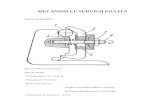
Presa Cu Piulita Fixa
28
UNIVERSITATEA TEHNICĂ CLUJ-NAPOCA FACULTATEA DE CONSTRUCŢII DE MAŞINI CATEDRA ORGANE DE MASINI PROIECT DE SEMESTRU LA ORGANE DE MASINI
-
Upload
ciprian-pop -
Category
Documents
-
view
516 -
download
53
Transcript of Presa Cu Piulita Fixa

UNIVERSITATEA TEHNICĂ CLUJ-NAPOCA FACULTATEA DE CONSTRUCŢII DE MAŞINI CATEDRA ORGANE DE MASINI
PROIECT DE SEMESTRU LA ORGANE DE MASINI
Student: Grupa: Ing Economica Ind An: II Sectia:Constructii de Masini
Anul universitar

CUPRINS
TEMA DE PROIECT …………………………………………………………… 2BIBLIOGRAFIE ………………………………………………………………… 3I. Memoriu tehnic ……………………………………………………………….. 5
1. Consideraţii generale ……………………………………………………. 42. Tipuri de filete utilizate la şuruburile de mişcare ……………………….. 63. Alegerea profilului filetului ……………………………………………… 74. Soluţii constructive ………………………………………………………. 7
II. Memoriu justificativ de calcul ………………………………………………. 101. Calculul şi proiectarea şurubului ………………………………………... 10
1.1 Stabilirea naturii solicitărilor tijei ………………………………. 10 1.2 Alegerea profilului filetului …………………………………….. 111.3 Alegerea materialului şurubului şi piuliţei ……………………… 111.4 Calculul diametrului mediu al filetului …………………………. 121.5 Alegerea numărului de începuturi ………………………………. 141.6 Calculul numărului de spire în contact ………………………….. 141.7 Calculul lungimii filetului piuliţei ………………………………. 141.8 Calculul lungimii filetului şurubului ……………………………. 151.9 Proiectarea extremităţilor şurubului principal …………………... 15
2. Verificarea şurubului …………………………………………………….. 162.1 Verificarea tijei la solicitări compuse …………………………… 162.2 Verificarea secţiunii de calare a roţii de manevră la răsucire …… 172.3 Verificarea spirelor şurubului …………………………………… 182.4 Verificarea şurubului la flambaj ………………………………… 19
3. Dimensionarea piuliţei ……………………………………………………194. Verificarea piuliţei ……………………………………………………….. 215. Calculul mecanismului de acţionare ……………………………………... 22
6. Verificarea corpului presei…………………………………………………22III. Anexe
-2-

UNIVERSITATEA TEHNICĂ CLUJ-NAPOCA FACULTATEA DE CONSTRUCŢII DE MAŞINI CATEDRA ORGANE DE MASINI
TEMA:
Sa se proiecteze PRESA CU PIULIŢĂ FIXĂ
- sarcina: F = 18850 N- cursa: h = 243 mm
Proiectul va conţine:
1. Desen de ansamblu2. Desene de execuţie pentru surub,piulita si o piesa aleasa de conducatorul de proiect3. Memoriu tehnic4. Memoriu justificativ de calcul
Conducător de proiect
Conf.dr.ing. Haragas Simion
-3

BIBLIOGRAFIE
1. Dorina Mătesan si colaboratorii - Elemente de proiectare pentru mecanismele
cu şurub şi piuliţă, 1985.
2. Gh. Hulpe si colaboratorii – Desen industrial, 1980
3. P. Precupetiu si colaboratorii - Desen tehnic industrial, 1982
4. Augustin Cretu - Rezistenţa materialelor, 1993
5. D. Dragu si colaboratorii – Tolerante si masuratori tehnice,1980
6. Andrei Albu – Proiectarea masinilor unelte,1986
7. Mircea Galis – Proiectarea masinilor unelte,1994
-4-

I. MEMORIU TEHNIC
1. CONSIDERAŢII GENERALE
Mecanismele cu şurub şi piuliţă se utilizează pentru transformarea mişcării de
rotaţie în mişcare de translaţie sau invers în condiţii de transmitere a unor sarcini (ca
transmisii de forţă) sau având numai rol cinematic.
Utilizarea mecanismelor cu şuruburi de mişcare în construcţia de maşini se
datoresc avantajelor pe care le prezintă şi anume:
- construcţia simplă şi tehnologia de execuţie uşor realizabilă
- posibilitatea de transmitere a unor sarcini axiale mari utilizând forţe de
acţionare mici
- raport mare de transmitere care duce la viteze mici
- compactitatea construcţiei şi gabarit redus
- funcţionarea lină şi fără zgomot
- posibilitatea de a asigura în mod simplu autofrânarea
- permite utilizarea materialelor ieftine
- preţ de cost redus
Mecanismele cu şuruburi de mişcare prezintă şi următoarele dezavantaje:
-5

- existenţa unei frecări în spirele filetului şurubului şi piuliţei care conduce la
uzarea pieselor şi la randament scăzut
- prezenţa unor puternici concentratori de tensiune în zona filetată afectează
rezistenţa la oboseală a şurubului
- lipsa autocentrării
- necunoaşterea exactă a forţelor de strângere
2. TIPURI DE FILETE UTILIZATE LA ŞURUBURILE DE MIŞCARE
Pentru şuruburile de mişcare se utilizează în exclusivitate filetul cilindric cu profil
pătrat, trapezoidal, ferăstrău şi rotund executate cu pas normal, fin sau mare.
Pasul fin şi normal asigură condiţia de autofrânare. Pasul fin micşorează
deplasările axiale la o rotaţie completă. Filetele cu pas fin au un randament mai
scăzut.Randamentul şuruburilor de mişcare creşte la cele care se execută cu pas mare sau
cu mai multe începuturi, creşterea fiind determinată şi de alegere corectă a cuplului de
materiale, de precizia de execuţie şi de calitatea suprafeţelor în contact.
a) Filetul pătrat are unghiul de profil egal cu zero şi realizează randamentul
maxim în comparaţie cu celelalte profile. Filetul pătrat are utilizarea limită
datorită apariţiei jocului axial ca urmare a uzării flancurilor. Filetul pătrat este
recomandat pentru transmiterea sarcinilor relativ mici care lucrează într-un
singur sens, fără şcuri şi vibraţii în situaţiile în care se cere asigurarea unui
randament mare a mecanismelor a şurub-piuliţă.
b) Filetul trapezoidal are profilul de forma unui trapez rezultat din teşirea unui
unghi isoscel cu unghiul la vârf de 30˚ şi baza egală cu pasul. Flancul filetului
are o înclinare de 15˚. Filetul trapezoidal are o rezistenţă şi o rigiditate mai
mare decât filetul pătrat.
-6-

În cazul mecanismelor cu şurub şi piuliţă care transmit sarcini mari, în ambele
sensuru, direcţia forţei fiind variabilă, se recomandă utilizarea filetelor trapezoidale.
c) Filetul ferăstrău are profilul asimetric asimetric trapezoidal. Poate prelua
sarcin numai într-un singur sens. Flancul activ are o înclinare de 3˚.
Filetul ferăstrău îmbină avantajele filetului trapezoidal:
- are o rezistenţă şi o rigiditate mare a spirei
- asigură centrarea bună a piuliţei faţă de şurub
- randamentul este apropiat de cel a filetului pătrat
- se poate executa prin frezare
- concentratorul de tensiune la fundul filetului este relativ mic datorită razei mari
de racordare.
Filetul ferăstrău este utilizat la şuruburi ce preiau sarcin mari, variabile şi cu şoc,
într-un singur sens.
d) Filetul rotund are profilul realizat din arce de cerc racordate prin drepte
înclinate, flancurile formând un unghi de 30˚. Este un caz particular al filetului
trapezoidal faţă de care prezintă următoarele avantaje:
- rezistenţa sporită la oboseală ca urmare a eliminării concentrării tensiunii la
fundul filetului datorită razelor de racordare mari.
- funcţionare mai sigură şi durabilitatea sporită în condiţii nefavorabile de
exploatare
- montarea uşoară dată de lipsa muchiilor
3. ALEGEREA PROFILULUI FILETULUI
Alegerea profilului filetului pentru şuruburile de mişcare se face ţinând seama de
următoarele criterii:
- caracterul sarcinii transmise (variabilă, constantă)
- mărimea sarcinii de transmis (mică, mare)
- direcţia şi sensul sarcinii de transmis
-7

- destinaţia mecanismului şi condiţiilor de lucru
- randamentul impus mecanismului
4. SOLUŢII CONSTRUCTIVE
Pentru construcţia presei cu piuliţă fixă există mai multe soluţii constructive,
soluţii care aleg în funcţie de parametrii tehnici care trebuie să-i asigure presa, precum şi
în funcţie de destinaţia şi seria de fabricaţie a acestora.
În cele ce urmează vom prezenta unele aspecte ale preselor cu piuliţă fixă, în cazul
construcţiei batiului prin turnare.
Presa având batiu cu consolă forma deschisă la partea inferioară are o suprafaţă
plană pe care se aşează accesoriile în care se reazemă piesa asupra cărei se acţionează.
Talpa presei este prevazuta cu gauri pentru fixarea piesei in postament.
Observam ca talpa este scobita , pentru a se asigura o pozitionare mai precisa a
presei. La partea superioara batiul are o consola in care se monteaza piulita fixa. La
acest tip de presa se recomanda montarea piulitei cu un ajustaj intermediar cu
srtangere probabila mica. Daca s-ar prevedea un ajustaj cu strangere montarea ar fi
dificila din cauza accesului incomod la piulita in vederea presarii ei. Piulita se
asigura impotriva rotirii cu asmblari cu surub.
Portiunea verticala a batiului are o sectiune I.
Surubul de forta este actionat de la manivela. Aceasta are bratele sudate de
butuc, iar la capetele acestora se monteaza bile. Manivela este calata pe o portiune
de sectiune patrata si este fixata cu saiba si piulita.
Surubul este rezemat axial in berbec. La ridicare surubul actioneaza asupra
celor doua placi (semi-inele) fixate pe berbec suruburi si saibe, ridicand berbecul.
Berbecul este ghidat in ghidajul de pe batiu, acesta fiind fixat cu suruburi si
saibe. Jocul in ghidaj se regleaza cu suruburi prevazute cu contrapiulite, care
actioneaza pana de compensare.
-8-

La partea inferioara a berbecului se monteaza un poanson (element de
actionare) schimbabil mentinerea acestuia in alezajul berbecului fiind realizata cu
surub. Este mai avantajos ca poansonul sa aiba cep nefiletat, deorece filetul s-ar fi
putut deteriora in cazul unei montari gresite a poasonului.
Pentru executarea preselor în cazul producţie de serie mijlocie şi mare este
indicată a utiliza prima variantă cu batiul în varianta turnată , iar pentru cazul producţiei
individuale este indicată construcţia presei în varianta batiului din construcţie sudată.
II. MEMORIU JUSTIFICATIV DE CALCUL
1. CALCULUL ŞI PROIECTAREA ŞURUBULUI
1.1 Stabilirea naturii solicitărilor tijei
Pe baza schiţei constructive şi a modului de funcţionare se poate stabilii care sunt
solicitările tijei şurubului în diferite secţiuni. Se reprezintă grafic variaţia forţei axiale şi a
momentelor de torsiune pe lungimea şurubului.
-9

1.2 Alegerea profilului filetului
Se optează între filetul trapezoidal şi filetul ferăstrău. Deoarece filetul ferăstrău
este recomandat pentru forţe mari, variabile şi cu şoc acţionând într-un singur sens,
direcţia forţei constă: randamentul comparabil cu al filetului pătrat alegem acest tip de
filet cu specificaţia că filetul ferăstrău trebuie să aibă ca flanc activ flancul înclinat cu
unghiul de 3˚, pentru a realiza un randament maxim.
1.3 Alegerea materialului şi piuliţei
Ţinând seama că la presele manuale viteza relativă dintre flancul şurubului şi cel
al piuliţei este redus, nu se impune durificarea superficială a flancurilor filetului
şurubului. Pentru surub alegem un otel necalit. Pentru piulită se pot alege materiale
care să înlocuiască bronzurile, de exemplu fontă cu grafit nodular sau fonte antifricţiune.
-10-

Ţinând seama de cele menţionate mai sus, pentru şurub vom opta pentru oţel
carbon 33MoCr11 STAS 791-80, iar pentru piuliţă Fc 250 STAS 568-82.
Principalele caracteristice mecanice ale oţelurilor carbon 33MoCr11 STAS 791-
80 sunt:
- Rezistenţa la tracţiune
- Rezistenţa la încovoiere
- Rezistenţa la răsucire
- Rezistenţa la forfecare
- Alungirea la rupere A = 12 % min
Caracteristicile mecanice ale fontei Fc 250 STAS 568-82 sunt:
- Rezistenţa la tracţiune
- Diuritatea Brinell HB = 180…240
1.4 Calculul diametrului mediu al filetului
Diametrul mediu se determină cu relaţia
rel. 4.1 pag. 55 (2)
în care:
F este forţa axială în N, in cazul nostru F = 18850 N
reprezintă un factor dimensional ( H1 - înălţimea utilă a filetului; P
- pasul);
h = 0.75 pentru filetele ferăstrău pag. 55 (2)
m = m / d2 - reprezintă factorul lungimii filetului piuliţei (m - lungimea filetului
piuliţei care nu coincide întotdeauna cu lungimea totală a piuliţei);
m = 1.2…2.5
-11

m =2 pag. 55 (2)
qa - rezistenţa admisibilă la strivire [N/mm2 ]
qa = 7 [N/mm2] tab.33 pag. 50 (2
D mediu-d2=D2=24.250
D ext d =28
d int=d1=19.732
D int D1 =20.5
P=5
ni=2 sensul-dreapta
1.5 Alegerea numărului de începuturi
Pentru presele manuale se impune alegerea unui număr de începuturi n = 2 sau 3
pentru creşterea randamentului şi a productivităţii.
În cazul nostru am ales şurub cu filet ferăstrău S 28x10(P5) RH cu doua
începuturi.
1.6 Calculul numărului de spire în contact
Numărul de spire în contact se calculează cu relaţia:
rel. 4.4 (2)
Se impune ca 5 ≤ z ≤ 11
Se ia z=10 spire
1.7 Calculul lungimii filetului piuliţei
Se calculează cu relaţia m = z P [mm] rel. 4.5 (2)
m = 10 x 5 = 50 mm
-12-

1.8 Calculul lungimii filetului şurubului
Lf = h + m + 3P [mm] rel. 4.8 (2)
h - este cursa maximă în (mm) h = 243 mm
m - lungimea filetului piuliţei în (mm) m = 50 mm
P - pasul filetului în (mm) P = 5 mm
Lf = 243 + 50 + 35 = 308 mm
1.9 Proiectarea extremităţilor şurubului principalLa proiectarea extremităţilor trebuie să fim atenţi la dimensiunile radiale ale unei
extremităţi a şurubului astfel încât acestea să se înscrie în cercul cu diametrul interior al
filetului.
In caz contrar surubul nu poate fi introdus in piulita.
In cazul nostru extremitatea superioară îndeplineste conditiile de mai sus iar
dimensiunile sunt verificate anterior pe baza solicitării la răsucire.
Dimensionarea extremitatii inferioare depinde de modul de rezemare.
Dp2=32mm
Dm=28mm
Rulmentul= d int-20mm
D ext-35mm
H-10
Co=22000 N
Calculul grosimii gulerului hpr a pivotului se determina la incovoiere.
Grosimea gulerului se calculează cu relaţia:
-13

rel. 4.15
unde: se ia 160
=
2. VERIFICAREA ŞURUBULUI
2.1 Verificarea tijei la solicitări compuse
Efortul unitar echivalent este:
rel.4.20 (2)
unde:
c -efortul unitar normal -compresiune
τt -efortul unitar tangenţial -forfecare
c = 4F / π ∙ d12 =
c =
τt = 16 ∙ 103 ∙ Mt2 / π ∙ d13
Mt2 = 1/2000od F o=0.01
Mt2 = +0.01
Mt2 = 1/20000.012018850 = 1.885 [N∙m]
Mt2 =1.885
-14-

ech = (3803.18+41.25 ) =
=61.72[N/mm2]
ac
ac = 142 [N/mm2] pentru 33MoCr11
2.3 Verificarea spirelor şurubuluiSe face conform relaţiilor:
- strivire
- încovoiere
tab.
4.2 (1)
unde:
ac - jocul la fund ac = 0.11777 ∙ 5 = 0.588 [mm]
P - pasul p = 5 [mm]
h - grosimea spirei de bază h = 0.81∙P - 0.1∙P = 4.05 - 0.22 = 3.83 [mm]
H1 - înălţimea utilă H1 = 0.75∙P= 0.75∙5=3.75 [mm]
- forfecare
-15

2.4 Verificarea şurubului la flambaj
Verificarea la flambaj nu este necesară pentru valori ale coeficientului de zvelteţe
λ ≤ 60.
lf - lungimea de flambaj lf =15 dl - încastrat la ambele capete.
lf =15 ∙ 19.732 = 295.98 [mm]
l - lungimea şurubului cuprinsă între cele două reazeme l = 211 [mm]
lf =0.5l= l= =
3. DIMENSIONAREA PIULIŢEI
Dimensionarea piuliţei fixe se face la solicitarea compusă (întindere şi răsucire) cu
relaţia:
rel. 4.32 (2)
- coeficientul care ia in considerare solicitarea de rasucire
= 1.3
pentru Fc 250
32
De 42
Se va respecta condiţia
Grosimea gulerului se ia:
-16-

Dg = (1.3 … 1.5) ∙ De = 1.5 ∙ 42 = 63 [mm]
hg = (0.2 … 0.25) ∙ m = 0.25 ∙ 50 = 12 .5= 12 [mm]
m - lungimea piuliţei
4. VERIFICAREA PIULIŢEI
Calculul de verificare a corpului piuliţei se face conform tabelului 4.7 (2).
Verificarea corpului piuliţei la solicitarea compusă.
efortul unitar normal
efortul unitar tangenţial
Verificarea gulerului piuliţei:
la încovoiere
=65
-17

la forfecare
=20-30 =20
la strivire
Solicitare compusă:
rel. 4.43 (2)
5. CALCULUL MECANISMULUI DE ACŢIONARE
Lungimea manivelei se determină în funcţie de momentul de torsiune total care
trebuie să fie realizat de către muncitori la acţionarea presei.
Se constată că solicitarea acestei secţiuni este de răsucire pură.
Mt = ½ Fmax d2 tg (βm + φ')
în care:
βm - unghiul de înclinare a elicei pe cilindrul de diametrul d2
φ' - unghiul de frecare
-18-

în care
μ - coeficient de frecare pentru cuplul de materiale şi calitatea ungerii
μ = 0.12 ÷ 0.15 pentru cuplul oţel / fontă
X∆ - unghiul de înclinare a flancului filetului care pentru filetul ferăstrău
este X∆ = 3º
Mt2=1.885
=44.33+1.885=46.215 N.m
Forta capabila dezvoltata de un operator:
Fcap=25 daN
Mtot= Fcap
dr- diametrul rotii de manevra
dr=
dr= 369 mm, se ia constructive ≥369
dr= 370mm
Verificarea sectiunii de calare a rotii de manevra la torsiune
rel. 4.2 (2)
unde:
Wp - modulul de rezistenţă a secţiunii în mm3 pentru secţiuni pătrate
-19

Wp = 0.208 a3 unde a - latura pătratului a=16
Wp = 0.208163 = 852 [mm3]
=
6 Calculul corpului presei,varianta cu doua coloane
Dimensionarea corpului
D4 Dg D3 D4 Dg=79.5 D3=80mm
Fc= =1.15 1.25
Fc=
Se allege d=M16×2 di=13.81mm
d′=d=6mm d3=d+(1÷6)=16+2=18mm d4=d3+(6÷12)=18+10=28 mm d4≥25mm l1=(2÷5)mm=4mm l2=(2÷5)+l filet=4+16=20mm l3≥d3=20mm l4= 38mm H1=m-hg+(0....4)=50-12+2=36mm H2=l3+(2÷4)=20+3=23mm H3=l4+(5÷10)=38+6=44mm
-20-

H4≥H3=44mm a=20÷30 a=30 b=(0.5÷1)×a=0.7× 30=21 c=(8÷ 15)=10 e=(0.6÷ 0.8) × c=0.6×10=6mm L1≈(5 ÷8) × De=5×53=265mm L2≈L1=265
l=
-21