Penthouse Spring 1996

of 2
-
Upload
john-m-cavote -
Category
Documents
-
view
235 -
download
0
Transcript of Penthouse Spring 1996
-
8/7/2019 Penthouse Spring 1996
1/2
DAVID N. FRENCH, INC., METALLURGISTSONE LANCASTER ROADNORTHBOROUGH, ASSACHUSETTS 01532TEL: 508) 93-3635
SPRING 1996 VOL. XIII, NO.A VIEW FROM THE PENTHOUSE: USEFUL INFORMATION FOR THE WORLD OF BOILERS
EHEAT CRACKINGReheat cracking occurs, onoccasion, in the heat-affected zonesf low-alloy steels. SA213 T-11 and-22 are the most commonly usedoiler steels that are subject tohis form of weld cracking. Theoot cause is inadequate preheatand brittle,zones.racks form during post-weld heat-as the component is"reheatedtt rom the ambient
ondition. Hence, the term "reheatrackingw.There are two conditions that areecessary: 1) a martensitic heat-ffected zone, and 2) constraint orestraint which adds additionaltrain to the weld heat-affectedone. The heat-affected zone isformed as a result of the thermalthe heating and rapid coolingg and after welding. The room-oferrite and iron carbide transforms
he temperature ised above the upper critical-ion temperature of about1550F. The exact temperaturemical compositionthe steel. Upon cooling, thewill revert to ferrite andron carbide if the cooling rate isenough. Rapid cooling ratesl transform the austenite toThere is a volumee elevated-temperatureto either ferrite and ironor martensite. When thee change occurs at a relativelyhigh temperature(temperatures in the neighborhood of to 1200F), the materialthe heat-affected zoneductile enough to easilychange bydeformation. Such plastic
deformation may appear as distortioin the welded assembly. More rapidcooling rates prevent thetransformation to ferrite and ironcarbide. The transformation thatdoes occur is to martensite attemperatures that are below about600F. At these lower temperaturesthere is less ductility and thestrength is higher in thesurrounding material. The volumechange from austenite to martensiteis larger, which leads to greaterresidual stresses within the heat-affected zone.During post-weld heat-treatmentthe relief or easing of thesestrains associated with themartensitic transformation in theheat-affected zones will lead todistortion during the elevatedtemperature heat-treatment. Whenthere is added restraint orconstraint that prevents thedistortion that relieves residualstresses, cracks develop in theheat-affected zone.
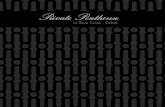
The simple explanation is thatthe brittle, martensitic heat-affected zone does not havesufficient ductility to absorb therelease of residual strain and thusforms cracks to ease the strain.
Figure 1
-
8/7/2019 Penthouse Spring 1996
2/2
follow the prioraustenite grain boundaries, as theseregions are the weak link. Figure 1shows the crack morphologyassociated with reheat cracking.In order to prevent martensiticheat-affected zone formation, thecooling rate needs to be slowed downto allow the transformation fromaustenite to ferrite and ironcarbide. The easiest way to achievea slower cooling rate is by the useof preheat. Heat-affected zonesthat contain reheat cracks may haveardnesses in the Rockwell C 25-30range or even higher, while heat-affected zones that do not crackhave Rockwell B hardnesses in the90-100 range. Ferrite and ironcarbide are considerably softer thanartensite, and the hardness of theeat-affected zone is one indicationof the microstructural condition.All of the preceding discussionas centered on the heat-affectedzone of the T-11 or T-22 material.There has been no discussion of thecomposition of the welding electrodesed; because the weld metal isnimportant, as the damage is in thebase metal heat-affected zone. Theexamples below have three different
The following is a catalogue ofxamples of reheat crackingfailures. The common thread throughall of them is that the welds were
Superheater outlet headerAn SA335 P-22 superheater-outlet3%-ft longer pipe with E9018 welding
electrodes. With such long tubeconnectors, measurable distortionwould have occurred during bothwelding and post-weld heat-treatment. To minimize the repairthat would have been required to realign the tubes, a 10-gauge piece osheet metal was tack-welded to theends of the stub tubes to preventmovement. Following post-weld heattreatment, cracks were clearlyvisible in the heat-affected zone othe header-pipe side of these sockwelds.Dissimilar-metal weldTube-to-tube butt joints betweenSA213 T-11 and SA213 TP304H were
made in the boiler using an E309stainless-steel electrode. Steamleaks developed within a few weeksof start-up. The leaks were in theheat-affected zone of the T-22.Reheater-alisnment clipsFinally, an example of thefailure of a T-22 reheater tube at stainless-steel lug welded with anickel-based electrode - cracks andsteam leaks developed in the tube
several months after installation.The crack initiated at the toe ofthe fillet weld. The crack theneither separated the lug from thetube, or grew into and through thetube to form a steam leak.In summary, reheat cracks canmost easily be avoided by use ofadequate preheat that will assure asoft, more ductile, heat-affectedzone within the T-11 and T-22materials.
RS WHO MIGHT LIKE TO RECEIVE OUR NEWSLETTER:
DEAS FOR FUTURE TOPICS: