Locul de muncă reprezintă zona
42
1. “Locul de muncă reprezintă zona (spaţiul) înzestrată cu mijloace de muncă şi organizată pentru realizarea unei operaţii sau lucrări de către un executant (individual sau colectiv), în condiţii de muncă precizate.” Din această definiţie rezultă că locul de muncă este caracterizat de interacţiunea principalelor sale elemente: operatorul şi sistemul tehnologic. Această interacţiune se concretizează în activitatea desfăşurată într-un anumit timp, într-un anumit spaţiu şi mediu, în scopul realizării unor sarcini de producţie sau îndeplinirii unor funcţii Din punct de vedere sistemic, locul de muncă are toate caracteristicile definitorii ale unui sistem de producţie. El poate fi considerat un sistem de producţie care nu mai poate fi divizat în alte subsisteme de producţie, care se autoreglează pe baza unei conexiunii inverse (feed-back) în vederea îndeplinirii funcţiilor sale (sistem cibernetic), fig. 7.66: - operatorul reprezintă sistemul decizional; - sistemul tehnologic este sistemul operaţional, cel în cadrul căruia au loc procesele de transformare; - sistemul informaţional se regăseşte în ambele componente ale locului de muncă: operator şi sistem tehnologic; - mediul de producţie este reprezentat de sistemul de producţie de rang superior din care face parte: linie de producţie, grupă de maşini sau celulă de fabricaţie.
-
Upload
irina-irinaa -
Category
Documents
-
view
49 -
download
3
Transcript of Locul de muncă reprezintă zona

1. “Locul de muncă reprezintă zona (spaţiul) înzestrată cu mijloace de muncă şi organizată pentru realizarea unei operaţii sau lucrări de către un executant (individual sau colectiv), în condiţii de muncă precizate.” Din această definiţie rezultă că locul de muncă este caracterizat de interacţiunea principalelor sale elemente: operatorul şi sistemul tehnologic. Această interacţiune se concretizează în activitatea desfăşurată într-un anumit timp, într-un anumit spaţiu şi mediu, în scopul realizării unor sarcini de producţie sau îndeplinirii unor funcţii
Din punct de vedere sistemic, locul de muncă are toate caracteristicile definitorii ale unui sistem de producţie. El poate fi considerat un sistem de producţie care nu mai poate fi divizat în alte subsisteme de producţie, care se autoreglează pe baza unei conexiunii inverse (feed-back) în vederea îndeplinirii funcţiilor sale (sistem cibernetic), fig. 7.66:
- operatorul reprezintă sistemul decizional; - sistemul tehnologic este sistemul operaţional, cel în cadrul căruia au loc procesele
de transformare; - sistemul informaţional se regăseşte în ambele componente ale locului de muncă:
operator şi sistem tehnologic; - mediul de producţie este reprezentat de sistemul de producţie de rang superior din
care face parte: linie de producţie, grupă de maşini sau celulă de fabricaţie.
7.7.2 Tipuri de comandă a sistemelor de producţie ireductibile Pentru îndeplinirea scopului final (realizarea unui produs), elementele sistemului de producţie ireductibil trebuie să interacţioneze într-un anume mod (metodă), pe baza unor comenzi specifice. În acest sens, partea de comandă din sistem trebuie să realizeze următoarele funcţiuni de conducere, unele putând fi comune operatorului şi sistemului tehnologic:
- recepţionarea informaţiei; - păstrarea (memorarea) informaţiei; - prelucrarea informaţiei şi luarea deciziilor; - executarea deciziilor.
Funcţia de prelucrare a informaţiilor şi luare a deciziilor este cea mai importantă, deoarece asigură coordonarea funcţionării sistemului. În general, ea este îndeplinită de operator, dar

în cadrul sistemelor de producţie moderne este îndeplinită şi de părţi ale sistemului tehnologic (cele comandate de calculator). În acest din urmă caz, operatorul este pus în situaţia de a folosi, comanda şi controlasisteme tehnologice tot mai complexe, inclusiv pe cele înzestrate cu mijloace care-i conferă autonomie sau chiar inteligenţă artificială. La această categorie de locuri de muncă apar multiple intercondiţionări între procesele de observare, analiză şi comandă efectuate de operator şi informaţiile oferite de sistemul tehnologic. În funcţie de modul în care sunt repartizate funcţiile menţionate între operator şi sistemul tehnologic, se disting următoarele tipuri de comandă a sistemelor de producţie ireductibile, fig. 7.67: manuală, semiautomată şi automată.
În general, principalele variabile de proces care influenţează organizarea locurilor de muncă sunt următoarele:
- număr de operatori (o); - număr de posturi de lucru sau maşini deservite de operator (p); - număr de produse realizate (y); - număr de operaţii efectuate (x).
De aceea, pentru descrierea completă a organizării unui loc de muncă este necesară descrierea modului de interacţiune a acestor variabile. Principalele moduri de combinare a acestor variabile sunt următoarele:
a. un operator, un post (maşină), un produs, o operaţie: 1o-1p-1y-1x, fig. 7.68.a. Loc de muncă la lucrează un singur operator care efectuează o operaţie a procesului tehnologic pe o singură maşină (un post de lucru), rezultând un singur tip de produs.
b. un operator, mai multe posturi identice (maşini), un produs, o operaţie: 1o-np-1y-1x, fig. 7.68.b. Loc de muncă la lucrează un singur operator
care efectuează aceeaşi operaţie a procesului tehnologic pe mai multe maşini identice (asemănătoare), rezultând un singur tip de produs.
c. un operator, mai multe posturi (maşini), un produs, mai multe operaţii: 1o-mp-1y-kx. Loc de muncă la care lucrează un operator care efectuează mai multe operaţii ale aceluiaşi proces tehnologic pe maşini distincte, rezultând un singur tip de produs (de regulă, în cadrul liniilor de prelucrare, fig. 7.68.c).
d. mai mulţi operatori, mai multe posturi (maşini), un produs, mai multe operaţii: no-mp-1y-kx. Loc de muncă la care lucrează mai mulţi operatori care efectuează mai multe operaţii la mai multe posturi de lucru (maşini) asupra unui singur tip de produs (de regulă, în cadrul liniilor de montaj, fig. 7.68.d).
Fig.

2. 7.7.4 Elementele organizării locului de muncă Organizarea locului de muncă urmăreşte stabilirea acelei variante de amenajare a locului de muncă care să asigure o eficienţă ridicată muncii operatorului, asigurându-i acestuia condiţii normale de muncă. Prin urmare, organizarea locului de muncă cuprinde mai mult decât amenajarea spaţială a sa, aceasta fiind considerată deopotrivă cu procesul de muncă şi mediul de muncă. Pentru aprecierea modului de organizare a unui loc de muncă se pot stabili diferite criterii (standarde pe baza cărora se stabileşte măsura în care locul de muncă îndeplineşte scopul său). În general, criteriile utilizate la organizarea locului de muncă sunt:
- confortul operatorului (respectarea principiilor ergonomice); - eficienţa muncii;
- siguranţa şi sănătatea operatorului.În practică, atingerea simultană a nivelului maxim al acestor criterii nu este posibilă. De
aceea, se urmăreşte frecvent obţinerea unei soluţii de compromis, care să asigure un nivel minim impus fiecărui criteriu în parte. Principalele aspecte care se analizează la organizarea locului de muncă sunt strâns legate de criteriile de apreciere a organizării locului de muncă.
Acestea sunt următoarele: - amenajarea spaţială a locului de muncă;
- fluxul mişcărilor efectuate de operator în procesul muncii; - mediul în care se desfăşoară procesul de muncă.
Având în vedere principalele direcţii ale dimensionării spaţiului de lucru, pentru atingerea unui nivel cât mai ridicat al criteriului „confortul operatorului”, au fost dezvoltate anumite principii generale şi principii specifice de concepere a spaţiului de lucru, prezentate în tab. 7.25, respectiv, tab. 7.26.
Tabelul 7.25 Principii generale de dimensionare a spaţiului de lucru Denumirea principiului
Enunţul principiului
Principiul importanţei Componentele care sunt esenţiale pentru munca eficientă şi în siguranţă trebuie să fie în cele mai accesibile poziţii
Principiul utilizării frecvente Componentele care sunt utilizate cel mai frecvent trebuie amplasate în cele mai accesibile poziţii
Principiul funcţiilor îndeplinite Componentele ale căror funcţii sunt strâns legate trebuie amplasate unele lângă altele
Principiul utilizării succesive Componentele care sunt utilizate succesiv trebuie amplasate în aceeaşi zonă în succesiunea utilizării lor

Tabelul 7.26 Principii specifice de dimensionare a spaţiului de lucru Nr. crt.
Denumirea principiului specific de proiectare a spaţiului de lucru
1 Operatorul trebuie să poată să-şi menţină în timpul lucrului o postură dreaptă, orientată în faţă
2 Când sarcina de muncă are o cerinţă vizuală, punctele de lucru necesare trebuie să fie vizibile din poziţia dreaptă a capului şi trunchiului sau cu o înclinare uşoară a capului, în faţă
3 Toate activităţile de muncă trebuie să-i permită operatorului să adopte mai multe posturi, echivalente din punctul de vedere al sănătăţii şi siguranţei, fără reducerea capacităţii de muncă
4 Munca trebuie aranjată astfel încât să poată fi efectuată, la alegerea operatorului, atât în poziţia aşezat, cât şi în picioare. Atunci când lucrează aşezat, operatorul trebuie să poată folosi spătarul scaunului când doreşte, fără să aibă nevoie de o schimbare a mişcărilor
5 În poziţia ortostatică, greutatea corpului trebuie susţinută de ambele picioare în mod egal, iar pedalele trebuie proiectate în consecinţă
6 Activităţile de muncă trebuie desfăşurate astfel încât articulaţiile corpului să fie la punctul de mijloc al domeniului lor de mişcare. Acest lucru este cu atât mai necesar pentru cap, trunchi şi membrele superioare
7 Când trebuie exercitată o forţă, efortul trebuie depus de grupele musculare corespunzătoare, cele mai mari, şi într-o direcţie coliniară cu membrele implicate
8 Munca nu trebuie să se desfăşoare la sau deasupra nivelului inimii. Totuşi, dacă este necesară o muncă manuală uşoară deasupra nivelului inimii, trebuie să se asiguresprijin pentru membrele superioare
9 Dacă o forţă trebuie exercitată în mod repetat, atunci să fie posibil ca ea să fie aplicată cu oricare dintre mâini sau cu oricare dintre picioare, fără ajustări ale echipamentului
10 Să se prevadă pauze de odihnă pentru toate solicitările resimţite în timpul muncii, inclusiv cele informaţionale şi cele induse de mediul fizic

Punerea în practică a acestor reguli şi principii de dimensionare a spaţiului de lucru este cunoscută sub numele de Strike - zone (fereastră ergonomică), care are două componente, Strike – zone şi Strike – point, fig. 7.72:
- strike – point reprezintă zona în cadrul căreia trebuie să se desfăşoare toate activităţile operatorului pentru efectuarea operaţiei tehnologice propriu – zise.
- strike – zone reprezintă zona în cadrul căreia au loc activităţile de pregătire a operaţiei tehnologice (alimentare cu piese, reglare etc.).
3.Analiza fluxului mişcărilor efectuate de operator este importantă, în mod special, în
cazul activităţilor repetitive (desfăşurate pe perioade îndelungate de timp). Deoarece fluxul mişcărilor este determinat de felul activităţilor pe care operatorul trebuie să le realizeze şi de metoda de lucru, modalităţile prin care sunt analizate aceste fluxuri (în faza de concepere sau de reconcepere) sunt diferite. Astfel:
- în cazul activităţilor preponderent manuale şi repetitive desfăşurate la un singur post de lucru şi care solicită efort şi coordonare din partea operatorului, se utilizează diagrama mâna stângă-mâna dreaptă (MS-MD);
- în cazul activităţilor repetitive desfăşurate la un singur post de lucru şi care necesită coordonarea activităţilor operatorului cu cele ale utilajului (maşinii), se utilizează diagrama de activităti multiple (DAM);
- în cazul activităţilor repetitive desfăşurate prin deplasarea operatorului la mai multe posturi de lucru, se utilizează ciclograma procesului de muncă;
- în cazul activităţilor care necesită interacţiuni complexe ale operatorilor şi posturilor de lucru, se utilizează diagramele în flux de tip operator (diagrame simple – SPF-O sau cu mai multe coloane SMCPF-O).
Îmbunătăţirea modului de desfăşurare a procesului de muncă rezultă prin aplicarea principiilor economiei de mişcări (a se vedea cap. 9), a căror aplicare urmăreşte realizarea procesului de muncă cu efort minim şi randament maxim. Aceste principii, în număr de 20, pot fi regrupate într-o listă mai scurtă de cinci puncte, denumită caracteristicile mişcărilor uşoare: 1. mişcările trebuie să fie simultane; 2. mişcările trebuie să fie simetrice; 3. mişcările trebuie să fie naturale; 4. traiectoria mişcării trebuie să fie ritmică; 5. traiectoria mişcării trebuie să fie obişnuită. Mediul în care se desfăşoară procesul de muncă este influenţat de următorii doi factori: - ambianţa fizică şi psihologică; - satisfacţia muncii efectuate

4.Analiza ergonomică a unui post de lucru constă în observarea activităţilor
efectuate de operator la postul de lucru şi evaluarea acestora în raport cu anumite criterii, specifice constrângerilor fizice şi cognitive la care este supus operatorul. Această analiză se aplică activităţilor repetitive şi permite stabilirea unor ţinte de progres referitoare la organizarea muncii.
Postul de lucru este caracterizat din punct de vedere ergonomic prin: - operatorul (operatorii) care efectuează activităţile; - mijloacele (echipamentele) de muncă utilizate; - spaţiul de lucru (amenajarea spaţială);
- metoda de muncă aplicată (organizarea muncii).
Criteriile de analiză avute în vedere sunt următoarele: - postura operatorului (constrângere fizică), - efortul depus de operator (constrângere fizică), - regularitatea activităţilor efectuate (constrângere cognitivă), - complexitatea activităţilor (constrângere cognitivă). Pentru fiecare criteriu sunt prevăzute câte cinci niveluri de apreciere (cotare). Ţinta urmărită la organizarea postului de lucru este nivelul 3 pentru fiecare criteriu, cotările sub 3 evidenţiind o încărcare scăzută a operatorului (eficienţă scăzută a muncii acestuia), iar cotările peste nivelul 3 indicând o încărcare prea ridicată a operatorului (cu risc de apariţie a greşelilor acestuia la realizarea muncii).
Nivelurile de constrângeri fizice (postură şi efort) au următoarele semnificaţii: - nivelele 1 şi 2 – sunt adaptate operatorilor cu aptitudini reduse. - nivelul 3 – este nivelul ţintă, reprezentând un nivel de constrângere fizică acceptabil pentru femeile şi bărbaţii de peste 45 ani. - nivelul 4 – este acceptabil pentru bărbaţii tineri, dar prezintă totuşi riscuri de sănătate în caz de utilizare îndelungată. - nivelul 5 – este susceptibil de a genera boli periarticulare. Nivelurile de constrângeri cognitive (complexitate şi regularitate) au următoarele semnificaţii: - nivelele 1 şi 2 – sunt asociate posturilor de lucru în care elementele de variabilitate şi de risc al calităţii sunt scăzute, fapt ce permite operatorilor să recupereze micile întârzieri ale producţiei fără stres excesiv. - nivelul 3 – este compromisul cel mai bun (optim) între obţinerea eficienţei maxime a procesului de producţie şi capacitatea obişnuită a majorităţii operatorilor.
- nivelul 4 – presupune o capacitate ridicată a operatorului pentru creşterea vitezei de execuţie a sarcinilor, garantând calitatea cerută (totuşi, riscurile de eroare sunt posibile). Acest nivel impune o foarte bună formare a operatorului la postul de lucru şi o bună experienţă la acest post pentru a-şi putea asuma constrângerile cognitive fără stres excesiv. - nivelul 5 – necesită dezvoltarea unor abilităţi ridicate, calitatea fiind asigurată prin competenţa şi dexteritatea operatorului, fără ajutor tehnic important. Aceste posturi sunt foarte selective, iar polivalenţa lor este foarte dificil de asigurat.

Evaluarea ergonomică a postului de lucru constă în observarea nemijlocită a desfăşurării activităţilor operatorului la postul de lucru, completarea succesivă a elementelor observate în tabele şi fişe specifice (”Postură – Efort”, ”Complexitate”, ”Regularitate”) asociate celor două categorii de constrângeri şi reunirea lor în „Fişa de analiză ergonomică a postului de lucru”, ca document final al analizei.
Realizarea evaluării ergonomice "Regularitate" Criteriul de regularitate evaluează gradul de flexibilitate sau de rigiditate temporală a derulării activităţilor efectuate de operator. Acest criteriu măsoară posibilitatea operatorului de a comanda (conduce) anumite elemente de variabilitate industrială: - gestionarea diversităţii produselor de realizat; - evoluţia (variaţia) programului; - gestionarea întârzierilor, riscurilor de accidente sau alte disfuncţionalităţi privind sculele, produsele, etc.
5. Principalele categorii de informaţii necesare implementării se referă la: - modul de amenajare spaţială a SPI (planuri de amenajare spaţială); - utilajele, echipamentele şi mobilierul industrial; - personalul care realizează implementarea; - planificarea activităţilor de implementare.
• Informaţiile privind modul de amenajare spaţială a SPI se referă la modul de structurare generală a SPI (împărţirea SPI pe departamente), poziţionarea relativă a unităţilor, a căilor generale de acces, precum şi la planul de detaliu al fiecărui departament. Ele rezultă din planul general de amplasare şi planurile detaliate ale departamentelor.
Informaţiile privind utilajele, echipamentele şi mobilierul industrial se referă la
tipul şi caracteristicile utilajelor, echipamentelor şi mobilierului industrial (dimensiuni, greutate, volum) care urmează a fi instalate pe amplasamentul prevăzut, precum şi la modul de demontare / asamblare (a celor care sunt mutate), de transport şi de amplasare a acestora. Ele se obţin parţial din planul general de amplasare şi planurile detaliate, iar cea mai mare parte rezultă din specificaţiile tehnice ale fiecărui element în parte şi sunt furnizate de inginerul de sistem (cel care a elaborat proiectul de amenajare spaţială).Pentru înlesnirea utilizării acestor informaţii, se recomandă întocmirea de tabele distincte cu utilajele, echipamentele şi mobilierul industrial care vor fi achiziţionate, respectiv cu cele care vor fi mutate.
• Informaţiile privind personalul care realizează implementarea. Implementarea propriu-zisă poate fi efectuată de personal din întreprindere sau de către firme specializate, externe SPI. În primul caz, inginerul de sistem poate răspunde şi de implementarea SPI. În cele mai multe situaţii, chiar şi atunci când se apelează la firme specializate, acesta are rolul de consilier sau coordonator al proiectului.

Implementarea SPI cu personal propriu este recomandată atunci când are loc o extindere a firmei existente (înfiinţarea unei noi secţii, fabrici etc.), dacă în cadrul întreprinderii există un compartiment specializat în instalări sau dacă există un compartiment de întreţinere cu personal specializat. Avantajele rezultate în acest caz pot fi:
- costuri de instalare mai mici; - familiarizare mai rapidă a personalului de întreţinere cu utilajele şi echipamentele; - micşorarea volumului de documente necesare implementării (contracte, specificaţii
de produs, desene de instalare etc.). Implementarea SPI de către firme specializate, pe bază de contract, este recomandată
atunci când în cadrul întreprinderii nu există personal specializat în acest scop sau când nu sunt preconizate reamenajări viitoare. Principalele avantaje rezultate în acest caz sunt:
- personalul este specializat, firma utilizează propriul echipament pentru instalare, nemaifiind necesară utilizarea de personal sau echipamente din cadrul SPI;
- durată de instalare scăzută; - toate activităţile sunt efectuate cu profesionalism şi eficienţă.
Informaţiile privind planificarea activităţilor de implementare rezultă din proiectul de instalare a SPI. Acest proiect este elaborat în această etapă, iar la elaborarea lui se utilizează informaţiile sintetizate până în acest moment, dar şi noi informaţii (sub formă de grafice de lucru).
Paşii care se parcurg la elaborarea unui proiect de instalare sunt cei specifici managementului de proiect şi, în esenţă, constau în:
- precizarea activităţilor care trebuie realizate, specificând durata necesară efectuării şi personalul care răspunde de îndeplinirea fiecărei activităţi;
- stabilirea relaţiilor de ordine dintre activităţi, care urmăreşte stabilirea succesiunii cronologice de desfăşurare a activităţilor şi a interacţiunii dintre ele;
- trasarea reţelei, care constă în utilizarea unei metode din teoria grafurilor pentru reprezentarea grafică a activităţilor, cu relaţiile dintre ele;
- planificarea instalării, care se realizează în legătură cu variabilele: - timp (se specifică momentele de început şi de sfârşit ale activităţilor); - resurse (se specifică ce sarcini revin fiecărei persoane implicate în proiect şi când trebuie realizate); - costuri (se specifică cheltuielile pentru realizarea instalării, cu eşalonarea lor în timp).
8.2 Etapele implementării propriu-zise Implementarea propriu-zisă a SPI se realizează pe baza proiectului de instalare a SPI, în care sunt evidenţiate următoarele etapele principale ale instalării: pregătirea, mutarea, instalarea propriu-zisă, pornirea-testarea, curăţenia generală.
• Pregătirea

Această etapă are rolul de a asigura condiţiile de bază, necesare instalării utilajelor şi echipamentelor pe amplasamentele alocate şi se referă la toţi participanţii la acest proces. Principalele activităţi cuprinse în această etapă sunt:
- înştiinţarea personalului în legătură cu ce are de făcut, când, unde şi cum să facă. - pregătirea amplasamentului, care constă în realizarea fundaţiilor, împărţirea
spaţiilor, delimitarea căilor de acces, vopsirea şi marcarea zonelor (cu menţionarea celor pe care vor fi transportate echipamentele), curăţire, servicii auxiliare etc.
- pregătirea utilajelor şi echipamentelor care vor fi amplasate, care constă în: achiziţionarea celor noi, pregătirea pentru transport a celor existente, etichetarea
fiecărui element care va fi transportat (marcarea de identificare, codificarea lui conform proiectului de instalare, notarea datei şi destinaţiei de transport).
- asigurarea bunei comunicări între persoanele implicate în instalare: telefoane mobile şi fixe (la ambele capete ale mişcării), persoane de contact etc.
• Mutarea Este etapa în cadrul căreia are loc deplasarea utilajelor, echipamentelor şi
mobilierului industrial către punctele de instalare. Pentru ca aceasta să decurgă în condiţii cât mai bune, este necesară respectarea următoarelor recomandări:
- mutările să aibă loc conform proiectului de instalare, iar activităţile realizate să fie marcate pe graficul de urmărire.
- echipamentele să fie transportate nedemontate, ori de câte ori acest lucru este posibil.
- transportul echipamentelor să fie realizat cât mai aproape de amplasamentul lor, dar fără a bloca căile de acces.
Instalarea propriu-zisă Instalarea propriu-zisă constă în amplasarea efectivă a utilajelor, echipamentelor şi
mobilierului industrial pe amplasamentele alocate. Acest lucru necesită manipulări ale acestora pe fundaţiile realizate, efectuarea racordurilor la diversele sisteme de alimentare cu energie etc. Se recomandă marcarea distinctă a echipamentelor care au fost deja instalate.
• Pornirea - testarea
Pornirea - testarea are loc după instalarea propriu-zisă şi are ca scop verificarea bunei funcţionări a echipamentelor. În cazul utilajelor complexe, au loc testări tehnologice împreună cu cei care le vor utiliza. Această etapă se consideră încheiată când toate echipamentele din unitatea respectivă pot funcţiona la parametri prevăzuţi.
• Curăţenia generală
Este etapa finală a implementării SPI, în cadrul căreia au loc verificări generale ale instalării (cu notarea tuturor deficienţelor) şi se asigură starea de funcţionare normală a SPI. Se consideră că implementarea SPI este încheiată în momentul în care deficienţele sesizate sunt înlăturate.. Pentru buna reuşită a instalării este necesar ca pe parcurs

6. 9.1 Locul şi rolul organizării sistemelor de producţie Organizarea sistemului de producţie reprezintă cea de-a doua latură a procesului de managementul producţiei industriale şi cuprinde un ansamblu de activităţi ce urmăresc punerea în practică, în condiţii de eficienţă, a sarcinilor rezultate din planificarea sistemului de producţie, fig. 9.1. Aceste activităţi se referă la două aspecte: proiectarea locurilor de muncă şi standardizarea producţiei şi a muncii.
Proiectarea locurilor de muncă constă în stabilirea sarcinilor sau activităţilor înrudite care trebuie realizate loc de muncă din întreprindere, pentru îndeplinirea obiectivelor acesteia. Acest lucru se realizează plecând de la structura generală a fluxului de producţie, prin defalcarea activităţilor şi sarcinilor ce rezultă din acesta, analizarea sarcinilor şi gruparea lor în locuri de muncă. Standardizarea producţiei şi a muncii urmăreşte stabilirea unor criterii care se constituie în bază de comparaţie pentru măsurarea sau analiza rezultatelor producţiei sau a muncii, în scopul evaluării randamentului (eficienţei) activităţilor de producţie. Aceste standarde se pot referi la cantitate, calitate sau costuri ale producţiei. În conceptul modern al producţiei, influenţat de filosofia japoneză asupra producţiei - Kaizen, standardul nu trebuie să fie un criteriu rigid sau absolut, care odată atins poate conduce la mulţumirea de sine, ci unul care se schimbă continuu, astfel încât să aibă loc o creştere continuă a randamentului (eficienţei) producţiei (ameliorarea / îmbunătăţirea continuă a producţiei şi a muncii).
Analiza unei diagrame de activităţi multiple urmăreşte, în primul rând, analizarea perioadelor de aşteptare a participanţilor în cadrul procesului, fiind foarte important să se stabilească datorită cui are loc această aşteptare. În acest scop se poate utiliza procedura interogativă prezentată la schemele de procese în flux (metoda interogativă “de ce”). De asemenea, se vor analiza şi celelalte activităţi. Propunerile de intervenţie asupra procesului se pot referi la reorganizarea în timp a procesului (rearanjarea ciclului de muncă) şi în spaţiu (reamenajarea locului de muncă), astfel încât:
- timpii de aşteptare ai participanţilor (operator sau maşină) să fie cât mai mici posibili,
- repartizarea activităţilor pe operatori (când sunt mai mulţi) să fie cât mai eficientă şi echilibrată,
- ciclul de muncă să aibă o durată cât mai scăzută.
7. 9.4.1 Problematica metodelor pentru studiul mişcării
Metodele reunite sub denumirea de studiul mişcării (Motion Study, în literatura americană) au ca scop analiza mişcărilor efectuate de către operator (operatori) în cadrul unei operaţii sau a unui întreg ciclu de muncă, în vederea eliminării mişcărilor inutile şi stabilirii unei succesiuni şi coordonări cât mai eficiente a mişcărilor efectuate. Deoarece majoritatea

proceselor din cadrul sistemelor de producţie implică mişcare (de natură oarecare), metodele pentru studiul mişcării au un domeniu foarte mare de aplicabilitate.
Astfel, cele mai reprezentative metode pentru studiul mişcării pot fi grupate în: • metode care utilizează diagrame (scheme) de proces ; • metode bazate pe studiul micro-mişcărilor ; • metode bazate pe studiul traiectoriei mişcării.
Fiecare dintre aceste metode sunt utilizate pentru înregistrarea şi analizarea anumitor detalii ale unui proces, detalii diferite de la o metodă la alta.
Problema care se pune analistului este selectarea celei mai adecvate metode pentru realizarea studiului mişcării. Selectarea este realizată atât pe baza experienţei dobândite, cât şi pe baza unor recomandări generale, dintre care se menţionează:
- metodele care utilizează diagrame (scheme) de proces sunt aplicabile în majoritatea cazurilor;
- metodele bazate pe studiul micromişcărilor au o utilizare mai limitată, doar pentru procesele de muncă preponderent manuală şi cu caracter repetitiv;
- metode bazate pe studiul traiectoriei mişcării au şi ele o utilizare limitată, pentru procesele de muncă desfăşurate pe spaţii largi şi pe perioade lungi de timp.
Esenţa aplicării acestor metode constă în observarea ciclului de muncă şi împărţirea acestuia în elemente specifice (diferite de la o metodă la alta), urmate de studierea separată a lor, în contextul legăturilor reciproce dintre ele şi dintre ele şi mediul de muncă. Pentru atingerea scopului analizei mişcărilor, se impune aplicarea următoarelor principii, cu particularităţi specifice metodei de studiu utilizate : - stabilirea necesităţii unor mişcări sau chiar operaţii; - ameliorarea succesiunii unor activităţi sau mişcări (modificarea ordinii de desfăşurare a secvenţelor procesului de muncă); - combinarea unor secvenţe ale procesului (suprapunerea în timp a unor secvenţe); - simplificarea procesului de muncă, care poate fi realizată prin : modificarea procedeului de fabricaţie sau a amenajării locului de muncă.
Pentru a aplica eficient aceste principii, este recomandată aplicarea lor în ordinea prezentată, o altă ordine de aplicare putând duce la pierdere de timp şi la efort suplimentar din partea analistului.
8. 9.4.4 Metode bazate pe studiul traiectoriei mişcării În cazul anumitor activităţi din cadrul proceselor de producţie traiectoria mişcării are o importanţă deosebită, situaţie în
care studierea acesteia reprezintă principalul mod de îmbunătăţire a procesului de muncă analizat. Principalele tipuri de activităţi (procese de muncă) pentru care studiul traiectoriei
mişcării este primordial sunt:

• activităţile cu cicluri scurte şi repetitive de mişcare : sunt cazurile în care majoritatea mişcărilor sunt efectuate de mâinile şi / sau braţele operatorului. În aceste situaţii, cea mai mare importanţă în obţinerea unei eficienţe ridicate a muncii o au forma traiectoriei mişcării, modificările de direcţie şi lipsa obstacolelor în traiectoria mişcării. Lungimea traiectoriei mişcării este mai puţin importantă. Studiul acestor tipuri de activităţi se poate realiza pe baza schiţelor traiectoriilor sau pe baza schiţelor tridimensionale de tip schelet de sârmă.
activităţile desfăşurate pe spaţii largi şi pe perioade lungi de timp : sunt cazurile în care mişcările efectuate de operator sunt ample, constând în schimbări de poziţie spaţială a
operatorului. Aceste situaţii apar atunci când un operator deserveşte simultan mai multe locuri de muncă, cea mai mare importanţă în obţinerea unei eficienţe ridicate a muncii
având-o forma şi lungimea traiectoriei mişcării. Studiul acestor tipuri de activităţi se poate realiza cu ajutorul diagramelor de flux, când mişcările sunt efectuate după un ciclu repetitiv sau cu ajutorul schemelor cu fire, când mişcările sunt efectuate într-o succesiune neregulată
sau sunt foarte complexe. Schiţa traiectoriei mişcărilor
Schiţa traiectoriei mişcării este reprezentarea în plan a traseelor de mişcare asociate unor părţi ale operatorului care efectuează un proces de muncă. Acesteschiţe pot fi întocmite pe baza observaţiilor directe, în cazul în care traiectoriile de mişcare sunt relativ simple, sau prin cronociclografiere, când traiectoria mişcării este foarte complexă. Schiţa tridimensională Schiţa tridimensională modelează forma traiectoriei mişcării cu ajutorul unor elemente din sârmă, combinate şi articulate între ele, în cadrul unui model spaţial (tip schelet). Modelarea formei traiectoriei se face prin observarea directă a procesului de muncă, fiind o soluţie uşor accesibilă doar în cazul în care mişcarea studiată (realizată în spaţiu) este relativ simplă.
9.9.4.5 Tehnici de înregistrarea mişcării Principalele tehnici utilizate pentru înregistrarea mişcărilor din cadrul unui proces de muncă sunt: observaţia directă, cronociclografierea şi tehnici de înregistrare a imaginii (fotografiere, filmare). Observaţia directă Este cea mai simplă tehnică, accesibilă tuturor analiştilor de proces. Ea are avantajul obţinerii imediate a unor informaţii despre procesul studiat, transpuse pe scheme sub forma unor simboluri sau schiţe ale mişcărilor. Astfel, se pot oferi informaţii despre proces din unghiuri inaccesibile mijloacelor de înregistrare a imaginilor (înregistrarea imaginilor este obturată de anumite elemente prezente în proces: echipamente, materiale, operatori).
Observatorul trebuie să urmărească cu atenţie toate mişcările operatorului care efectuează procesul studiat. Pentru a nu scăpa din observare activităţi ale operatorului şi pentru a avea o
imagine fidelă a procesului studiat, observatorul poate:- schimba locul de observare în timpul procesului,

- discuta cu operatorul în legătură cu activităţile efectuate, - efectua observarea pe o durată cât mai mare de timp, prin repetarea procesului.
În funcţie de felul studiului (analiza procesului, analiza micromişcărilor sau analiza traiectoriei mişcărilor), observatorul va nota pe foaia de analiză elementele semnificative ale procesului, urmând ca ulterior să întocmească schema corespunzătoare. Această tehnică este utilizată în cazul unor procese de muncă relativ simple, când tehnici mai complexe sau mai scumpe nu sunt justificate. Pe baza observaţiei directe se pot realiza:
- schema MS-MD (pe baza activităţilor de proces sau pe bază de threblig – uri), - schiţe ale traiectoriilor mişcării,
- scheme tridimensionale ale traiectoriei mişcării, - schema cu fire.
10. Structura timpului de muncă al operatorului Timpul de muncă al operatorului (timpul de muncă TM) reprezintă timpul de care dispune un operator pentru îndeplinirea sarcinilor de muncă primite. De regulă, prin timp de muncă se înţelege durata reglementată a schimbului de muncă şi se măsoară în ore-om. În funcţie de modul de utilizare a timpului de către operator în cadrul procesului de muncă se disting două categorii de timp de muncă: • timpul productiv (TP) – timpul alocat efectuării unor activităţi necesare îndeplinirii sarcinii de muncă; • timpul neproductiv (TN) – timpul în care operatorul efectuează activităţi ce nu sunt necesare îndeplinirii sarcinii de muncă.
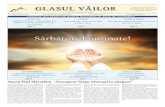
Structura detaliată a acestor categorii de timp de muncă este prezentată în fig. 9.6.
Timpul productiv este format din următoarele subcategorii de timp: • timpul operativ – Top, reprezentând timpul în care operatorul efectuează modificarea
sau transformarea cantitativă sau / şi calitativă a obiectului muncii. Acest timp este alcătuit din:

Timp de muncă manual – mecanică (tmm)Timp de muncă manuală (tman) Timp de deservire organiz.(tdo) Timp de deservire tehnică (tdt) Timp ajutător (ta) Timp de bază (tb) Timp de pregătire - încheiere (Tpî) Timp de deservire a locului de muncă (Td) Timp operativ (Top) TIMPUL PRODUCTIV (TP) Timp de întreruperi dependente de operator (tîd) Timp de întreruperi independ. de operator (tîi) Timp de întreruperi tehnologice şi organiz. (tto) Timp de odihnă şi necesităţi fireşti (ton) Timp de muncă neproductiv (Tmn) Timp de întreruperi nereglement. (Tîn) Timp de întreruperi reglementate (Tîr) TIMPUL NEPRODUCTIV (TN) TIMP DE MUNCĂ (TM)
• timpul operativ – Top, reprezentând timpul în care operatorul efectuează modificarea sau transformarea cantitativă sau / şi calitativă a obiectului muncii. Acest timp este alcătuit din:
- timpul de bază - tb. Este timpul în cursul căruia operatorul efectuează sau supraveghează activităţi ce determină nemijlocit modificarea sau transformarea cantitativă sau / şi calitativă a obiectului muncii. Exemple: timpul pentru aşchierea unei suprafeţe, pentru prelucrarea prin deformare a unei piese, timpul pentru asamblarea unor piese, timpul de control al unui reper etc.
- timpul ajutător (timpul auxiliar) – ta. Este timpul în cursul căruia operatorul efectuează activităţi necesare sau supraveghează utilajul pentru ca modificarea sau transformarea obiectului muncii să poată avea loc. Exemple: timpul pentru orientarea şi fixarea piesei în dispozitivul de lucru, timpul pentru pornirea utilajului, timpul pentru schimbarea unui parametru al regimului de lucru etc.
• timpul de deservire a locului de muncă – Td, reprezentând timpul în care operatorul asigură menţinerea în stare normală de funcţionare a utilajului şi echipamentelor de lucru (scule, dispozitive etc.), aprovizionarea, organizarea şi curăţenia locului de muncă. Acest timp este alcătuit din:
- timpul de deservire tehnică – tdt: timpul în care operatorul asigură menţinerea în stare normală de funcţionare a utilajului şi echipamentelor de lucru. Exemple: timpul pentru înlocuirea sculelor uzate, timpul pentru ascuţirea sculelor etc.
- timpul de deservire organizatorică – tdo: timpul în care operatorul asigură aprovizionarea, organizarea şi curăţenia locului de muncă. Exemple: curăţirea şi ungerea

maşinii la terminarea schimbului, preluarea / depozitarea sculelor şi pieselor la începutul / încheierea schimbului etc.
• timpul de pregătire-încheiere – Tpî , reprezentând timpul în care operatorul realizează la locul de muncă condiţiile necesare îndeplinirii sarcinii de muncă. Acest timp cuprinde timpul de documentare în legătură cu sarcina de realizat, timpul pentru pregătirea sistemului tehnologic (echiparea maşinii cu accesoriile şi echipamentele specifice şi configurarea şi reglarea sistemului, timpul pentru predarea echipamentelor utilizate - la încheierea lucrării).
Timpul neproductiv cuprinde următoarele subcategorii de timp: • timpul
de întreruperi reglementate – Tîr, reprezentând timpul în cursul căruia procesul de muncă este întrerupt fie pentru odihna şi necesităţile fiziologice ale operatorului, fie din cauza tehnologiei sau organizării muncii. Acest timp este alcătuit din:
- timpul de odihnă şi necesităţi fiziologice – ton: durata de întrerupere a procesului de muncă în scopul menţinerii capacităţii de muncă a operatorului sau pentru satisfacerea necesităţilor fiziologice şi de igienă personală ale sale.
- timpul de întreruperi tehnologice şi organizatorice – t to: timpul de întrerupere a procesului de muncă datorat condiţiilor tehnice de utilizare a sistemului tehnologic, tehnologiei de fabricaţie sau organizării (programării) procesului de producţie. • timpul de întreruperi nereglementate – Tîn,
, reprezentând timpul de întrerupere a procesului de muncă din alte cauze decât cele reglementate. Acest timp este alcătuit din: - timpul de întreruperi independente de operator – tîi: întreruperi datorate unor cauze organizat depind de operator. Exemple: timpul în care lipseşte sursa de energie, timpul de aşteptare a materiilor necesare în proces, timpul pentru repararea utilajului care s-a oprit accidental etc.
- timpul de întreruperi dependente de operator – t îd: cele cauzate de încălcarea disciplinei în muncă de către operator. Exemple: întârzieri de la program, părăsirea locului de muncă etc.
• timpul de muncă neproductivă – Tmn, reprezentând timpul în care operatorul realizează la locul de muncă alte activităţi decât cele prevăzute în sarcinile de muncă.
Dintre elementele structurale ale timpului de muncă al operatorului, doar cele corespunzătoare timpului productiv şi timpului de odihnă şi necesităţi fireşti sunt asociate îndeplinirii sarcinilor de muncă. Prin urmare, la analiza procesului de producţie în vederea îmbunătăţirii lui, se va urmări organizarea acestuia astfel încât:
- să se diminueze timpii de muncă productivi; - să se elimine timpii de muncă neproductivi, cu excepţia celui de odihnă şi necesităţi fireşti (ton ).
11. ). Structura timpului de utilizare a mijloacelor de producţie Pentru o perioadă
de timp dată, mijloacele de producţie se pot afla în una din următoarele două stări:

• stare de disponibilitate, în care mijlocul de producţie poate fi utilizat pentru realizarea procesului de producţie; • stare de indisponibilitate, în cursul căruia au loc activităţi planificate de întreţinere şi reparaţii, deci nu poate fi utilizat în procesul de producţie.
Celor două stări ale mijlocului de producţie le sunt asociate două categorii de timp: timpul disponibil, TD, (pe care-l vom analiza în continuare) şi timpul indisponibil, T ID. Deoarece cele mai importante şi complexe mijloace de producţie sunt utilajele, pentru simplificarea exprimării, în loc de mijloc de producţie vom folosi termenul de utilaj. Timpul disponibil al utilajului reprezintă timpul în care acesta poate fi utilizat pe o anumită perioadă de timp şi se măsoară în ore-maşină. În funcţie de modul de utilizare a utilajului în procesul de producţie, se disting două categorii de timp de folosire a acestuia:
• timpul de funcţionare a utilajului, TFU
-timpul de nefunctionare a utilajului TNF
Timpul de funcţionare este format din următoarele subcategorii de timp: • timpul de funcţionare corespunzătoare – tfc: timpul în cursul căruia utilajul
funcţionează şi acţionează în scopul modificării sau transformării obiectului muncii. Funcţionarea sa are loc în condiţii normale, respectiv: cu parametrii de lucru stabiliţi conform tehnologiei şi cu toate funcţiile sale operaţionale.
• timpul de funcţionare necorespunzătoare – tfn: timpul în cursul căruia utilajul funcţionează şi acţionează în scopul modificării sau transformării obiectului muncii, dar nu în condiţii normale (reglaj necorespunzător, anumite funcţii ale sale sunt inoperaţionale etc.). În această situaţie se realizaeză piese non-calitate sau / şi se depăşeşte timpul normat pentru executarea operaţiei.
Timpul de nefuncţionare este timpul în cursul căruia utilajul nu funcţionează. Acest timp este format din următoarele subcategorii de timpi: • timpul de întreruperi dependente de utilaj – tîd: timpul de nefuncţionare a utilajului
datorat unor factori specifici sistemului tehnologic: - defectare (pană) a utilajului, dispozitivului de lucru sau sculelor; - oprire funcţională pentru: schimbarea seriei de fabricaţie, schimbarea sculelor,
reglare de ciclu, controlul piesei, întreţinere curentă etc.

Timp de întreruperi independente de utilaj (tîi
Timp de întreruperi dependente de utilaj (tîd) Timp de nefuncţionare (TNF) Timp de funcţionare necorespunzătoare (tfn) Timp de funcţionare corespunzătoare (tfc) Timp de funcţionare (TFU) TIMPUL DISPONIBIL AL UTILAJULUI (TD)
• timpul de întreruperi independente de utilaj – tîi: timpul de nefuncţionare a utilajului datorat unor cauze externe sistemului tehnologic, cauze care pot fi grupate astfel:
- oprirea fluxului de producţie din cauza lipsei de semifabricate (cauză situată în amonte de utilaj) sau saturării spaţiului de stocare a pieselor realizate (cauză situată în aval de utilaj);
- lipsa altor resurse necesare funcţionării utilajului: energie, lichid de răcire-ungere etc.
12. Structura timpului de realizare a produsului Pentru parcurgerea tuturor stadiilor de producţie, de la cumpărarea materiilor prime şi materialelor, până la ieşirea produsului final din întreprindere, asupra obiectelor muncii se realizează cinci categorii distincte de activităţi: operaţie, control, transport, întârziere (aşteptare) şi depozitare. Pentru facilitatea descrierii grafice a proceselor de producţie, acestor activităţi li s-au asociat simboluri de bază, prezentate în cap. 4.5 (IMP – 1). Având în vedere aceste categorii de activităţi, structura timpului de realizare a produsului poate prezentată ca în fig. 9.9. În cazul fabricării produselor materiale, timpul scurs de la intrarea materiilor prime şi a componentelor în magazii, până la livrarea produsului final, determină durata ciclului de producţie. În concepţia clasică a organizării producţiei, cea mai mare pondere în această durată o au timpii de realizare a activităţilor de transport, aşteptare şi depozitare, de 65 … 85 %, ceea ce determină o pondere ridicată a acestor activităţi în costul de realizare a produsului, de aproximativ 50 %. De aceea, la analizarea proceselor de producţie trebuie să se urmărească luarea de măsuri tehnico-organizatorice astfel încât:
- să se suprapună unele activităţi (de exemplu operaţia cu controlul sau, când acest lucru este posibil, controlul cu transportul)
- să se diminueze considerabil timpii de transport, aşteptare şi depozitare (prin aplicarea filozofiei „Just in Time”, de exemplu).

13. Structura generală a normei de timp pe operaţie Conform definiţiei dată în cap. 9.5.1 standardul individual de muncă se poate referi şi la executarea unei operaţii, caz în care se numeşte normă de timp pe operaţie, se notează cu T şi se exprimă în [min/buc] sau [ore/buc]. În mod similar, standardul individual de producţie se numeşte normă de producţie în cazul executării unei operaţii se notează cu Q şi, în funcţie de felul produselor realizate, se exprimă în [buc/min] sau [buc/oră], [kg/min] sau [kg/oră] etc. Dacă în cadrul normei de timp şi a normei de producţie sunt utilizate aceleaşi unităţi de timp, între cele două norme există relaţia: T = 1 / Q (9.1) Structura normei de timp pe operaţie depinde, în primul rând, de gradul de mecanizare al operaţiei (modul de realizare a procesului de muncă): - manual (preponderent manual); - mecanizat.
Pentru procesele de muncă manuale, structura normei de timp pe operaţie cuprinde toate componentele timpului de muncă productiv al operatorului şi timpul de odihnă şi necesităţi fireşti ale acestuia (vezi fig. 9.6). Această structură este prezentată în fig. 9.10. TIMPUL DE PREGĂTIRE ÎNCHEIERE (Tpî)Timp de odihnă şi necesităţi fireşti (ton) Timp de deservire organizatorică (tdo) Timp de deservire tehnică (tdt) Timp ajutător (ta) Timp de bază (tb) Timp de deservire a locului de muncă (Td) Timp operativ (efectiv) (Top) TIMPUL UNITAR (Tu)
TIMPUL DE MUNCĂ PE OPERAŢIE, T
Fig. 9.10 Structura normei de timp pe operaţie – proces de muncă manual

Categoriile de timp care formează norma de timp pe operaţie (Top, Td, ton, Tpî şi componentele lor) au fost explicitate anterior. Deoarece, în cazul operaţiilor repetitive (producţie de serie şi masă), timpii operativi, de deservire a locului de muncă şi de odihnă şi necesităţi fireşti se consumă în acelaşi mod la executarea fiecărei operaţii, aceştia sunt grupaţi în categoria timpului unitar. Astfel, timpul unitar, Tu, reprezintă timpul ce se consumă în mod identic pentru realizarea unei operaţii tehnologice în condiţii repetitive. Spre deosebire de acesta, tot în cazul unei producţii repetitive, timpul de pregătire încheiere, Tpî, se consumă înaintea începerii şi după încheierea fabricării lotului de produse. Prin urmare, el se distribuie pe întregul lot de produse. La începutul fabricaţiei se asigură condiţiile necesare îndeplinirii sarcinii de muncă, cuprinzând următorii timpi: de documentare în legătură cu sarcina de realizat şi pentru pregătirea sistemului tehnologic (înzestrarea cu echipamentele de fabricaţie, reglare etc.). La încheierea lucrării, acest timp se consumă cu predarea echipamentelor utilizate. Dacă Tu şi Tpî se exprimă în aceleaşi unităţi de timp, rezultă următoarea relaţie de calcul a normei de timp pe operaţie: T = Tu + Tpî/Nl, (9.2) unde Nl este numărul de produse din lotul de fabricaţie. Pentru procesele de muncă mecanizate, realizate în condiţii repetitive, structura normei de timp cuprinde, de asemenea, timpul unitar şi timpul de pregătire încheiere. Diferenţa faţă de procesele de muncă manuale este dată de componentele care formează timpul unitar. Aceste componente sunt specifice metodei de gestiune a timpilor de muncă utilizaţi de întreprindere.
14. 9.5.3 Gestiunea timpului de muncă prin metoda MDT Metoda MDT (Méthode de Détermination des Temps, DACIA – Renault) este o metodă de gestiune a duratelor activităţilor efectuate de-a lungul ciclului de fabricaţie a unui produs şi este utilizată operaţional pentru: - standardizarea şi formalizarea organizării producţiei (stabilirea normelor de timp, calculul cadenţei/ritmului, detreminarea necesarului de personal şi de schimburi, calculul gradului de ocupare a personalului productiv); - determinarea timpului alocat manoperei şi a timpului de lucru a utilajului (pentru calcul costurilor de producţie); - repartizarea muncii (echilibrarea posturilor de lucru)

şi redistribuirea sarcinilor operatorilor în funcţie de fluctuaţiile cadenţei/ritmului; - propunerea de soluţii de reorganizare a producţiei, urmare a reamenajării posturilor (modificări tehnice, ritm de lucru etc.).
Deoarece procesele de muncă efectuate de operatori la posturile de lucru sunt compuse dintr-o mulţime de activităţi cu durate şi frecvenţe variabile, metoda MDT grupează aceste activităţi în raport cu importanţa lor în activităţi principale şi întreruperi ale producţiei.
Realizarea analizei impune determinarea mai multor categorii de timp, după cum urmează. Timpul de utilizare a operatorului (Tuo) → reprezintă partea din timpul de operare în care operatorul este ocupat, fig. 9.13: Tuo = Tma + TmM + TMs + Tmq = (To - TM) + Tmq
Timpul de utilizare a operatorului într-un ciclu (Tuoc) → reprezintă partea din timpul de operare în care operatorul este ocupat într-un ciclu. Tuoc = (Tma + TmM + TMs + Tmq) într-un ciclu (9.4) Timpul de inocupare a operatorului (Tio) → reprezintă partea din timpul de operare în care operatorul nu lucrează, fig.9.14: Tio = To - Tuo = TM - Tmq (
Timpul de inocupare a operatorului într-un ciclu (Tioc) → reprezintă partea din timpul de operare în care operatorul nu lucrează într-un ciclu. Tioc = Tcy – Tuoc (9.6) Randamentul ocupării operatorului: RRO (9.7) unde: RO este randamentul operaţional impus de managerii procesului de producţie. Randamentul ocupării operatorului pe ciclu: RRO (9.8) Timpul alocat manoperei (A10) → reprezintă partea de timp alocată manoperei pentru execuţia unui produs pe operaţie. uo= uoc= To/Tuo ToTuocTimpul alocat manoperei (A10) → reprezintă partea de timp alocată manoperei pentru execuţia unui produs pe operaţie. A10 = Tuo + TSP într-un ciclu (9.9) Analiza gradului de utilizare a maşinilor se realizează în scopul stabilirii gradelor de nefolosire a utilajelor şi al evaluării gradului de automatizare a procesului. Principalii indicatori utlizaţi sunt: Raportul de reglare (Rr) – valoarea caracteristică opririi activităţii maşinii pentru reglaj în timpul realizării activităţilor maşinii: Rr = (9.10) Raportul de reglare ciclică (Rrc) → valoarea caracteristică

opririi activităţii maşinii pentru reglaj pe durata realizării sarcinii de către maşină: Rrc = (9.11) ToTar TTCTar
Randamentul maşinii (RM) – valoarea caracteristică gradului de ocupare al maşinii în timpul normal de realizare a unei operaţii: RM =(9.12) Randamentul ciclic al maşinii (RMc) – valoarea caracteristică gradului de ocupare al maşinii în timpul ciclic de funcţionare: RMc = (9.13ToTT TcyTTc
Etapele de gestiune a timpului de muncă prin metoda MDT sunt următoarele: - pentru fiecare post de lucru posibil de deservit de operator se stabileşte natura şi tipul activităţilor şi se realizează simograma acestora; - se determină timpul de lucru maşină cel mai mare, care devine timp de referinţă şi care poate masca alte activităţi; - se analizează dacă timpul de lucru maşină al altui post însumat cu dublul timpului de deplasare a operatorului între cele două posturi este inferior timpului de lucru maşină de referinţă. În caz afirmativ, operatorul poate deservi cele două posturi (locul de muncă este format din cele două posturi de lucru), în caz contrar nu (locul de muncă este format dintr-un singur post de lucru); - se grupează toate activităţile ce se vor realiza la locul de muncă în funcţie de ciclicitate şi pe posturi de lucru, incluzându-se şi deplasările operatorului între posturi; - se realizează simograma locului de muncă; - se calculează componentele normei de timp de muncă ţinând cont de modul de repartizare în timp a categoriilor de timp pentru deservirea locului de muncă; -se analizează modul de organizare a activităţilor de muncă şi a producţiei.
15. 9.5.4 Caracteristicile metodelor de măsurare a muncii Măsurarea muncii este etapa finală a studiului muncii şi, indiferent de metoda utilizată la stabilirea standardului de muncă, cuprinde următoarele faze principale:
• pregătirea măsurării: se referă la stabilirea metodei de măsurare a muncii, alegerea operatorului asupra căruia se vor face măsurările, stabilirea elementelor muncii ce vor fi măsurate, pregătirea fişelor de observare.
• efectuarea măsurării: este o fază care se realizează în mod diferenţiat de la o metodă de

măsurare a muncii la alta, în funcţie de specificul acesteia. • prelucrarea datelor măsurării: se realizează calculele necesare transformării valorilor măsurate în rezultate interpretabile. Şi această fază se
realizează în mod diferenţiat în funcţie de metoda de măsurare folosită, iar procedurile de prelucrare a datelor sunt din domeniul statisticii matematice.
Principalele metode de măsurare a muncii sunt:
- cronometrarea utilizării timpului de muncă, - fotografierea utilizării timpului de muncă, - observările instantanee, - fotocronometrarea.
Alegerea uneia sau alteia dintre metode depinde de elementele de muncă pe care dorim să le măsurăm, de gradul de precizie dorit pentru măsurări, dar şi de aspectul economic al măsurării (timp solicitat, cheltuieli, personal implicat etc.). Cronometrarea utilizării timpului de muncă se utilizează, de obicei, pentru măsurarea duratei activităţilor manuale, care se execută în mod repetabil la realizarea unei unităţi de produs. De regulă, se cronometrează munca unui singur operator. Această metodă va fi detaliată în subcapitolul următor.
Fotografierea utilizării timpului de muncă se utilizează pentru analizarea modului de folosire a timpului de muncă de către operatori, în scopul punerii în evidenţă a posibilităţilor de creştere a productivităţii muncii. De aceea, categoriile de timp asupra cărora se îndreaptă în mod special analiza sunt: timpul de pregătire-încheiere, timpul de deservire a locului de muncă, timpul pentru odihnă şi necesităţi fiziologice şi timpul de oprire a utilajului. Este o metodă precisă, dar a cărei aplicare necesită volum mare de muncă şi timp. Observările instantanee se utilizează pentru analiza gradului de ocupare a operatorilor sau utilajelor în scopul evidenţierii activităţilor procesului care au o pondere importantă, respectiv nesemnificativă, în desfăşurarea procesului de muncă. Metoda observărilor instantanee este o metodă bazată pe teoria probabilităţilor, accentul ei căzând pe

determinarea proporţiilor întreruperilor din cadrul procesului de muncă.
16. 9.5.5 Măsurarea muncii prin cronometrare Măsurarea muncii prin cronometrarea utilizării timpului de muncă este cea mai utilizată metodă pentru măsurarea duratei activităţilor manuale, în special a celor care se execută în mod repetabil la realizarea unei unităţi de produs. Această metodă se aplică atunci când nu există norme de timp (standarde) corect determinate (eventual, chiar la solicitarea operatorului care consideră că norma de muncă este incorect stabilită) sau când se realizează un proces de muncă nou. Cronometrarea utilizării timpului de muncă, se aplică după ce procesul de muncă a fost analizat şi îmbunătăţit prin una din tehnicile adecvate şi constă în parcurgerea celor trei faze specifice măsurării muncii, faze detaliate în continuare. Pregătirea cronometrării impune parcurgerea următorilor paşi: 1. Pregătirea observatorului: urmăreşte introducerea observatorului în atmosfera locului de muncă şi informarea lui directă cu privire la procesul de muncă şi organizarea locului de muncă.2. Descompunerea operaţiei în elemente de muncă: constă, mai întâi, în delimitarea activităţilor şi, după caz, a subdiviziunilor acestora. Apoi, se separă timpul tehnologic (de funcţionare a utilajului) de timpul manual suprapus şi, în special, de timpul manual nesuprapus al operatorului. Ulterior, activităţile manuale sunt separate pe categorii de timp de muncă: timp operativ, timp de servire etc. 3. Stabilirea momentului observării prin cronometrare: constă în precizarea perioadelor în care se vor efectua cronometrările. Este de preferat ca acestea să fie efectuate de-a lungul unui schimb de lucru şi în zile diferite. 4. Selectarea operatorului: este un pas foarte important deoarece de calitatea rezultatelor cronometrării depinde direct de aptitudinile şi calificarea operatorului. În acest sens, un aspect specific acestei metode, este aprecierea ritmului de muncă. Ritmul de muncă se referă la modul de efectuare a unei activităţi de muncă, mai rapid sau mai lent, în funcţie de aptitudinile de lucru şi nivelul de efort ale operatorului. De aceea, operatorul selectat trebuie să fie unul care realizează sarcina de lucru la un nivel cât mai apropiat de medie (ritmul său de muncă este mediu).

17. 9.5.6 Determinarea normei de timp de muncă pe baza normelor de timp predeterminate pentru mişcări Încă de la începuturile abordării ştiinţifice a metodelor de muncă au existat preocupări privind descompunerea proceselor de muncă în elemente discrete. Astfel, s-a ajuns la construirea unor sisteme de normative de timp pentru elemente de bază ale mişcării, toate având ca principiu faptul că între mişcare şi timpul necesar executării ei există o legătură fundamentală. Principiul stabilirii standardului de muncă (normei de timp) pe baza unui sistem de normative de timp pentru elemente de bază ale mişcării constă în parcurgerea următoarelor etape:
1. Observarea procesului de muncă sau imaginarea lui, dacă acesta nu se realizează încă.
2. Defalcarea procesului de muncă în mişcări de bază necesare executării sarcinii de lucru.
3. Alegerea din sistemul de normative de timp, în funcţie de condiţiile în care se execută procesul de muncă, a duratelor predeterminate ale elementelor procesului.
4. Determinarea timpului normat al procesului, prin însumarea timpilor predeterminaţi asociaţi mişcărilor de bază efectuate de către operator (în afara timpului de bază care se determină cu relaţii specifice procedeului, în funcţie de valorile regimurilor de lucru).
5. Stabilirea mărimii pentru timpii suplimentari şi calculul normei de timp pe operaţie (ca la măsurarea muncii prin cronometrare). Sunt cunoscute mai multe sisteme de normative de timp pentru elemente de bază ale mişcării, cum sunt: M.T.M. (Methods Time Measurement, SUA), W.F.S. (Work Factor System, Franţa), MODAPTS (Aranjament MODular al Timpilor Standard Determinaţi, SUA) etc.De exemplu, sistemul M.T.M., creat în anul 1948, are trei variante: M.T.M.1, M.T.M.2 şi M.T.M.3. Principalele caracteristici ale acestora sunt după cum urmează. M.T.M.1 cuprinde 24 de mişcări de bază, prezentate în tabelul 9.4: 9 ale membrelor superioare, 2 ale ochilor şi 13 ale corpului şi membrelor inferioare. Această variantă se aplică pentru producţia de serie, unde elementele de muncă se repetă cu frecvenţă mare.

Folosirea metodei timpilor predeterminaţi permite, în afara determinării normei de muncă pentru o sarcină de muncă ce se realizează efectiv, şi: - stabilirea standardelor (normei) de muncă pentru sarcini de muncă care nu sunt realizate încă, dar sunt planificate a se realiza; - compararea diferitelor metode de muncă pentru realizarea unei sarcini de muncă (planificată a se realiza sau care se realizează deja).
La aceste avantaje ale metodei se adaugă şi acela că standardul astfel determinat nu este influenţat de comportamentul operatorului care, de regulă, devine nervos în momentul cronometrării. Metoda are şi dezavantaje cum sunt: - anumite elemente ale procesului de muncă pot să nu fie observate sau imaginate, influenţând standardul determinat; - anumite elemente de muncă nu pot fi regăsite sau încadrate în condiţiile predeterminate, ceea ce impune estimarea timpului pentru elementul analizat.
18. 9.5.7 Metoda de măsurare a timpilor MODAPTS (Aranjament MODular al Timpilor Standard Predeterminaţi) Metoda MODAPTS este bazată pe descompunerea activităţilor realizate de operator în mişcări elementare. Mişcările elementare, odată identificate, sunt valorizate (cuantificate) cu ajutorul tabelelor. În acest scop, MODAPTS utilizează o valoare caracteristică, denumită modul, simbolizată prin mod, care este unitatea fizică umană minimă executată în 0,215 cmin (1 mod = 0.215 cmin) şi care corespunde unei singure mişcări de deget. Astfel, toate duratele activităţilor determinate prin metoda MODAPTS vor fi multiplii ai acestei valori. Activităţile cu care operează MODAPTS sunt următoarele: - activităţi principale: o deplasarea sau mişcarea braţelor şi mâinilor; o activităţi terminale (prindere, aşezare);
- activităţi complementare: o mişcarea corpului; o mişcarea sau comportamentul necesar la reluarea activităţilor principale;
- activităţi particulare: o cazuri particulare de activităţi principale sau complementare; o activităţi speciale (citire, scriere etc.).