunta la ea.
Criteriul economic aplicat schemelor de croire tehnic acceptabile (S.C.T.A), conduce la determinarea schemei de croire optima (S.C.O). Acest lucru este evidentiat in tabelul 6.2:
Tabel 6.2Nr
S.C.T.ACriteriul economic Ierarhizarea schemelor
kc [%] ku [%]1 58 59 42 59 60 33 61 62 24 62 63 15 61 62 16 60 30 5
Schema de croire optima este aceea schema care are cea mai mare valoare a coeficientului de croire (Kc) sau a coeficientului de utilizare (ku) in cazul croirii combinate.
k c=n∗Ap∗l s
∗100 [%]
unde,
n – numarul de randuri de croire; A – aria piesei determinata de conturul exterior al acesteia; p – pasul de croire; ls – latimea calculata a fasiei sau standardizata a benzii.
ku=N∗A0L∗l s
∗100 [%]
unde,
N – numarul de piese care rezulta dintr-un semifabricat (banda sau fasie N = L/p); A0 – aria efectiva a piesei (cuprinsa intre conturul exterior si contururile interioare); ls – latimea calculata a fasiei sau standardizata a benzii; L – lungimea semifabricatului.
N= 13530,77
=4,387
A=6∗19+20∗10+6∗12+33∗4+30∗4+π∗52=1318,13A0=1318,13−2 (π∗2,52)=1278,87
k c1=1∗1318,1330,77∗72,68
∗100=58 [%]
k c2=1∗1318,1330,77∗71,48
∗100=59[%]
k c3=1∗1318,1330,77∗69,72
∗100=61[%]
k c4=1∗1318,1330,77∗68,22
∗100=62[% ]
k c5=1∗1318,1330,77∗69,72
∗100=61[%]
k c6=1∗1318,1330,77∗141,67
∗100=60[% ]
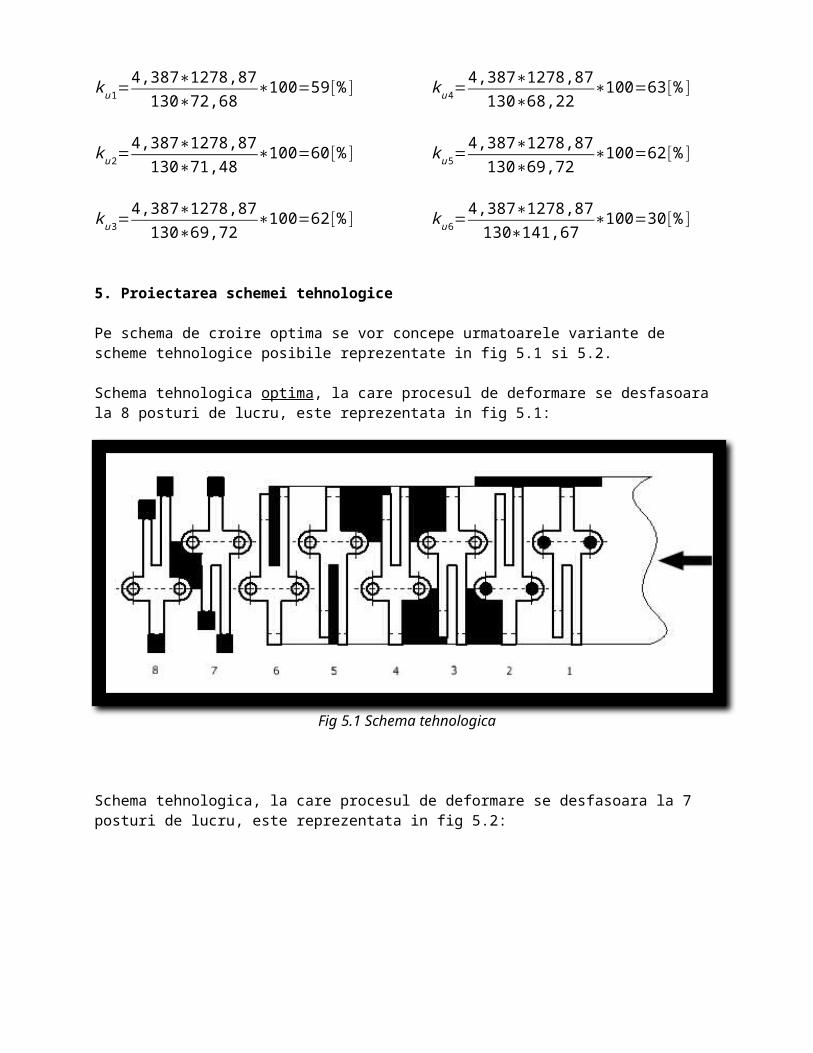
ku1=4,387∗1278,87130∗72,68
∗100=59 [% ]
ku2=4,387∗1278,87130∗71,48
∗100=60 [%]
ku3=4,387∗1278,87130∗69,72
∗100=62 [% ]
ku 4=4,387∗1278,87130∗68,22
∗100=63[% ]
ku5=4,387∗1278,87130∗69,72
∗100=62 [% ]
ku6=4,387∗1278,87130∗141,67
∗100=30 [%]
5. Proiectarea schemei tehnologice
Pe schema de croire optima se vor concepe urmatoarele variante de scheme tehnologice posibile reprezentate in fig 5.1 si 5.2.
Schema tehnologica optima, la care procesul de deformare se desfasoara la 8 posturi de lucru, este reprezentata in fig 5.1:
Fig 5.1 Schema tehnologica
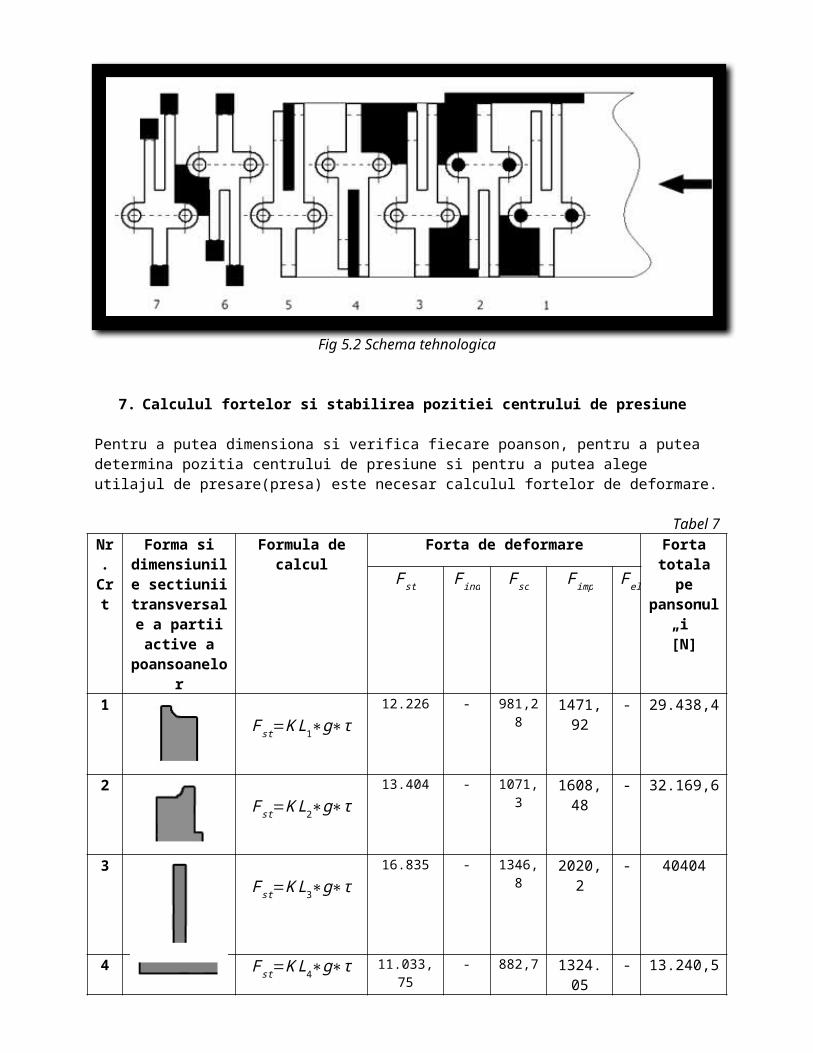
Schema tehnologica, la care procesul de deformare se desfasoara la 7 posturi de lucru, este reprezentata in fig 5.2:
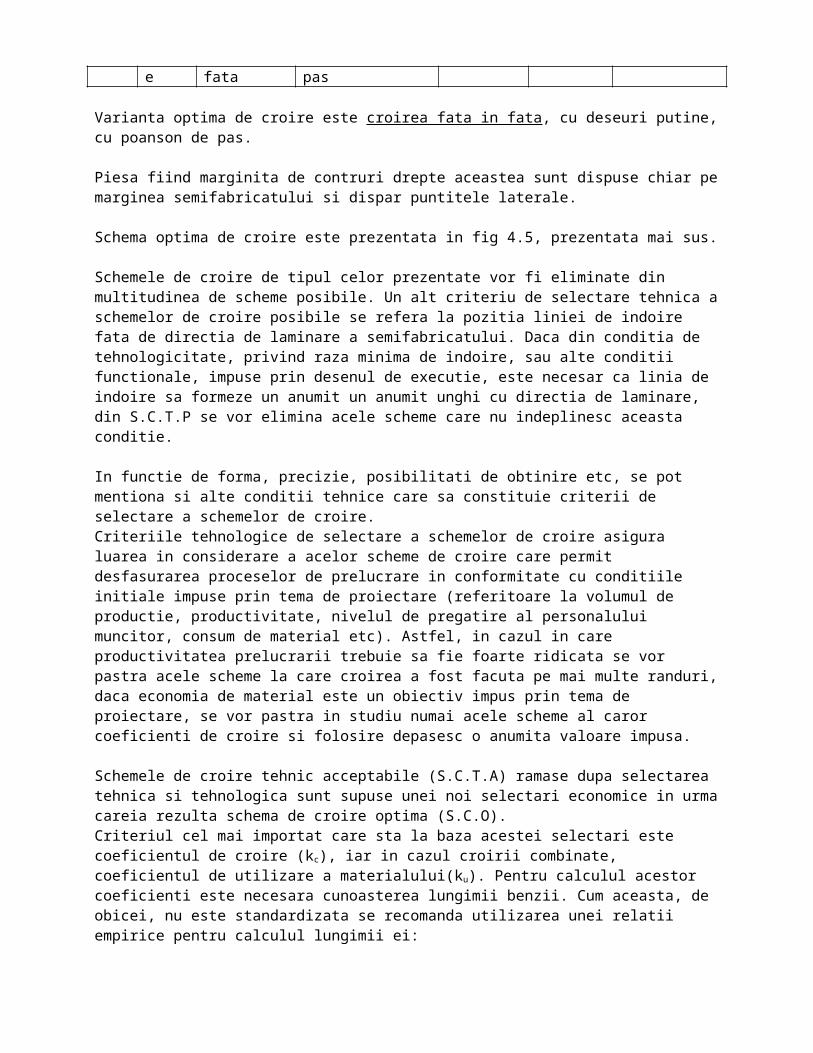
Fig 5.2 Schema tehnologica
7. Calculul fortelor si stabilirea pozitiei centrului de presiune
Pentru a putea dimensiona si verifica fiecare poanson, pentru a putea determina pozitia centrului de presiune si pentru a putea alege utilajul de presare(presa) este necesar calculul fortelor de deformare.
Tabel 7Nr. Crt
Forma si dimensiunile
sectiunii transversale a partii active a poansoanelor
Formula de calcul Forta de deformare Forta totala pe
pansonul „i”[N]
F st F ind F sc F imp F el
1F st=K L1∗g∗τ
12.226 - 981,28 1471,92 - 29.438,4
2F st=K L2∗g∗τ
13.404 - 1071,3 1608,48 - 32.169,6
3F st=K L3∗g∗τ
16.835 - 1346,8 2020,2 - 40404
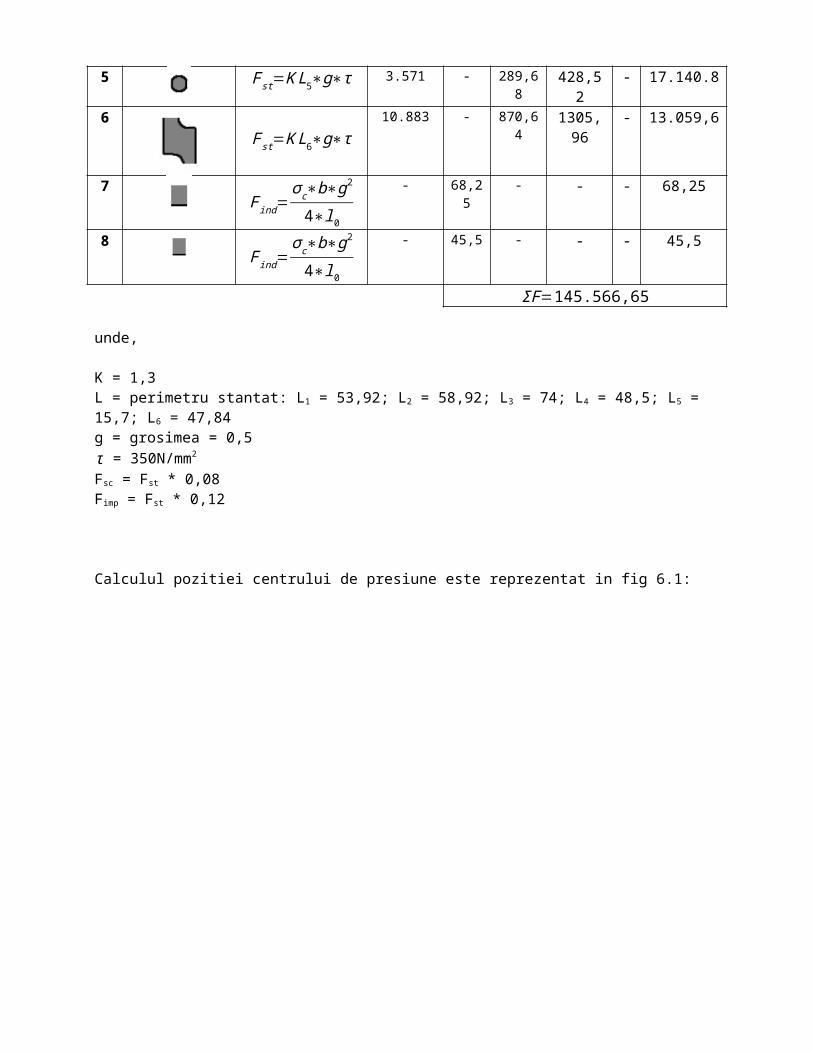
4 F st=K L4∗g∗τ 11.033,75 - 882,7 1324.05 - 13.240,5
5 F st=K L5∗g∗τ 3.571 - 289,68 428,52 - 17.140.8
6F st=K L6∗g∗τ
10.883 - 870,64 1305,96 - 13.059,6
7F ind=
σc∗b∗g2
4∗l0
- 68,25 - - - 68,25
8F ind=
σc∗b∗g2
4∗l0
- 45,5 - - - 45,5
ΣF=145.566,65
unde,
K = 1,3L = perimetru stantat: L1 = 53,92; L2 = 58,92; L3 = 74; L4 = 48,5; L5 = 15,7; L6 = 47,84g = grosimea = 0,5τ = 350N/mm2
Fsc = Fst * 0,08Fimp = Fst * 0,12
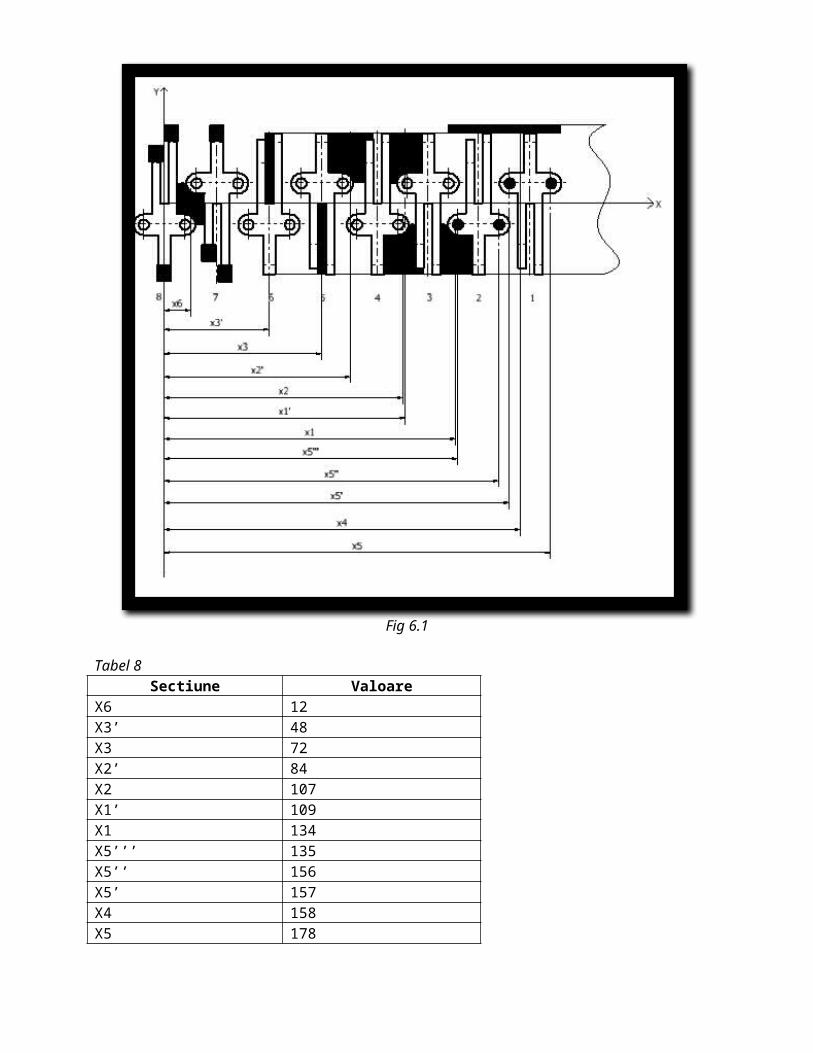
Calculul pozitiei centrului de presiune este reprezentat in fig 6.1:
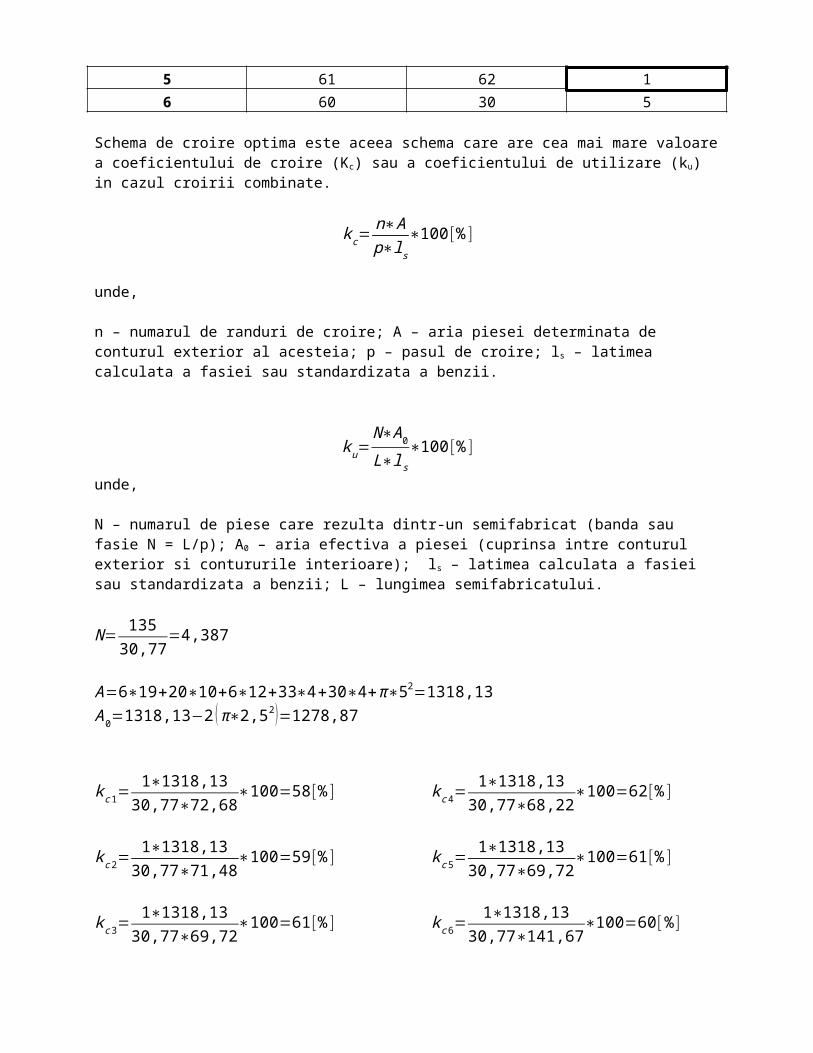
Fig 6.1
Tabel 8Sectiune Valoare
X6 12X3’ 48X3 72X2’ 84X2 107X1’ 109X1 134X5’’’ 135X5’’ 156X5’ 157X4 158X5 178
Determinarea pozitiei centrului de presiune se face raportand schema tehnologica adoptata la un sistem de axe ales convenabil, folosind relatii adecvate.
XCP=∑i=1
i=n
F i∗x i
∑i=1
i=n
F i
Y CP=∑i=1
i=n
F i∗yi
∑i=1
i=n
F i
Y CP=13.240,5∗23,5145.566,65
=2,14
XCP=45,5∗4+13059,6∗12+45,5∗20+68,25∗24+45,5∗28+20202∗48+20202∗72+16084,8∗84+¿
❑ ¿
¿16084,8∗107+14719,2∗109+14719,2∗134+4285,2∗135+4285,2∗156+13240,5∗157+¿145.566,65
¿
¿4285,2∗158+4285,2∗178❑ =96.17
B. PROIECTAREA ECHIPAMENTULUI DE DEFORMARE – STANTA SAU MATRITA
1. Calculul de verificare al unor elemente componente
1.1 Verificarea elementelor active
a. Calculul de verificare a unui poanson de perforat ∅ 5
Verificarea la compresiune a poansoanelor se face pentru sectiunea transversala, cu arie minima, conform relatiei:
σ c=Fi
A imin≤Rmc [MPa]
in care,
σ ceste tensiunea efectiva de compresiuneF i este forta de deformare transmisa prin poansonul i; Aimin este aria minima a sectiunii transveraleRmc este rezistenta admisibila la compresiune
Rmc= 1000÷1600 [MPa ]
Aimin=π∗d2
4=π∗52
4=19,63
σ c=4285,219,63
=218,3≤ Rmc
b. Verificarea la flambaj a poansoanelor
Verificarea la flambaj a poansoanelor se face avand in vedere solutia constructiva adoptata pentru ghidarea acestora si coeficientul de sveltete determinat cu relatia:
λ=l f
imin
In care,
lf este lungimea de flambaj a carei valoare este:
lf =√22
∗l pentru poansoane ghidate si lf =2 l pentur poansoane neghidate; imin este raza
de inertie minima determinata cu relatia:
imin=√ Imin
Amin
, in care Imin este momentul de inertie minim al sectiunii transversale;
Amin este aria minima a sectiunii transversale
Imin=π∗d4
64=30,6 8
Amin=π∗d2
4=π∗52
4=19,63
imin=√ 30,6819,63=1,25
lf =√22
∗l=√22
∗100=70,71
λ=l f
imin=70,711,25
=56,57
Pentru cazurile in care λeste mai mare decat λ0 (λ0=90 pentru oteluridure) verificarea se face cu relatia lui Euler:
F icr=2∗π2∗E∗Imin
l2=2∗π2∗21000∗30,68
10000=1270,46 [N ]
In care,
F icr este forta critica de flambaj (forta maxima pe care poansonul o suporta fara sa flambeze);E este modulul de elasticitate longitudinala;I este lungimea libera a poansonului
c. Verificarea la strivire a placii de capat
σ str=Fi
A0 ≤ Rmc
Rmc=120…180[ MPa]
σ str=4285,219,63
=218 ,30>Rmc → poansonul nurezista la strivire. Prin urmare se va adauga la
constructia matritiei o placa de presiune.
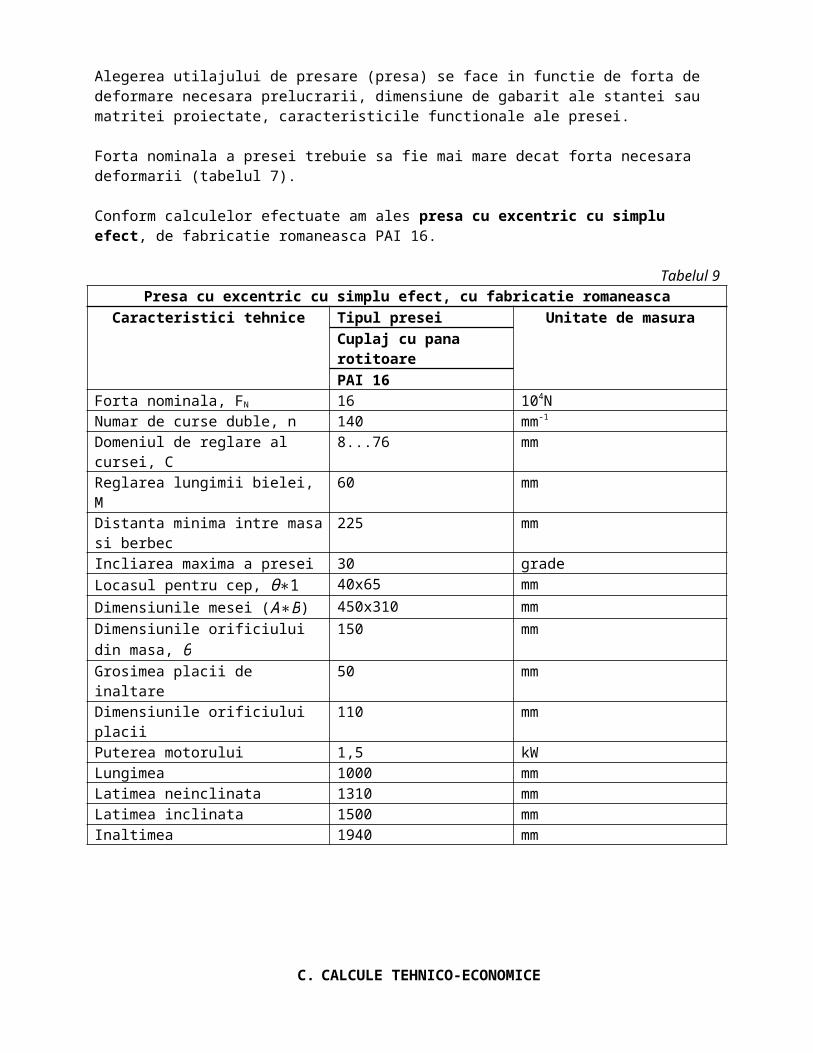
2. Alegerea utilajului de presare
Alegerea utilajului de presare (presa) se face in functie de forta de deformare necesara prelucrarii, dimensiune de gabarit ale stantei sau matritei proiectate, caracteristicile functionale ale presei.
Forta nominala a presei trebuie sa fie mai mare decat forta necesara deformarii (tabelul 7).
Conform calculelor efectuate am ales presa cu excentric cu simplu efect, de fabricatie romaneasca PAI 16.
Tabelul 9Presa cu excentric cu simplu efect, cu fabricatie romaneasca
Caracteristici tehnice Tipul presei Unitate de masuraCuplaj cu pana rotitoarePAI 16
Forta nominala, FN 16 104NNumar de curse duble, n 140 mm-1
Domeniul de reglare al cursei, C 8...76 mmReglarea lungimii bielei, M 60 mmDistanta minima intre masa si berbec 225 mmIncliarea maxima a presei 30 gradeLocasul pentru cep, θ∗1 40x65 mmDimensiunile mesei ( A∗B) 450x310 mmDimensiunile orificiului din masa, θ 150 mmGrosimea placii de inaltare 50 mmDimensiunile orificiului placii 110 mmPuterea motorului 1,5 kWLungimea 1000 mmLatimea neinclinata 1310 mmLatimea inclinata 1500 mmInaltimea 1940 mm
C. CALCULE TEHNICO-ECONOMICE
Proiectarea unor procese tehnologice care sa satisfaca la un moment dat anumite conditii tehnice si economice impune necesitatea efectuarii unor calcule economice.
1. Calculul normei de timp
Pentru calculul costului piesei, indiferent de varianta de proces tehnologic prin care aceasta se obtine, precum si pentru stabilirea unei anumite organizari a fabricatiei este necesara determinarea normei de timp.
Norma de timp reprezinta timpul necesar realizarii unei operatii in conditiile tehnico-organiatorice date ale locului de munca. Piesa poate fi realizata pe baza unui proces tehnologic (varianta 1), desfasurat pe stante si matrite simple, prin operatii de decupare, perforare, indoire si pe baza unui proces tehnologic (varianta 2), care se desfasoara pe o matrita combinata de perforat, slituit, indoit si retezat.
Pentru alegerea variantei optime de proces tehnologic trebuie calculate normele de timp pentru executarea piesei in cele doua variante, precum si modul in care variaza pretul piesei in functie de volumul de fabricatie de 1.999 999 bucati. Piesa se realizeaza din alama cu grosimea 0,5 mm, avand aria de 1318, 13 mm2 cu o eficienta a croirii exprimata prin coeficientul kf = 59 %, cu necesitatea de a realiza un numar n1 = 1 999 999 bucati.
Varianta 1
Considerand ca piesa se obtine prin decupare din banda colac, norma de timp se determina cu relatia:
NT=T pi
nl+[T fu
x+(Ta13+T a4
x1+
T a51
x❑ )∗k s∗kg]∗(1+ k dl+kon
100 )Unde,
T pi este timpul de pregatire incheiere; n=1999999, numarul pieselor din lot; T fu este timp de functionare utila (timp de baza); T a13 este timp ajutator cu introducerea benzii in stanta; T a4 este timp consumat cu comanda presei; T a51 este timp consumat cu avansul benzii; k s este coeficient care tine seama de tipul productiei; k g este coeficient de corectie care tine seama de natura sigrosimea materialului; k dl este coeficient ce tine seama de timpul consumat cu deservirea locului de munca; k on este coeficient ce tine seama de timpul de odihna. Cu aceste valori ale parametrilor relatia devine:
NT=25
199999+[ 0,00831 +( 0,024+0,037150
+ 0,0171 )∗1∗1,04]∗(1+ 6+10,5100 )
NT=0,0307

X1 este numarul de piese obtinute dintr-o banda: 750/5 = 150
X – numarul pieselor utilizatela o cursa dubla a poansonului.
Pentru operatia de perforare, unde semifabricatele sunt piesele obtinute prin decupare la operatia anterioara, norma de timp se determina cu relatia:
NT=T pi
nl+[T fu
x+(Ta12+T a22+T a4+T a72+T a92
x+T a8+T a10)∗ks∗k g]∗(1+ kdl+k on
100 )NT=
221999999
+[ 0,0121 +( 0,052+0,069+0,037+0,0221+0,057+0)∗1∗1,04 ]∗(1+ 6+10,5100 )
NT=0 ,3011min
Pentru operatia de indoire care mai trebuie executata pentru ca piesa sa fie terminata, norma de timp se determina cu relatia:
NT=T pi
nl+[T fu
x+(Ta12+T a22+T a4+T a72+T a8
x+Ta8+T a10)∗k s∗k g]∗(1+ kdl+kon
100 )Valorile parametrilor sunt aceeasi ca in relatia precdenta si ca urmare norma de timp va fi:
NT=0 ,3011min
Utilizand relatia de mai jos vom determina costul piesei:
C1=A0∗γ∗p104∗k f
+¿
η=[ NT∗nz∗n0∗d0∗kn∗60
∗100]%C1=
1318,13∗2∗7,8∗0,70104∗59
+[ 7,560∗(0,0307+0,3011+0,3011)+ 1060
∗(25+22+221999999 )]¿(1+ 300100 )+ 4,2
19999992
¿( 5200∗200∗2∗8∗60∗0,950,0307∗100+2 5200−200∗2∗8∗60∗0,95
0,3011∗100 )+1
1999999(50+30+30 )
C1=0,325 lei/buc

Varianta 2
Atunci cand piesa se obtine pe o matrita combinata norma de timp se determina cu relatia:
T u=Tb∗A
x+
A∗(∑ T ai+∑T as)x1
+A∗∑ T ac
T u=0,00941
+ 0,024+0,173150
+0,029=0,039min
N t=22
1999999+1,04∗0,039=0,04min
Costul piesei se obtine cu relatia:
C2=A0∗γ∗p104∗k f
+[ Rm
60∗T u+
R r
60∗T pi
n ]∗[1+ R100 ]+[Au
vU
η+k∗V S]
C2=1318,13∗2∗7,8∗0,70
104∗59+[ 7,560∗0,039+ 1060∗( 22
1999999 )]¿(1+ 300100 )+¿
+1201999999
=0,026 lei/buc
Astfel aceste relatii reprezinta garifa dreapta de forma C = An + B
Se determina ncr considerand gradul de incercare al utilzajelor de presare η=90%. Pentru varianta 1, desfasurata pe stante si matrite simple, aceasta variatie este data de ecuatia:
C1' =
A0∗γ∗p104∗k f
+¿
C1' =1318,13∗2∗7,8∗0,70
104∗59+[ 7,560∗(0,0307+0,3011+0,3011)+ 10
60∗(25+22+221999999 )]
¿(1+ 300100 )n+ 4,290
∗(5200∗3 )+1 (50+30+30 )
C1' =0,32n+838

Pentru varianta 2:
C2' =
A0∗γ∗p104∗k f
+[ Rm
60∗T u+
R r
60∗T pi
n0 ]∗[1+ R100 ]+[Au
vU
η+k∗V S]
C2' =1318,13∗2∗7,8∗0,70
104∗59+[ 7,560∗0,04+10
60∗( 221999999 )n]
¿(1+ 300100 )n+ 5∗520090
+1∗120
C2' =0,027n+408
C1' =C2
'
0,32n+838=0,027n+408
ncr=408−8380,32−0,027
=−1467,527