Prel Laser

of 31
-
Upload
doar-verde -
Category
Documents
-
view
47 -
download
0
description
Inginerie
Transcript of Prel Laser
-
46 ELECTROTEHNOLOGII
III. PROCESAREA CU FASCICUL LASER
III.1. Istoric i perspective n procesarea cu fascicul laser Laserul reprezint unul din cele mai noi procedee folosite la prelucrarea
materialelor n diverse domenii ale industriei cum sunt construcia de maini, electrotehnica, electronica, mecanica fin, aeronautica, tehnica nuclear sau cu alte scopuri de analiz i msurare, respectiv transmisii de date.
De un deosebit interes sunt prelucrrile termice, realizate cu ajutorul laserului, ce pot conduce la obinerea unor temperaturi foarte ridicate de pn la 10
8K. Aplicaiile industriale de prelucrare i tratament termic folosesc densiti de putere ridicat, de 103-108 W/cm2 i temperaturi uzuale de 102-104K.
Efectul LASER (Light Amplification by Stimulated Emission of
Radiation) const n amplificarea luminii, prin emisia stimulat de radiaie i reprezint un caz particular de producere a unei radiaii vizibile, inexistent n natur. Laserii sunt generatoare de radiaii electromagnetice care emit n domeniul optic al spectrului (ultraviolet cu lungimea de und 2000nm). Emisia acestor laseri este total diferit de cea a surselor clasice de radiaii electromagnetice.
Dezvoltarea laserilor, ca i a altor tehnologii neconvenionale, este precedat de o serie de descoperiri. Un prim pas a fost apariia triodei n anul 1906 ca urmare a cercetrilor lui Lee de Forest, apariie cu urmri diferite n cazul prelucrrilor cu FE. Acesta a evideniat producerea i amplificarea vibraiilor electromagnetice la frecvenele radio. Se tie acum, c la aplicarea unei tensiuni ntre un anod i un catod, nchii ntr-o incint fr aer, apare un curent ce poate fi controlat foarte bine cu ajutorul unor variaii mici ale potenialului grilei, rezultnd o amplificare.
Apoi, n anul 1938, apare un nou tip de oscilator, numit Klystron, n care undele radioelectrice pot rezona asemeni undelor sonore ntr-un tub. ns, nici aceast cavitate rezonant folosit nu permitea obinerea unor unde cu frecvene foarte nalte (hiperfrecvene, 1010Hz), datorit limitrilor constructive.
ntre timp se apeleaz la un alt mijloc de obinere a amplificrilor n domeniul hiperfrecvenelor, stimularea degajrii energiei acumulate n sistemul atomic al electronilor orbitali. Fundamentarea teoretic a interaciunii radiaiilor cu materia, era deja realizat de Albert Einstein nc din anul 1917, cnd a semnalat existena fenomenului de emisie stimulat a radiaiei alturi de alte fenomene, absorbia i emisia spontan n procesele radiative.
Primele propuneri de utilizare ale emisiunii stimulate sunt fcute n 1950, de Weber i Townes, n SUA, respectiv Basov i Prokhorov n URSS. Prima aplicaie constructiv bazat pe acest principiu, maserul, este realizat ulterior de Scovil n 1956, folosind teoria lui Bloembergen, studiat la Harward University. Maserul (Microwave Amplification by Stimulated Emission of Radiation),
naintaul laserului, reprezint amplificarea microundelor prin emisie stimulat de radiaie.[Dr, Tan, Pop 2]
Pentru a produce amplificarea undelor, trebuie ca fotonilor existeni s li se alture alii cu aceeai frecven, iar la trecerea printr-un mediu, fenomenul de
-
PROCESAREA CU FASCICUL LASER 47
multiplicare se intensific doar dac fotonii ciocnesc atomi excitai capabili s produc ali fotoni. Teoria evidenia faptul c pentru a obine frecvene mai mari sunt necesare caviti rezonante de dimensiuni mai mici, de ordinul moleculelor. Astfel, metodele folosite la producerea undelor submilimetrice (de la maser) nu
erau aplicabile undelor scurte de lumin. Rezolvarea problemei vine puin mai trziu i este una simpl, construcia
unei caviti rezonante (adic mijlocul de intensificare a efectului laser) cu dimensiuni multipli ntregi ai undei, avnd la capete oglinzi paralele reflectoare.
Schawlow i Townes, iar apoi A. Javan au studiat posibilitatea realizrii laserului n mediu solid sau gazos, i primul laser este construit n 1960 de T.H. Maiman i A. Javan. Acetia au dezvoltat, practic, n domeniul optic al spectrului electromagnetic funcionarea unui maser.
n Romnia, foarte repede, nc din 1962 a nceput construcia primului laserul cu He-Ne, la Institutul de Fizic Atomic Bucureti, ca rezultat al activitii acad. Ion Agrbiceanu. Acest laser emitea n lumin infraroie, cu lungimea de und de 1,15m.
Au urmat dezvoltarea i construcia altor echipamente laser cum sunt: laserii cu CO2 (de putere), laserii cu mediu lichid, laserii cu rubin i sticl dopat cu neodim, laserii de tip diod, etc. n Europa primul laser cu CO2, ce avea o putere de 5kW, a fost adus n anul 1977. Acest lucru a dus la construcia de astfel de echipamente n Germania, ar care n scurt timp a ajuns, prin fabricanii ei de laseri de putere, lider pe piaa mondial. Pstrnd tradiia, n 1995 a fost creat n aceeai ar laserul cu CO2 avnd o putere de 30kW.
Dezvoltarea laserilor cu neodim a fost produs n jurul anilor 90, datorit posibilitii de dirijare i transport a radiaiei prin fibr n aplicaiile de prelucrare tridimensionale, n timp ce apariia laserilor diod a fost fcut doar acum 6-7 ani. Avantajele obinerii unui fascicul de calitate, cu o mai mare stabilitate a puterii furnizate, eficiena crescut i fiabilitatea mai bun a laserului diod au sporit interesul pentru dezvoltarea i folosirea lui.
n ultima perioad s-a observat, pe piaa mondial, o uoar stagnare a investiiei n construcia laserilor de mare putere cu CO2, folosii la prelucrarea materialelor, concomitent cu dezvoltarea laserilor cu mediu activ solid sau a
laserilor diod (Figura 3.1). [Sep]
Fig. 3.1. Investiii n construcia de laseri n ultimii 15 ani
-
48 ELECTROTEHNOLOGII
Impactul laserului cu ramurile industriei, n special cu construcia de automobile i nave de zbor, a generat noi tehnologii, foarte eficiente, care au nlocuit treptat metodele clasice acolo unde acestea nu ddeau rezultatele dorite. Folosirea laserului n multe aplicaii reprezint n prezent, n diferite situaii, soluia cea mai avantajoas sau n alte cazuri chiar unica rezolvare.
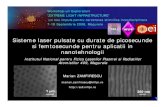
Fasciculul de fotoni are aplicaii foarte variate i n comparaie cu fasciculul de electroni, numai n anul 2001, instalaiile de producere a radiaiei laser au fost folosite n: procesarea materialelor, medicin, instrumentaie, analiz i alte cercetri (Figura 3.2). [Ven]
Fig. 3.2. Piaa vnzrilor de laseri n anul 2001
Din punct de vedere al puterii acestora i al pericolului pe care l pot produce asupra corpului uman laserii sunt mprii n mai multe clase:
Clasa I cuprinde laserii de putere foarte mic folosii la imprimante i copiatoare, CD Playere, CD ROM, echipamente de analiz de laborator;
Clasa II reprezint laserii de putere mic (sub 1mW) care lucreaz n domeniul vizibil, folosii la demonstraii, la dispozitive de indicare i ochire;
Clasa III constituie laserii de putere medie, n domeniul 1mW...500mW, folosii la dispozitive de indicare i scanare, n spectrometrie, n litografie sau la spectacole de lumini;
Clasa IV sunt considerai laserii de putere mare i foarte mare (mai mare de 500mW pentru regim continuu sau de 10J/cm
2 pentru regim pulsat). Aceste
puteri sunt necesare n medicin (chirurgie, n special) sau la prelucrarea materialelor (suduri, tieri, guriri, tratamente termice, alte microuzinaje).
Electrotehnologiile folosind laserii de mare putere sau energie (n funcie de regimul de lucru: continuu sau pulsat) se concretizeaz n operaii de sudare, tiere, gurire, tratamente termice i alte microprelucrri. Figura 3.3 prezint o situaie statistic a prelucrrilor cu fascicul laser. [Car]
-
PROCESAREA CU FASCICUL LASER 49
Fig. 3.3. Procedee de procesare a materialelor cu laser
n viitor se prevede un accent pronunat n prelucrrile neconvenionale cu laser, pe dezvoltarea:
- eficienei economice; - calitii de prelucrare; - vitezei de prelucrare; - unor noi proiecte i studii.
Echipamentele de prelucrare cu laser sunt folosite pentru o gam variat de materiale, ns din motive de eficien tehnico-economic ele sunt folosite doar n cazul metalelor greu prelucrabile, cum sunt metalele reactive (titan i magneziu), metalele refractare (tantal, tungsten, vanadiu), metalele cu
conductivitate termic crescut (aliaje de cupru i aluminiu), aliajele de nichel i cobalt, oelurile inoxidabile, slab i nalt aliate sau pentru operaii de calitate superioar efectuate la o vitez ridicat.
III.2. Producerea radiaiei laser. Principii i proprieti
III.2.1. Efectul Laser
Prezentarea efectului LASER i nelegerea funcionrii instalaiilor care produc acest fascicul de fotoni, necesit explicarea ctorva noiuni i principii valabile la orice tip de laser. [Mir, Tan, Dr] Dup teoria lui Plank electronii unui atom nu pot lua dect un set discontinuu de valori energetice: E1, E2, E3... Electronul emite sau absoarbe
energie cnd face trecerea de pe un nivel energetic pe altul Em En. Se tie c nivele energetice inferioare sunt mai stabile dect nivelele energetice superioare.
Dac un atom ajuns pe un nivel energetic superior (prin excitare) revine pe un nivel energetic inferior dup un timp mediu i diferena de energie determin emisia unei cuante de energie (foton), fenomenul poart denumirea de emisie spontan. Aceste tranziii sunt ntmpltoare, fr o corelaie ntre fotonii emii de diferii atomi.
Frecvena radiaiei electromagnetice emise se calculeaz cu relaia:
hEE 12 (3.1)
unde E2 - energia nivelului superior, n [eV];
E1 - energia nivelului inferior, n [eV];
-
50 ELECTROTEHNOLOGII
h - constanta lui Plank (6,610-34Js); - frecvena oscilaiilor electromagnetice, n [Hz].
Dac un atom care se afl iniial pe un nivel energetic inferior, E1, i urc pe un nivel energetic superior, E2, datorit unei ciocniri cu o cuant de energie are loc fenomenul de absorbie stimulat (Figura 3.4). [Olt, Pop 2, Tan, Dr]
Fig. 3.4. Reprezentarea schematic a emisiei spontane, absorbiei i emisiei stimulate
n cazul laserului este predominant fenomenul invers absorbiei, denumit emisie stimulat sau indus. Astfel, dac un atom se afl pe un nivel energetic superior (ca urmare a excitaiei atomului), el poate fi determinat s cad pe un nivel energetic inferior de ciocnirea cu un foton de frecven . Dac fotonul incident are aceeai frecven cu fotonul care se emite, se produce o multiplicare n avalan i apare efectul de amplificare a radiaiei. Se observ c pentru a avea o multiplicare continu a fotonilor este necesar o preponderen a emisiei stimulate asupra emisiei spontane i deci un numr mai mare al atomilor aflai ntr-o stare energetic superioar dect numrul celor aflai n starea energetic inferioar (Figura 3.5). [Mir, Tan]
Fig. 3.5. Fenomenul de multiplicare n avalan
Nu toate tranziiile produc radiaie laser, unele sunt neradiative i produc doar nclzirea mediului activ. Pe de alt parte s presupunem existena unei radiaii luminoase de intensitate I0, care ia natere ca urmare a unei tranziii ntre dou nivele energetice, cu lungimea de und . Aceast radiaie ntlnete un mediu oarecare, de lungime L. Conform legii lui Beer, intensitatea luminii la ieirea din acest mediu va fi:
)exp(0 LkII (3.2)
-
PROCESAREA CU FASCICUL LASER 51
unde k este un coeficient de absorbie dependent de mediu i lungimea de und a radiaiei.
n mod normal coeficientul de absorbie este subunitar i intensitatea radiaiei la ieire din mediu este mai mic dect intensitatea radiaiei incidente, adic are loc un fenomen de atenuare a radiaiei n momentul trecerii prin mediu.
Coeficientul de absorbie k depinde de numrul de electroni care se afl n medie pe cele dou nivele energetice (populaiile n2 i n1 corespunztoare nivelelor energetice E1 i E2), de densitatea de radiaie (), de timpul de via al nivelului energetic E2, 2, i de lungimea de und , dup relaia:
2
22121 )()(
n
CnnCk (3.3)
unde C1 i C2 sunt constante;
n relaia 3.3 primul termen reprezint fenomenele de absorbie (n2 n1) i al doilea termen reprezint emisia spontan. O amplificare a radiaiei iniiale I0 poate avea loc, dup legea lui Beer, doar dac coeficientul k este supraunitar, ceea ce nseamn ndeplinirea urmtoarelor dou condiii:
2
22121
12
)()(
n
CnnC
nn
(3.4)
Pentru sistemele aflate n echilibru termodinamic, populaiile sunt repartizate dup relaia:
Tk
EEnn 1212 exp (3.5)
unde k=1,3810-23
J/K este constanta lui Boltzmann;
T - temperatura mediului, n [K].
Relaia 3.5 evideniaz faptul c pentru ndeplinirea primei condiii din relaia 3.4 i pentru funcionarea laserului este necesar o inversiune de populaie n mediu, sau altfel spus laserul lucreaz ntr-un regim ndeprtat de echilibrul termodinamic. Inversiunea de populaie i implicit trecerea atomilor n stare excitat se realizeaz cu ajutorul unui pompaj de energie n mediul activ.
A doua condiie din relaia 3.4 este ndeplinit prin creterea densitii cmpului de radiaie () cu ajutorul unei caviti rezonante, realizate cu ajutorul a dou oglinzi speciale, n interiorul creia se afl mediul activ. Una din cele dou oglinzi reflect total fasciculul, iar cealalt (care reprezint fereastra de
-
52 ELECTROTEHNOLOGII
ieire) are un coeficient de reflexie de 97...98%, pentru a permite ieirea fasciculului laser.
Schema general a unui laser este prezentat n figura 3.6. [Olt, Pop 2]
Fig. 3.6. Producerea radiaiei laser
Dac notm cu R reflectivitatea i cu A absorbia oglinzilor, atunci rezult c transmisia oglinzii va fi:
ART 1 (3.6)
Pentru a mbuntii performanele oglinzilor acestea au o construcie special, fiind realizate cu depuneri dielectrice n locul celor metalice, rezultnd un coeficient de absorbie foarte mic.
RTA 10 (3.7)
Revenind la presupunerea anterioar, radiaia cu intensitatea I0, n vecintatea oglinzii O1, ajunge n dreptul oglinzii O2 cu intensitatea I (dat de relaia 3.2), din care o parte este reflectat n mediu, de oglinda O2 cu intensitatea IR i complementara I(1-R) va reprezenta radiaia laser care prsete mediul. Spunem c dispozitivul se afl n pragul emisiei laser dac ctigul n intensitate pe parcursul parcurgerii mediului de lungime L este cel puin egal cu radiaia care prsete mediul prin oglind (relaia 3.8). Sistemul nceteaz emisia atunci cnd pierderile prin transmisie depesc amplificarea.
)1(0 RIII (3.8)
nlocuind relaia 3.2 n relaia 3.8 i realiznd cteva aproximaii se obine:
RLk 1 (3.9)
i folosind relaia 3.3 rezult:
L
RCnnnn prag
)(
1)( 11212
(3.10)
-
PROCESAREA CU FASCICUL LASER 53
relaie ce evideniaz faptul c efectul laser nu poate s apar dect dac inversiunea de populaie depete o valoare de prag. [Pop 2, Dr]
n concluzie condiiile de apariie ale radiaiei laser sunt: - existena unui mediu activ n care s se realizeze o inversiune de populaie
superioar unui anumit prag; - existena unei caviti rezonante (terminologie electronic) cu rol de
meninere a cmpului radiativ intens.
III.2.2. Proprietile radiaiei laser Monocromaticitatea este proprietatea radiaiei laser de a avea un domeniu
spectral foarte ngust. De exemplu dac considerm lumina roie, aceasta se afl pe intervalul 0,63m...0,76m, adic o lrgime spectral =0,13m =1300, n timp ce laserul cu mediu gazos (He-Ne) emite cu o lrgime spectral de =10pm=0,001. Acest domeniu spectral mic al radiaiei laser se datoreaz emisiei stimulate (amplificarea are loc doar dac se elibereaz fotoni cu aceeai frecven n urma tranziiilor atomilor de pe nivele energetice) i faptului c oscilaiile pot aprea doar n limita dat de modurile cavitii rezonante.
Coerena este legat de procesul de producere a radiaiei laser i poate fi neleas prin fenomenul de interferen. Dou fascicule coerente suprapuse, produc o serie de minime i maxime, numite franje de interferen, n timp ce dou fascicule luminoase incoerente (provenite de la dou becuri) produc o luminare mai puternic. Coerena poate fi de dou tipuri: spaial i temporal.
Dac considerm dou raze provenite din dou puncte ale unei surse luminoase, acestea interfereaz dnd franjele de interferen. Distana la care este posibil situarea celor dou puncte caracterizeaz coerena spaial a sursei.
Dac radiaia emis la un moment de timp iniial, de un anumit punct al sursei, interfer cu o radiaie emis la un moment de timp ulterior, de acelai punct al sursei, atunci spunem despre cele dou radiaii c sunt coerente n timp. Valoarea acestei durate caracterizeaz coerena temporal a sursei.
Direcionalitatea radiaiei laser este proprietatea de propagare rectilinie, ntr-o singur direcie (axa cavitii), cu o divergen extrem de redus. Direcionalitatea este definit prin valoarea unghiului de divergen (cu valori foarte mici de sub un grad). Aceast difracie pe fereastra de ieire determin o cretere mic a razei fasciculului cu distana. Proprietatea de direcionalitate face ca radiaia s poat transporta energie concentrat (sau informaii) la distane foarte mari.
Intensitatea este principala proprietate atunci cnd ne referim la aplicaiile de prelucrare a materialelor prin efect termic i deriv din coerena spaial i direcionalitatea radiaiei. Ea se definete n funcie de modul de emisie a fasciculului:
- pentru laserii cu funcionare continu reprezint puterea, n [W]; - pentru laserii cu funcionare n regim pulsat reprezint energia, n [J].
n cazul prelucrrilor neconvenionale puterea (energia) produs de laser este concentrat pe suprafee foarte mici cu ajutorul unor sisteme optice,
-
54 ELECTROTEHNOLOGII
rezultnd densiti de putere (energie) pe unitatea de suprafa foarte mari, 10
4...10
10 W/cm
2 (10
2...10
8 J/cm
2) . [Pop 2, Tan, Dr]
III.3. Structura instalaiilor de prelucrare cu laser Exist la ora actual o mare varietate de instalaii de prelucrare cu laser,
care difer ntre ele prin: - natura mediului activ: gaz (CO2, He-Ne), solid (rubin, sticl dopat cu
Neodim), lichid (soluii de colorani organici), semiconductor (laser de tip diod);
- tipul de pompaj folosit: chimic, optic (prin iluminare cu lamp), prin descrcare n gaze, prin transfer de excitaie de la atomii altui gaz excitat;
- cavitatea rezonant folosit, format din dou oglinzi ntre care se dispune mediul activ;
- domeniul spectral n care se emite radiaia; - sistemul optic care concentreaz puterea (energia) laserului pe
semifabricat;
- modul de transport al radiaiei n zona de prelucrat.
Schema de principiu a unei instalaii complete de prelucrare cu fascicul de fotoni conine, n principal, urmtoarele blocuri prezentate n figura 3.7: [Cio, Dr]
- sursa de producere a radiaiei laser (1); - sistemul de rcire (2); - sursa de alimentare (3); - sistemul de transport al radiaiei (4); - sistemul optic de focalizare al fasciculului (5); - dispozitivul de prindere (6); - blocul de comand centralizat i de control al procesului (7).
Fig. 3.7. Schema de principiu a unei instalaii de prelucrare cu laser
n continuare se va prezenta elementul principal al instalaiei, sursa de producere a radiaiei. Cei mai importani laseri din punct de vedere al aplicaiilor de prelucrare a materialelor sunt:
-
PROCESAREA CU FASCICUL LASER 55
- laserul cu sticl dopat cu ioni de neodim (Nd3+) n concentraie de circa 6% i laserul cu granat de itriu i aluminiu (Y3Al5O12) dopat cu ioni de neodim (Nd
3+) n concentraie de 1-1,5%; - laserul cu bioxid de carbon (amestec CO2, N2, He); - laserul cu mediu activ semiconductor (dioda laser).
III.3.1. Laserul cu neodim (Nd:YAG)
Laserul cu neodim face parte din categoria laserilor cu mediu activ solid.
Schema constructiv general a unei surse de producere a radiaiei laser realizate cu mediu activ solid este prezentat n figura 3.8. [Cla, Dr]
Fig. 3.8. Construcia laserilor cu mediu solid dopat cu neodim (Nd)
Mediul optic activ reprezint o bar de material dopat cu neodim de form cilindric (grosime 5...20mm i lungime 50...250mm). Capetele mediului sunt prelucrate optic i depuse cu straturi reflectante, ce constituie cavitatea rezonant. Paralel cu mediul activ se monteaz o lamp flash de form cilindric, cu rol de realizare a pompajului optic n mediul activ, prin iluminare direct i indirect, prin reflexie pe pereii reflectani ai incintei reflectorului. Pompajul optic are scopul de a crea n final inversiunea de populaie necesar efectului laser. ntregul ansamblu este montat ntr-un reflector cilindric cu seciune eliptic.
Cavitatea rezonant are un rol foarte important, deoarece aezarea elementelor componente n interior influeneaz uniformitatea i divergena fasciculului laser. Pentru ca radiaia emis de flash s lumineze ct mai eficient mediul activ, flashul i mediul activ sunt plasate n focarele elipsei. Dac materialul activ are o grosime mai mare se realizeaz caviti rezonante cu dou flash-uri, cu o seciune transversal sub form de elips dubl (Figura 3.9). [Cio]
Fig. 3.9. Seciune transversal prin cavitatea rezonant
-
56 ELECTROTEHNOLOGII
Mecanismul de apariie a efectului laser. n mod normal ionii se afl n starea fundamental de energie minim A, i doar acest nivel este populat, n timp ce nivelele superioare sunt depopulate. Odat cu lampa flash se declaneaz o parte din radiaia acestuia (cea care poate fi absorbit de banda B, banda de absorbie larg), ceea ce face ca o parte din ionii care la nceput se aflau n banda A s treac n banda B, aceasta populndu-se (Figura 3.10). Pentru eficien, flashul, din kripton sau xenon, emite n aceeai regiune spectral n care absoarbe materialul activ. [Pop 2, Tan, Dr]
Fig. 3.10. Mecanismul de obinere al inversiunii populaiei
Din banda de absorbie ionii trec fr emisie de radiaie n banda ngust superioar F, i mica diferen de energie ce separ cele dou nivele este preluat de reea sub form de cldur. Inversiunea de populaie se realizeaz ntre benzile F i C (band ngust inferioar) mult mai uor dect n cazul laserului cu trei nivele energetice (care folosete ionii de crom), ntruct benzile sunt mai apropiate. Pe de alt parte, n starea iniial populaia nivelului C este mult mai mic dect cea a nivelului fundamental A.
De pe nivelul F ionii excitai sufer o tranziie pe nivelul C i efectul laser se declaneaz doar dac puterea de pompaj este suficient de mare pentru a atinge o valoare de prag care permite apariia primelor moduri axiale (TEM). Pe msur ce puterea de pompaj crete i numrul de moduri emise va crete. Ionii vor mai face o tranziie neradiativ pn vor cdea pe nivelul fundamental A. Radiaia laser emis are o lungime de und n domeniu infrarou apropiat (=1,064m), ceea ce permite utilizarea sistemelor folosite n optica spectrului vizibil.
Randamentul laserului cu neodim (4%) superior celui al laserului cu rubin
dopat cu crom (0,1...0,5%) i energia de pompaj necesar mai mic impun folosirea acestora n prelucrrile materialelor cu efect termic. De asemenea, pragul ridicat al pompajului optic (de ordinul kW) necesar laserului cu rubin
reprezint un dezavantaj i duce la nclzirea puternic a echipamentului, fiind necesare instalaii speciale de rcire i folosirea unui regim de impulsuri. n cazul laserului cu neodim sticla are o conductibilitate termic redus i rcirea este dificil. Pentru eliminarea mai eficient a cldurii acumulate se practic ncorporarea ionilor de neodim ntr-un cristal special ytriu-aluminiu-garnet
(granat de itriu i aluminiu), prescurtat Nd:YAG, cu conductivitate termic mai bun dect sticla. Nd:YAG permite funcionarea continu sau n regim de impulsuri.
-
PROCESAREA CU FASCICUL LASER 57
Regimuri de funcionare. Efectul termic este dependent de energie i de felul n care este debitat
aceast energie. Astfel prin regim de funcionare se nelege modul n care este emis energia n timp, deoarece puterea instantanee poate fi mult diferit de puterea medie.
n cazul laserilor cu mediu activ solid lmpile cu gaz inert produc radiaia de pompaj prin descrcarea unor condensatoare ce nmagazineaz energii de ordinul kJ. Durata flashului este de ordinul milisecundelor, iar radiaia este mai scurt ca durat. n cazul regimului de funcionare cu oscilaii de relaxare (spike) pentru un puls de 1ms rezult o oscilaie amortizat cu o durat de zeci de ori mai mic. Prin pompajul optic se realizeaz inversiunea de populaie declannd efectul laser, respectiv emisia stimulat de fotoni. Aceasta duce la scderea populaiei n2, deoarece pentru un foton emis un atom revine pe nivelul fundamental cu urmri n slbirea emisiei. Pompajul intervine pentru a restabili inversiunea de populaie, .a.m.d. Astfel procesul se repet i populaiile devin oscilante i amortizate n timp. Un nou tren de impulsuri apare cnd se reia pompajul optic.
Pentru laserii cu mediu activ solid exist posibilitatea de a declana emisia laser la un moment dorit, cnd inversiunea de populaie depete mult nivelul de prag, prin restabilirea brusc a cavitii rezonante (comutare mecanic, electric sau prin colorani saturabili). Se formeaz astfel un puls gigant (Q switch) de fotoni cu durata foarte scurt de 10-8 secunde, care depopuleaz nivelul superior. Puterea atins n acest regim este de maxim 10000 de ori mai mare dect n regimul cu oscilaii de relaxare. Cele dou regimuri de funcionare posibile pentru laserul cu neodim sunt prezentate n figura 3.11. [Pop 2, Dr]
Fig. 3.11.Regimurile cu oscilaii de relaxare i puls gigant
III.3.2. Laserul cu bioxid de carbon (CO2)
Laserul cu bioxid de carbon face parte din categoria laserilor cu mediu
activ gazos (laser molecular). Schema general a unei surse de producere a radiaiei laser, realizate cu mediu activ gazos, este prezentat n figura 3.12.[Cla, Pop 2, Tan, Dr]
-
58 ELECTROTEHNOLOGII
Fig. 3.12. Construcia laserilor cu mediu gazos (amestec cu CO2)
Pentru obinerea unor puteri mari se asigur vidarea cu o pomp de vid i apoi umplerea tubului cilindric (cu lungime de 15...30 mm) cu amestecul de gaze
din butelii separate. Astfel, mediul gazos va ocupa un volum cilindric nchis la
capete cu oglinzile O1 i O2 (parial transparent). Pompajul de energie necesar inversiunii se realizeaz printr-o descrcare luminiscent n gaze ntre anod i catod, conectai la o surs de alimentare, cu o tensiune ridicat de ordinul kV. Aceast tensiune depinde de amestecul de gaze i puterea de ieire dorit pentru fasciculul laser.
Amestecul de gaze conine bioxid de carbon (CO2, gaz activ), azot (N2, gaz de pompaj) i heliu (He) cu o presiune total de 15...20 torr.
Mecanismul de apariie a efectului laser. Dei este laserul cel mai folosit datorit nivelelor de energie sau putere pe
care le atinge, mecanismul de producere a inversiunii de populaie, prezentat n figura 3.13, este mult mai complex i este dat de molecula cu trei atomi a bioxidului de carbon. [Mir, Pop 2, Dr]
Fig. 3.13. Mecanismul de obinere al inversiunii de populaie
Inversiunea de populaie se realizeaz n dou moduri: - direct, prin ciocniri cu electroni liberi dac acetia au o energie suficient
de mare;
-
PROCESAREA CU FASCICUL LASER 59
eCOEeCO *22 )( (3.11)
- indirect, prin transfer vibraional de la moleculele de azot excitate.
2
*
22
*
2
*
22 )(
NCOCON
eNEeN
(3.12)
Este de reinut c molecula CO2, aflat n stare electronic fundamental, are mai multe moduri posibile de vibraie, fiecare dintre aceste moduri se cuantific (li se atribuie un spectru discret de energie). Deci exist pe lng tranziia laser cu lungimea de und =10,6m i alte tranziii care nu sunt reprezentate n figura 3.13. Motivul este simplu, rezoluia vibraional nu conteaz n aplicaiile de putere i energia cea mai mare emis se face pe aceast band. Prezena heliului este explicabil prin stabilizarea descrcrii luminiscente i evacuarea cldurii spre pereii tubului. n practic se mai introduc i alte gaze cum sunt vaporii de ap sau xenonul, dar n cantiti mai mici. Se tie c molecula de CO2 are o energie de disociere de 5,5V i n cazul inversiunii de populaie unii electroni cu energii mai mari pot provoca transformarea bioxidului de carbon n oxid de carbon i oxigen, care se opune apariiei inversiunii. Vaporii de ap introdui la o presiune parial de 0,2 torr au rolul de a corija acest fenomen.
Xenonul ajut la obinerea unui curent mai mare al descrcrii cu electroni prin scderea temperaturii acestora, rezultnd o energie mai apropiat de energia optim de excitare a nivelului superior.
Regimuri de funcionare. Laserii cu CO2 pot funciona att n regim continuu (cvasicontinuu), cu descrcarea luminiscent alimentat n curent alternativ la frecvena reelei sau n curent redresat i nefiltrat, ct i n regim de puls gigant (Q switch), cu montaje similare laserilor cu mediu activ solid.
Pe lng reglarea puterii de ieire cu ajutorul elementelor optice, laserul cu CO2 prezint avantajul reglrii intensitii radiaiei emise prin variaia curentului de descrcare ntre limitele 0,5-1. Un caz particular l reprezint laserii CO2-TEA (laseri cu descrcare electric transversal pe direcia fasciculului, n gaz la o presiune apropiat de cea atmosferic) care au o construcie special, prezentat n figura 3.14. Cu aceste echipamente se pot obine pulsuri gigant de mare putere, ajustate n durat i amplitudine prin intermediul concentraiei de azot. Cavitatea de descrcare este format de ctre cei doi electrozi, catod i anod, aezai paralel. Dac se folosete n locul bioxidului de carbon azotul, atunci inversiunea de populaie este mai greu de realizat, datorit timpului mediu de via al ionilor pe nivelul radiativ foarte mic n comparaie cu timpul mediu de via din cazul altor laseri. ndeplinirea condiiei de obinere a inversiunii populaiei impune folosirea unor metode speciale. [Dr, Olt]
-
60 ELECTROTEHNOLOGII
Fig. 3.14. Schema laserului CO2-TEA
III.3.3. Laserul cu mediu semiconductor
Construcia laserilor de tip diod, de putere, a cunoscut o dezvoltare sesizabil n ultima perioad. Acum, se obin laseri cu un randament al transformrii energiei electrice n energie optic mult mai bun dect randamentul dat de laserii clasici de putere. Construcia unui laser cu mediu activ semiconductor este prezentat n figura 3.15. [Cla]
Fig. 3.15. Construcia laserilor cu semiconductoare (diod)
Principiul de emisie al radiaiei laser este diferit de cel cunoscut la laserii cu bioxid de carbon sau cu neodim, n sensul n care radiaia se produce ca urmare a tranziiei sistemelor atomice excitate ntre zone energetice (benzi, jonciuni N-P) i nu ntre nivele energetice. Energia de recombinare a electronilor cu golurile este preluat de ctre fotoni i cedat electronilor din vecintatea jonciunii, iar emisia se produce doar n zona foarte subire a jonciunii de aproximativ 1m, cu o lungime de und apropiat de 800nm. [Mir]
Fasciculul caracteristic laserilor cu semiconductoare prezint dezavantajul unui unghi de divergen foarte mare (zeci de grade) i o putere mai mic. Dimensiunea foarte mic a laserilor, aproximativ 10m, permite creterea puterii fasciculului laser pn la 80...100W dac se realizeaz plachete (straturi) cu mai multe surse simple de radiaie, avnd o lungime de 10...20mm.
Pentru procesarea materialelor este necesar o densitate de putere i mai mare. Studiile i experimentele au condus la dezvoltarea unui laser cu mediu semiconductor (arsenur de galiu) cu mai multe plachete suprapuse, formndu-se o matrice de laseri diod.
-
PROCESAREA CU FASCICUL LASER 61
Laserul cu semiconductoare are avantajul c nu necesit un sistem separat de pompaj, iar frecvena de emisie poate fi modificat prin compoziia chimic a substanelor dopante. Datorit formei fasciculului (dreptunghiular) compus prin nsumarea radiaiilor tuturor surselor simple, laserul de tip diod este folosit n aplicaii de tratament termic i n cazul unor suduri la suprafa.
III.4. Procese termice n zona de aciune cu fascicul laser Efectuarea prelucrrilor asupra materialelor, folosind efectul termic intens
(sudur, tiere, gurire, etc.), presupune realizarea unui flux energetic cu valori ridicate. Prelucrarea cu radiaie laser face parte din categoria tehnologiilor neconvenionale, alturi de prelucrarea cu fascicul de electroni i plasm, care pot furniza densiti de putere foarte mari cuprinse n domeniul 103...109 W/cm2.
n momentul impactului fotonilor cu suprafaa piesei se produce un transfer de energie. Transferul de energie duce la creterea temperaturii materialului, avnd loc diferite fenomene asemntoare celor create de impactul materialului cu electronii accelerai. Aceste fenomene au loc n mai multe faze succesive i sunt dependente de densitatea de putere a radiaiei i de durata aciunii fasciculului laser:
- nclzirea materialului; - formarea topiturii; - vaporizarea i formarea cavitii ; - evacuarea substanei; - solidificarea materialului topit rmas.
n prima faz are loc absorbia radiaiei laser de ctre material, prin intermediul rezonanei cuantei de energie luminoas cu electronii din material, pn la o adncime de ptrundere ce se poate calcula cu relaia: [Pop 2, Cio]
ta [mm] (3.13)
unde c
a
reprezint coeficientul de difuzie termic, n [mm];
- conductibilitatea termic a materialului, n [Kcal/mgrds]; t - durata iradierii, n [s];
- densitatea materialului n [kg/m3]; c - cldura specific a materialului, n [kcal/kggrd].
Ciocnirile ntre fotoni i electroni conduc la nclzirea puternic a materialului, urmat de topirea local, fenomene care depind de durata iradierii, de densitatea de flux luminos pe pata focal i de mrimea suprafeei iradiate. Efectul de nclzire poate fi studiat cu ajutorul ecuaiei cldurii (relaia 2.14), considernd doar transferul prin conducie, neglijnd transferul prin convecie (micarea fluidelor ce transport energie) i cel prin radiaie (transmisia prin unde electromagnetice). Distribuia de temperatur pentru un corp asupra cruia se exercit o aciune de la suprafa, fr s existe surse de cldur n interior, se poate determina folosind raionamentul de la subcapitolul II.3.
-
62 ELECTROTEHNOLOGII
Creterea foarte puternic a temperaturii duce la topirea materialului, urmat de fierberea topiturii i de evaporarea materialului, pentru densiti foarte mari de putere care permit ptrunderea cldurii n materialul solid. Viteza de evaporare a materialului se poate calcula cu relaia:
v
ev
Q
q
dt
dv [m/s] (3.14)
unde Qv reprezint energia specific de vaporizare, n [J/m3];
q - densitatea de flux luminos.
n figura 3.16 sunt prezentate efectele caracteristice prelucrrii cu fascicul laser. [Olt, w 10, Pop 2, Cio]
Fig. 3.16. Fenomenele produse la aciunea radiaiei laser
Mrimile definitorii n cadrul proceselor tehnologice de prelucrare cu laser sunt:
- diametrul minim al spotului, obinut n focarul lentilei (sistemului optic) de concentrare a energiei fasciculului i determinat cu relaia:
D
fd
40 [m] (3.15)
unde f este distana focal a lentilei, n [cm]; D - deschiderea lentilei, n [cm];
- lungimea de und a radiaiei, n [m].
- densitatea maxim de putere n focar
-
PROCESAREA CU FASCICUL LASER 63
2210
PWp [W/cm
2] (3.15)
unde P reprezint puterea emis de laser, n [W].
n figura 3.17 sunt prezentate forma cavitii (pentru densiti de putere diferite) i a nveliului topit n cazul n care fasciculul de fotoni se deplaseaz fa de pies, cu geometrie care se abate de la simetria radiaiei laser cu ct viteza de deplasare relativ este mai mare. [Olt, Dr]
Fig. 3.17. Geometria cavitii n cazul deplasrii radiaiei, la diferite valori ale Wp
III.5. Electrotehnologii bazate pe utilizarea fasciculului laser
Utilizrile laserului acoper un cmp foarte larg de activiti n industrie, telecomunicaii, medicin, metrologie, ecologie. Tehnologiile neconvenionale care au la baz efectule termic se concretizeaz, n principal, n urmtoarele procedee: sudur, tiere, gurire, tratament termic, gravur, alte microprelucrri. Pentru aceste uzinaje cu laser sunt necesare folosirea unor laseri cu puteri
ridicate, a cror caracteristici sunt prezentate n tabelul 3.1. [Olt, Dr, w 12, w 13]
Caracteristicile laserilor folosii n procesarea materialelor
Tabelul 3.1
Caracteristici Tipul laserului
CO2 Nd:YAG Diod
Lungimea de und [m]
10,6 1,06 0,8-1
Puterea maxim [W]
60000 6000 6000
Randamentul
[%]
-
64 ELECTROTEHNOLOGII
Materialele prelucrate cu fascicul de fotoni sunt foarte variate, de la
materiale uor prelucrabile pn la cele mai dure, ns de obicei instalaiile cu laser sunt folosite acolo unde eficiena tehnico-economic este mai mare sau unde nu exist posibilitatea folosirii altor tehnologii.
Aplicaii de prelucrare a oelurilor aliate sau nealiate, oelurilor inoxidabile, a aliajelor de aluminiu, cupru, nichel, cobalt, titan, a metalelor
preioase, a materialelor plastice i ceramice, a sticlei se practic n industria automobilelor, industria aerospaial, industria petrochimic, electronic i energetic, medicin, etc.
III.5.1. Sudura cu fascicul laser
Avantajele principale ale sudurii cu laser const n efectuarea operaiei fr contact mecanic, fr eforturi mecanice, ntr-un timp scurt i la dimensiuni mici, n locuri greu accesibile, a unor materialor cu proprieti fizico-chimice diferite. n funcie de laserul utilizat (continuu sau n pulsuri) sudurile pot fi cu cordon continuu sau n puncte, de tip cap la cap, sudur de col sau prin suprapunere (Figura 3.18). [Olt, Tan, Dr]
Fig. 3.18. Tipuri de suduri cu radiaie laser
n cazul sudurii cap la cap, a plcilor alturate, se ctig n profunzime prin penetrarea radiaiei n interstiiul dintre plci i are loc absorbia ei pe suprafeele laterale de mbinare (efectul de fant keyhole prezentat n figura 3.19).
Fig. 3.19. Efectul keyhole la sudura cu laser
Pentru sudura prin suprapunere, cele dou metale trebuiesc nclzite peste punctul de topire Ttop i sub punctul de fierbere Tfierb.
-
PROCESAREA CU FASCICUL LASER 65
fierbtopS TT ...3
2 [K] (3.16)
Energia necesar sudurii se poate aproxima cunoscnd masa de metal ce trebuie topit (Figura 3.20). Astfel pentru o sudur prin suprapunere, a dou foie de metal, un punct de sudur se realizeaz prin topirea unui volum cilindric.
Fig. 3.20. Un punct de sudur
Energia necesar aducerii volumului de material de la temperatura mediului la temperatura de sudur S este dat de relaia 3.17. [Pop 2, Dr]
qgrqVQ 2 [J] (3.17)
unde q este energia necesar nclzirii unitii de mas, pn la temperatura S, n [J/g];
r - raza cilindrului, n [mm];
g - generatoarea cilindrului, n [mm];
- densitatea de material, n [kg/m3].
Se observ c naintea nceperii procesului de sudur trebuiesc cunoscute natura i particularitile metalelor ce se sudeaz, precum i destinaia acestora, deoarece consistena custurii este diferit la piesele de rezisten fa de piesele folosite la etanare sau simple contacte electrice.
Condiia principal pentru a obine o custur ireproabil i o legtur perfect rmne absorbia radiaiei de material, fenomen ce se produce doar la puteri specifice foarte ridicate n cazul materialelor metalice (deoarece acestea au
un grad mare de reflexivitate optic). La o sudare cu un laser funcionnd n regim continuu zona de topire este
mai mare dect la sudura cu pulsuri, datorit conductibilitii termice, i parametrul cel mai important al laserului este puterea (100 W...30kW). Sudura n
regim pulsat permite obinerea unui raport adncime/lime superior, raport ce depinde de energia unui puls (1mJ...1kJ), respectiv de numrul de pulsuri (pn la maxim 1000 de pulsuri pe secund de lungime 1ns...1ms).
Ptrunderea sudurii i geometria acesteia depinde i de ali parametrii cum sunt: poziionarea spotului (focalizarea fasciculului), viteza de prelucrare, tipul de material. n figura 3.21 sunt prezentate exemple de seciuni longitudinale i suprafaa custurii la diferite distane ntre pies i spotul minim, iar n figura 3.22 se prezint dependena dintre adncimea sudurii i viteza de prelucrare pentru un laser cu bioxid de carbon. [Gru, w 5, Dr, Cio]
-
66 ELECTROTEHNOLOGII
Fig. 3.21. Forma custurii pentru diferite moduri de focalizare
Fig. 3.22. Dependena adncimii de ptrundere de viteza de prelucrare
n ultimul timp se utilizeaz din ce n ce mai mult instalaii de sudat cu laser att la sudura componentelor cu seciuni foarte mici, ct i pentru sudri adnci, la materiale cu o grosime relativ mare, de 0,5cm...5cm.
Sudura cu laser se folosete i n cazul maselor plastice, dar atunci temperatura atins pentru realizarea unirii materialelor este mult mai mic i se caut prin ncercri repetate. Depirea unei temperaturi critice poate duce la schimbarea proprietilor fizice sau la descompunerea materialului plastic. n tabelul 3.2 sunt prezentate cteva performane ale sudurii de precizie cu fascicul de fotoni, iar n figura 3.23 aplicaii ale acestui procedeu realizate pe diferite materiale. [Olt, Dr, w 11]
Performanele sudurii cu fascicul laser Tabelul 3.2
Material adncime
[mm]
lime [mm]
viteza
[mm/s]
Oel inoxidabil 0.13 0,46 38
Nichel 0,13 0,45 15
Titan 0,25 0,56 21
-
PROCESAREA CU FASCICUL LASER 67
Fig. 3.23. Exemple de suduri cu fascicul laser
Sudura cu laser:
- determin o zon influenat termic redus (pn la 0,025 mm), din cauza timpului scurt i a preciziei ridicate, respectiv deformaii i contracii neglijabile;
- permite realizarea procedeului n atmosfer (doar prin simpla prezen a unui gaz de protecie) i automatizarea (urmrirea) procesului prin folosirea roboilor;
- nu poate fi afectat de cmpuri magnetice, - nu produce radiaii X (n comparaie cu fasciculului de electroni); - poate fi realizat la distane mai mari de sursa laser;
Exist i unele dezavantaje cum sunt: costul ridicat al investiiei i ntreinerii echipamentului, sensibilitatea sistemelor optice (necesitatea gazului protector) i posibilitatea apariiei crepturilor n cazul unor metale, datorit rcirii rapide.
III.5.2. Tierea cu fascicul laser Densitatea de puterea folosit la operaia de tiere este mai mare dect cea de la sudur i ndeprtarea materialului se face datorit nclzirii, topirii i vaporizrii lui n zona de focalizare a radiaiei, zon ce ajunge pn la temperaturi de 8000...20000C, ceea ce duce la expulzarea materialului sub forma unor vapori care antreneaz i picturi de material topit (Figura 3.24).
Pentru evitarea norului de plasm (ntre lentil i pies) se utilizeaz un jet de gaz neutru (oxigen, azot, argon), care are rolul de a crete viteza de prelucrare i de a ndeprta materialul vaporizat, prelungind durata de funcionare a sistemului optic. Procesul poate fi automatizat cu ajutorul echipamentelor
flexibile de control sau a roboilor.[w 2, w 10, Dr]
-
68 ELECTROTEHNOLOGII
Fig. 3.24. Tierea cu laser
Avantajul tierii cu laser const n faptul c tierea se face fr efort mecanic, respectiv se obin tieturi foarte nguste la o vitez mare (Figura 3.25).
Fig. 3.25. Dependena dintre viteza de tiere i grosimea materialului (pentru oel carbon )
Laserul produce puin zgomot i praf, i poate tia piese cu forme complexe, din materiale foarte variate:
- materiale organice: acrilice, cauciuc, PVC, lemn, piele, bumbac; - materiale anorganice: sticl, ceramic, cuar, azbest, piatr, mic, alumin; - materiale metalice: aluminiu, oel, fier, nichel, titan, cupru, molibden,
bronz, tungsten, alam, plumb, zinc.
n tabelul 3.3 sunt prezentate cteva performane ale procedeului i n figura 3.26 exemple de tiere cu laser.[w 5, Pop 2, Tan, Dr, w 11]
Performanele tierii cu fascicul laser
Tabelul 3.3
Material Puterea [W] Grosimea
[mm] Viteza [cm/min]
Oel moale 320 1,64 18
Oel inox 225 0,25 350
Oel inox 225 1,2 50
Titan 240 0,17 610
Aliaj de titan (Ta115) 225 0,91 482
-
PROCESAREA CU FASCICUL LASER 69
Material Puterea [W] Grosimea
[mm] Viteza [cm/min]
Inconel 11000 13 127
Aluminiu 10000 13 100
Fibr sticl 400 1,6 520
Ceramic 400 6,3 30
Lemn 350 4 530
Hrtie 60 0,33 2880
PVC 300 3,2 360
Fig. 3.26. Exemple de tiere cu fascicul laser
III.5.3. Gurirea cu fascicul laser Gurirea cu laser reprezint una din primele aplicaii ale fasciculului cu fotoni, alturi de tiere. n prezent laserul este folosit, cu succes, la executarea unor matrici de guri cu diametre reduse n materiale dure i extradure, respectiv n materiale fragile (ceramice), sau acolo unde procedeul prezint o eficien economic ridicat prin raportul grosime/diametru de valoare mai mare dect 10 (Figura 3.27). [w 5, Tan, Dr]
Fig. 3.27. Factorul de form (raportul adncime/diametru) pentru laser Nd:YAG
ndeprtarea materialului se face ca i la tiere prin nclzirea, topirea i transfomarea lichidului n vapori, n zona de inciden a fasciculului laser focalizat. Pentru ndeprtarea materialului i prelungirea duratei de funcionare a sistemelor optice se recomand folosirea unui gaz protector (oxigen sau azot).
-
70 ELECTROTEHNOLOGII
Gurirea cu laser face posibil executarea unor orificii cu diametre foarte mici (microguri) de precizie ridicat, cu diametre de 0,05 mm i cu diferite forme i nclinaii, dac se folosesc instalaii automatizate. Densitatea mare de energie necesar executrii microgurilor se obine prin folosirea laserilor cu bioxid de carbon sau neodim n regim pulsat.
Procesul de prelucrare depinde de grosimea, caracteristicile fizico-termice
i compoziia materialului, de diametrul gurii dorite, de diametrul spotului, energia i lungimea de und a fasciculului laser, durata unui puls i numrul de pulsuri . n cazul laserilor Nd:YAG frecvena pulsurilor este mai mic, cuprins ntre 5 i 20 Hz, n timp ce pentru laserii cu bioxid de carbon frecvena acestora poate ajunge pn la 1kHz. Durata unui puls este de ordinul microsecundelor. Aspectul geometric al gurilor este caracterizat prin factorul de form (raportul adncime/diametru). Forma tipic a unei guri se abate de la un cilindru, fiind de obicei reprezentat printr-un trunchi de con. De exemplu la perforarea unei table de oel inox de 75m grosime cu un laser cu energia de 5,9J, diametrul gurii la intrare este de 50m i la ieire de 25m . [Dr]
Procesele determinante pentru forma gurii prezentate n figura 3.28 sunt: - pentru pulsuri scurte, de mare putere, gurirea urmeaz frontul de
vaporizare (cldura nu are timp s difuzeze n material i stratul lichid este neglijabil);
- pentru pulsuri mai lungi, stratul de material topit este mai mare i sub presiunea vaporilor este expulzat (ndeprtare n faz lichid).
Fig. 3.28. Procesul tipic de gurire la metale
Gurirea este practicat unei game variate de materiale: plastic, ceramic, grafit, lemn, sticl i metale, inclusiv materialelor greu prelucrabile, cum sunt aliajele folosite n industria aerospaial. O aplicaie special reprezint executarea de orificii cu rol de mbuntire a sistemului de rcire a unor pri componente folosite la turbinele din centralele termoelectrice sau n industria aerospaial. Tehnologia de gurire cu laser este utilizat i n industria constructoare de maini, la construcia filtrelor sau n medicin.
-
PROCESAREA CU FASCICUL LASER 71
III.5.4. Gravura i debitarea cu fascicul laser Debitarea cu laser reprezint evaporarea superficial de material de-a
lungul unui contur, cu viteze ridicate i focalizarea precis a efectelor termice. Consumul minim de material este de 10 % ... 35 % din grosime. n majoritatea
cazurilor se folosete laserul cu bioxid de carbon n regim continuu. i n cazul debitrii metalele pot fi tiate mai repede, dac n regiunea pe care se afl spotul este proiectat un flux de gaz. Acest gaz ndeprteaz materialul topit, rcete partea superioar a zonei de debitare, creeaz un strat mai absorbant pe suprafaa materialului i nu n ultimul rnd protejeaz sistemul optic de focalizare, prelungind durata de funcionare normal a acestuia.
Gravura cu laser se practic la materiale metalice (oel, aluminiu, titan, cupru), materiale plastice, lemn, cauciuc, sticl realizndu-se inscripionri de litere i cifre, forme complexe, la diferite adncimi reglabile cu ajutorul instalaiilor automatizate. [Dr]
Exist mai multe metode de realizare a inscripiilor i formelor: - aplicarea unei mti metalice (reflectante, de exemplu dintr-o plcu de
aluminiu sau cupru) n care este decupat negativul gravurii de executat.
Intensitatea iradierii depinde de materialul prelucrat. Pentru laseri
puternici se utilizeaz expandarea fasciculului cu o lentil divergent, sau convergena n afara focarului (Figura 3.29a);
- folosirea unei mti n calea fasciculului iniial i apoi a unui sistem de proiectare a acestuia pe suprafaa materialului, cu posibilitatea de inscripionare pe poriuni i de modificare a distanei focale rezultnd o mrire sau o micorare a formelor (Figura 3.29b);
- gravura prin plimbarea direct a fasciculului pe suprafaa materialului, folosit n special pentru forme mai simple (Figura 3.29c).
Fig. 3.29. Metode de gravur n materiale
Aplicaii importante ale inscripionrii cu laser se fac pe echipamente medicale, n locuri unde prezena cernelii sau a coloranilor poate produce reacii alergice sau n industria aerospaial i a automobilelor pentru identificarea permanent a componentelor, deoarece gravura se realizeaz fr contact fizic i nu modific structura i compoziia materialelor.
-
72 ELECTROTEHNOLOGII
V. CONCLUZII
Pn n anii 1960 se utilizau cu preponderen tehnologiile de ndeprtare a materialului prin lucru mecanic de rupere i/sau deformare. O dat cu diversificarea tipurilor de materiale, necesitatea creterii vitezei de prelucrare i a productivitii acestora, respectiv obinerea unor precizii mai mari a dus la apariia unor noi tehnologii de prelucrare, care s asigure realizarea unor piese cu proprieti mecanice, cu o form complex.
Aceste electrotehnologii moderne, denumite i neconvenionale, se caracterizeaz prin aceea c, ndeprtarea de material se realizeaz prin transferul energiei concentrate, n general sub form de energie cinetic, n cldur, obinndu-se densiti de energie ridicat i o zon influenat termic foarte mic. Printre tehnologiile neconvenionale cu performane ridicate se gsesc i:
- tehnologia de prelucrare cu fascicul de electroni; - tehnologia de prelucrare cu fascicul de fotoni (laser); - tehnologia de prelucrare cu plasm.
Fig. 5.1. Prelucrarea cu fascicul de electroni, laser i plasm
Fasciculul de electroni a nceput s fie folosit n aplicaii industriale la sfritul anilor 50, cnd inginerii germani au utilizat densitatea de energie ridicat a acestui echipament. Fasciculul de electroni permite mbinarea materialelor prin cldura intens produs la suprafaa piesei prin bombardament de electroni. Energia cinetic ridicat a electronilor este transformat n energie termic.
Prelucrarea se realizeaz, de obicei, n mediu vidat pentru a proteja personalul contra radiaiilor X i datorit dispersiei puternice a fasciculului n atmosfer. Principalul avantaj al utilizrii fasciculului de electroni este dat de puterea de penetrare mare comparabil doar cu cea a fasciculului laser, ceea ce determin o arie a zonei influenate termic mic i un factor de form (adncime/lime) cu valoare mare.
Din aceast categorie a fasciculelor de mare densitate de energie face parte i fasciculul laser, care a aprut puin mai trziu. Astfel, primele aplicaii tehnologice ale laserului dateaz de la nceputul anilor 70, fiind realizate n laboratoarele de cercetare ale universitilor. Procesarea materialelor se realizeaz prin cldura mare produs de concentrarea unui fascicul de lumin, coerent i monocromatic. Fasciculul laser prezint cea mai mare densitate de energie din toate sursele de energie posibile.
-
PROCESAREA CU FASCICUL LASER 73
Producerea radiaiei laser este mai complicat dect n cazul fasciculului de electroni, deoarece acesta nu se obine direct, ci prin folosirea unei caviti rezonante, motiv pentru care i randamentul de conversie al energiei electrice n energie util este mai mic. Dup ce radiaia a fost produs ea poate fi uor focalizat i dirijat la distane mai mari prin folosirea unor lentile i oglinzi optice speciale.
Un avantaj important al fascicului laser este c nu poate fi influenat de cmpuri electrostatice i electromagnetice, dar prezena aerului necesit evitarea oxidrii i creterea vitezei de lucru prin folosirea unui gaz inert de protecie. Prelucrarea cu plasm reprezint un procedeu mai puin costisitor dect celelalte dou metode studiate i este de fapt o extindere a procedeului de prelucrare cu electrod de tungsten n mediu inert (GTA gas tungsten arc), care a aprut acum mai bine de 50 ani. Diferena esenial, prezentat n figura 5.2, este dat de construcia generatorului de plasm. Electrodul neconsumabil este introdus n interiorul unui ajutaj care are rolul de a constrnge arcul, iar gazul
ionizat este eliminat printr-un orificiu al ajutajului cu o vitez i temperatur ridicat. Spre deosebire de GTA, lungimea arcului la procesarea cu plasm nu mai este critic. [w 1, Olt]
Fig. 5.2. Prelucrarea cu GTA i plasm
Prelucrarea cu plasm ofer viteze mai mari dect prelucrarea cu electrod nefuzibil la un pre mai mic dect prelucrarea cu laser sau cu fascicul de electroni, i poate reprezenta din punct de vedere tehnico-economic cel mai eficient proces pentru multe aplicaii. Alegerea procedeului corespunztor unei aplicaii concrete depinde de mai muli factori:
- calitatea dorit a operaiei; - cerinele i destinaia pieselor; - grosimea pieselor; - caracteristicile de material; - mediul n care se desfoar operaia (vid, vid parial sau atmosfer
normal); - accesul n zona de lucru; - prezena cmpurilor magnetice;
-
74 ELECTROTEHNOLOGII
- prezena gazelor protectoare; - costul operaiei i echipamentului; - zona influenat termic; - caracteristicile geometrice ale piesei.
Tabelul 5.1 prezint cteva caracteristici generale ale celor trei procedee de prelucrare a materialelor.
Caracteristicile prelucrrilor cu fascicule dirijate i plasm
Tabel 5.1
Caracteristici
Tehnologia de prelucrare
Fascicul de electroni Fascicul laser Plasm
Vitez de prelucrare mare mare mare
Adncime de penetrare mare mare medie
Zon influenat termic termic termic
Material prelucrat oricare oricare oricare
Densitate de putere maxim [kW/m2] 1041010 1051013 103106
Productivitate maxim [mm3/min] 102 10 105
Productivitate specific [mm3/(min kW)] 10 10 103
Precizie maxim [mm] 0,008 0,008 0,5
Spre exemplu s considerm operaia de sudur a materialelor ntlnit la toate cele trei procedee. Dac grosimea materialelor este mai mare i dac nu se dorete o pregtire special a suprafeelor, respectiv dac nu se dorete folosirea unor materialelor de adaos, este recomandabil sudura cu fascicul de electroni.
Pentru sudura unor materiale diferite, cu forme complexe i conductibilitate termic crescut este folosit att sudura cu fascicul electronic ct i sudura cu laser. Sudura cu fascicul de electroni asigur o puritate mai mare a custurii, prin folosirea camerei vidate, n timp ce laserul poate fi folosit n orice mediu.
Fasciculul de electroni i laserul asigur precizii mai ridicate dect n cazul prelucrrii cu plasm. Aceste rezultate superioare necesit folosirea unui sistem automatizat de urmrire i control al prelucrrii. Dei costul total al operaiei de sudare cu plasm este mai mic fa de celelalte metode studiate, viteza de procesare este mai lent. Forma geometric a sudurii depinde de metoda folosit. Cldura n momentul impactului cu materialul degajat de sudura cu plasm determin o dimensiune mai mare a custurii i o zon influenat termic ridicat, dar inferioar altor tehnologii clasice. De asemenea factorul de form cel mai mare poate fi obinut cu ajutorul fasciculului de electroni.
n figura 5.3 i figura 5.4 sunt prezentate formele geometrice ale sudurilor realizate cu instalaiile de procesare cu fascicul de electroni, fascicul de fotoni (laser) i plasm. [Olt, w 9, w 14].
-
PROCESAREA CU FASCICUL LASER 75
Fig. 5.3. Suduri cu fascicul de electroni, laser i plasm
Fig. 5.4. Comparaie TIG-plasm-fascicul de electroni-laser
Pentru tierea materialelor sunt folosite mai mult fasciculul laser i plasma, cu rezultate i precizie foarte bune (laser: 0,005 cm, plasm: 0,02 cm) pentru oeluri slabe, oeluri inoxidabile, aluminiu, cupru. Performane ridicate se obin cu laser cnd materialele au un grad mare de omogenitate i puritate. Impuritile pot produce pe lng deteriorarea sistemelor optice i defecte n suprafeele decupate.
n figura 5.5 se prezint o statistic a paginilor web identificate n ianuarie 2005, folosind motorul de cutare www.google.com, cu privire la procesarea cu fascicul de electroni (EB), fascicul laser (LB) i plasm (PA).
a) b)
Fig.5.5. Statistica paginilor web: a) electrotehnologii; b) sudur EB electron beam; LB Laser Beam; PA Plasma Arc.
-
76 ELECTROTEHNOLOGII
Folosirea bibliotecilor on-line i a cuvintelor cheie (keywords), n interiorul motoarelor de cutare Internet, poate conduce la informaii actualizate referitoare la electrotehnologii.
Exemple de cuvinte cheie folosite: material processing, electron beam,
laser beam, plasma arc, high power, high energy density, welding, melting,
cutting, drilling, surface treatment sau combinaii ale acestora. Domeniul de cutare se poate restrnge, prin introducerea unor cuvinte cheie precise: electron beam welding, laser beam welding, plasma arc welding. Trebuie remarcat c nu toate paginile conin informaii utile, unele avnd doar caracter publicitar.


![LEADERTECH CONSULTING leadertech 2017-2018 · MEGA 100 STRUNGURI CNC CU BATIU ORIZONTAL Masina Diam. prel. peste batiu [mm] Diam. prel. peste sanie [mm] Distanta intre centre [mm]](https://static.fdocumente.com/doc/165x107/5c77e1ea09d3f2cd0e8c25cf/leadertech-consulting-leadertech-2017-2018-mega-100-strunguri-cnc-cu-batiu-orizontal.jpg)