Procese Tehnolog de Fabric a Prod Imbracam DS

of 77
Transcript of Procese Tehnolog de Fabric a Prod Imbracam DS
Digitally signed by Biblioteca UTM Reason: I attest to the accuracy and integrity of this document
UNIVERSITATEA TEHNIC A MOLDOVEI
FACULTATEA INDUSTRIA UOAR CATEDRA TEHNOLOGIA CONFECIILOR DIN ESTURI I TRICOTURI
TEHNOLOGIA CONFECIILOR DIN ESTURI
Procese tehnologice de fabricaie a produselor de mbrcminteIndicaii metodice pentru realizarea lucrrilor de laborator
Chiinu U.T.M. 20081
Indicaiile metodice sunt destinate studenilor cu studiile cu frecvena la zi i celor cu frecven redus la specialitile: 542.1 Ingineria produselor textile i din piele 542.2 Design vestimentar industrial 541.8 Inginerie i management n industria uoar Elaborat: l.-s. Mariana Cojocaru Redactor responsabil: conf. dr. Angela Scripcenco Recenzent: dr. Olga Kondratenco
Redactor: E. Gheorghiteanu Bun de tipar 01.02.08 Hrtie de ofset. Tipar RISO. Coli de tipar 9,5. Formatul hrtiei 60 x 84 1/8. Tirajul 150 ex. Comanda nr.19
U.T.M., 2004, Chiinu, bd. tefan cel Mare, 168. Secia de Redactare i Editare a U.T.M. 2068, Chiinu, str. Studenilor, 9/9.
2
INTRODUCERE Lucrrile de laborator au fost elaborate n concordan cu programul tip al disciplinei Tehnologia confeciilor din esturi capitolul Procese tehnologice de fabricaie a produselor de mbrcminte. Scopul ciclului de lucrri de laborator const n asigurarea sesizrii integre a structurii cursului studiat, nsuirea deprinderilor de executare n material a produselor de mbrcminte. Fiecare lucrare include sarcina i indicaiile metodice pentru ndeplinirea acesteea. Pe parcursul pregtirii ctre lucrrile de laborator studentul trebuie s repete materialul teoretic studiat la orele de curs. Admiterea la orele de laborator se face prin interogare oral. Studenii care nu sunt pregtii pentru lucrrile de laborator nu sunt admii la acestea. Pentru a face transparent gradul de nsuire a materialului la finele fiecrei lucrri de laborator studentul trebuie s ntocmeasc darea de seam asupra procesului studiat. Deaceea, pregtirea ctre lucrare necesit nsuirea materialului teoretic n baza bibliografiei propuse. Darea de seam se scrie pe foi format A4 i se coperteaz n map. Elementele, produsele vestimentare se confecioneaz la scar redus sau natural i se anexeaz la fiecare lucrare. Pentru tot setul de lucrri se scrie o foaie de titlu. Lucrarea se consider susinut numai la prezentarea drii de seam perfectat n conformitate cu cerinele naintate.
3
LUCRAREA DE LABORATOR nr.1 Tema: PROCESUL TEHNOLOGIC DE PRELUCRARE INIIAL A REPERELOR IN VESTIMENTAIA EXTERIOAR SCOPUL LUCRRII: nsuirea tehnologiilor existente de prelucrare iniial a reperelor n vestimentaia exterioar 1.1 ORDINEA DESFURARII LUCRRII 1.Studierea variantelor soluionrii constructiv-tehnologice a reperelor vestimentatiei exterioare. 2.Elaborarea documentatiei tehnologice pentru procesul de prelucrare iniial a reperelor vestimentaiei exterioare. 3. Confecionarea elementelor de produs conform sarcinii primite. 4. Perfectarea drii de seam. ECHIPAMENTE SI ACCESORII: elemente de produs, plane. 1.2 Coninutul i forma drii de seam Tema i scopul lucrrii. 2. Schiarea aspectului exterior i specificarea reperelor (tabelul 1.1), elaborarea seciunii pentru elementele produsului de mbrcminte exterior: li - spate al sacoului, prelucrarea iniial a prilor din fa a sacoului (paltonului), variante de prelucrare a penselor. Tabelul 1.1 - Specificarea reperelor _______________________________ (denumirea elementului de produs) Numarul Denumirea Schia reperelor reperului abloanelor reperelor 1 2 4 5 3.Elaborarea succesiunii tehnologice de prelucrare a liului sacoului (tabelul 1.2). Tabelul 1.2-Succesiunea tehnologic de prelucrare a __________________ (denumirea elementului de produs) Numrul si coninutul fazei tehnologice 1 Specialitatea 2 Tipul Utilajul i custurii dispozitivele folosite 4 5
4.Confecionarea n material a elementelor enumerate n p.2.4
1.3 BIBLIOGRAFIA RECOMANDAT 1. Neagu Ioan, Mitu Stan, Tehnologii de confecionare a mbrcmintei, Sibiu, 2000, pag. 268-274. 2. .., .., .., .,1988. 3. .., .., ., 1982. 4. .., . . . ., 1991. 1.4 INTREBARI DE AUTOCONTROL 1. Care sunt operaiile preluc rrii iniiale a reperelor vestimentaiei exterioare? 2. Cum are loc prelucrarea penselor la vestimentaia exterioara? 3. Ce metode de prelucrare a liului spatelui cunoatei? 4. In ce scop se prelucreaz marginile reperelor cu materiale termoadezive? 5. Care sunt variante de realizare a plastroanelor? Timpul rezervat lucrrii Pregtirea lucrrii Efectuarea lucrrii Perfectarea drii de seam asupra lucrrii 1.5 CONSIDERATII GENERALE Prelucrarea penselor in vestimentatia exterioara. Cerinele fa de prelucrarea penselor sunt urmatoarele 1) Amplasarea simetric a penselor n produs; 2) Adaosul pensei bine aplatizat; 3) Vrful pensei adus la zero; 4) Prezena ntriturilor n capetele penselor. Exemple de prelucrare a penselor sunt prezentate n tabelul 1.3. n tabelul 1.4 este prezentat tehnologia de prelucrare a liului la spate al sacoului. Ore academice 2 4 2
5
Tabelul 1.3 - Succesiunea tehnologic de prelucrare a penselor
Denumirea fazei tehnologice 1
Condiiile tehnice pentru ndeplinirea fazei tehnologice 2 A. Prelucrarea penselor netiate 3 Schia
1. Marcarea poziiei pensei netiate
Pensa se noteaz cu trei linii, 1 - linia de mijloc a pensei; 2 - linia lateral a pensei; 3 - linia care stabilete lungimea pensei.
2
1 3
2.Asamblarea pensei
Pensa se ndoaie pe linia de simetrie i se asambleaz pe linia 2, ncheind custura la linia 3.
1 2 3
3. Asamblarea penselor cu fii de
Limea fiei de in sau bumbac este de 25 35 mm, lungimea va depi lungimea pensei cu 15 - 20 mm. Fia poate fi i scurt, cu lungimea de 30-40 mm, rezerva pentru pens se cresteaz i se descalc.
6
adaos
4. Clcarea penselor
Pensele se calc ntr-o direcie sau se descalc, clcnd cu scdere vrful pensei. B. Prelucrarea penselor tiate
1. Croirea pensei
Pensa se croiete astfel, nct rezervele prilor laterale, liniile 1 i 2 s fie egale cu 710 mm, mrginit de linia 3 aflat la 15 mm de la vrf
1 2 3
7-10 15
2.Asamblarea pensei tiate
Pensa se asambleaz, ncheind custura la linia 3 i poate fi prevzut cu o fie n adaos n capt pentru a omogeniza grosimea pachetului n vrful pensei.
7
15-20
30-40
material n
Continuarea tabelului 1.3 1 2 3
3. Clcarea pensei
Pensa se descalc, clcnd cu susinere vrful C. Prelucrarea pensei la mijloc de detaliu
1. Marcarea Pensa se marcheaz cu patru pensei linii: 1 - linia de mijloc a pensei; 2 - linia lateral; 3 i 4 liniile de capt 2.Asamblarea Detaliul se ndoaie pe linia pensei de mijloc, se asambleaz pe linia lateral, ncepnd custura ntr-un capt i ncheind-o n alt capt.3 43 1 2 4
8
15-20
30-40
3
3.Asamblarea Fia n adaos se aranjeaz pe pensei cu toat lungimea pensei, sau numai
fie n adaos n capete, prelucrarea acestora este asemntoare penselor amplasate la marginea detaliului. 4. Clcarea penselor Se execut n acelai mod ca i pensele la marginea de detaliu, prealabil pensa se ntinde n zona taliei, obinnd ndreptarea custurii de asamblare a pensei. D. Prelucrarea variantelor de pense (pense pliu, pense- tieturi) 1. Marcarea pensei-pliu Se marcheaz cu trei linii: 1 - de mijloc; 2 - lateral; 3 - de capt 2.Asamblarea Se asambleaz pe linia lateral i pensei pliu pe linia de la captul pensei 3. Clcarea pensei-pliu Se calc pensa ntr-o parte pe linia de margine2 1 3
-
9
Tabelul 1.4. - Prelucrarea liului spate
Denumirea Condiiile tehnice pentru fazei ndeplinirea fazei tehnologice tehnologice 1 1. Dublarea rezervelor liului 2 n materialele puin elastice rezervele liului pot fi prelucrate fr dublur. Partea stnga se dubleaz cu dublur cu 3 Schia
1-2
scurt dect rezerva liului Partea dreapt a liului se dubleaz cu dublur care depete linia de simetrie cu 15...20 mm i nu ajunge cu 7...15 mm la linia exterioar7-15 15-20
10
1-2
1...2 mm mai ngust i mai
2.Asamblarea liului
Partea din spate se asambleaz pe linia de simetrie, printr-o trecere se asambleaz i rezerva superioar a liului.
3. Clcarea liului
n cazul cnd custura de simetrie se descalc, liul trebuie crestat la baz. Pentru cazul cnd custura se calc ntr-o direcie cresttura nu se execut. Rezervele liului se calc spre stnga. Rezerva prii inferioare a liului se calc ntr-o direcie cu 15 mm. Este rezerva la care se va asambla cptueala spatelui.
11
3. Asamblarea cptuelii liului
n prima faz se despic cptueala pe linia liului i rezerva superioar, apoi se asambleaz pensa cptuelii amplasat pe linia de simetrie a spatelui. n continuarea pensei se asambleaz rezerva superioar a liului, neajungnd 10...12 mm pn la capt. Cptueala se cresteaz formnd rezerva cu care se va asambla cptueala la li.
4.Asamblarea cptuelii la li
Se precizeaz linia tivului. Se asambleaz cptueala la rezerva liului superior (cus.1), urmeaz asamblarea cptuelii la tivul spatelui, limea custuii de 10 mm (cus.2), apoi se asambleaz cptueala la rezerva122 3 1 2
inferioar a liului (cus.3) asamblarea colului inferior al liului.
5. Finisarea liului
Se cresteaz colurile liului i se ntorc pe fa, se ndreapt, pe liul superior se execut custura decortiv la 1-2 mm. Rezerva tivului este de 30-40 mm, acestea se tivesc cu punct ascuns, agnd dublura tivului.
Termolipirea reperelor n vederea termolipirii reperelor sacoului este necesar ca ntriturile s fie asortate funcie de culoarea reperelor din materialul de baz. Este necesar ca, la pregtirea reperelor pentru termolipire semnele trasate pe marginea reperelor reperelor din material de baz s nu se acopere.
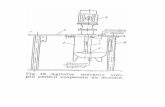
Termolipirea feelor din material de baz Aceste repere se termolipesc prin metoda sandwich interior, pe dosul reperului din material da baz depunndu-se toate reperele de inserie cu feele fr adeziv orientate una ctre alta, al doilea reper de material de baz suprapunndu-se perfect pest primul, ordinea de termolipire fiind urmtoarea (fig.1.1). Stratul de inserie se aeaz pe materialul de baz la 15 mm de cantul custurii laterale, 10 mm de cantul i terminaia pieptului, 3 mm de cantul custurii umrului i 5 mm de cantul rscroielii mnecii; reperul de inserie pentru rever se aeaz la 10 mm de13
cantul pieptului; reperele de ntritur pentru umr, vrful reverului i cant se aeaz perfect peste stratul principal de inserie.insertie umar insertie virf rever53
5
insertie rever
strat principal de insertie10
material de baza
15
insertie in cant
Fig.1.1. Modul de termocolare a pieptului din material de baz
Termolipirea reperelor mici i a celorlalte detalii Partea cu adeziv a inseriei se depune pe dosul reperelor din material de baz: a clapele, paspoalul i panourile de buzunare se depun pe mijlocul benzii de inserie care are limea de 75 mm. Se utilizeaz instalaii de termolipit cu band ngust: b- reperele dreptunghiulare din material de baz (fa i dos de guler) se depun pe banda esut cu limea de 180 mm; c reperele de plastron, fa i dos de mnec spate, bizet i clin se termolipesc prin metoda sandwich interior;14
banda de inserie cu limea de 30 mm se aplic pe roshar ncepnd de la marginea rscroielii mnecii; reperele de inserie se aplic la rscroiala i terminaia dosului de mnec (fig.1.2), partea superioar a clinului, terminaia feei de mnec, partea superioar i lateral a spatelui precum i la bizet n zona corespunztoare reverului (fig.1.3). La faa de mnec n zona liului limea inseriei poate fi dubl fa de limea celei de la dosul de mnec, aceasta pentru a se putea executa butonierele. Se pot termolipi clinii i la terminaie, limea inseriei fiind de 45 mm.
insertie intaritura tesuta
Fata de mineca
Insertie Dos de mineca
roshar
Insertie
Insertie
Fig.1.2. Modul de aplicare a inseriilor la plastron i mneci
Se pot termolipi reperele spatelui la terminaie, inseriile avnd limea de 40 mm. De asemenea spatele poate fi termolipit la rscroiala gtului i n zona liniei15
3030
30
umrului printr-un singur reper de inserie. Se pot utiliza instalaii de termolipit de tip Kannegiesser. Pachetele cu repere termolipite sunt etichetate, utilizndu-se etichete cu vignete pentru mineci i etichete pentru celelalte repere. Etichetele pentru garnituri perechi se aeaz la garnitura stng.
33Insertie Spate
Clin
Bizet
Fig. 1.3. Modul de aplicare a inseriilor la clini, spate i bizei ntriturile n gulerul superior i inferior al sacoului se poziioneaz pe tot reperul sau pe pelerin i tei croite aparte (fig. 1.4, a, b). n gulerul aplicat n rscroial prin custura de aplicare, ntritura se depune la 2 mm de linia cazurii, 7 mm de linia teiului.
30
16
30
n gulerul superior pot fi proiectate ntrituri suplimentare n capetele gulerului (fig.1.4, c). ntritura gulerului superior se aplic n capete la 12 mm de linia pelerinei, 10 mm de linia cazurii i 12 mm de linia teiului.
a
b
cFig.1.4. Dublarea cu ntrituri suplimentare a gulerului cu revere
Aplicarea benzii esute pe rscroiala mnecilor Banda esut cu limea de 2 mm se aplic n zona rscroielii mnecilor pentru evitarea ntinderii piepilor sacoului. Operaia se face dup asamblarea clinilor la piepii sacoului. Aplicarea bentiei se face ncepnd de la cca. 25 mm de cantul liniei umerilor, la o distan de 7 mm de marginea rscroielii mnecilor i terminnd la extremitatea clinului corespunztoare custurii laterale. La reperul faa stnga se aplic pe faa materialului de baz iar pieptul pe dosul acestuia. Se susine materialul de baz pe linia rscroielii mnecii astfel nct s existe plus de material de cca. 2-3 mm ntre crestturi la fa i de asemenea de la cresttur pn la terminaia rscroielii mnecii clinului.
17
Aplicare pe fata materialului
57Plus material
Pentru feele cu plastron volant se ncepe coaserea benzii esute la 40 mm deasupra celei de-a doua crestturi de la rscroiala mnecii feei, terminndu-se la 40 mm deasupra custurii dintre clin i spate. Codul asamblrii este 301 SSa-1 (fig.1.5). Pentru feele cu plastron termolipit pe material de baz gros se ncepe coaserea benzii esute de la linia umrului la fa i se termin pe linia umrului la spate. (fig. 1.5)
Fig. 1.5. Modul de aplicare a benzii esute pe linia rscroielii mnecilor de la piepi i clin.
n cazul esturilor groase i subiri, banda poate fi aplicat pe toat rscroiala mnecii sau parial pe partea din fa i integral pe partea spate (fig. 1.6, a,b)
Plastron termolipit pe tesatura groasa sau cu greutate mare
Plastron termolipit pe tesatura subtire
a
40
Fig. 1.6. Metode de coasere a benzii esute pe linia rscroielii mnecii materialului de bazAplicarea benzii se face fr a reine materialul de baz pe linia de coasere. Dup coaserea benzii este necesar s nu se richtuie rscroiala mnecii, n caz contrar disprnd crestturile. 18
25Fata stinga
5
5
5
b
LUCRAREA DE LABORATOR nr.2 Tema: PROCESUL TEHNOLOGIC DE PRELUCRARE A BUZUNARELOR N VESTIMENTAIA EXTERIOAR SCOPUL LUCRRII: studierea i nsuirea metodelor de prelucrare a buzunarelor n vestimentaia exterioar2.1 ORDINEA DESFURARII LUCRRII 1.. Studierea variantelor soluionrii constructiv-tehnologice a buzunarelor n
vestimentaia exterioar. 2. Elaborarea documentatiei tehnologice pentru procesul de prelucrare a buzunarelor n vestimentaia exterioar. 3. Confecionarea buzunarelor conform sarcinii primite. 4. Perfectarea drii de seam. ECHIPAMENTE I ACCESORII: elemente de produs, plane.2.2 CONINUTUL I FORMA DRII DE SEAM
1.Tema i scopul lucrrii. 2. Schiarea aspectului exterior i specificarea reperelor, elaborarea seciunii pentru elementele produsului de mbrcminte exterior: buzunar aplicat cptuit, tiat cu clap, amplasat n custur, superior tiat cu laist cu capete aplicate. 3. Succesiunea tehnologic de prelucrare a buzunarelor. 4. Buzunarele confecionate n material.2.3 NTREBRI DE AUTOCONTROL
1.Care sunt detaliile componente ale buzunarului tiat ? 2.Prin ce metode pot fi aplicate buzunarele la detaliul de baz Ce funcie are contrarefiletul ? 3.Care din detaliile buzunarului tiat cu clap pot fi croite pe direcia firului de bttur ? 4.Ce dimensiuni au clapa, refileii, laistul n stare finit ? 5.Din ce materiale se confecioneaz subclapa i contrarefiletul n buzunarul tiat cu clap ? Timpul rezervat lucrrii Pregtirea lucrrii Efectuarea lucrrii Perfectarea drii de seam asupra lucrrii2.4. BIBLIOGRAFIA RECOMANDAT
Ore academice 2 4 2
1.Neagu Ioan, Mitu Stan, Tehnologii de confecionare mbrcmintei, Sibiu, 2000, pag. 279.19
2. .., .., .., .,1988., .152-159. 3. .., . . . ., 1991, .112-135. 4. .., .., ., 1982, . 211-222, 226-235. 2.5. CONSIDERAII GENERALE Buzunarele pot fi clasificate dup locul amplasrii, configuraia i orientarea liniei de intrare, modul de prelucrare a liniei de intrare. Ele pot fi clasificate n dou grupe mari: interioare i exterioare, la rndul lor acestea pot fi aplicate, tiate i plasate n custuri. A. BUZUNARELE APLICATE Diferenierile constructive i tehnologice ale buzunarelor sunt determinate de grupa sortimentului la care acestea se prelucreaz. A1. Buzunarele aplicate la produse din materiale de grosime medie i mic (unistrat). Asemntoare cu tehnologia buzunarelor n cmaa pentru brbai. A2. Buzunare pentru produse multistrat. Buzunarele aplicate pe produse multistrat au un rol preponderent funcional i pot avea urmtoare particulariti, prin care se deosebesc de grupa buzunarelor unistrat: 1. Deschiderea buzunarului se stabilizeaz prin aplicarea ntriturii; 2. Rezervele buzunarului se surfileaz separat sau odat cu cptueala; 3. Suprafaa buzunarului se dubleaz cu ntritur sau cptueal; 4. Aplicarea buzunarului se poate realiza cu o custur interioar sau exterioar. La aplicarea buzunarelor extremitile custurii se ntresc n unul din urmtoarele moduri:
a
b
c
Fig. 2.1 Variante de prelucrare a colurilor buzunarului:a - necesit rotirea elementului; b - acul se deplaseaz lateral; c - prin schimbarea pasului (nu necesit rotire), nu este estetic i nu are rezisten. 20
Buzunarele din fig. 2.2 impun nsemnarea poziiei buzunarului prin trei linii, preformarea i aplicarea ntr-un timp mare (fig. 2.2, b, c), coaserea pe dinuntru (fig. 2.2, d, e) sau aplicarea buzunarului cu cptueala asamblat prealabil cu faa buzunarului (fig. 2.2, a, f) ultima fiind o variant a buzunarului cusut elastic. Pentru materiale de tip mtase exist necesitatea de fixare provizorie a rezervelor pe contur (custur de lan cu un fir).
A
Aa b c
A
Ad e f Fig. 2.2 Variante de prelucrare a buzunarelor cptuite prin:a - nndirea cptuelii la buzunar i aplicarea la fa; b aplicarea cptuelii i buzunarului printr-o trecere su rezervele surfilate anterior; c aplciarea cptuelii i buzunarului separat; d custura de asamblare pe interior cu surfilarea rezervelor buzunarului odat cu cptueala; e - asamblarea buzunarului pe interior cu rezerve asamblate prealabil; f buzunar cu cptueala nndit, aplicat la fa prin custur ascuns.
21
B . BUZUNARE PLASATE PE DIRECIA CUSTURII Aceste buzunare ca rol funcional sunt ntlnite att la produse unistrat, ct i la produse multistrat. Deschiderea buzunarului se stabilete dimensional prin ntrire sau coasere. B1. Buzunar cu punga din material auxiliar
A
1 5 2 6 1 3 4 7
1 5 1 6 3 7b
A
a
Fig. 2.3. Variante de realizare a buzunarului plasat n custur:a refilet interior i contrarefilet aplicate prin custura de aplicare; b refilet interior realizat dintr-o bucat cu detaliul de baz.
Tehnologia de prelucrare a buzunarului (fig.2.3,a) include urmtoarele faze: Aplicarea ntriturii pe linia intrrii buzunarului prin termolipire; Aplicarea refiletului interior i a pungii la marginea superioar a buzunarului (custura 301); Aplicarea marginii inferioare a refiletului interior pe punga buzunarului (custura 406); Aplicarea contrarefiletului pe punga buzunarului (custura 406); Aplicarea contrarefiletului i a pungii la marginea inferioar a deschiderii buzunarului (custura 301); Realizarea unei custuri ornamentale pe linia buzunarului (custura 301); Inchiderea pungii buzunarului (custura 301). Fazele 3 i 4 pot fi realizate n una din urmtoarele metode:
22
a
b
c
d
e
f
Fig. 2.4 Variantele de aplicare a contrarefiletului la punga buzunarului:a acoperirea marginii contrarefiletului; b surfilarea i aplicarea contrarefiletului la punga buzunarului; c aplicarea interioar a contrarefiletului la pung; d aplicarea contrarefiletului la pung cu margine ndoit; e desclcarea custurii; f aplatizarea custurii de asamblare a contrarefiletului la pung.
B2. Buzunare laterale plasate n custura de relief Sunt specifice produselor cu sprijin pe linia taliei i produselor cu sprijin pe umeri tiate pe linia taliei, iar deschiderea buzunarului se realizeaz ntre faa produsului i o completare a acesteea numit contrarefilet. Punga buzunarului poate avea 1 sau 2 repere croite independent i poate fi din material de baz sau mai multe auxiliare.
A3 1 5 2 8 1 5 2 8 1 5 3 2 8 1 5 4 2 8
A
a
b
c
d
Fig. 2.5 Variante de realizare a buzunarelor cu punga din material auxiliar Succesiunea tehnologic de prelucrare a buzunarului cu punga din material auxiliar este asemenea tehnologiei buzunarelor plasate n custur. Pentru buzunarul din figura 2.5,d succesiunea tehnologic este urmtoarea: Aplicarea dublurii pe linia deschiderii; Aplicarea contrarefiletului pe punga buzunarului; Aplicarea refiletului interior pe punga buzunarului;
23
Aplicarea refiletului interior i a pungii pe linia deschiderii; Crestarea custurii i ntoarcerea pe fa a buzunarului, executarea custurii decorative; Clcarea deschiderii buzunarului; Poziionarea buzunarului n capete prin cheie; nchiderea pungii buzunarului; Clcarea buzunarului. C. BUZUNARE TIATE C1. Buzunare tiate cu laist Laistul se fixeaz pe marginea inferioar a deschiderii buzunarului n poziie: orizontal, vertical sau oblic. Suprafaa laistului se dubleaz cu ntritur. Limea minim a laistului este de 15 mm. Tehnologia de realizare a buzunarelor cu laist se difereniaz n funcie de modul de aplicare a laistului, cu capete montate sau aplicate. C 1.1. Buzunar cu laist cu punga din materialul de baz Succesiunea tehnologic de prelucrare a buzunarului din fig.2.6, b: 1. Aplicarea ntriturii pe laist; 2. Aplicarea ntriturii pe deschiderea buzunarului; 3. Asamblarea laistului n capete; 4. ntoarcerea pe fa i realizarea unei custuri ornamentale pe marginea laistului; 5. Aplicarea laistului la marginea inferioar a buzunarului; 6. Aplicarea pungii la marginea superioar a deschiderii; 7. Tierea deschiderii buzunarului; 8. ntroducerea pungii n deschidere; 9. Clcarea buzunarului; 10. Fixarea capetelor laistului cu o custur interioar; 11. nchiderea pungii buzunarului pe linia superioar; 12. nchiderea pungii buzunarului; 13. Fixarea extremitilor laterale al laistului cu o custur vizibil sau o custur ascuns.
24
Seciunea A - A
2 6 3 4 1 2 5 12a b c Seciunea B - B d
A BBlaist
contrarefilet fata
AFig. 2.6 Buzunar cu laist cu capete montate i pung din material de baz C 1.2. Buzunar pieptoral cu laist cu capete aplicate i punga din material auxiliar Succesiunea de prelucrare a buzunarului din figura 2.7, c: 1. Dublarea laistului prin termolipire; 2. Preformarea laistului n capete, fixare provizorie cu clame; 3. Aplicarea pungii la rezerva interioar a laistului; 4. Aplicarea laistului la linia inferioar a deschiderii; 5. Aplicarea contrarefiletului pe punga; 6. Aplicarea contrarefiletului la linia superioar a deschiderii; 7. Tierea deschiderii; 8. Introducerea pungilor n deschidere; 9. Asamblarea rezervelor interioare a laistului; 10. Scoaterea clamelor. Aplicarea capetelor laistului la fa; 11. nchiderea pungii buzunarului.
25
Seciunea A - A
A
1 4 3 8 5 6 11a Seciunea B-B b c
B A
B
laist
contrarefileta
fata
laist
contrarefiletb
fata
laist
contrarefilet
fata
c Fig. 2.7 Prelucrarea buzunarului cu laist cu capete aplicate i punga din material auxiliar DE REINUT: n cazul unui laist de lime mare, refiletul interior i contrarefiletul pot lipsi (laist cu lime de peste 30 mm), n cazul materialului cu grosime mare dosul laistului poate fi realizat din cptueal (de aceeai culoare cu materialul de baz (fig.2.7, c)).26
C 2. Buzunare cu refilei Pot acoperi una sau ambele margini tiate ale buzunarului. Limea total maximal a refileilor este de 12 mm. Suprafaa refileilor se stabilete prin termolipire iar poziia deschiderii buzunarului determin forma pungii. Tehnologia de realizare este dependent de utilajul folosit i caracteristica materialelor din care se realizeaz punga. La partea superioar a deschiderii buzunarului poate fi aplicat i o clap. C 2.1. Buzunare cu refilei i clap n buzunarele cu refilei i clap dosul clapei i contrarefiletului pot fi realizate din cptueal (se scade grosimea n seciune). Alimentarea celor doi refilei poate fi realizat dintr-un rulou (caset). Fazele de realizare a buzunarului sunt: aplicarea refileilor la reperul feei, tierea deschiderii buzunarului, ntoarcerea manual, fixarea la extremiti, aplicarea contrarefiletului i refiletului pe pung, nchiderea pungii buzunarului, aplicarea contrarefiletului i pungii (deoarece cptueala poate s ias din custura de acoperire).
A
Aa b c Fig. 2.8 Prelucrarea buzunarului cu clap i refilei n industria de confecii buzunarele cu clap i refilei sunt prelucrate la maina semiautomat. Clapa i refileii se depun pe suprafee transportoare, care le transport n zona de lucru, unde se formeaz liniile de ndoit a refiletului.
27
n figura 2.9 sunt prezentate posibilitile de lucru: 1. Aplicarea refileilor i clapei pe reperul fa, tierea intrrii n buzunar (fig. 2.9, a); 2. Aplicarea refileilor pe reperul de baz i tierea intrrii n buzunar (fig. 2.9, b); 4. Aplicarea refiletului i clapei pe reper, tierea intrrii n buzunar (fig. 2.9, c).
a
b
c
Fig. 2.9 Fazele de prelucrare a buzunarelor tiate cu refilei i clap Contrarefiletul se croiete separat i dubleaz punga pentru a asigura o rezisten mai mare. Refiletul se ndoaie i se calc pe lungime. Semiautomatul simultan execut dou custuri paralele de aplicare a refiletului i clapei, taie intrarea n buzunar, taie aele n capetele custurilor, cresteaz colurile buzunarului, apoi buzunarul se scoate din zon i este stivuit n pachet. Distana dintre ace este de 120 mm. Lungimea buzunarului variaz ntre 85 i 180 mm. Cuitul superior taie deschiderea pe lungimea de 120 mm, cuitul inferior cresteaz colurile. Semiautomatul are dou directoare de lumin pentru orientarea corect a reperelor. Introducerea cptuelii n deschiderea buzunarului i prelucrarea ulterioar este efectuat la maina universal, spre exemplu cl. 212 Durkopp. Construcia i prelucrarea buzunarelor trebuie s asigure urmtorii indicatori de calitate: durabilitatea custurilor de asamblare, pstrarea formei clapelor, laistului, rezistena cptuelii, simetria reperelor - pereche ca form, calitatea sporit al aspectului exterior al buzunarului.
28
LUCRAREA DE LABORATOR nr. 3 Tema: PROCESUL TEHNOLOGIC DE PRELUCRARE I ASAMBLARE A GULERELOR N VESTIMENTAIA EXTERIOAR SCOPUL LUCRRII: nsuirea metodelor de prelucrare a gulerelor n vestimenaia exterioar i elaborarea documentaiei tehnologice 3.1 ORDINEA DESFURRII LUCRRII 1. Studierea variantelor soluionrii constructiv-tehnologice a reperelor n vestimentaia exterioar. 2. Elaborarea documentatiei tehnologice pentru procesul de prelucrare a gulerului n vestimentaia exterioar. 3. Confecionarea gulerelor conform sarcinii. 4. Elaborarea drii de seam. ECHIPAMENTE I ACCESORII: elemente de produs, plane. 3.2 CONINUTUL I FORMA DARII DE SEAMA 1. Tema i scopul lucrrii. 2. Schiarea aspectului exterior i specificarea detaliilor (tabelul 1.1), elaborarea seciunii pentru elementul gulerul produsului de mbrcminte exterioar: guler cu revere prelucrat prin custura de aplicare i guler cu revere prelucrat prin custura de asamblare. 3. Elaborarea succesiunii tehnologice de prelucrare a dou gulere cu revere (tabelul 1.2). 5. Variante de gulere cu revere confecionate n material. 6. Prezentarea concluziilor asupra lucrrii efectuate. 3.3. BIBLIOGRAFIA RECOMANDAT
1. Neagu Ioan, Mitu Stan, Tehnologii de confecionare mbrcmintei, Sibiu, 2000, pag. 334-337. 3. .., . . . ., 1991. 4. .., .., ., 1982, pag. 264-276.
29
TIMPUL REZERVAT LUCRRII ACADEMICE Pregtirea lucrrii Efectuarea lucrrii Perfectarea drii de seam 3.4. NTREBRI DE AUTOCONTROL
ORE 2 6 2
1. Care sunt etapele de prelucrare a gulerului ? 2. Care sunt metodele de asamblare a feei i dosului de guler la sacou ? 3. Care sunt metodele de prelucrare iniial a dosului de guler n diverse produse (sacou, palton, scurt, produse mblnite) ? 3.5.CONSIDERAII GENERALE Procesul tehnologic de prelucrare a gulerelor include trei etape: prelucrarea iniial a feei i dosului de guler; asamblarea feei i dosului de guler; aplicarea gulerului n rscroial.
A. Prelucrarea iniial a feei i dosului de guler. n funcie de destinaia produsului prelucrarea iniial a feei de guler va consta n: 1. Dublarea frontal a detaliilor (vezi fig.1.2, 1.3 lucrarea nr.1); 2. Aplicarea teiului la pelerina gulerului (fig.3.1). aplatizare bilateral la maina de cusut n zig-zag; aplatizarea rezervelor ntro direcie; aplatizare bilateral la maina de cusut simplu; aplicare prin suprapunere la maina de cusut n zigzag; clcarea ntr-o direcie a custurii.
a
b
c
d
e
Fig. 3.1 Variante tehnologice de aplicare a teiului la pelerina gulerului
30
Prelucrarea dosului de guler din fig. 3.2 va consta n: rigidizarea maxim pe pelerin i mijlocie pe teiul gulerului la maina de cusut simplu (fig. 3.2, a); rigidizare omogen pe toat suprafaa gulerului (fig. 3.2, b); aplicarea inseriei de sintepon sau flizelin prin custuri ascunse de lan cu un fir, dispuse radial, se caracterizeaz prin stabilitate bun a formei, fr pericol de deformaie (fig. 3.2, c.); aplicarea dublurilor netermoadezive (sintepon, flizelin etc.) pe dosul de guler prin dou custuri transversale de lan cu un fir (fig. 3.2, d); aplicarea a dou straturi de inserie peste dosul de guler: 1 faz aplicarea sinteponului peste dublur la maina de cusut simplu, faza 2 aplicarea prin termolipire a dublurii i sinteponului peste dosul de guler (fig. 3.2, e); aplicarea prin dou treceri a sinteponului i dublurii la dosul de guler: 1 faz aplicarea prin termolipire a dublurii la dosul de guler, faza 2 aplicarea prin pichetare cu punct ascuns a sinteponului la dublura gulerului (fig. 3.2, f); aplicarea inseriei netermoadezive la pelerina de guler prin pichetare la maina de cusut ascuns n lan cu un fir i pe sectorul teiului la maina de cusut simplu (fig. 3.2, g).
31
Prelucrarea dosului de guler se va face n funcie de tipul produsului i grosimea materialului n una din variantele de mai jos:40
a
b
c
A
d
Sectiunea A - A
A
A
e
Sectiunea A - A
Af
g Fig. 3.2 Variante tehnologice de prelucrare a dosului de guler:a, b - pichetarea gulerului cu ntritur la maina de cusut simplu (sacou, palton); c, d, g, f pichetarea gulerului la maina de cusut lan cu un fir; e pichetarea gulerului la maina de cusut simplu; f pichetarea gulerului i termoizolantului la maina de cusut ascuns; g pichetarea gulerului cu inserie i termoizolant la maina de cusut liniar cu un fir.
32
B. Asamblarea feei i dosului de guler Asamblarea gulerului se face prin custura de asamblare sau aplicare. Prima metod este folosit n produsele pentru femei i copii, iar a doua n produsele pentru brbai (paltoane, sacouri, scurte), deoarece permite obinerea unei margini mai subiri fa de prima metod. Studiind aceast etap de prelucrare a gulerului, important este realizarea susinerii pe linia pelerinei gulerului. Pentru ndeplinirea corect a acestei operaii pe detaliile gulerului se execut cteva crestturi. Pentru gulerele dublu stratificate (fa i dos de guler) exist dou metode de baz de asamblare a feei i dosului de guler: 1. prin custura de aplicare (specific sacoului) (fig. 3.3, a); prin custura de asamblare (specific produselor pentru femei i copii) (fig. 3.3, b ). n figura 3.3 sunt prezentate dou metode de aplicare a dosului la faa de guler i invers a feei la dosul de guler prin custura zig-zag. Limea rezervei aplicate poate fi de 10-15 mm n primul caz i 5-7 mm n cazul al doilea. A doua metod este mai des ntlnit pentru esteticul mai bun al gulerului pe partea de vers, graie nedeirabilitii pslei din care se confecioneaz dosul de guler.A
Fig. 3.3 Asamblarea gulerului cu gulerul dos (psl) prin custura de aplicare la maina de cusut n zig zag (cod 304).A
A
A
aa - fr custuri de garnisire pe pelerina gulerului; b - cu custura de garnisire; c - cu custura de aplatizare pe dosul de guler.
b
c
Fig. 3.4 Asamblarea gulerului cu dosul de guler prin custura de asamblare:
33
C.Prelucrarea gulerului monostrat Pentru gulerele monostrat exist posibilitatea de prelucrare prin surfilare pe contur (fig. 3.5, a) cu sau fr apicarea ulterioar a rezervelor surfilate i bordarea gulerului cu bieu (fig. 3.5, b).
A
A
Aa Fig. 3.5 Prelucrarea gulerelor monostrat:
Ab
a - prelucrarea prin custura de surfilare i aplicare a rezervelor; b - prelucrarea prin custura de bordesire.
D.Aplicarea gulerului n rscroial Aplicarea gulerului n rscroial poate fi efectuat n stare definitivat (simplu aplicat) i nedefinitivat (croit integral cu faa i spatele). Anterior aplicrii gulerului se asambleaz custurile umerale cu rezerve desclcate, clcate ntr-o parte, aplatizate, lcat, refec i dubl. Condiia care se cere respectat nainte de aplicarea gulerului n rscroial sunt custurile umerale executate.IV III
II I
Fig. 3.7 Schema da aplicare a gulerului n rscroial se efectuiaz cu susinerea pe sectoarele: I lipsa susinerii; II susinearea rscroielii gitului; III susinerea dosului de guler; IV lipsa susinerii.
Metode de aplicare a gulerelor n rscroial sunt dou: metoda 1 este specific produselor de tip sacou, jachet, metoda a II - produselor pentru femei i copii de tip palton, jachet, scurt, impermeabil etc. Prima metod const n aplicarea dosului i n faza a doua a feei de guler, ntlnit n gulere cu revere. Metoda a doua const n aplicarea feei i dosului de guler printr-o trecere, metod ntlnit n gulerele simplu aplicate.34
a
b
c
d
e
Fig. 3.8 Variante de aplicare a gulerelor n rscroial i fixarea dosului i feei de guler:a prin custura de asamblare cu fixarea prin custura interioar; b prin custura de aplicare i fixare prin custura vizibil paralel rscroielii gtului; c prin custura de asamblare i fixare pe interior a feei i dosului de guler; d prin custura de aplicare i fixare pe interior prin termolipire; e prin custura de aplicare i fixare prin punct ascuns pe interior.
35
LUCRAREA DE LABORATOR nr. 4 Tema: PROCESUL TEHNOLOGIC DE PRELUCRARE I ASAMBLARE A MINECILOR IN VESTIMENTATIA EXTERIOAR SCOPUL LUCRRII: nsuirea metodelor de prelucrare a mnecilor n vestimentaia exterioar 4.1. ORDINEA DESFURRII LUCRRII 1. Studierea variantelor soluionrii constructiv-tehnologice a prelucrrii liurilor la mneci n vestimentaia exterioar. 2. Elaborarea documentatiei tehnologice pentru procesul de prelucrare a liurilor la mneci n vestimentaia exterioar. 3. Confecionarea liurilor deschis, cu col detaabil i orb la mnec. 4. Perfectarea drii de seam. ECHIPAMENTE I ACCESORII: elemente de produs, plane. 4.2. CONINUTUL I FORMA DARII DE SEAMA Tema i scopul lucrrii. 2. Schiarea aspectului exterior i specificarea reperelor (tabelul 1.1), elaborarea seciunii pentru elementele produsului de mbrcminte exterior: mneca cu li deschis, li cu col detaabil i li orb. 3. Elaborarea succesiunii tehnologice de prelucrare a liurilor deschis, cu col detaabil i orb(tabelul 1.2). Confecionarea liurilor deschis, cu col detaabil i orb n material. Prezentarea concluziilor asupra lucrrii efectuate. 4.3. BIBLIOGRAFIA RECOMANDAT 1. Neagu Ioan, Mitu Stan, Tehnologii de confecionare a mbrcmintei, Sibiu, 2000, pag. 369-394. 2. .., .., . ., 1991., pag. 156-166. 3. .., .., .. , 1982., pag. 276 -288.
36
TIMPUL REZERVAT LUCRRII 1. Pregtirea lucrrii 2. Efectuarea lucrrii 3. Perfectarea drii de seam 4.4. NTREBRI DE AUTOCONTROL 4 6 4
ORE ACADEMICE
1.Care sunt metodele de asamblare a mnecilor la palton, jachet ? 2. Care sunt metodele de aplicare n rscroiala mnecii n produsele cu cptueal ? 3. Care sunt metodele de aplicare n rscroiala mnecii n produsele fr cptueal ? 4.Care sunt metodele de prelucrare a tivului mnecii cu li i manete ? 4.5. CONSIDERAII GENERALE A. ASPECTE GENERALE PRIVIND TEHNOLOGIA ASAMBLRII MNECILOR Clasificarea mnecilor n mbrcmintea exterioar prevede urmtoarele criterii de clasificare: Dup croial: aplicate, raglan, chimono, combinat. Dup numrul de custuri: 1, 2 i 3 custuri. Dup modul de definitivare a tivului: liuri (deschise, col detaabil, orb), manete (rsfrnte i n continuarea mnecii). Dup numrul de detalii: prile superioar i inferioar, anterioar i posterioar. Succesiunea tehnologic tip industrial de asamblare a mnecii: 1. Asamblarea mnecii pe linia cotului (cl.3517, f. Pfaff). 2. Desclcarea custurii de cot (presa de clcat Test APBC, f. Vestra). 3. Aplicarea benzii termofuzibile n tivul mnecii (cl.3517, f. Pfaff). 4. Asamblarea cptuelii la mnec pe linia tivului (cl.3517, f. Pfaff). 5. Clcarea liniei tivului (presa de clcat Test APBC, f. Vestra). 6. Inchiderea tubular a mnecii (cl.5487, f. Pfaff). 7. Desclcarea custurii anterioare (presa de clcat cu profil de tip consol).
37
B. VARIANTE DE REALIZARE A LIURILOR LA MNECI Croiul mnecii cu li deschis
Partea inferioar a mnecii
Partea superioar a mnecii
Succesiunea tehnologic de prelucrare este urmtoarea: Asamblarea mnecii pe linia anterioar. Executarea butonierelor pe partea superioar a mnecii. Desclcarea custurii anterioare. Aplicarea dublurii pe linia tivului. Asamblarea cptuelii pe linia tivului. Definitivarea mnecii pe linia tivului prin clcare. Asamblarea colurilor liului. Indreptarea colurilor liului. Inchiderea tubular a mnecii pe linia cotului, 10.Fixarea rezervelor tivului de custurile de asamblare. Croiul mnecii cu li cu col detaabil
Partea inferioar a mnecii
Partea superioar a mnecii
Succesiunea tehnologic de prelucrare este urmtoarea: 1. Executarea butonierelor pe partea superioar a mnecii; 2. Asamblarea mnecii pe linia cotului; 3. Asamblarea colului mnecii; 4. Indreptarea colului mnecii;38
5. Desclcarea custurii cotului; 6. Aplicarea dublurii pe linia tivului; 7.Asamblarea cptuelii pe linia tivului; 8.Definitivarea mnecii pe linia tivului prin clcare; 9.Inchiderea tubular a mnecii pe linia anterioar; 10.Fixarea rezervelor tivului de custurile de asamblare. C. VARIANTE DE REALIZARE A MANETELOR LA MNECI Mneca cu manet fr li. Definitivarea acestor manete are loc deobicei dup nchiderea tubular a mnecii. Extremitile laterale ale manetelor se plaseaz n prelungirea unui li, ea nchizndu-se cu nasture i butonier. Dac liul este plasat n prelungirea unei custuri de asamblare a mnecii, aplicarea manetei poate fi realizat, nainte de nchiderea tubular a mnecii, pe faa manetei se prevede ntritur. Dup aplicarea ntriturii (faza 1), are loc fixarea ndoit prin coasere a feei manetelor pe ntritur (faza 2). La asamblarea feei cu dosul de manet (faza 3) trebuie de avut n vedere modul de aplicare a manetei prin 1-2 custuri.
4 2 1 3
Dac maneta se aplic printr-o custur, la realizarea fazei 3, rezerva adaosului manetei se ndoaie peste linia feei. Dup ntoarcerea pe fa urmeaz obligatoriu clcarea, n timpul creia rezervele de aplicare a manetei se plaseaz n interior. Aceast manet se aplic printr-o trecere la mnec (faza 4).
Prelucrarea manetelor din blan necesit o prelucrare diferit de cele textile, din cauza proprietilor tehnologice specifice a blnurilor. Dublurile folosite sunt cele netermoadezive. Maneta deobicei este cptuit. Succesiunea tehnologic de prelucare a manetei din blan (fig.4.2, a) 1. Aplicarea ntriturii la faa manetei prin termolipire. 2. Aplicarea de fixare a blnii pe linia superioar a manetei. 3. Aplicarea marginii inferioare a blnii la manet n zig-zag. 4. Aplicarea manetei la mnec.39
5. Aplicarea manetei la cptueala mnecii. 6. Fixarea cu punct ascuns a rezervei manetei de faa mnecii. Not: ntritura din bumbac se folosete n cazul cnd derma blnii este slab.
a
b
c
Fig. 4.2. Variante de realizare a manetelor rsfrnte cu blan Mneca se aplic n rscroiala nchis tubular sau deschis. Pentru produsele de mbrcminte exterioar este caracteristic aplicarea mnecilor nchise tubular. Pentru o mai bun aranjare mneca se va susine uor. Conform metodicii elaborate de NIIP pentru materialele cu un procent mare de fibre sintetice (peste 30%), susinerea constituie 0,2 mm pentru fiecare 10 centimetri i pentru materialele de ln (drapuri) 1,25 cm. Valoarea susinerii va varia ntre 1 cm i 7,5 cm pe tot capul mnecii. Aplicarea n rscroial a mnecii cu susinere poate fi realizat la maina cl. 541 Durkopp, care realizeaz transport diferenial al reperelor. Urmeaz schema de repartizare a adaosului pentru poziionarea mnecii n rscroial pentru sacou i demiul pentru brbai. n sacou, susinerea va constitui pe sectorul I 18%, II 11% i sectorul III 7%.I VI II V III IV
I
II
III
Pentru demiu pentru brbai, pe sectorul I 17%, II 7 %, III 8,2 %, IV 14,3 %, V 13,5% i pe sectorul VI-17%.
Fig.4.3. Valoarea susinerii pe capul minecii pentru diverse produse vestimentare
40
LUCRAREA DE LABORATOR nr. 5 Tema: STUDIUL PROCESULUI TEHNOLOGIC DE PRELUCRARE A SISTEMELOR DE NCHIDERE LA VESTIMENTAIA EXTERIOAR SCOPUL LUCRRII: nsuirea metodelor de prelucrare i asamblare a sistemelor de nchidere n vestimentaia exterioar 5.1. ORDINEA DESFURRII LUCRRII 1.Studierea variantelor soluionrii constructive - tehnologice a sistemelor de nchidere n vestimentaia exterioar. 2. Elaborarea documentatiei tehnologice pentru procesul de prelucrare a sitemelor de nchidere n vestimentaia exterioar. 3. Confecionarea sistemelor de nchidere. 4. Perfectarea drii de seam. ECHIPAMENTE I ACCESORII: elemente de produs, plane. 5.2. CONINUTUL I FORMA DRII DE SEAM 1. Tema i scopul lucrrii. 2. Schiarea aspectului exterior i specificarea reperelor (tabelul 1.1), elaborarea seciunii pentru elementele produsului de mbrcminte exterior: sistem de nchidere cu nasturi ascuni obinut prin tiere, sistem de nchidere cu nasturi ascuni prelucrat n custura cantului, cu deplasarea de la linia cantului, sistem de nchidere cu nasturi vizibili i custura de garnisire sau cu aplatizarea rezervelor custurii. 3. Elaborarea succesiunii tehnologice de prelucrare a sistemelor de nchidere (tabelul 1.2). 4. Confecionarea elementelor enumerate n p.2 n material. 5.3. BIBLIOGRAFIA RECOMANDAT1. Neagu Ioan, Mitu Stan, Tehnologii de confecionare a mbrcmintei, Sibiu,
2000, pag. 353 - 365. 2. .. . . .: , 1982. 248 - 263. Ore academice Durata efecturii lucrrii 4 Pregtirea lucrrii 6 Efectuarea lucrrii 2 Perfectarea drii de seam41
5.4. NTREBRI DE AUTOCONTROL 1. 2. 3. 4. 5. Care sunt etapele de prelucrare i asamblare a sistemelor de nchidere? Care sunt metodele de prelucrare a marginilor inferioare a canturilor? Care sunt prescripiile tehnice pentru asamblarea bizetului la cant? Ce feluri de butoniere pot fi prelucrate pe bize? Ce modaliti de fixare a bizetului la cant cunoatei?
5.5. CONSIDERAII GENERALE Se cunosc patru metode industriale de asamblare a canturilor: 1. pn la executarea custurilor umerale (produse pentru brbai); 2. simultan cu aplicarea gulerului n rscroial (produse pentru femei i copii); 3. odat cu definitivarea gulerului (produse cu gulere de tip al); 4. dup executarea custurilor umerale (produse de mbrcminte pentru var). A.Prelucrarea bizeelor La confeciile din esturi n carouri sau dungi cu linia reverului curb, n vederea coinciderii desenului materialului cu linia de rsfrngere a reverului, marginile interioare ale bizeelor se supun operaiei de decatare. Marginile interioare ale bizeului pot fi bordesite cu bieu sau cu o fie croit din cptueal. B. Precizarea i retuarea canturilor i tivurilor. Precizarea liniilor tivului i cantului pe reperele feelor, n acest scop acestea se pun vers la vers. Desenarea locului amplasrii butonierelor pe cant. Desenarea liniei de rsfrngere a reverului. La precizarea conturului feelor se satisfac urmtoarele cerine: 1. Linia cantului paralel liniei de simetrie. 2. Butonierele amplasate la distane egale. 3. Linia tivului perpendicular liniei de simetrie. 4. Limea rezervei tivului s fie de 30 mm. 5. n produsele cu desen (dung, carou) precizarea se face pe detaliul desfurat, 6. sau pe ambii spai separat. 7. n confeciile cu guler al i apa feele se retueaz dup aplicarea gulerului n rscroial.
42
C. Aplicarea bentiei pentru susinere la canturi Bentia termoadeziv va fi aplicat la fee cu susinere, pe sectoarele: I 0,2 cm; II 0,2 cm; III 0,5 - 0,6 cm; sectorul IV - se proiecteaz n cazul cnd prima butonier se afla mai sus de linia bustului; V 0,2 cm; VI, VII 0 cm; VIII 0,4 - 0,5 cm. Bentia netermoadeziv va fi decatat i apoi aplicat cu susinerea feelor. Distana la care se depune bentia termoadeziv depinde de limea custurilor de asamblare a canturilor i este indicat n schem i se distribuie dup cum urmeaz: rscroiala gtului 9 - 10 mm; revere 6-8 mm; canturile 7 - 9 mm; tivul 1 mm; linia de rsfrngere a reverului 5 - 7 mm. Calitatea aplicrii bentiei la canturi se face prin suprapunerea feelor stng i drept: produsele pentru femei cantul drept trebuie s fie mai lung cu 5 mm fa de cantul stng, n produsele pentru brbai cantul stng trebuie s fie mai lung cu 5 mm fa de cel drept.I
9-10
VIII
II
III IV
6-8
7-9VI
VII
Fig.5.1 Schema de aplicare a bentiei la fee cu susinere
Fig.5.2 Aplicarea bentiei la fee cu pstrarea distanei de la cant pe diferite sectoare
43
1
D. Prelucrarea bizeului n materiale n dung sau carouri, dunga trebuie s fie paralel liniei cantului, pe linia interioar se susine bizeul, la prima butonier se susine reperul feei. n produsele de lungime medie i mare bizeul trebuie asamblat din dou sau trei repere. mbinrile folosite depind de tipul materialelor mbinate: pentru materiale nedeirabile (nlocuitori de piele) mbinare cap la cap cu margini deschise a reperelor; pentru materiale care nu menin pliul aplatizarea rezervelor desclcate figura 5.3.
160 30
2
5-7
3 4
5
6Fig.5.3 Prelucrarea iniial a bizeelor, asamblarea din pri i prelucrarea marginii interioare Fig.5.4 Schema de aplicare a bizeului la fee, valoarea susinerii pe diferite sectoare.
E. Asamblarea bizeului la canturi n canturile fr revere canturile se asambleaz fr susinere, o mic susinere revine la butoniere 1-2 mm, n canturile cu revere susinerea bizeului i cantului se face, pe canturi din partea feei, pe revere din partea bizeului. Limea custurii de asamblare a canturilor este de 5-7 mm. Custura cu lime mai mare se va desclca. Asamblarea canturilor, pe cel drept se face de jos n sus, pe cel stng de sus n jos. Valoarea susinerii pe diferite sectoare este: sectorul 1 fr susinere; sectorul 2 344
5 mm, sectorul 3 2-8 mm, sectorul 4 1-2 mm, sectorul 5 i 6 - fr susinere, figura 5.4. Variante de asamblare i fixare a vipuci n canturi Dup ntoarcerea cantului pe fa vipuca se fixeaz prin custur provizorie. Modalitile de fixare a vipuci pe cant sunt date n schemele de mai jos.
301 bizet fata plastron
bizet 101 fata plastron
a
b
7-8
bentita termoadeziva fata bizet
103 bizet fata plastron
c
d
fir termofuzibil bizet
fata plastron
eFig. 5.5 Variante de fixare a vipuci n canturile asamblate
Canturile cu bizee croite din ntreg se prelucreaz n ordinea: 1 se aplic bentia la 1-2 mm distan de linia cantului, pentru ai conferi stabilitate. Asamblarea colurilor inferioare ale canturilor are loc n urmtoare succesiune tehnologic: 1 asamblarea bizeului la fee; 2 asamblarea cptuelii la tiv; 3 asamblarea cptuelii la bize pe linia interioar; 4 ntoarcerea colului cantului pe fa, fixarea cu chei, figura 5.6.45
bizet 5-7
fata
fata
captuseala
bizet
bizet captuseala fata
15 25-30
20-25
2
3b
4 1c
a
Fig. 5.6 Asamblarea canturilor cu cptueala la tiv
F. Prelucrarea nchiderilor cu nasturi ascuni nchiderile cu nasturi ascuni pot fi prelucrate cu tierea bizeului i bordesirea marginilor acestuia (fig. 5.7 c, f) i n custura de asamblare a canturilor (fig. 5.7 a, b, d, e). Prelucrarea nchiderii n custura de asamblare a canturilor (fig. 5.7,a) este urmtoarea: 1 - asamblarea cptuelii la bize; 2 - ntoarcerea pe fa i formarea vipuci pe bize; 3 - executarea butonierelor pe bize; 4 asamblarea cptuelii la fee; 5 asamblarea cptuelilor ntre ele; 6 asamblarea bizeelor la canturi n colul superior i inferior; 7 crestarea i ntoarcerea pe fa a canturilor; 8 executarea tighelului decorativ pe cant; 9 asamblarea cptuelii feei la bizet. Celelalte metode se deosebesc prin lipsa a uneia sau a ambelor cptueli, a feei sau bizetului i sunt recomandate pentru nchiderile prelucrate pe materiale subiri. nchiderea obinut prin tierea bizeului (fig. 5.7, c) are urmtoarea succesiune de prelucrare:46
10-15
1 marcarea liniilor deschiderii pe bize; 2 aplicarea cptuelilor la bize; 3 tierea deschiderii sistemului; 4 ntroducerea cptuelilor n deschidere, poziionarea sistemului n capete; 5 bordesirea marginilor sistemului cu cptueli; 6 executarea butonierelor pe bize; 7 fixarea cptuelilor ntre ele cu cheie; 8 asamblarea colurilor superior i inferior ale sistemului; 9 executarea tighelului decorativ pe cant; 10 asamblarea cptuelii feei la bize.
a
b
c
d
e
f
Fig. 5.7 Prelucrarea sistemelor de nchidere cu nasturi ascuni:a sistem n custura cantului; b sistem n custura cantului; c sistem bordesit cu cptueli; d - sistem prelucrat n custura cantului; e - sistem prelucrat n custura cantului; f sistem prelucrat pe bizet. 47
LUCRAREA DE LABORATOR nr. 6 Tema: STUDIUL PROCESELOR TEHNOLOGICE DE PRELUCRARE I ASAMBLAREA PRODUSELOR FUSTA I PANTALONI SCOPUL LUCRRII: studierea procesului tehnologic de prelucrare i asamblarea produselor cu sprijin n talie. 6.1. ORDINEA DESFURRII LUCRRII 1.Studierea variantelor soluionrii constructiv-tehnologice a elementelor produsului pantalon. 2. Elaborarea documentatiei tehnologice pentru procesul de prelucrare a elementelor n produsul pantalon. 3. Confecionarea elementelor produsului pantalon. 4. Perfectarea drii de seam. ECHIPAMENTE I ACCESORII: elemente de produs, plane. 6.2. CONINUTUL I FORMA DARII DE SEAMA 1. Tema i scopul lucrrii. 2. Schiarea aspectului exterior i specificarea reperelor (tabelul 1.1), elaborarea seciunii pentru elementele produsului pantaloni: li cu fermoar, buzunar lateral, buzunar-spate n chenar, betelie aplicat la produs. 4. Elaborarea succesiunii tehnologice de prelucrare a elementelor pantalonului (tabelul 1.2). 5. Confecionarea elementelor enumerate mai sus n material. 6.3. BIBLIOGRAFIA RECOMANDAT Neagu Ioan, Mitu Stan, Tehnologii de confecionare a mbrcmintei, Sibiu, 2000, pag. 157-229. .., .. . ., 1991., .178. .., .. . ., 1988., .170. .., .., . . , .235.
48
6.4. NTREBRI DE AUTOCONTROL Ce elemente ale pantalonilor (fustei) se prelucreaz n acelai timp? n ce succesiune se execut liul sistemului de inchidere la pantaloni? Ce maini cu aciune semiautomat pot fi folosite la executarea elementelor pantalonilor? Care sunt variantele tehnologice de prelucrare a tivului pantalonilor? Care sunt variantele tehnologice de executare a custurii ezutului la pantaloni pentru corpuri obeze? Care este deosebirea dintre metodele de executare a sliului la pantalonii confecionai pentru brbai i femei? 6.5. CONSIDERAII GENERALE A. Procesul tehnologic de fabricare a pantalonilor include operaiile: 1. Prelucrarea detaliilor buzunarelor laterale; 2. Prelucrarea prilor din spate: prelucrarea iniial: modelare-formare, prelucrarea buzunarelor pe spate; 3. Prelucrarea detaliilor liului (sistemului de nchidere); 4. Prelucrarea detaliilor mici; 5. Prelucrarea prilor din fa, prelucrarea iniial: modelare-formare, prelucrarea buzunarelor laterale; 6. Asamblarea prilor din fa i spate pe liniile laterale; 7. Executarea liului stng i drept; 8. Prelucrarea marginilor superioare; 9. Executarea custurilor interioare; 10. Asamblarea feelor pe linia turului; 11. Prelucrarea tivurilor; 12. Finisarea produsului. La pantalonii clasici pentru brbai se realizeaz dou subansamble constituite din 1/2 fa i 1/2 spate asamblate pe custurile laterale i inferioare. Aplicarea beteliei poate fi realizat n dou variante. Varianta 1. Cele dou jumti de betelie se aplic cu prima custur la cele 2 jumti de produs, dup care se realizeaz custura de simetrie a feei i spatelui continuat i pe betelia desfcut. Cea de-a dou custur a beteliei se va realiza pe ntreaga circumferin a taliei.(figura 6.1.) Varianta 2. La cele dou jumti de produs se aplic definitiv betelia, dup care se realizeaz custura de simetrie a spatelui i a feei. Fixarea extremitilor beteliei se realizeaz prin custuri de punctare (figura 6.2).
49
1, 3
2
1,3 2
a
b
Fig. 6.1. Realizarea subansamblelor pantalonului (I variant)30
1,2
3
a
b
Fig. 6.2. Realizarea subansamblelor pantalonului ( varianta II) Avantajele i dezavantajele metodei a doua (figura 6.2): modificarea mai uoar pe linia taliei; zona rezervelor este mult mai groas. Rezervele se pot vedea, dac cedeaz custura de punctare. La pantalonii pentru brbai cptueala dubleaz numai feele pn sub linia genunchiului. Cptueala se fixeaz pe custurile interioare i laterale prin operaia de surfilare a feelor, iar la partea superioar prin aplicarea beteliei.
1 2
a
b
c
Fig. 6.3. Variante de realizare a custurii turului:a - la maina cu 2 ace de cusut punct lan cu dou fire (2 x 401); b - prin aplicarea paspoalului; c - 1 bieu protector; 2 - surfilare.
50
1,5 - 2
Pentru pantalonii clasici finisarea include operaiile: Modelarea spaial a zonei superioare; 1. Formarea dungilor; 2. Presarea celor dou picioare a pantalonilor; 3. Presarea beteliei; 4. Presarea terminaiilor inferioare. B. Prelucrarea marginii superioare a pantalonilor include: executarea liului (pe nasturi i butoniere sau fermoar) i prelucrarea beteliei. n funcie de complexitate i destinaia produsului se ntlnesc dou variante de liuri cu nasturi. li la pantalonii pentru protecie din bumbac. La aceast variant de prelucrare a liului se utilizeaz numai repere din materialul de baz.
A
A
a
b
c
d
e
f
Fig. 6.4. Variante de realizare a liurilor cu nasturi i butoniere li cu nasturi la pantalonii clasici pentru brbai Realizarea ei necesit o tehnologie mai complicat cu repere din materiale auxiliare: ntritur, cptueal. La acest li cele dou pri se pot prelucra independent, dup care are loc suprapunerea i realizarea custurii de asamblare a feelor n prelungirea liului. Nasturii se cos n fazele de realizare a produselor.
a
b
c
Fig. 6.5. Variante de aplicare a ntriturii pe betelie
a b Fig.6.6. Variante de prelucrare a liului pe linia interioar:
c
a - bordesire cu panglica textil; b - bordesire cu bieu; c - nndire cu cptueal.
51
Prelucrarea subliului cu butoniere se va realiza n urmtoare succesiune (fig. 6.7, a): 1 - termolipirea subliului cu termoadeziv; 2 - aplicarea cptuelii la faa produsului; 3 - aplatizarea custurii pe muchia liului; 4 aplicarea cptuelii la subli; 5 aplatizarea custurii de integrare a subliului cu cptueala; 6 executarea butonierelor pe subli; 7 - surfilarea rezervelor interioare a subliului; 8 aplicarea prin custura decorativ a subliului la faa produsului.4 5 1 6 7
captuseala
4 5 1 6
7 captuseala
4 5 1 6 7
captuseala
2 3
8
2 3
8
2 3
8
aa cu rezervele surfilate; b - cu rezervele bordesite cu cptueal; c - cu rezerveles bordesite cu bieu.
b
c
Fig. 6.7. Variante de realizare a liului cu butoniere:
Prelucrarea subliului cu nasturi (fig. 6.8, a): 1 ntritura se plaseaz pe faa liului i facultativ pe cptueal prin termolipire; 2 cptueala se aplic la faa liului n forma dublat sau ntr-un strat; 3 poate fi realizat i ulterior dup asamblarea feei cu cptueala liului; 4 asamblarea feei cu liul urmat de clcarea i fixarea poziiei cptuelii liului (5); 5 fixarea cptuelii liului cu ce-a de-a doua custur. Aceast custur poate fi realizat n interiorul produsului sau pe faa produsului suprapus pe linia de aplicare a liului. 6 coaserea nasturelui pe li. Faa pantalonului se prinde obligatoriu cu ntritur pe linia liului. Subliul se dubleaz cu cptueala plasat fa la fa cu cptueala feei.
52
Acaptuseala2 3
Acaptuseala3 2
5 4 16
4 5
1
6
a
b
captuseala
subslit
3 2
captuseala
3
2
5c
46
1
5
4 1d
6
Fig. 6.8. Variante de realizare a subliului cu nasturi:a cu cptueal cu margine nchis; b- cu cptueal cu margine nchis; c- cu cptueala dublat aplicat la subli; d- cu cptueala feei aplicat la subli.
liul cu fermoar la pantalonii pentru femei, copii (fuste, rochii) utilizeaz o variant tehnologic simpl de prelucrare, ea include numai reperele din materiale de baz (fig. 6.9).
53
a
b
captuseala
A
A
c
d
5 4
1
4 captuseala
e Fig. 6.9. Variante de realizare a sistemelor de nchidere cu fermoar n pantalonii pentru femei, copii i cu destinaie special:a li i subli cu rezerve surfilate; b li i subli cu rezerve bordesite; c li i subli cu rezerve surfilate; d cptueala feei aplicat la li i subli; e li cu rezerve surfilate odat cu reperul feei
La pantalonii clasici pentru brbai tehnologia liului cu fermoar este mai complex, determinat de prezena reperelor de cptueal i ntritur n pachet (fig. 6.10). DE REINUT: dac la liul cu nasturi definitivarea liului se poate realiza n zona de asamblare dup prelucrarea independent a feelor, n cazul liului cu fermoar n primul rnd are loc asamblarea prealabil a feelor n prelungirea liului, iar definitivarea liului n etapele finale de asamblare a produsului.
54
ASeciunea A-A Subliul drept
ASubliul stng
captuseala
2 3
1
4
captuseala
5 4 1
3 2a
captuseala 5 4 1 3 2
captuseala4 5 13 6 2
b
captuseala 5
413
2
2 3 1 4 captuseala
c Fig. 6.10. Variante de realizare a sistemelor de nchidere cu fermoar:a- subli cu rezerve surfilate i li cu rezerva surfilat; b- subli i li cu rezerve bordesite cu cptueal; c- subli cu cptueal nndit i li bordesit cu bieu.
55
C. Variante tehnologice de prelucrare a beteliei Beteliile au rol funcional de fixare a produsului pe corp. Variante tehnologice de realizare a beteliei sunt date n figura 6.11 Seciunea A - A
A
a
b4 2 1 3
c
A
d
e
f
Fig. 6.11. Variante de realizare a beteliilor:a la maina de cusut semiautomat cu 2 ace; b cu rejans asamblat la maina semiautomat cu 2 ace; c cu rejans aplicat la betelie; d cu rejans compus aplicat pe versul beteliei; e- cu rejans compus aplicat la betelie; f- cu rejans compus aplicat la betelie.
D. Variante tehnologice de realizare a beteliei pe linia medie Pentru figurile obezive pe betelie se prevede o rezerv pe lime. Aceast rezerv poate fi realizat la prelucrarea marginilor superioare la
56
maina de cusut cu dou ace, adic asamblarea beteliei i rejansei cu detaliile pantalonului, iar la prelucrarea cu un ac - dup asamblarea beteliei la pantalon. Rezerva se oformeaz cu rejans, n caz dac ea va avea rezerva corespunztoare, sau se acoper cu rezervele beteliei (fig. 6.12, a,b).
a
b
c
Fig. 6.12. Variante de realizare a beteliei pe linia mediea - betelie dintr-o bucat (tip fund); b - betelie din dou pri (cu margini aplicate cu cheie); c - betelie din dou pri (bordesit pe linia exterioar).
Pentru a reduce grosimea beteliei este posibil bordesirea marginilor custurii turului (fig. 6.12, c), aceast operaie se execut dup asamblarea beteliei i benzei de rejans cu detaliile pantalonilor. Rezervele custurii medii se fixeaz la betelie la maina de cusut cheie. E. Variante tehnologice de realizare a terminaiilor Terminaia se va prelucra n funcie de destinaia produsului: terminaia surfilat i aplicat cu punct ascuns cu margine deschis (fig. 6.13, a), cu margine ndoiat (fig.6.13, b), cu benti n adaos tivit cu punct ascuns (fig. 6.13, c), cu benti aplicat la rezerva ndoiat (fig.6.13, d), manet dubl (fig. 6.13, e ), manet unu i 1/2 din limea manetei (fig. 6.13, f).A
A
a
b
c
d
e
f
Fig. 6.13. Variante de realizare a terminaiilor
57
LUCRAREA DE LABORATOR nr. 7 Tema: STUDIUL METODELOR DE PRELUCRARE A CPTUELII I A DUBLURII TERMOIZOLANTE SCOPUL LUCRRII: studiul metodelor de prelucrare a cptuelii i a dublurii termoizolante. 7.1. ORDINEA DESFURRII LUCRRII 1.Studierea variantelor soluionrii constructiv - tehnologice a prelucrrii cptuelii i dublurii termoizolante n vestimentaia exterioar. 2. Elaborarea documentatiei tehnologice pentru procesul de prelucrare a cptuelii i dublurii termoizolante n vestimentaia exterioar. 3. Confecionarea elementelor de produs conform sarcinii profesorului. 4. Perfectarea drii de seam. ECHIPAMENTE I ACCESORII: elemente de produs, plane. 7.2. CONINUTUL I FORMA DRII DE SEAM 1. Tema i scopul lucrrii. 2. Schiarea aspectului exterior i specificarea reperelor (tabelul 1.1), elaborarea seciunilor pentru elementele produsului palton: subansamblul feei cu cptueala matlasat detaabil i buzunarul interior prelucrat pe cptueala matlasat. 3. Elaborarea succesiunii tehnologice de prelucrare a subansamblului feei (tabelul 1.2). 4. Confecionarea elementelor enumerate mai sus n material. 7.3. NTREBRI DE AUTOCONTROL Ce orificii n cptueal se las pentru ntoarcerea produsului pe fa ? Care sunt strile de definitivare a cptuelii n sacouri (palton) (pn la asamblarea cu produsul) ? Cu ce repere de inserie se rigidizeaz zona umrului ? Care sunt metodele de asamblare a dublurii termoizolante cu faa produsului ?
58
7.4. BIBLIOGRAFIA RECOMANDAT 1. Neagu Ioan, Mitu Stan, Tehnologii de confecionare a mbrcmintei, Sibiu, 2000, pag. 338 - 369. 2. .., .. .: 1982. .289 - 301. 3. a .. .. .: 1991 . 146 - 155. Durata efecturii lucrrii 1.Pregtirea lucrrii 2.Efectuarea lucrrii 3.Oformarea drii de seam 7.5. CONSIDERAII GENERALE A. Prelucrarea buzunarelor interioare pe cptueal Pe cptueal i bizet pot fi prelucrate urmtoarele tipuri de buzunare interioare: tiate i plasate pe direcia custurii. Succesiunea tehnologic de prelucrare a buzunarului cu laist din cptueal. (fig.7.1, a): 1. Aplicarea contrarefiletului pe punga buzunarului; 2. Aplicarea laistului pe punga buzunarului; 3. Aplicarea laistului pe linia inferioar a buzunarului; 4. Aplicarea pungii i contrarefiletului pe linia superioar a deschiderii; 5. Tierea deschiderii buzunarului; 6. ntroducerea pungii contrarefiletului n deschidere; 7. Poziionarea buzunarului n capete; 8. nchiderea pungii buzunarului pe contur. Succesiunea tehnologica de prelucrare a buzunarului pe cptueala matlasat cu laist decorativ (fig.7.2, a): 1. Aplicarea contrarefiletului pe punga buzunarului; 2. nchiderea pungii buzunarului pe contur; 3. Bordesirea buzunarului pe linia superioar de deschidere; 4. Bordesirea laistului pe linia inferioar; 5. Aplicarea marginii libere a laistului pe linia superioar a buzunarului; 6. Aplicarea pungii i contrarefiletului pe linia inferioar a buzunarului; 7. Aplicarea capetelor laistului pe deschiderea buzunarului; 8. Asamblarea buzunarului n capetele laterale. ore academice 2 4 4
59
6 4 3 2 1 5a
4 2 1 5b
3 2 11 2
4
c Fig. 7.1. Variante de realizare a buzunarelor interioare:a - tiat cu laist din cptueal cu capete montate, b tiat cu laist din material de baz cu capete montate; c plasat n custur cu laist din material de baz, d - plasat n custur dintr-o bucat.
d
60
7 3 6
8 2 6 3 4 5
5 4 1 2
1 7
a Fig. 7.2. Variante de realizare a buzunarelor interioare:a - prelucrat pe cptueala matlasat; b - tiat cu doi refilei, prelucrat pe limba bizetului.
b
B. Prelucrarea cptuelii paltonului pentru femei Prelucrarea cptuelii paltonului de iarn i demiului pentru femei este unificat. Particularitile prelucrrii tehnologice constau n faptul, c n paltonul de iarn, termoizolantul i cptueala pe liniile laterale i de simetrie se asambleaz fr surfilare. Limea custurilor de asamblare este de 10 mm i se surfileaz pe un sector de 300 400 mm, limea custurii de surfilare este de 7-8 mm. n confeciile fr pernie n rscroiala mnecii se nsereaz o fie de cptueal, cu care aceasta se fixeaz de rscroiala mnecii de baz.
61
2 9 8 5
7 3 4 5
6 1
Fig. 7.3 Prelucarera cptuelii paltonului pentru femei C. Prelucrarea cptuelii paltonului pentru brbai Succesiunea tehnologic de prelucrare include operaiile: 1. Asamblarea spatelui pe linia de simetrie; 2. Executarea custurilor laterale; 3. Executarea custurilor umerale; 4. Asamblarea clinului la partea superioar a mnecii; 5. Asamblarea pensei de cot a mnecii; 6. nchiderea tubular a mnecii pe linia cotului; 7. Aplicarea mnecii n rscroial; 8. Clcarea cptuelii.
400
Succesiunea tehnologic de prelucrare include operaiile: 1. Prelucrarea fixatorului de cant; 2. Prelucrarea agtoarei; 3. Prelucrarea buzunarului interor; 4. Asamblarea penselor; 5. Asamblarea spatelui; 6. Asamblarea feelor i spatelui pe liniile laterale; 7. Executarea custurilor umerale; 8. Asamblarea tubular a mnecilor; 9. Aplicarea mnecilor n rscroial. 10. Surfilarea rezervelor custurilor laterale i de simetrie la spate (lungimea custurilor de 400 mm)
3 7 6 5
2 1
4
Fig. 7.4 Prelucrarea cptuelii paltonului pentru brbai
62
1 2
Asamblarea detaliilor pe liniile lateral i de simetrie se face ncepnd cu rscroiala, din cauza lipsei necesitii de retuare a cptuelii la rscroieli. Custurile umerale se execut pe partea reperului feei. Se vor folosi dispozitive de separare a reperelor asamblate. Cu scopul fixrii cptuelii de dublura feei, n custura de asamblare a cptuelii la bizee i cazur se va aplica bentia termofuzibil. Mneca se va aplica n rscroial prin dou treceri: prima pe sectorul inferior al rscroielii, a doua pe capul minecii.
Fig. 7.5 Aplicarea mnecii n rscroial D. Prelucrarea termoizolantului i pernielor Sortimentul de materiale termoizolante include: Vatin matlasat din bumbac sau semiln; Termoizolant matlasat btut cu ace; Pnze voluminoase termoadezive. Termoizolantul poate fi apicat n 1, 1,5, 2, 2,5 straturi. Stratul suplimentar de termoizolant se pune n partea superioar a feei i spatelui pn la linia oldurilor i a mnecii pe lungimea de din mnec. Pensele prelucrate pe termoizolant pot fi tiate i netiate.
Fig. 7.6 Variante de realizare a penselor pe termoizolant
63
Tipurile de pernie folosite depinde de tipul confeciilor: 1. n confeciile cu mas uoar - pernie moi, uoare din pnz i materiale neesute; 2. n sacouri, paltoane pernie rigide. Fabricarea pernielor se face n cteva faze: 1. Aplicarea pe ruloul materialului neesut a detaliului din vatin i porolon i asamblarea lor la main prin btaie cu ace. 2. Decuparea prin tanare a pernielor la presa de tanare. E. Asamblarea inseriei termoizolante la produs i a cptuelii la produs Perniele se aplic la rscroiala umrului, la maina de cusut simplu sau de cusut ascuns, limea custurii de 1-2 mm de la custura de aplicare a mnecilor n rscroial. F. Asamblarea cptuelii i termoizolantului la produsul palton de iarn (cptueala detaabil la tiv) 1. Precizarea dimensiunilor termoizolantului i confeciei pe contur; 2. Aplicarea fiei de bumbac la termoizolant pe linia cantului; 3. Asamblarea cptuelii la bizee; 4. Asamblarea cptuelii i termoizolantului pe liniile laterale; 5. Asamblarea cptuelii la rscroiala gtului (ctre rezerva custurii de aplicare a feei de guler) sau ctre dublura spatelui; 6. Fixarea rscroielii termoizolantului de rscroiala cptuelii; 7. Precizarea termoizolantului la tiv; 8. Despicarea termoizolantului deasupra liului; 9. Fixarea termoizolantului de dublura liului cu punct ascuns; 10.Fixarea termoizolantului de tivurile produsului cu punct ascuns. Termoizolantul se asambleaz la produs pe liniile bizetului, rscroieli, li spate, iar n produsele cu cptueala nndit la tiv i la custurile laterale. Custurile laterale pe termoizolant se execut cu susinerea reperului spate, limea custurii este de 10 mm. Custurile umerale a spatelui i feei a termoizolantului i cptuelii se asambleaz printr-o custur de 10 mm, susinnd spatele. Custura rscroielii gtului se asambleaz la rezervele dosului de guler, nsernd termoizolantul n custur. La rscroiala mnecilor se aplic rezervele custurii de aplicare a termoizolantului n rscroial.
64
A-A40
A
A
a
b
c
20...30
d
Fig. 7.7. Schema de asamblare a cptuelii i termoizolantului:a - schema general de asamblare; b - prelucrarea cantului; c - cptueala nedetaabil la tiv; d - cptueala detaabil la tiv.
65
10..15
G. Asamblarea cptuelii la paltonul pentru femei6
5 4 3 2
A
A
Succesiunea tehnologic de asamblare a cptuelii la palton este urmtoarea: 1. Precizarea cptuelii cu faa produsului dup mrime; 2. Tivirea cptuelii cu reserve nchise; 3. Prelucrarea buzunarului n custura de asamblare cu bizeul; 4. Asamblarea cptuelii la bize; 5. Asamblarea cptuelii pe liinile umerale; 6. Aplicarea gulerului n rscroial. 7. Fixarea cptuelii la custurile laterale.
2
32 3
4
Bizet
Captuseala
Fata
3
4
1
6
5
Fig. 7.8. Schema de asamblare a cptuelii paltonului demiu pentru femei:1 schema de asamblare a cptuelii la produs; 2 prelucrarea tivului; 3 prelucrarea buzunarului n custur; 4 asamblarea cptuelii la bize; 5 aplicarea mnecii n rscroial; 6 aplicarea gulerului n rscroial.
66
Dac pe reperul spate s-a format un plus de cptueal, acesta va fi trecut n pliu. Semnul de control se execut pe liniile cantului cptuelii, linia interioar a bizeului. Dac n produs este prevzut buzunar pe linia de asamblare a cptuelii la bize, punga buzunarului va fi aplicat la bize odat cu asamblarea cptuelii la acesta. n sectorul feelor se prevede susinerea cptuelii conform construciei produsului. n partea inferioar, custurile de asamblare a cptuelii la bizee, pe un sector de 25-30 cm de la tiv, vor fi surfilate. Rezervele custurilor de asamblare a cptuelii la bizee vor fi aplicate la dublura feelor cu punct ascuns sau cu band termofuzibil, care se aplic n custur. n mnecile cu manete cptueala se fixeaz de custurile de cot i anterioar a mnecilor, realiznd un plus de cptueal, custurile de cot se fixeaz pe un sector de 6-10 cm la distana de 5-10 cm de la tivul mnecii. n produsele cu pernie cptueala se va fixa de acestea prin inermediul bentiei de cptueal. Tivul cptuelii se execut la maina de cusut zig-zag sau la maina de cusut simplu. Colurile canturilor se fixeaz la maina de executat cheie. H.Asamblarea cptuelii la paltonul pentru brbai cu cptueal asamblat la tiv Gradul de definitivare a cptuelii este urmtoarea: custurile umerale deschise. Succesiunea de asamblare a cptuelii la paltonul pentru brbai este prezentat n figura 7.9 i este urmtoarea: 1. Precizarea cptuelii dup dimensiunile paltonului; 2. Despicarea cptuelii la li; 3. Asamblarea cptuelii la bizet; 4. Asamblarea cptuelii la tivul produsului (fazele 1,2,3,4,5); 5. ntoarcerea cptuelii pe fa prin rscroiala mnecii; 6. Fixarea rezervelor liului cu punct ascuns de dublur; 7. Asamblarea cptuelii pe liniile umerale; 8. Aplicarea n rscroial a mnecilor; 9. Clcarea de scdere a rscroielilor mnecilor; 10. Aplicarea pernielor i a riei la rscroiala mnecilor; 11. Asamblarea gulerului la bizet pe linia cazurii; 12. Aplicarea dosului de guler n rscroial; 13. Aplicarea feei de guler n rscroiala cptuelii; 14. Aplicarea feei de guler la dosul de guler prin custur interioar; 15. Fixarea cptuelii la rscroielile mnecilor; 16. Tighelirea orificiului mnecii.
67
11
12,13,14 8, 15
7 4 3
4 1 4
3 5 2
Fig. 7.9 Schema de asamblare a cptuelii paltonului pentru brbai Limea custurii de asamblare a colului liului este de 5-7 mm, cpuela deasupra liului se asambleaz prin custura de 10-14 mm i este adus la zero la distana de 20-30 mm mai sus de captul despicturii liului. Custura de asamblare a cptuelii la rezervele liului se fixeaz de dublura liului la maina de cusut ascuns sau bentia termofuzibil. Dac n produs este prevzut cptueala termoizolant detaabil prin nasturi prelucrarea ei va include operaiile: Asamblarea reperelor pe liniile laterale i umerale cu surfilarea sau bordesirea acestora; 2. Asamblarea tubular a mnecilor; 3. Aplicarea mnecilor n rscroial; 4. Bordesirea cptuelii termoizolante pe liniile cantului, tivului, rscroielii, precum i a rscroielii fr mnec. Cptueala termoizolant se asambleaz la produs prin nasturi, capse, nasturi sau fermoar, o panglic a creea se aplic la bizet pe linia interioar i faa de guler, a doua - pe cptueala termoizolant. Pentru a evita defectele intervenite la prelucrarea cptuelii i termoizolantului i asamblrii cu produsul, este necesar de respectat condiiile de efectuare a operaiilor. Nerespectarea limii custurilor, nesuprapunerea crestturilor la asamblarea reperelor poate aduce la 1.
68
biezarea cptuelii i a cptuelii termoizolante (cptueala poate fi ngustat sau lrgit, ceea ce se va reflecta asupra aspectului exterior al produsului). NIIP-ul recomand urmtoarele subansamble a cptuelii (nndite la tiv) pentru asamblarea acesteea la produs: pentru sacou: custurile umerale, laterale i de simetrie - spate asamblate; n custura din fa a mnecii este lsat o gaur cu lungimea de 150-200 mm, custurile de cot asamblate, cptueala mnecii asamblat la tivul mnecii; pentru palton: custurile laterale i de mijloc al spatelui executate; mnecile cptuelii constau din trei pri, custurile de cot la mneci asamblate, custurile din fa a mnecilor asamblate la 100 mm de la rscroial, custurile umerale i cele de mijloc a mnecilor nu sunt aplicate n rscroiala deschis. Din mulimea de metode de asamblare a cptuelii la produs pot fi evideniate urmtoarele: 1. asamblarea cptuelii la produs cu marginile interioare ale bizeelor nebordisite i cptueala detaat la tiv (n paltoane pentru femei i impermiabile, palton pentru fetie); 2. asamblarea cptuelii n produs cu marginile interioare ale bizeelor nebordisite i cptueala nndit la tiv (n sacouri, scurte, demiurile pentru brbai i copii, produse din piele, velur). Schema de asamblare a cptuelii la palton i sacouri din cauza dimensiunilor i proprietilor diferite ale materialelor folosite sunt diferite; 3. asamblarea cptuelii n produs cu marginile interioare ale bizetului i tivului bordisite (n demiuri i paltoane de iarn, produse de calitate superioar); 4. asamblarea cptuelii matlasate cu dublura termoizolant (n demiuri i paltoane de iarn). Optimizarea metodelor de prelucrare a cptuelii i termoizolantului trebuie s fie ndreptat spre mecanizarea operaiilor de asamblare a cptuelii, a dublurii termoizolante, folosirea mainilor speciale i a semiautomatelor, cumularea operaiilor tehnologice i simplificarea metodelor de asamblare a dublurii termoadezive.
69
LUCRARE DE LABORATOR nr. 8 Tema: AUTOMATIZAREA PROCESELOR DE ASAMBLARE A PRODUSELOR TEXTILE SCOPUL LUCRRII: studierea caracteristicilor de baz a utilajului de cusut i pentru finisare higro-termic cu aciune neautomat, semiautomat i automat.
8.1 ORDINEA DESFURRII LUCRRII1. Studierea noiunilor generale despre procesele tehnologice mecanizate i automatizate; 2. Studierea caracteristicilor de baz ale mainilor cu acionare neautomat, semiautomat i automat; 3. Studierea caracteristicilor de baz ale utilajului pentru finisare higro-termic; 4. Studierea caracteristicilor tehnologice ale mainilor de cusut i utilajului pentru finisare higro-termic, utilizate n liniile tehnologice de confecionare a costumelor pentru brbai. Rezultatele studiului de ntrodus n tabelele 8.1 i 8.2. 5. Formularea concluziilor asupra lucrrii. ECHIPAMENTE SI ACCESORII: prospecte publicitare, cataloage cu utilaje industriale. 8.2 FORMA I CONINUTUL DRII DE SEAM Tema lucrrii i scopul lucrrii; Rezultatele studiului prospectelor publicitare, paapoartelor mainilor de cusut cu acionare semiautomat i automat plasate n tabelele 8.1 i 8.2; Concluzii asupra lucrrii efectuate. 8.3 NTREBRI DE AUTOCONTROL 1. Care sunt premizele mecanizrii i automatizrii a operaiilor de coasere? 2. Care este esena mecanizrii, automatizrii coaserii? 3. Care este deosebirea dintre semiautomatizarea i automatizarea coaserii? 4. Dai exemple de automatizare a fazelor auxiliare la coasere.
70
1 1 2 3 2 formelor de clcat Greutatea fierului de clcat, kg. 3 Modul de umezire a materialului Superioare 4 Inferioare Superioare Inferioare 4 5 Tipul de nclzire al formei 6 7 5 Grosimea materialelor de cusut Turaia arborelui principal, min-1 Tipul custurii 6 Aa folosit Destinaia tehnologic a mainii Destinaia Modul de nclzire a
Timpul alocat lucrrii Pregtirea lucrrii Efectuarea lucrrii Oformarea drii de seam Tipul i marca utilajului
Clasa mainii uzina productoare
Tabelul 8.1 Caracteristica tehnologic a mainilor de cusut semiautomate i automate
Tabelul 8.2 - Caracteristica utilajului i a regimurilor de finisare higro-termic
71
Temperatura de nclzire a formei
8 9 10 11 Aburire Presare Vacuumare Efortul de presare, kPa
7 8
Tipul i numrul acelor Transportorul 9 Suveica, apuctorul 10 Tipul materialului de prelucrat
Durata ciclului de presare, s.
2 2 4 12 13 14 ORE ACADEMICE
Operaiile tehnologice executate
8.4 BIBLIOGRAFIA RECOMANDATA 1. Chiriac Vasile, Tehnologia de finisare a confeciilor textile, p. 114 124, Bucureti, 1996. 2. .., .. . ., 1982, . 3. .. . ., 1979, . 27-33. 4. .. , .: 1988. 5. .., .. . .: 1981. 8.5 CONSIDERAII GENERALE Utilajul tehnologic existent are grad diferit de automatizare i concentrare a operaiilor tehnologice, care caracterizeaz calitatea ndeplinirii operaiilor i productivitatea muncii. n baza clasificrii sunt puse fazele (micrile) tehnologice ciclice de baz i auxiliare: manuale, mecanice, manual-mecanice i automate. n corepsundere cu caracterul fazelor tip ndeplinite sunt date definiiile tuturor tipurilor de utilaj de cusut. [1]. Main cu destinaie general cu un ac, un cuit etc. Scoaterea sistemic a detaliului sau a unitii de asamblare este ndeplinit manual de ctre executor (monoinstrumental). Main poliinstrumental cu destinaie special i acionare neautomat: cu cuit i 1,2 ace, ac i fier de clcat etc. Fazele de transport, alimentare sistemic a procesului i scoaterea detaliului din zon se face manual. La ele se refer i mainile monoinstrumentale care sunt dotate cu dispozitive. Automat - sistemul mecanismelor i dispozitivelor, care asigur ndeplinirea automat a operaiilor de baz i operaiilor de transportare (interfazic) i alte faze auxiliare n succesiunea tehnologic. Alimentarea procesului i scoaterea reperelor se ndeplinete automat, iar periodice de ctre executor. Linie semiautomat grup de maini, ntrunite de un dispozitiv de transport, un ritm i sistem unic de dirijare i care asigur n succesiune tehnologic ndeplinirea automat a micrilor (fazelor) de baz, de transportare i alte faze auxiliare, care determin fabricarea unitii de asamblare: furnizare executor, evacuare automatul. Linie automat grup de maini, unite de un dispozitiv de transportare, un ritm i sistem unic de dirijare care asigur ndeplinirea fazelor de baz, interfazice (ntre maini) i alte faze auxiliare, cauzate de fabricare a unitii de asamblare. Alimentare sistemic a procesului i scoaterea unitii de asamblare din zon se efectuiaz automat, iar alimentarea periodic de ctre om (executor).[1] Mecanizare parial este forma primar a mecanizrii n cadrul cruia munca manual este nlocuit cu lucrul mainilor pentru executarea numai a unor operaii tehnologice din fluxul de fabricaie, celelalte executndu-se manual.72
Mecanizare total folosete sistemul de maini mecanizate i dispozitive care permit mecanizarea operaiilor tehnologice i ale transportului interoperaional pe fluxul de fabricaie. Automatizarea proceselor de producie este forma perfecionat a mecanizrii i se caracterizeaz prin executarea operaiilor de ctre maini i instalaii, fr participarea omului, acesta avnd parial rol de supraveghere i control al bunului mers al instalaiilor automate. Semiautomatizarea const n executarea automat a unor funcii de ctre maini n realizarea operaiilor tehnologice sub controlul omului. Automatizarea complex este caracterizat prin execuia automat, fr intervenia omului a tuturor funciunilor de ctre maini n vederea realizrii unei operaii sau a unui complex de operaii tehnologice (pregtirea- ncheierea operaiei i prelucrarea propriu - zis). Mainile i instalaiile automate pot fi comandate direct sau de la distan (comanda program sau calculator). Cibernetizarea ca form cea mai nalt a automatizrii, permite conducerea i controlul cu ajutorul calculatoarelor a unui ntreg proces de producie dintr-o secie sau ntreprindere. Maini semiautomate de cusut. n mainile de cusut cu lucru neautomat transportarea semifabricatului n raport cu mecanismele mainii, care efectuiaz mpletirea firelor cu scopul formrii custurii, se efectueaz cu participarea executorului. Una din cile de sporire a productivitii muncii la operaiile de asamblare este mecanizarea i automatizarea operaiilor manuale, efectuate pentru ntroducerea i evacuarea semifabricatelor din zona de coasere. Operaiile manuale frecvent ntlnite sunt: desprinderea reperelor din pachet, transportarea reperelor la organele de lucru a mainii de cusut; oprirea mainii cu acul n poziia de sus sau inferioar; tierea aelor cu foarfecele, efectuarea operaiunilor de luat foarfecele i de le depus deoparte; efectuarea cheiei la nceputul i sfritul custurii; ridicarea coborrea picioruului de presare. Automatizarea acestor operaii i este una din sarcinile principale ale constructorilor de maini. [4] Utilajul de finisare higro termic este unul din utilajele de baz, folosit n fabricarea confeciilor textile. Utilajul de finisare higro-termic se divizeaz n universal, special, mese de clcat, fiere de clcat, utilajul auxiliar i alt utilaj. Majoritatea instalaiilor, preselor i meselor de clcat prezint un set, care const din prese de construcie de baz i un set de forme i fiere de clcat. Presele de clcat cu construcie de baz i instalaiile de termocolat se deosebesc dup un ir de indici de baz. La aceti indici se refer efortul de presare, tipul ghidajului, gradul de automatizare, tipul combustibilului folosit. Efortul de presare. Pentru utilajul produs n Rusia este stabilit efortul de 6,3 KN pentru presele uoare i 20 KN pentru presele mijlocii i grele. Pentru presele produse n Cehia i alte ri europene ai fostului lagr socialist efortul de presare se nscrie n segmentul 12 i 36 KN.
73
La utilajele speciale, care au o construcie original pot fi i alte valori pentru efortul de presare, care se stabilesc n funcie de cerinele tehnologiei. Aa nct la presele pentru clcarea rscroielii se stabilete efortul de 2,7 i 2,6 KN; iar la presele pentru clcarea gulerelor 4,9 i 2,45 KN etc. Tipul ghidajului. n presele de clcat se folosesc ghidajele electromecanic, pneumatic i hidraulic. Sunt posibile variante de soluionare combinat a acestora. Gradul de automatizare. n prese este prevzut instalarea diverselor sisteme de ghidare: dirijare programat automatizat, dirijare programat parial, dirijare manual. Dirijare automatizat programat a procesului const n executarea ntregului ciclu de prelucrare a confeciei la prese n regim automatizat, n care toate micrile (presarea, aburirea i vacuumarea) se realizeaz ntr-un ciclu prestabilit. n funciile operatorului intr numai aezarea i scoaterea confeciei pe forma presei, precum i lansarea presei. Programul se instaleaz n dependen de construcia nodului, n acesta se folosete sistemul de came, releul timpului, hart de programare. Dirijarea programat parial prevede automatizarea numai a unor momente a ciclului de presare, spre exemplu durata ciclului de presare. Tipul de comutare la purttorii de energie. n presele de construcie de baz un factor de baz este tipul sursei de energie, la care este comutat presa (electric, abur, pneumatic sau reea de aburi). Sunt posibile dou tipuri de comutare a preselor: cuplare la reeaua de distribuie sau alte surse exterioare sau cuplare combinat, adic prezena n prese a generatorului individual de aburi individual.
74
Tabelul 8.3 - Clasificarea utilajului tehnologic [3]Tipul utilajului 1. Maini de cusut simplu cu acionare neautomat, destinate pentru efectuarea unei operaii de baz 2. Maini speciale cu acionare neautomat de ndeplinire a unei operaii de baz i a unei suplimentare 3. Maini speciale cu acionare neautomat pentru ndeplinirea a una sau dou operaii de baz Denumirea utilajului Maini de cusut simplu (301) Maini de cusut n zig zag (304) Maini de cusut lan cu un fir (101) Maini de cusut lan cu dou fire (401) Maini de cusut ascuns (103) Maini de cusut din prima grup dotate cu dispozitive
Maini de cusut simplu biliniar (301 x 2) Maini de cusut n lan biliniar (401 x 2) Maini de asamblare - desclcare Maini triploc (504 cu mecanismul cuitului) Cteva capete de maini cu acionare 4. Maini speciale cu acionare neautomat conceput ca agregat, neautomat cuplate pe o mas destinat ndeplinirii a dou i mai multe operaii de baz 5. Semiautomate care ndeplinesc Semiautomat de cusut nasturi cu buncr o operaie de baz sau o operaie Semiautomat de executat custuri dup contur prestabilit (pense, embleme, epolei) de baz i una auxiliar Pres hidraulic Semiautomat pentru executarea butonierelor 6. Semiautomate pentru pe manet ndeplinirea a dou i mai multe Semiautomat pentru prelucrarea buzunarelor operaii de baz tiate Automat de executat butoniere, 1611(Nekki), 7. Automat pentru ndeplinirea a dou, trei operaii de baz i o una 256 5 (Zinger) auxiliar Automat de executat dou butoniere pe 8. Automat pentru ndeplinirea a manete, dou, trei operaii de baz i una 761 - C (Juki) auxiliar Preformarea fentei pe cmaa pe pieptul drept, 9. Linii semiautomate pentru ndeplinirea unei faze de baz i a aplicarea fentei i coaserea pe ea a 5 nasturi, 885 23 (Zinger); asamblarea manetelor, unei operaii auxiliare 980 (Adler). Linia pentru formarea pachetului din detaliile 10. Linii automate pentru ndeplinirea unei operaii de baz manetei cmaei, nndirea manetei, ntoarcerea manetei pe fa, efectuarea i a unei auxiliare custurii de margine, coaserea nasturilor i executarea butonierelor, AL 1 (Pfaff). 11. Fluxul semiautomatizat pentru confecionarea unui produs Flux automatizat pentru tierea cearafului din 12. Fluxuri automatizate pentru ndeplinirea unei faze de baz i a rulou, ndoirea marginilor i tighelirea, ndoirea cearafului i clcarea, LSP 4 i AP 1 unei faze auxiliare n Adler. confecionarea unui produs textil
75
CUPRINSUL
LUCRAREA DE LABORATOR nr. 1 Procesul tehnologic de prelucrare iniial a reperelor n vestimentaia exterioar LUCRAREA DE LABORATOR nr. 2 Procesul tehnologic de fabricare a buzunarelor n vestimentaia exterioar LUCRAREA DE LABORATOR nr. 3 Procesul tehnologic de prelucrare i asamblare a gulerelor n vestimentaia exterioar LUCRAREA DE LABORATOR nr. 4 Procesul tehnologic de prelucrare i asamblare a mnecilor n vestimentaia exterioar LUCRAREA DE LABORATOR nr. 5 Procesul tehnologic de prelucrare a sistemelor de nchidere n vestimentaia exterioar LUCRAREA DE LABORATOR nr. 6 Procesul tehnologic de prelucrare i asamblare a produselor fusta i pantaloni LUCRAREA DE LABORATOR nr. 7 Studiul metodelor de prelucrare a cptuelii i a dublurii termoizolante LUCRAREA DE LABORATOR nr. 8 Automatizarea proceselor de asamblare a produselor textile
4
19
29
36
41
48
58
70
76
UNIVERSITATEA TEHNIC A MOLDOVEI
TEHNOLOGIA CONFECIILOR DIN ESTURIProcese tehnologice de fabricaie a produselor de mbrcminte Indicaii metodice pentru realizarea lucrrilor de laborator
Chiinu2008
77