Laser
92
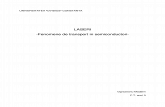
1 Ştefănescu Bogdan 2.4 TĂIEREA CU LASER: Tăierea cu laser a materialelor metalice necesită intensităţi ale fascicolului laser, mai mari de 10 6 W/cm 2 , care se realizează prin focalizarea razei laser cu ajutorul unor sisteme de oglinzi şi de lentile. Procesul de îndepărtare termică a materialului, care se manifestă în adâncimea materialului, produce o tăiere în material atunci când se aplică o mişcare de avans. Principiul tăierii cu laser este ilustrat în figura urmatoare: Fig:2. Principiul tăierii cu laser: 1- Fascicol laser, caracterizat prin: - Lungimea de undă ; - Puterea laserului P L ; - Frecvenţa impulsului f p (mod);
-
Upload
ana-maria-meltzer -
Category
Documents
-
view
124 -
download
16
description
Laser
Transcript of Laser

1
Ştefănescu Bogdan
2.4 TĂIEREA CU LASER:
Tăierea cu laser a materialelor metalice necesită intensităţi ale fascicolului laser, mai mari de 106
W/cm2
, care se realizează prin focalizarea razei laser cu ajutorul unor sisteme de oglinzi şi de lentile.
Procesul de îndepărtare termică a materialului, care se manifestă în adâncimea materialului, produce o
tăiere în material atunci când se aplică o mişcare de avans.
Principiul tăierii cu laser este ilustrat în figura urmatoare:
Fig:2. Principiul tăierii cu laser:
1- Fascicol laser, caracterizat prin:
- Lungimea de undă ;
- Puterea laserului P L ;
- Frecvenţa impulsului f p (mod);

2
Ştefănescu Bogdan
- Durata impulsului tI
;
2- Lentila de focalizare (Distanţa focală, f);
3- Gaz de tăiere (presiune gaz P k , tipul gazului);
4- Capul sculei (formă diametru);
5- Diametrul fascicolului în focar df;
Do – diametrul fascicolului nefocalizat;
6- Piesa (reperul);
7- Materialul de indepărtat.
- Dacă la prelucrarea prin procedeul de debitare cu laser, materialul de îndepărtat este topit, se poate
vorbii de tăierea laser prin fuziune;
- Dacă materialul de îndepărtat este ars = tăiere laser cu flamă, sau dacă materialul de îndepărtat este
vaporizat = tăiere laser prin sublimare;
Materialul de îndepărtat: topit, ars sau vaporizat în punctul focal al razei laser, depinzând de
intensitatea şi de lungimea de interacţiune este degajat în zona tăieturii printr-un curent de gaz emis de
o duză coaxială cu axa optică. Gazul de tăiere serveşte, de asemenea la protejarea elementelor optice
de focalizare, sensibile faţă de materialul fluid şi foarte fierbinte.
La tăierea laser cu flamă, se utilizează ca şi gaz de tăiere oxigenul sau un gaz bogat în oxigen, la
viteze de tăiere ridicate. Dar acestea conduc la oxidarea suprafeţei prelucrate, datorită introducerii de
energie exotermică suplimentară.
Folosirea gazelor inerte (cum ar fi: argonul, azotul) se utilizează ca şi gaze de tăiere, cu viteze mai
mici de tăiere dar totuşi conduc la o tăiere fară oxidare a suprafeţei rezultate.
Mişcarea relativă dintre raza laserului şi piesă, necesară pentru producerea unei tăieturi continue,
se realizează practic prin diverse moduri. La tăierea cu laser a pieselor mici şi uşor de manevrat, acestea
se deplasează de regulă sub raza de laser staţionară. De exemplu cu ajutorul unei mese în coordonate
X, Y. La prelucrarea cu laser a pieselor mai mari, unitatea laser ce include capul de tăiere, fie se
deplasează în raport cu piesa fixă, fie un sistem mobil de oglinzi transmite (ghidează) raza laser capului
de tăiere („optică zburătoare”)
Doar pentru lasere Nd:YAG pot fi folosite fibre optice flexibile pentru ghidarea razei. Procedeul de
prelucrare este influenţat de mai mulţi parametrii ai procesului de tăiere cu laser.
[10],[17]
2.5 SURSE DE RAZE LASER:

3
Ştefănescu Bogdan
Laserul pentru corpuri solide; laserii reprezentativi din această categorie sunt:
- Laserul cu rubin (cristal de Al2
O 3 ipurificat cu Cr) care generează radiaţii coerente.
- Laserul cu sticlă dopată cu neodim; =1,06 m .
- Laserul cu granaţi (YAG) dopaţi cu neodim =1,06 m .
Primul laser a fost de fapt un laser pentru corpuri solide cu un cristal de rubin ca şi mediu activ. Acesta
a fost pompat cu lampă flash, unde laserul începe să emită la 0,3...0,5 ns, după aprinderea lămpii.
Întrucât lampa flash degajă o cantitate mare de căldură, s-a impus o limitare a frecvenţei de repetiţie a
impulsurilor laser, rata fiind de câteva impulsuri pe minut. Laserii cu rubin pot funcţiona în diverse
regimuri de emisie. În regim relaxant pulsant, putând genera impulsuri cu valori ale energiei de 1...100
J, cu durate de aproximativ 1ms; cu densitatea de energie de câţva Jouli pe cm2
şi durate ale
impulsurilor laser de 10...30 ns. Pentru laserul industrial s-a implementat cristalul dotat cu neodim din
Yttrium-Aluminium-Granat (Nd : YAG) ca şi mediu activ, care trebuie pompat de asemenea cu lumină
deoarece lămpile cu flash şi lămpile cu arc electric ca sursă de lumină ajung la un grad destul de redus
ca eficienţă Nd : YAG laser a fost pentru majoritatea aplicaţiilor în tăiere necompetitiv.
Excepţie au făcut aplicaţiile în microprelucrare, unde diametrul mic al focusului a permis contururi
fine cît şi în anumite aplicaţii 3D, unde fascicolul de lumină oferea prin intermediul fibrelor de sticlă
avantaje reale. De câţiva ani au apărut pe piaţa laser – diode de mare capacitate cu care laserul pentru
corpuri solide Nd : YAG poate fi pompat mult mai eficient. Astfel se obţine un grad de eficienţă similar
ca şi un laser CO 2 . Din păcate acest laser cu diode este tot atât de scump, astfel că preţul pentru un
laser pentru corpuri solide este mult mai mare decât al unui laser gaz cu CO 2 de aceeaşi putere.
Laserul cu diode, de mare capacitate se remarcă printr-un grad mare de eficienţă (mai mare de 40 00 )
şi de o dimensiune deosebit de compactă. Calitatea fascicolului de raze este nesatisfăcătoare, astfel că
acest laser nu poate fi introdus încă mulţi ani în diferite aplicaţii, cum ar fi: tăieri, perforări, suduri în
adâncime. Pentru alte aplicaţii cum ar fi: lipiri, tratamente de suprafaţă, suduri prin topire şi aşa numita
pompare a laserului pentru corpuri solide, care constituie o sursă ideală de radiaţii.
Laserul cu gaz. Primele lasere cu gaz au fost stimulate cu înaltă frecvenţă. La scurt timp s-a obţinut o
descărcare stabilă a curentului continuu pentru stimulare a gazului de laser. Pentru aplicaţii în industrie
s-a utilizat aproape în exclusivitate laserul cu CO 2 (bioxidul de carbon = gaz acid carbonic, lungimea
undei = 1,06 m ), al cărui grad de eficienţă totală a putut să depăşească 10 00 . Cu câţiva ani în urmă s-a
scris şi cercetat mult despre laserul CO (monoxid de carbon la care lungimea undei este 5,3 m ), care
teoretic faţă de laserul CO 2 trebuia să aibă câteva avantaje. Din păcate s-au dovedit dezavantaje mult
prea mari astfel că de-abia s-a dezvoltat ca laser in industrie.
Laserul excimer este un laser gaz pulsatoriu cu o lungime a undei de emisii în ultraviolete.
Lungimea undei foarte scurtă este interesantă pentru microlitografie, pentru microprelucrare cît şi
pentru procedee de etichetare în materiale plastice speciale şi de asemenea a fost introdusă în
domeniul industrial.

4
Ştefănescu Bogdan
Dezvoltarea laser - CO 2 La toate laserele, răcirea mediului activ (corpuri solide sau gaz) este foarte
importantă pentru a putea produce de fapt raze laser. Pe baza diferitelor mecanisme de răcire se
deosebesc diferite tipuri de laser cu CO2.
Primele lasere cu fascicolul de laser continuu, cu puterea de ieşire de 1 KW au fost aşa numitele
lasere cu flux lent. Gazul laser încălzit prin stimulare se răceşte cu ulei sau apă în ţevi cu pereţi dubli.
Această răcire nu este deosebit de eficientă şi limitează puterea de ieşire a acestui laser la cca. 100 watt
pe metru lungime de rezonerare.
De abia cu aşa numitul laser în flux rapid, care datorită răcirii convenţionale poate pompa mult mai
multă putere în gaz fără ca temperatura gazului să crească, s-au putut obţine puteri de ieşire cu mai
mulţi kilowaţi.
Se fac deosebiri între tipurile cu flux transversal şi longitudinal (raza laser) deoarece la sistemele cu
flux transversal, raza este dependentă de puterea laserului, relativ se modifică puternic, de abia dacă
mai sunt oferite în prezent.
Aşa numita tehnologie cu laser slab se bazează pe principiul răcirii conductelor de încălzire (numită
şi răcirea prin difuziune), unde eficienţa răcirii se îmbunătăţeşte, astfel ca distanţa dintre pereţii de
răcire se reduce cu mai puţin de 2 mm. Pereţii de răcire formează în acelaşi timp electrozi pentru
descărcarea gazului. Condiţionat de geometria de electrozi, mai poate intra în discuţie numai
stimularea cu înaltă frecvenţă. Fanta mică dintre electrozi nu permite nici o propagare a razei de laser,
se foloseşte mult mai mult aşa numitul efect waveguide, care se cunoaşte că tinde spre o calitate a
razelor. Paralel cu fanta nu se obţine acest efect waveguide, ci un fel de rezonator instabil. Diferitele
calităţi de difuzare a razei în ambele direcţii ortogonale
favorizează spargerea capului, mai ales dacă una din puterea aleasă a laserului dependentă de efectul
termic joacă un rol în optica rezonatorului. Din acest motiv acest laser este echipat cu o fereastră de
ieşire din diamant costisitoare. Cu optica complexă de formare a razelor se poate obţine o calitate bună
a razelor, care este optimă pentru tăierea tablei subţiri şi pentru sudurile în adâncime. Pentru tabla
groasă s-a dovedit a fi eficient laserul în flux axial rapid. Deşi acest laser nu se bazează pe epurarea
gazului, gradul total de eficienţă nu este mai bun decât la laserul stimulat HF în flux rapid.
[10, pag 25...35], [21], [16].

5
Ştefănescu Bogdan
2.6 CLASIFICAREA INSTALAŢIILOR DE PRELUCRARE CU LASER
Clasificarea laserilor se poate face în general după mediul activ.
Laseri cu mediu activ solid dielectric, care în majoritatea lor au ca mediu activ ionii dispersaţi în
concentraţie foarte mică într-o reţea cristalină pură s-au sunt încorporaţi în sticlă sau material plastic.
Reprezentativi în această categorie sunt laserul cu neodin (Nd), laserul cu granaţi (YAG) dopaţi cu
neodin de tip optic, au randament scăzut şi funcţionează în regim de impulsuri, datorită încălzirii
puternice a mediului;
Figura 1
Fig.: 3. Laseri cu mediu activ solid dielectric [29]
Laseri cu mediu activ lichid, care utilizează în marea lor majoritate ca mediu activ coloranţi organici.
Reprezentativi în această categorie sunt laserii cu pyrolină, radomină, tripoflaviu, dizolvate în alcool,
glicerină sau acid sulfuric şi apă. Aceşti laseri folosesc un pompaj optic şi au frecvenţă de lucru ce poate
fi variată, randament ridicat, coerenţa şi eficienţa emisiei fiind comparabile cu a laserilor cu mediul
activ solid;

6
Ştefănescu Bogdan
Laseri cu mediu activ gazos, dintre care cei mai reprezentativi sunt laserii cu argon ionizat, cu heliu
cadmiu, cu heliu neon şi cu dioxid de carbon (CO2
). Aceşti laseri pot funcţiona în regim continuu şi în
ipulsuri, au un randament superior laserilor cu mediu activ solid şi o puritate spectrală bună;
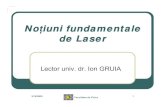
Figura 2 Laser cu mediu activ gazos:
1- Oglindă cu reflexie totală; 8- Mixer gaze;
2- Electrozi; 9- Butelii de gaze;
3- Oglindă cu reflexie parţială; 10- Sursă de curent.
4- Radiaţie laser;
5- Pompă de absorţie;
6- Rotopompă;
7- Unitate de răcire; [29]
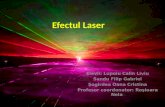
Laseri cu semiconductori
Laserul cu semiconductori
este constituit ca şi celelalte tipuri de
laser tot pe sablonul mediu activ,
sistem de excitare, rezonator optic.
In acest caz un amestec
semiconductor este folosit ca mediu
activ. Cel mai adesea se folosesc
combinaţii de metale din aceleaşi
perioade ale grupelor a III-a şi a V-a.
Dintre acestea semiconductorul cel
mai folosit este cel format din Galiu
şi Arsenic (GaAs). Alte medii active au
Figura 3 Schema unui laser cu semiconductori

7
Ştefănescu Bogdan
fost obtinute atât din amestecuri ale elementelor grupelor a II-a si a VI-a (Zinc si Seleniu – ZnSe) cât şi
din amestecuri de trei sau patru elemente. Ultimele doua sunt mai adesea folosite pentru emisia unor
radiaţii mult mai precise din punct de vedere al lungimii de undă. Sistemul de excitare este constituit
din două straturi de semiconductori, unul de tip p si unul de tip n.
Pentru a clarifica aceste două noţiuni trebuie amintite câteva considerente teoretice cu privire
la fizica solidului, în special principiul semiconductorilor.
Semiconductorii sunt o clasă de materiale larg folosită în electronică datorită posibilitaţii
controlului proprietaţilor electrice. Rezistivitatea electrică a unui semiconductor scade odată cu
creşterea temperaturii iar valoarea ei poate fi modificată în limite foarte largi (10-2 – 108 cm). Intr-un
semiconductor foarte pur, conductibilitatea electrică este dată de electronii proprii, numită si
conductibilitate intrinsecă, iar în cazul materialelor impurificate avem de-a face cu o conductibilitate
extrinsecă.
Conductibilitatea intrinsecă se produce atunci când electronii sunt aşezati în legăturile
covalente formate între atomii semiconductorului intrinsec. Odată cu creşterea temperaturii unii
electroni se rup din legături fiind liberi să circule în tot volumul cristalului. Se produce un fenomen de
ionizare, iar în locul electronului plecat ramane un gol. Imediat el se ocupă cu un alt electron alăturat,
golul se deplasează o poziţie. Daca aplicăm un câmp electric în semiconductor, electronii liberi se vor
mişca în sens invers câmpului, dar şi golurile vor forma un curent pozitiv de acelasi sens cu câmpul. Cel
mai interesant fenomen îl reprezintă modificarea spectaculoasă a rezistivităţii electrice a
semiconductorilor prin impurificare. Astfel, daca din 105 atomi de Siliciu unul este înlocuit cu un atom
de Bor, rezistivitatea siliciului scade, la temperatura camerei, de 1000 de ori !!!
Impurificarea reprezintă o problemă specifică şi fundamentală a fizicii si tehnologiei
semiconductorilor. Dacă impurificăm Germaniul (grupa IVa, patru electroni de valenţa) cu un element
din grupa a 5-a (cinci electroni de valenţă) vom obţine un amestec cu un electron de valenţă liber.
Această impuritate constituie un donor. Semiconductorul astfel impurificat este de tip n, iar nivelul său
de energie este mai aproape de zona de conducţie. Dacă impurificarea este facută cu atomi din grupa a
3-a (trei electroni de valenţă), acesta se va integra in reţeaua cristalină cu doar trei legături covalente,
ramanând, deci, un gol capabil de a captura electroni în jurul atomului trivalent. Din aceasta cauză
atomii acestui tip de impuritaţi au primit numele de acceptori.
Într-un semiconductor astfel impurificat vor predomina sarcinile pozitive, de unde numele de
semiconductor de tip p. Joncţiunile p – n sunt ansambluri formate prin alipirea unui semiconductor de
tip p cu unul de tip n . Zona de separare, interfaţa, are mărimi de ordinul 10-4 cm. La suprafaţa
semiconductorului n apare un surplus de electroni iar la suprafaţa semiconductorului p un surplus de
goluri. Astfel apare tendinţa de compensare a acestora prin difuzia electronilor de la un semiconductor
la celălalt.

8
Ştefănescu Bogdan
Laserul cu semiconductori. Construcţie. Consideraţii practice.
Revenind la laserul cu semiconductori, având stabilită o baza teoretică minimală putem trece la
detalierea practică a principiilor enuntate anterior.
Laserul cu conductori este,
de fapt, un sandwich format din 3
straturi de semiconductori la care
se adaugă elementele sistemului
de excitare. La acest tip de laser
energia necesară excitării
sistemului de atomi din mediul
activ cât şi factorul declanşator
sunt date de curentul electric
care se aplică, conform figurii.
Datorită faptului că acest
sandwich corespunde
modelului clasic de diodă, de aici încolo
se va folosi şi termenul de dioda.
Randamentul unei astfel de diode este în jurul a 30% dar amplificarea este destul de mare.
Curentul necesar trebuie sa aiba o densitate de câteva mii de amperi pe centimetru dar având
în vedere că o diodă laser are mărimi foarte mici, curentul necesar este adesea sub 100mA. Pentru a
obţine rezultate satisfacătoare, în practică se folosesc mai multe straturi decât se prezintă în figură.
Cât priveşte stratul activ, lungimea lui nu depaşeşte 1 mm, iar grosimea sa este, în funcţie de
model, de la 200 până la 10 nm. În general grosimea stratului activ variază între 200 şi 100 nm. Datorita
faptului că este atât de subţire, fascicul emis este foarte divergent (pentru un laser) şi astfel laserul cu
semiconductori se bazează foarte mult pe rezonatorul optic ce trebuie ales cu mare grijă şi trebuie
poziţionat foarte precis pentru a obţine performanţe maximale. De obicei un sistem format din două
lentile plan-convexe poziţionate cu feţele convexe una spre cealaltă la anumite distanţe calculabile este
suficient pentru a obţine un fascicul destul de bine colimat cu razele aproape perfect paralele.
Din desenul de mai sus se poate observa că emisia laser se face în două direcţii. Acest fenomen
este tratat în mod diferit în funcţie de necesităţi. Se poate crea o cavitate rezonantă prin poziţionarea
unei oglinzi perfecte şi a uneia semitransparente, se poate folosi emisia “din spate” pentru a măsura
proprietăţile fasciculului principal, se poate folosi aceeaşi emisie din spate pentru a măsura şi controla
curentul ce trece prin diodă. Diodele laser sunt foarte sensibile la curenţi şi de aceea controlul strict
asupra acestora este absolut necesar. Uneori este necesară doar o variaţie mică a tensiunii sau a puterii
si dioda se va arde.
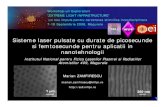
Mai jos este un prezentat un montaj clasic de diodă cu posibilitate de control a curentului:
Figura 4 Schema principială a unui laser cu semiconductori

9
Ştefănescu Bogdan
Diodele laser sunt poate, cele mai fragile
dispozitive de emisie laser. Faptul că
stratul activ are, de fapt, mărimea unei
bacterii este cel ce sta la baza afirmaţiei
anterioare. Acest strat poate fi uşor
distrus prin supunerea la curenti
neadecvaţi, prin influenţe electrostatice,
prin încălzire excesivă. Stratul activ se
poate autodistruge chiar şi fară prezenţa
vre-unuia din factorii enumeraţi mai sus.
Simpla emisie a luminii poate vaporiza
acest strat minuscul dacă lumina emisă
este prea puternică.
O diodă, deşi minusculă, poate dezvolta puteri ale luminii de până la 3-5 mW. Deşi sunt mai
rare si mult mai scumpe, diodele ce dezvoltă zeci de mii de mW există şi se găsesc în inscriptoarele de
CD şi în alte instrumente şi aparate de profil. În ceea ce priveşte divergenţa fasciculului, în prezent,
majoritatea pointerelor reuşesc performanţa de a păstra divergenţa la sub un mm la fiecare 5 metri.
Spectrul de culori acoperit de laserii cu semiconductori este in zona roşie 630-780 nm dar nu este
limitat numai aici.
Laseri verzi sau chiar albaştri există şi sunt intens cercetati. Problema este că diodele de verde şi
albastru au o viaţa efemera (cele mai performante ating doar câteva sute de ore) şi funcţionează la
temperaturi scăzute (apropiate de 0K). Faţă de clasicul GaAs (care emite în rosu-IR), pentru laserii
albaştrii se preferă ZnSe şi GaN. Primul a fost exclus treptat din cercetări datorită rezistivităţii mari,
consumului mare de energie, randamentului mic şi a multor altor factori descoperiţi experimental.
Ultimele cercetări s-au concentrat pe GaN, iar de cand prof. Shuji Nakamura a realizat primul montaj
practic şi fiabil pentru generarea laserului albastru, cercetarile au luat amploare. Un fapt inedit, la data
realizării diodei pentru laserul albastru, in 1993, Shuji Nakamura nu avea nici măcar un doctorat în
buzunar, era doar un simplu cercetator pierdut într-un laborator al unei firme japoneze obscure acum
el făcând parte din colectivul profesoral de la Colegiul de Inginerie al Universitatii Californiene din Santa
Barbara, SUA.
Revenind la laserii uzuali, trebuie menţionate şi o serie de pericole ce pot apare chiar şi pe lângă
laserii cu semiconductori care sunt cunoscuti a fi mai puţin puternici. S-a calculat că o diodă obisnuită
are o putere mult mai mare chiar şi decât a soarelui la ecuator. Toate amestecurile din stratul activ au o
putere de emisie mult mai mare decât a aceleiaşi cantităţi de suprafaţă solară.
Diodele prezente pe piaţă fac parte din clasele a II si III-a, ceea ce înseamnă că prezintă risc
scăzut de vatămare la operarea conformă cu manualul şi la expunerea fugară, efemeră a ochiului în
raza laser. Totuşi, trebuie avut în vedere că orice expunere îndelungata produce vătămări punctiforme
ale retinei şi nu este nevoie de efecte immediate pentru ca retina să fie vătămată. Regula numărul unu
în lucrul cu laserii, nu se priveşte direct in raza laser chiar daca nu se simte nici o durere sau chiar dacă
raza este palidă. CULOAREA ŞI STRĂLUCIREA RAZELOR LASER NU AU NICI O LEGĂTURĂ CU PUTEREA
RADIAŢIEI. Aceste două proprietăţi sunt date de lungimea de undă a radiaţiei care nu influentează în
Figura 5 Sistem laser cu diodă semiconductoare

10
Ştefănescu Bogdan
mod decisiv puterea laserului. Pot exista laseri cu o culoare roz palidă care să fie mai nocivi decât cei
mai aprinşi şi roşiatici laseri. Între “laserişti” există o glumă: “Regula numarul unu în lucrul cu laserii:
Nu te uita niciodata direct în raza laser cu unicul ochi rămas întreg !”.
Utilizarea laserilor cu semiconductori. Aspecte pozitive şi negative ale acestei tehnologii.
Diodele sunt larg răspandite. Faptul că sunt ieftin de produs, uşor de folosit şi foarte economic
de folosit duce la producerea lor in masă şi includerea lor în cele mai multe aparate electronice ce au
nevoie de laseri.
Lecturatoarele de cd, fie ele DVD-ROM-uri sau CD-playere, sunt toate prevăzute cu diode laser.
Playerele BluRay au, deasemenea, diode laser, doar că acestea emit fascicule mult mai fine. CD/DVD-
Writer-ele si CD/DVD-ReWriter-ele folosesc diode ce emit laseri apropiaţi de IR (800 nm) şi puteri de
câţiva W. Aceleaşi diode, dar de puteri ceva mai mici, sunt prezente şi în imprimantele cu laser. Alte
produse care folosesc laseri emişi de diode sunt cititoarele de coduri de bare (Bar-Code Readers), unele
Scannere, Pointerele etc. Poate cel mai important folos, dupa CD/DVD-playere, este cel adus în
comunicaţiile prin fibră optică. În cadrul fiecărui emiţător pe fibra optică se află o diodă laser. Mai nou
s-a început folosirea diodelor şi în medicină şi în holografie. Diodele nu sunt folosite în aplicaţiile
militare (Radar, ghidare rachete, transmisiuni de date prin eter etc.), aplicaţiile astronomice (distanţe
cosmice şi determinări de compoziţii), efectele speciale de anvergură şi holografia de mare întindere
datorită puterii limitate relativ mici pe care o dezvoltă.
Concluzii.
Laserul cu semiconductori este o alternativă ieftină şi fiabilă la laserii cu gaz. Mărimile reduse,
costurile mici de fabricaţie şi utilizare cât şi longevitatea lor conferă diodelor atuuri importante în
“lupta” cu celelalte dispozitive de emisie laser. Singurele dezavantaje fiind puterile relativ mici şi
fragilitatea, diodele sunt şi vor fi cercetate extensiv pentru a fi îmbunătăţite. Pentru noi este important
să înţelegem cum funcţionează un astfel de dispozitiv, la ce este folosit şi încotro se îndreaptă
cercetările pentru a ne familiariza înca de pe acum cu acest tip de laser pe care îl vom întalni din ce în
ce mai des în viaţa noastră de zi cu zi. Este important să cunoaştem pericolele pe care le aduce cu sine
o diodă laser precum şi factorii care pot perturba buna funcţionare a acesteia pentru a şti cum să ne
apărăm şi cum să o protejăm.
Laserul cu semiconductori este un domeniu ale cărui orizonturi abia acum ni se deschid, cu un
viitor sigur şi cu implicaţii puternice în viaţa de zi cu zi.
.
Laseri chimici, la care efectul laser se produce direct pintr-o reacţie chimică a unor gaze care
intră în amestec. Excitarea cu energie exterioară are rolul numai de a declanşa reacţia chimică. În ceea
ce priveşte distribuţia temporară a fascicolului laser se disting următoarele situaţii:

11
Ştefănescu Bogdan
- Cazul funcţionării în regim continuu (laseri cu gaz, laseri YAG-Nd, laseri cu semiconductori). La
aceşti laseri pot apărea fluctuaţii de putere datorită efectelor termice sau interferenţei modurilor
(fenomen întâlnit cel mai frecvent la laserul cu argon ionizat)
- Cazul funcţionării în regim pulsat (în general laseri cu mediu activ solid). Se disting mai multe
regimuri funcţionale distincte cum ar fi: regim de pulsuri normale, regim declanşat, regim declanşat cu
moduri cuplate. [1]
Figura 6 Răspândirea instalaţiilor laser
[29]

12
Ştefănescu Bogdan
2.7 TIPURI DE CAVITĂŢI DE REZONANŢĂ LASER
Caracteristicile fascicolului laser (divergenţa, distribuţia spaţială, modul de oscilaţie, banda
spectrală) depind în mare măsură de elementele optice care formează cavitatea de rezonanţă laser
(oglinzi, prisme). Geometriile cele mai frecvent utilizate pentru configuraţia cavităţiilor rezonante laser
sunt:
Rezonatorul cu oglinzi plan paralele. Această cavitate
rezonantă poate fi considerată un caz limită al rezonatorului cu oglinzi cu
rază mare de curbură. Diametrul efectiv al emisiei este determinat de
dimensiunile oglinzilor, iar mărimea fascicolului laser corespunde la
jumătate din diametrul oglinzilor. Dezavantajul principal al acestui tip de
rezonator îl reprezintă pierderile prin difracţie care sunt destul de
ridicate şi marea sensibilitate la erorile de aliniere.
Rezonatorul cu oglinzi cu rază mare de curbură. Acest
rezonator are pierderile prin difracţie minime şi o mare stabilitate la
aliniere. Diametrul optim al fascicolului nu se obţine prin modificarea
lungimii rezonatorului ci numai pintr-o alegere potrivită a razelor de
curbură a oglinzilor.
Rezonatorul confocal. Se caracterizează prin coincidenţa celor
două focare ale oglinzilor, adică centrul de curbură al unei oglinzi se află pe
suprafaţa celeilalte oglinzi.
Rezonatorul sferic(concentric) constă din două oglinzi sferice
având aceeaşi rază de curbură r şi separate la distanţă L, astfel încât
Figura 9 Cavităţi rezonante laser;
rezonator confocal: r1 =r 2 = L
Figura 8 Fig: 8. Cavităîţi rezonante
laser; rezonator cu oglinzi cu rază
mare de curbură: r1 >>L r2>>L
Figura 7 Fig :7. Cavităţi rezonante
laser;rezonator cu oglinzi paralele r1 =r 2 =
:

13
Ştefănescu Bogdan
centrele de curbură ale oglinzilor să coincidă (L= 2 x r):
Rezonatorul cu oglinzi cu raze diferite de curbură:
Rezonatorul convex-concav: r 1 > L r 2 = -( r1 -L)
Rezonatorul semifocal(hemisferic), constituit dintr-o oglindă
sferică (r 1 = L...2L) şi una plană r 2 = :
O condiţie importantă pe care trebuie să o îndeplinească o cavitate
rezonantă este să fie cât mai stabilă, adică pierderile de radiaţie să fie cât mai mici.
Una din marile probleme ce se ridică la cavităţile rezonante a laserilor este lungimea mare a
acestora, necesară pentru realizarea unor puteri ridicate. Pentru aceasta s-au găsit soluţii. Realizarea
unor camere de rezonanţă din mai multe secţiuni şi montarea lor în paralel sau în zig-zag ceea ce dă o
putere mai mare a laserului, datorită fenomenului de reflexie mai intens.
Figura 11 Cavităţi rezonante laser;
rezonator cu oglinzi cu raze
diferite
Figura 12 Cavităţi rezonante laser;
rezonator convex-concav
Figura 10 Cavităţi rezonante laser;
rezonator sferic
Figura 13 Cavităţi rezonante laser;
rezonator semifocal

14
Ştefănescu Bogdan
Figura 14 Soluţii de montare a cavităţii rezonante la laserii convenţionali
[1]
CCAAPPIITTOOLLUULL 33 ..SSIISSTTEEMMEE DDEE PPRREELLUUCCRRAARREE CCUU LLAASSEERR.. GGEENNEERRAALLIITTĂĂŢŢII
3.1 DEZVOLTAREA SISTEMELOR DE FABRICARE PENTRU TĂIEREA CU LASER
Evoluţia în timp a sistemelor de fabricaţie cu laser a condus la un progres tehnologic în dezvoltarea şi
perfecţionarea instalaţiilor cu laser.
Sisteme de prelucrare cu laser:
- sistemul cu piesa mobilă;
- sistemul hibrid;
- sistemul cu optica în zbor;
- sistemul cu schimbare al mesei;
- sistemul cu laser deplasabil;
- sistemul combinat.

15
Ştefănescu Bogdan
Sistemul cu piesa mobilă
Chiar şi sistemele de prelucrare cu laser au dovedit o dezvoltare la valori nominale. La început s-au
construit instalaţiile de tăiere cu laser pe ştanţă şi instalaţii de ambutisare a degetarelor. Piesa s-a
supus unui fascicol de laser fix. Acesta înseamnă că s-a înlocuit de fapt numai piesa de ştanţare cu
fascicul laser, fără a se gândi cum se poate optimiza de fapt întreg procesul. S-a obişnuit cu ideea că nu
se pot prelucra table mari deodată şi că de fiecare dată când se taie din nou o piesă, instalaţia trebuie
să se oprească şi să se scoată piesa, înainte de a se prelucra în continuare.
Sistemul hibrid
Acest tip de sisteme formează o treaptă intermediară, produsă mai ales de firmele japoneze.
Tabla se află pe o masă, care vine prelucrată pe direcţia X. Pe direcţia Y-capul de tăiere se îndreaptă
spre fascicolul laser. Suprafaţa poate fi în acest fel înjumătăţită, iar procesul de tăiere nu mai trebuie
întrerupt după fiecare piesă. Masa mişcată (masa de tăiere şi tabla) este mare.
Optica în zbor
Soluţia optimizată prin proces s-a realizat prin optică în zbor, unde piesa respectivă este staţionară,
iar fascicolul laser se deplasează pe piesa pe direcţia X şi Y. Acest lucru permite tăierea pieselor din
tablă destul de mari până la 5,5x3m, într-un singur proces de lucru. Piesele tăiate rămân pe masa de
prelucrare până când este prelucrată întreaga tablă.
Laserul trebuie să dovedească o calitate bună de fascicole, deoarece lungimea fasciculului dintre
capul de tăiere şi rezonatorul laser se modifică la mai mulţi metri. Aceasta constituie motivul principal
pentru care mulţi producători au cercetat mai mult timp asupra sistemelor cu optică în zbor.
Figura 15. Instalaţia de tăiere cu laser cu oglinzi zburătoare:

16
Ştefănescu Bogdan
Figura 16 Principiul axial al traseului fascicolului laser prin intermediul sistemului de oglinzi zburătoare
Sistemul de schimbare al mesei
Dacă se combină o instalaţie de tăiere cu laser cu un sistem cu schimbare de masă, se obţine o
productivitate optimă. Deja în timpul procesului de tăiere poate fi încărcată instalaţia cu o nouă tablă.
Îndată ce programul de tăiere s-a încheiat, urmează schimbarea automată a mesei şi procesul de tăiere
se continuă conform noului plan de tăiere. Este suficient timp pentru stivuirea manuală sau automată a
pieselor tăiate, îndepărtarea resturilor şi încărcarea cu o nouă tablă.

17
Ştefănescu Bogdan
Figura 17 Principiul de schimbare al meselor, pentru productivitate mare

18
Ştefănescu Bogdan
Laserul deplasabil
Sistemele cu laser deplasabil s-au realizat de mult, dar rar sunt implementate în practică. Masa de
tăiere este destul de mare, dar laserul reduce desigur în mod considerabil dinamica unor asemenea
instalaţii. Asemenea instalaţii se folosesc de exemplu în construcţia navelor, unde dinamica procesului
din cauza grosimii mari a materialului se reduce oricum. Se efectuează distanţe de deplasare extrem de
mari datorită laserului montat.
Sisteme combinate
Grupa sistemelor combinate, unde se combină o instalaţie de ştanţare cu o instalaţie de tăiere cu
laser, are în continuare dezavantajul că numai una din cele două instalaţii (scumpe) sunt în funcţiune,
ştanţa sau laserul. Aceste sisteme au
crescut în importanţă la producerea pieselor finite, deoarece cu dispozitivele speciale, pe lângă operaţii
de ştanţare, transformare şi imprimare se pot realiza în acelaşi proces de lucru şi tăieri pentru înfiletări.
[23], [29], [17].
3.2. IMPORTANŢA PRELUCRĂRILOR CU LASER ÎN CONSTRUCŢIA DE MAŞINI
Sistemul de productivitate orientat spre clienţi
Instalalaţiile de tăiere cu CO 2 au contribuit la dezvoltarea importantă şi eficientă a uneltelor din
domeniul prelucrării moderne a tablei.
Viteza mare a procesului presupune o maşină de înaltă dinamicitate. Pentru exploatatorul unei
instalaţi de prelucrare cu laser, productivitatea mare a instalaţiei sale este desigur de o mare
importanţă, deoarece aceasta se reflectă direct în cheltuielile de prelucrare ale produsului său. Vitezele
mari ale procesului, care se obţin cu dispozitivul cu laser la table subţiri, pot fi utilizate numai dacă
maşina de prelucrare permite şi o deplasare mare cu exactitate necesară. În special pentru micile
contururi, de o importanţă mare este dinamica maşinii (accelerarea), pentru a obţine viteze de proces
dorite, înainte de a trebui să se frâneze pentru următoarea modificare de direcţie.
Sistemul de productivitate a instalaţiei se caracterizează prin:
- CNC rapid,
- acţionare la viteze mari de prelucrare şi poziţionare,

19
Ştefănescu Bogdan
- dinamică mare = accelerare,
- componentele mobile ale maşinii în execuţie uşoară,
- laserul de proces adaptat la capacitatea şi calitatea fascicolului.
Flexibilitatea ridicată
Marea flexibilitate a fascicolului de laser, ca dispozitiv (unealtă), este optim pentru executarea
pieselor la termen. Durata redusă drastic astfel, permite o capacitate redusă de depozitare şi astfel
reducerea considerabilă a costurilor. Economiile de cheltuielile suplimentare se obţin prin utilizarea
sistemului cu laser, care prin contururile complexe poate economisi câţiva paşi de prelucrare, iar
sudurile, înşurubările sau alte operaţii de îmbinare pot fi înlocuite cu teşiturile avantajoase din punct de
vedere financiar. Pentru producţia la termen este foarte important şi un software optim pentru
progaramarea parţială şi un management contractului la termen.
Flexibilitatea mare a fascicolului de laser ca şi dispozitiv (unealtă) este de mare iportanţă în special
pentru fabricile care lucrează în sistemul Lohn. Aceasta înseamnă câteodată un anumit compromis
referitor la oprimizarea dinamicii, dacă se îmbunătăţeşte accesibilitatea la masa de prelucrare. Chiar şi
schimbarea rapidă a capului (toate conexiunile pentru gazul de proces, răcirea lentilelor, testarea
capacităţii laserului se realizează automat) serveşte la execuţia flexibilă, astfel încât în câteva minute se
poate transfera pe un alt material de tablă. Parametrii de tăiere corecţi pentru noul material vor fi
descărcaţi de la sine conform datelor de material în planul de tăiere în CNC.
Înalta productivitate prin automatizare
De o mare importanţă pentru productivitatea rentabilă sunt nu numai vitezele mari de proces, ci în
special logistica eficientă. Prelucrarea rapidă nu serveşte la nimic, dacă nu se poate produce, din cauză
că se aşteaptă după tabla care urmează a se tăia sau după planul de tăiere corespunzător. Din aceste
motive, inteptinderile moderne acordă o mai mare importanţă la conectarea instalaţiei cu laser cu un
depozit automat şi cuplarea instalaţiei la un sistem informatic eficient.
Securitatea producţiei prin controlarea procesului
În special pentru fazele de producţie nesupravegheate, controlarea procesului este de importanţă
pentru CNC şi senzori corespunzători. Cu ajutorul detectoarelor de lumini integrate în capul de tăiere,
se pot observa emisiile din baia de topire.
Semnalul măsurat este cuplat pe calitatea de tăiere. Îndată ce valoarea semnalului se abate de la
semnalul optim, se reduce de exemplu deplasarea sau dacă acesta nu ajunge, se opreşte procesul.
Comanda încearcă automat să revină şi să continue tăierea. Dacă nu reuşeşte să se realizeze în numărul
stabilit, se opreşte instalaţia până când operatorul efectuează corectura necesară pentru a se putea

20
Ştefănescu Bogdan
relua producţia. Astfel se asigură reducerea pieselor rebut. Prin siguranţa obţinută în derularea
procesului, creşte calitatea şi scad cheltuielile de proces.
Figura 18 . Montarea avantajoasă a detectoarelor în capul de tăiere pentru
suprevegherea procesului în linie.
[24]
Laserul face parte din puţinele realizări ştiinţifice care şi-au găsit aplicaţii largi şi diverse în toate
domeniile ştiinţei şi tehnicii într-un interval de timp foarte scurt.
Laserul se utilizează în tehnologie de câţiva ani dar rămâne în continuare o problemă deschisă, cu
multe necunoscute, studiul aspectelor multiple ale procesului de prelucrare, stabilirea şi aprofundarea
posibilităţiilor de utilizare a aplicaţiilor. De asemenea este necesar să se cunoască condiţiile în care se
poate executa prelucrarea, efectele interacţiunii dintre radiaţiile laser şi materialul de prelucrat,
parametrii energetici şi de reglaj ai fasciculului, posibilităţiile de asigurare a calităţii, preciziei şi eficienţa
tehnico-economică a procedeului. Prelucrările cu laser, având la bază schimbarea stării termice a
materialului de prelucrat, au un câmp larg de aplicare industrială pentru operaţiile de tratamente
termice, alieri de suprafaţă ale pieselor metalice, realizarea asamblărilor sudate pentru lamele, micro-
contacte, găuriri, tăieri, trimerizări, marcări, gravări, echilibrări statice şi dinamice.
Principalele avantaje ale utilizării laserului în tehnologiile de prelucrare sunt:
- posibilitatea prelucrărilor oricărui material metalic, indiferent de duritatea piesei, fiind însă
important ca suprafaţa materialului de prelucrat să aibă o capacitate suficientă de absorţie a radiaţiilor
laser;
Senzori

21
Ştefănescu Bogdan
- scurtarea considerabilă a timpului de prelucrare, procesul având loc aproape instantaneu;
- eliminarea deformaţiilor care ar putea apare în urma prelucrării, deoarece nu există contact
mecanic sculă-piesă;
- nu se produc deformaţii termice şi tensiuni interne în piesă, întrucât zona influenţată termic de
laser, adiacentă prelucrării este minimă;
- se pot executa prelucrări şi la piese de foarte mici dimensiuni sau având configuraţii complexe;
- procesul de prelucrare permite automatizarea completă şi aplicarea comenzilor numerice sau CNC;
- se pot executa pe aceeaşi instalaţie, cu dispozitive optice speciale, mai multe prelucrări simultan;
- se pot asigura poziţionări precise ale pieselor în faţa fascicolului laser ce permit focalizări exacte,
rezultând prelucrări de precizie foarte ridicată.
Dezvoltarea în acest domeniu este departe de a fi încheiată. Cu fiecare pas, apar noi avantaje ale
laserului faţă de procedeele convenţionale, astfel cererea instalaţiilor de prelucare cu laser este în
creştere pe piaţa maşinilor unelte.
[17], [21], [29].
CCAAPPIITTOOLLUULL 44 SSTTRRUUCCTTUURRAA MMAAŞŞIINNIIII DDEE PPRREELLUUCCRRAARREE CCUU LLAASSEERR TTRRUULLAASSEERR
33003300

22
Ştefănescu Bogdan
4.1 PRINCIPIILE CONSTRUCTIVE ALE MAŞINI DE PRELUCRAT CU LASER :
Maşina de debitatat tablă, TRUMPF TruLaser 3030 este o instalaţie de debitare cu laser CNC,
indicată pentru prelucrarea componentelor plane. Scula de debitare propriu-zisă este fasciculul laser, ghidat prin intermediul oglinziilor către capul de debitare. Oglinda şi capul de debitare sunt amplasate pe componente mobile, maşina lucrează deci cu un dispozitiv optic mobil menit să ghideze raza laser ce se formează în rezonatorul laser. Sistemul de oglinzi reflectă raza laser, pentru schimbarea direcţie sale, astfel încât raza laser să ajungă la lentila din capul de tăiere. Lentila focalizează raza laser şi o direcţionează cu ajutorul duzei şi părţii ceramice din capul de taiere, în spre coala de tablă aşezată pe masa maşinii şi supusă tăierii.
Maşina este echipată standard cu un sistem de schimbare a paleţilor. Sistemul de schimbare a paleţilor înlocuieşte automat paletul cu piesa prelucrată cu un palet cu o piesă neprelucrată. Încărcarea şi descărcarea paleţilor poate fi efectuată paralel cu prelucrarea. Astfel se reduc la minim timpii de staţionare a maşinii. Încărcarea paleţilor poate fi automatizatăşi cu ajutorul unui LoadMaster (opţional).
Date tehnice pentru maşina
TruLaser 3030 cu rezonator
TruFlow 2700
Valori ce caracterizează greutatea şi capacităţiile de prelucrare instalaţiei TruLaser 3030 inclusiv: dispozitiv de aspiraţie, dulap de comandă, generator HF şi agregat de răcire La maşinile cu montaj pe dreapta,
respectiv cu automatizare, cursa pe
axa Z se reduce cu 25 mm
TruLaser 3030 cu rezonator TruFlow 2700
Greutate totală1 cu laser TruFlow
11500 kg
Zona de lucru în direcţia X în direcţia Y în direcţia Z2
3000 mm 1500 mm 115 mm Interval de trecere
în direcţia X în direcţia Y în direcţia Z
-16 - +88 -19 - +61 -2 - +16 Interval maxim de mişcare
în direcţia X în direcţia Y în direcţia Z
3104 mm 1580 mm 122 mm Cote
Lungime Lăţime Înălţime
cca. 9800 mm cca. 5300 mm cca. 2000 mm Modul de comandă Modul de comandă linie CNC TRUMPF, conceput după SIEMENS SINUMERIK 840D
Putere maximă laser la funcţionare CW (undă continuă)
2700W
Tabelul nr. 1

23
Ştefănescu Bogdan
Conform VDI/DGQ 3441 - lungime de măsurare 1 m. Exactitatea care trebuie realizată în piesă depinde, printre altele, de tipul piesei, de tratamentul său preliminar, de grosimea materialului, de mărimea foii şi de poziţia în zona de lucru.
În oţel beton (St37), respectiv începând cu 15 mm în QStE260, 340 sau 420 TM.
Maşina de debitat tablă cu laser este alcătuită din maşina cadru cu masa de tăiere, masa de
încărcare cu dispozitivul hidraulic de schimbare a meselor. Grinda (podul) de tăiere care se deplasează
pe direcţia axei X , iar capul de tăiere care se deplasează pe grindă pe direcţia axei Y.
La orice maşină de debitat cu laser,fascicolul nu este stabil din punct de vedere al puterii în
timpul tăierii, el variază în limite admise (±2% din puterea totală), iar scăderea sub aceste limite admise
se datorează apariţiei unor avarii în sistemul de obţinere a razei laser, mai precis în rezonatorul laser.
Acestea vor semnaliza erorile pe afişajele sistemelor de comandă. Aceste semnalizări de avarii ale
sistemului, care aduc la scăderea puterii laserului vor atrage, luarea unor măsuri de revizie a întregului
sistem de generare a razei laser.
TruLaser 3030 cu rezonator TruFlow 2700 Racord electric la o frecvenţă de 50 Hz
71 kVA
Protecţie: (la 400 V) 125 A Consum aer comprimat4 (debitvolumetric necesar conform ISO 1217, respectiv DIN 1945)
42 m³/h = 700 l/min; la debitarea cu aer comprimat (opţională) consumul mediu se majorează cu cca. 20 Nm³/h = 333 l/min.
Tip de acţionare Axă X, Y, Z servomotoare cu curent trifazic care nu necesită întreţinere
Viteză Viteză maximă de poziţionare paralel axei simultan
60 m/min 85 m/min
Cursa programabilă minimă 0.01 mm
Abatere de poziţie5 ±0.1 mm
Banda transportoare de poziţionare din mijloc
±0.03 mm
Grosime maximă a materialului: 15-20 mm
Tabelul nr. 2

24
Ştefănescu Bogdan
Sistemul de axe al maşinii
Maşina de debitat tablă cu laser, TRUMPF TruLaser 3030, are în total patru axe după care se
deplasează:
- axa X: axa orizontală de mişcare a capului de tăiere;
- axa Y: axa orizontală de mişcare a capului de tăiere;
- axa Z: axa verticală de mişcare a capului de tăiere;
- axa W: axa orizontală de mişcare a meselor de tăiere (la schimbarea lor). [23]
Figura 19 Axele maşinii
Figura 20 Subansamblurile maşinii

25
Ştefănescu Bogdan
Descrierea componentelor Maşinii TRUMPF L3030

26
Ştefănescu Bogdan
Descriere poziţie Funcţie
1 Dulap de comandă cu generator HF Stimularea gazelor laser
2 TruFlow 2000 – 4000 Generarea radiaţiilor laser
3 Dispozitiv de debitat ţevi TRUMPF RotoLas
(opţional)
Prelucrarea ţevilor şi profilelor cu fasciculul laser
4 Dulap de comandă Modul de comandă CNC, componente logice şi de putere, sursa de alimentare motoare electrice, etc.
5 Agregat de răcire Răcirea agregatului laser şi a oglinzii inversoare de pe traseul fasciculului
6 Banda transportoare longitudinală Evacuarea pieselor tăiate şi a impurităţilor, care cad prin suportul paleţilor.
7 Desprăfuitor compact Aspirarea nepoluantă a gazelor de evacuare şi a particulelor.
8 Schimbător de paleţi Sistemul de schimbare a paleţilor cu doi paleţi permite încărcarea şi descărcarea în timpul procesului de debitare
9 Coloana de acţionare pentru schimbătorul de
paleţi şi componentele automatizate (opţional)
Post de comandă pentru schimbătorul de
paleţi şi componentele automatizate
(opţional) 10 Bandă transportoare transversală (opţional) Evacuarea pieselor tăiate şi a impurităţilor,
care cad prin suportul paleţilor. 11 Palet (2 bucăţi) Aşezarea piesei cu bare de susţinere din
oţel beton sau oţel inox 12 Panou de comandă maşină şi laser Post de comandă central al maşinii
13 Maşină principală cu cabină de protecţie Prelucrare piesei statice cu fascicul laser focalizat ca sculă mobilă (principiul
dispozitivului optic mobil)
14 Cabină de protecţie cu uşă Protecţia zonei de lucru a maşinii
Tabelul nr. 3
Figura 21 Componentele maşinii principale

27
Ştefănescu Bogdan
Dispozitivul de transport
Dispozitivul de transport este format dintr-o traversă (= sania X), sania Y şi axa Z integrată. Pe axa Z este fixat capul de debitare.
Săniile X şi Y se deplasează pe ghidaje lineare şi sunt antrenate de motoarele trifazice cu cremalieră.
Mişcarea capului de debitare de-a lungul axei Z este de asemenea realizată cu motor trifazic. Acesta aduce capul de debitare în poziţia de lucru.
Instalaţia de debitare cu laser TruLaser 3030, TruLaser 3040, TruLaser 3060 lucrează conform principiului "dispozitivului optic mobil" cu agregat laser şi piesă fixă. Sunt astfel posibile atât viteze de prelucrare optime, cât şi o precizie ridicată de prelucrare, deoarece maşina nu acţionează decât piesele cu o greutate exact definită.
Zona de lucru este protejată de limitator de cursă programabil. Cursa de pe axă poate fi întreruptăşi de la limitatorul OPRIRE DE URGENŢĂ, care se află în zona dinafara limitatorului de cursă programabil.
DESCRIERE POZIŢIE FUNCŢIE 1 TruFlow 2000 – 4000 Generarea radiaţiilor laser 2 Dispozitiv de transport (sanie X) Deplasarea săniei Y în direcţia X prin intermediul
pinionului/cremalierei pe ambele părţi Sanie Y + axă Z Deplasarea capului de debitare laser în direcţia Y,
antrenat de cremalieră şi pinion, poziţionarea capului de debitare în direcţia Z
Cap de debitare laser Ghidaj optic, element de fixare a lentilei şi ghidarea gazului de debitare, focalizarea fasciculului laser
3 Tablou Instalarea instalaţiei centrale de ungere, a elementelor pneumatice de comandă, a racordurilor pentru gazul de debitare şi prepararea aerului comprimat.
4 Cadru maşină Construcţie sudată din oţel; încadrează cabina de lucru; formează baza stabilă pentru celelalte componente.
5 Bandă transportoare longitudinală Evacuarea impurităţilor şi a pieselor mici, care cad prin suportul paleţilor.
6 Palet Suport piesă
7 Panou de comandă Post de comandă central
Tabelul nr. 4

28
Ştefănescu Bogdan
Figura 22 Unitatea de transport a maşinii principale
Dispozitivul de aspiraţie
În cadrul maşinii de debitare cu laser se află sistemul de aspiraţie, format din mai multe camere de aspiraţie (5 la TruLaser 3030, 14 la TruLaser 3040, 20 la TruLaser 3060). Fiecare cameră de aspiraţie este comandată în funcţie de poziţia capului de debitare. Aerul aspirat este ghidat printr-un sistem de ţevi în desprăfuitorul compact.
În timpul funcţiei de debitare sunt deschise doar clapetele acelor camere de aspiraţie, peste care se află capul de debitare (în caz de suprapuneri sunt deschise pentru scurt timp, aşadar, ambele camere de aspiraţie). Astfel puterea de aspiraţie este concentrată doar pe o camerăşi asigură o aspiraţie optimă a gazelor de evacuare şi a particulelor.
Dacă la prelucrare apar gaze de evacuare otrăvitoare, trebuie oferită, prin măsuri corespunzătoare, o aspiraţie care să nu pericliteze personalul şi mediul înconjurător. În desprăfuitorul compact, elementele de filtrare preiau curăţarea gazelor de evacuare, care apar la
tăierea cu laser. Un ciclu continuu de curăţare oferă o utilizare optimă a productivităţii filtrului.

29
Ştefănescu Bogdan
Banda transportoare longitudinal şi banda transportoare transversală (opţional)
Maşina dispune de o bandă transportoare longitudinalăşi de o bandă transportoare transversală (opţional), care transportă din maşină piesele mici (<100 mm x 100 mm) în direcţia X, respectiv în direcţia Y (opţional).
Benzile transportoare longitudinale şi/sau transversale funcţionează continuu în timpul tăierii. Viteza benzii este de cca. 2.8 m/min.
Tabloul
Desenul pneumatic al instalaţiei se află în catalogul de piese de schimb al TruLaser 3030/3040/3060. Întreaga alimentare cu gaz a instalaţiei are loc prin intermediul tabloului de pe coloana din stânga a maşinii principale.
Figura 23 Tablou
(componentele de
culoare gri există
numai la ghidajele
optice ventilate cu aer
comprimat)
La maşinile
cu TruFlow 2000-3200 ventilarea ghidajelor optice se va face numai cu aer comprimat; la maşinile cu TruFlow 4000, ventilarea ghidajelor optice se va face obligatoriu cu azot. Numai la ghidaje optice ventilate cu aer comprimat.

30
Ştefănescu Bogdan
Elementele maşinii care sunt alimentate sau comandate pneumatic
ELEMENT MAŞINĂ FUNCŢIA AERULUI COMPRIMAT Cap de debitare laser Răcire duze, aer de debitare ca gaz de debitare
(alternativ la oxigen sau azot) şi pentru evacuarea impurităţilor după introducerea în foaia de tablă groasă.
Sanie Z Solicitare cap de debitare, dacă capul de debitare este prezent sau nu
Clapete de aspiraţie Deschiderea şi închiderea clapetelor în camerele de aspiraţie
Indexarea paletului Fixarea paleţilor în maşina principală Ghidaj optic La maşini cu un TruFlow 2000/2700/3200
Ventilare ghidaj optic şi oglindă de decuplare
Cateye (opţional) Mişcarea de alimentare a senzorului optic "Cateye" Ungere centralizată Racord pentru elementele de gresare prin pulverizare;
racord pentru pompa de gresare Dispozitiv de debitat ţevi (opţional) Acţionarea consolei Dispozitiv de pulverizare (opţional) Aer comprimat pentru impuls de pulverizare Desprăfuitor compact Racord de alimentare Tabelul nr. 5
Supapa de reglare a presiunii gazului de debitare
Supapa de reglare a presiunii gazului de debitare (supapă proporţională) se află în dreapta elementului de acţionare Y, sub o plăcuţă de protecţie şi permite o programare a presiunii gazului de debitare în trepte de presiune de câte 0.125 bar, între 0.3 şi maxim 20 bar. Este necesară o presiune de intrare la tablou de cca. 27 bar pentru azot şi 15 bar pentru oxigen. Suplimentar, fiecare treaptă de presiune poate fi modificată cu ± 20 %, prin intermediul unui potenţiometru integrat în panoul de comandă, chiar şi în timpul procesului de debitare. Un afişaj digital montat tot în panoul de comandă permite controlul presiunii actuale a gazului cu o exactitate de ± 0.1 bar. Tipul gazului nu are nici o influenţă asupra exactităţii de reglare a supapei, atâta timp cât este asigurată puritatea cerută.
Ghidajul optic
Fasciculul laser este închis complet între generatorul fasciculului şi capul de debitare al maşinii principale, astfel încât fasciculul laser nu se poate scurge iar gazele de evacuare de la procesul de debitare nu pot pătrunde în ghidajul optic.
După ieşirea radiaţiilor laser invizibile din generatorul laser, raza este deviată printr-un telescop oglindă cu un reflector convex şi unul concav. Cele trei elemente filtrante asigură intrarea unui aer fără ulei şi impurităţi în ghidajul optic. La TruLaser 3060 se utilizează suplimentar o instalaţie de filtrare CO2. Ghidajul optic este ventilat cu aer comprimat.

31
Ştefănescu Bogdan
La rezonatoarele de puteri mai mari, la ieşirea radiaţiilor laser invizibile din generatorul laser v, raza este deviată apoi prin intermediul unui element optic pe coloana din stânga a maşinii. Prin aceasta se realizează trei funcţiuni centrale ale ghidajului optic: • Calea fasciculului lungă, pentru a suprima câmpurile marginale ale fasciculului laser. • Optimizarea geometriei fasciculului (diametru fascicul şi schimbarea focalizării) prin telescop
"lung" al fasciculului (oglindă de decuplare lărgită + oglindă telescopică concavă9
). • Compensator de fază (ECQ). Întregul ghidaj optic se ventilează cu azot. Aerarea etanşă la gaze a ghidajului optic asigură o suprapresiune constantă în ghidajul optic în toate condiţiile de lucru. Toate oglinzile sunt răcite prin agregatul de răcire al laserului.
Funcţia antrenorului FocusLine
FocusLine este un dispozitiv pentru reglarea automată a poziţiei de focalizare la maşina cu laser. Componenta centrală este autofocalizatorul, a cărei suprafaţă se deformează specific prin intermediul presiunii lichidului de răcire. Următoarele două funcţii sunt asigurate de FocusLine: • Ajustare automată a poziţiei de focalizare în funcţie de tipul şi grosimea materialului. • Compensarea schimbării focalizării prin lungimi diferite ale fasciculului peste zona de lucru.

32
Ştefănescu Bogdan
Figura 24 Ghidaj optic al TruLaser 3030/3040/3060 cu TruFlow 2000, 2700, 3200

33
Ştefănescu Bogdan
COMPONENTELE GENERATOARE ALE FASCICOLULUI LASER, LA TRULASER 3030
Laserul este alcătuit din subansamblurile generator laser, dulap de comandă şi agregat de răcire.
Generatorul laser TruFlow
Amestecul de gaze laser trecut prin rezonator este excitat în generatorul laser printr-o descărcare de înaltă frecvenţă, în urma căruia sunt generate radiaţiile laser.
Dulapul de comandă
Dulapul de comandă conţine, pe una din părţi, elementul de comandă laser şi sistemul electronic de comandăşi reglare pentru turbosuflanta radială.
Figura 25 Laser TruFlow
Figura 26 Dulapul RF

34
Ştefănescu Bogdan
Pe cealaltă parte se află generatorul HF. Acesta generează energia de înaltă frecvenţă necesară pentru funcţionării laserului.
Lateral faţă de dulapul de comandă se află dulapul secundar pentru alimentarea cu gaz. Acesta conţine pompa de vid şi camera de amestec.
Agregatul de răcire stabilizează temperatura sistemului.
Mixerul de gaze din componenţa rezonatorului de rază laser, are rolul de a mixa (amesteca) gazele
laser (He, CO 2 , N 2 ) şi de a le trimite în turbina radială.
Gazele laser (dioxid de carbon (CO2), azot (N2) şi heliu (He)) sunt antrenate spre rezonator din butelii separate sau dintr-o instalaţie centrală de alimentare cu gaze, fiind amestecate în camera de amestec.

35
Ştefănescu Bogdan
Rezonator, fanta de incidenţă
Figura 27, fanta de incidenţă
Rezonatorul are secţiune pătrată şi este dispus în două planuri. Radiaţiile laser sunt ghidate de
oglinzile inversoare (US1 până la US8). Oglinda din spate (RS) reflectă complet radiaţiile laser. Oglinda de decuplare (AS), o oglindă semitransparentă, reflectă o parte din radiaţiile laser. Cealaltă parte a radiaţiilor laser trece prin oglinda de decuplare şi este folosită pentru prelucrarea materialului.
Circulaţia gazului
Fluxul de gaze amestecate are o formă de stea şi trece prin
turbosuflanta radială ieşind în exterior prin colţurile rezonatorului.
US 7
Figura 28 fluxul de gaze

36
Ştefănescu Bogdan
Gazul încălzit de laser revine prin blocul central înapoi în turbosuflanta radială. În timpul circulaţiei gazului, amestecul de gaz este răcit în blocurile de răcire dispuse în stea.
Date tehnice ale
rezonatorului
Laser TruFlow 2700 Lungime de undă *μm+ 10.6 Putere de ieşire maximă garantată *W+
2700
Domeniu de putere reglabil continuu [W]
80 - 2700
Constanta de putere [%]
± 2
Diametru fascicul în fanta de decuplare [mm]
15
Unghi de divergenţă (semiunghi) [mrad]
1.0
Distribuţia puterii TEM00 Frecvenţă impulsuri 100 Hz -
100 kHz
Durată impuls 10 μs - CW
Tabelul nr. 6
Capul de debitare
Capul de debitare laser
este o componentă centrală a
instalaţiei. Componentele
principale ale capului de debitare
laser sunt tubul cu lentile cu
componentele sale optice şi
carcasa capului de debitare cu
duza de debitare, regulatorul de
distanţă şi şuruburile de reglare.
Lentila (ZnSe) sparge fasciculele
laser paralele şi le focalizează în
punctul de focalizare, unde Figura 29

37
Ştefănescu Bogdan
fasciculul atinge densitatea maximă de energie. În funcţie de tipul de lentilă utilizat, distanţa focală este
de 5" sau 7.5". Pentru rezultate optime, focalizarea trebuie reglată într-un punct definit de pe suprafaţa
piesei. Răcirea lentilei se realizează cu gazul de debitare, care este ghidat coaxial la fasciculul laser în
cavitatea de sub lentilă.
Razele laser şi gazul de debitare sunt ghidate spre piesă prin intermediul duzei de debitare, care
este răcită suplimentar cu o cantitate scăzută de aer comprimat.
Sistemul de senzori al regulatorului de distanţă se află în capul de debitare, protejat de un capac.
Prin reglarea capacitivă a distanţei, se menţine constantă distanţa de la duză la tablă în timpul
procesului de debitare.
Capul de debitare este prins pe axa Z, care este antrenată de motor prin intermediul unei curele de
transmisie.
Senzorii de control ai lentilei
Figura 30 Senzorii de control ai lentilei
Maşinile cu TruFlow 2700 sunt prevăzute standard cu un sistem de senzori pentru
supravegherea lentilelor. Cu ajutorul unei componente fotosensibile se supraveghează intensitatea
luminii ieşite din capul de debitare. Dacă senzorii observă un blitz, comandă oprirea maşinii. Astfel se
evită distrugerea lentilei, fiindcă aceasta fulgeră înainte de a se distruge complet. După oprirea maşinii
de la senzorii de control

38
Ştefănescu Bogdan
În componenţa capului de tăiere există un regulator capacitiv automat ce menţine o distanţă
permanentă de 0,7 - 1mm, între duza din capul de tăiere şi tabla supusă tăierii cu laser, pe masa
maşinii. În apropierea duzei, atunci când se realizează străpungerea materialului, pentru realizarea
conturului unui reper, există o conductă cu aer comprimat de la instalaţia maşinii, care înlătură
materialul ars în timpul străpungerii.
În momentul străpungerii materialului, puterea laserului este de 30...60 W (perforare fină), iar în
timpul tăieri conturului unui reper, la acest tip de Maşină Trumpf L3030, puterea se situează în
intervalul de 2210...2230 W.
Coala de tablă supusă prelucrării este aşezată pe masa de tăiere a maşini. Reperele de tablă care a
fost deja tăiate, nu trebuie înlăturate de pe masă, pentru că la încheierea procesului de tăiere sistemul
de schimbare al mesei maşinii Trumpf, aduce reperele tăiate din coala de tablă într-o poziţie din care
poate fi înlăturat mai uşor.
Încărcarea colilor de tablă şi poziţionarea prealabilă a lor pe masa de prelucrare (tăiere) se face cu
ajutorul (macaralei) podului rulant, de 2,5 t greutatea maximă pe care o poate ridica această macara.
Această macara are o comandă de la sol, printr-un tablou de comandă mobil, care se deplasează odată
cu podul rulant. Prinderea efectivă a tablei care se doreşte a se aşeza pe masa de lucru se face cu
ajutorul unor dispozitive simple perechi prinse între ele cu un cablu matisat şi care e agăţat de cârligul
macaralei existente în zona maşinii de debitat cu laser Trumpf L3030.
Funcţia ControlLine
TruLaser 3030/3040/3060 este dotat standard cu ControlLine.
ControlLine preia următoarele funcţii:
Reglarea distanţei Distanţa de la duza de debitare la tablă este determinată capacitiv, această
capacitate este formată de duza de debitare împreună cu suprafaţa tablei. Astfel, distanţa de la duză -
piesă poate fi menţinută constant. Mai mult, se evită coliziunile între capul de debitare şi piesă.
Identificarea poziţiei foii de tablă Măsurarea poziţiei piesei; înregistrarea automată a datelor de geometrie determinate şi corectarea sistemului de coordonate. Pentru prelucrarea tablelor preştanţate se recomandă utilizarea senzorilor fotoelectrici Cateye (opţional). PierceLine Supravegherea şi reglarea procesului de perforare. PlasmaLine Identificarea plasmei formate la debitarea la înaltă presiune a oţelului inox şi aluminiului
gros
Schimbătorul de paleţi
Maşina de debitat tabla cu laser, TruLaser 3030are în dotare mese care pot intervenii în zona de
lucru în mod succesiv. Atunci când pe masa B de lucru se face încărcarea cu tablă care va fi supusă
prelucrării cu laser, pe cealaltă masă A laserul realizează debitarea. După ce s-a terminat debitarea
asupra tablei aşezate pe masa de lucru A, conform planului de croire, se face schimbarea cu masa B.
Cap de debitare din faţă şi de sus

39
Ştefănescu Bogdan
Durata unui schimb de mese este de aproximativ: 20 sec., iar comanda se dă de către operator, de la
pupitru de comandă.
La schimbarea meselor mişcările care se relizează sunt: ridicarea uneia dintre mese pentru a
face loc celeilalte, această mişcare se face cu ajutorul unui dispozitiv hidraulic, iar mişcarea de
translaţie (deplasare) a meselor se face cu un lanţ.
După ce masa încărcată cu tabla care va fi supusă debitării, intră in zona de lucru se face
alinierea tablei cu ajutorul dispozitivului de aliniat tabla şi a rolelor de contact cu tabla. Alinierea se face
practic pe cele două direcţii ale axelor maşinii X şi Y.
Suprafaţa de contact pe care se aşează tabla, este compusă dintr-un număr de 90 platbenzi cu
lungimea de 1500 mm şi grosimea de 3 mm, dispuse în poziţie verticală. Suprafaţa acestora care intră
în contact cu tabla este de forma unui fierastrău.
[23], [3].
Dispozitivul de schimbare a paleţilor permite încărcarea şi descărcarea unui palet paralel cu prelucrarea
tablelor, care se află în maşina principală. Schimbul paleţilor are loc la TruLaser 3030 în cca. 25 s
(TruLaser 3040 în cca. 27 s, TruLaser 3060 în cca. 42 s).
În cele ce urmează sunt descrise cele mai importante componente ale schimbătorului de paleţi şi
funcţia lor
Descriere poziţie Funcţie
1 Paleţi (A + B) Paleţii folosesc la transportul pieselor între poziţia de încărcare şi descărcare (în schimbător) şi poziţia de prelucrare (în maşină). În acelaşi timp, paletul devine în maşină o masă de lucru pentru piese (foi de tablă).
2 Agregat hidraulic Conducte de alimentare a cilindrului hidraulic în cele patru postamente 3 Repartitor de debit Asigurarea sincronizării cilindrilor hidraulici la încărcare excentrică 4 Cutie de conexiuni Alimentare electrică a schimbătorului de paleţi 5 Cadru de ridicare În cadrul de ridicare se află amplasate unele peste altele ghidajele pentru paleţii A
+ B. Schimbătorul de paleţi este legat cu podeaua prin intermediul a 4 postamente. Fiecare postament este fixat la podea prin intermediul a 3 armături şi a 3 şuruburi de desprindere. Ghidajul vertical al cadrului de ridicare se continuă pe partea maşinii cu 2 coloana de ghidare şi în partea din spate cu ghidajele laterale.
6 Bare de susţinere Încărcare standard: Încărecare completă:
Există două modele de bare de susţinere: Bare standard Bare din oţel inox În modulul de comandă al maşinii există un program, cu ajutorul căruia pot fi produse barele de susţinere TruLaser 3030 45 bucăţi TruLaser 3030 90 bucăţi
7 Cilindru hidraulic Ridicarea schimbătorului de paleţi 8 Şină antrenoare 2 bucăţi
Rola de la lanţul de tras paleţi angrenează paletul în antrenor şi o trage cu el.

40
Ştefănescu Bogdan
Principiul de funcţionare al schimbătorului de paleţi
Se pot diferenţia următoarele poziţii/stări ale schimbătorului de paleţi: Stare activă Un palet se află în schimbător, celălalt palet se află în maşină în poziţia punctului de referinţă. Sunt posibile două stări
Figura 31 Componentele schimbătorului de paleţi

41
Ştefănescu Bogdan
Poziţia neutră Se diferenţiazăşase poziţii neutre. Se atinge o poziţie neutră, dacă ambii paleţi şi
dispozitivul de ridicare se află într-o poziţie definită. Abia atunci este posibil şi regimul de lucru
"automat"
Stare inactivă Un palet se află în maşină). Cadrul de ridicare trebuie coborât înainte de oprirea maşinii. Desfăşurarea unui schimb de paleţi Situaţie de ieşire: poziţia din figură (vezi Fig. 2956 a, pag. 3-27).
Operaţiunea de schimbare a paleţilor
• Paletul A intră în schimbător • Schimbătorul de paleţi efectuează mişcarea de ridicare, până când paletul B se află la înălţimea de intrare • Paletul B este schimbat • Schimbătorul de paleţi coboară în poziţia de încărcaredescărcare • După procesul de încărcare-descărcare se apasă butonul "Ieşire schimb paleţi" de pe panoul de comandă. • Schimbătorul de paleţi se mută în poziţia de schimbare

42
Ştefănescu Bogdan
Figura 32Principiul de funcţionare al schimbătorului de paleţi

43
Ştefănescu Bogdan
Dispozitivul de pulverizare
TruLaser 3030poate fi dotat opţional cu un dispozitiv de pulverizare. Funcţie Dispozitivul de pulverizare serveşte la evitarea depunerilor de impurităţi în jurul pâlniei de introducere. Cu ajutorul dispozitivului de pulverizare, se pulverizează exact în zona găurilor de introducere o peliculă subţire de stropi. Prin această peliculă de stropi se reduc vizibil depunerile de impurităţi şi se suflă imediat o mare parte a impurităţilor căzute.
Componentele dispozitivului de pulverizare
Figura 33
Construcţia dispozitivului de pulverizare

44
Ştefănescu Bogdan
Dioda laser de poziţie
Dioda laser de poziţie este montată fix direct lângă capul de debitare. Aceasta generează un punct luminos roşu (∅ cca. 3 mm), care poate fi văzut cu uşurinţă de pe o foaie de tablă. Dioda laser este cuplată standard, până când se porneşte un program.
Capul de debitare cu dioda laser de poziţie este ghidat manual în poziţia de pornire. Poziţia exactă poate fi determinată cu exactitate cu ajutorul punctului roşu. După atingerea poziţiei, se preiau poziţiilor actuale ale axelor X şi Y prin apăsarea pe buton. Modulul de comandă efectuează o corectură automată a punctului zero, prin care se calculează automat şi transferul diodei laser la capul de debitare.
Figura 34

45
Ştefănescu Bogdan
Elementele de comandă din afara panoului de comandă
Figura 35
Elementele de comandă din afara panoului de comandă

46
Ştefănescu Bogdan
Panoul de comandă al maşinii
Figura 36

47
Ştefănescu Bogdan
Capul de tăiere
Execută mişcări pe direcţia axelor Y şi Z a maşinii de tăiat cu laser. Capul de tăiere este montat
în „cutia de transport” a capului. Această cutie de transport este montată pe grinda mobilă a maşinii.
Cutia de transport are în componenţa sa capul de tăiere şi execută o mişcare de translaţie pe direcţia
axei Y, acţionată de către un servomecanism prin angrenajul cremalierei. O oglindă, reflectă raza
laserului din direcţia Y în direcţia în care este perpendiculară pe suprafaţa tablei supusă prelucrării.
Cablurile de control şi direcţie la fel ca şi tuburile pentru gazul de tăiere, aerul comprimat şi sistemul de
răcire al apei sunt conduse printr-un lanţ flexibil de la cutia de transport la grinda de tăiere.
Pentru a obţine o tăiere de o calitate bună, distanţa dintre duza din componenţa capului de
tăiere şi coala de tablă supusă prelucrării, trebuie menţinută întotdeauna la o valoare constantă de 0,7
mm. Un inel senzor prin care circulă un curent de mică intensitate şi care este ataşat în jurul duzei de
tăiere, scanează suprafaţa colii de tablă supusă prelucrării. Orice deviere pe direcţia axei Z este imediat
detectată şi înălţimea capului de tăiere faţă de tablă este ajustată în conformitate.
Schimbarea capului de debitare (schimbarea rapidă a lentilei)
Prin schimbarea capului de debitare se poate face rapid trecerea la lentila de focalizare cea mai potrivită pentru materialul de prelucrat. Pentru aceasta, beneficiarul trebuie să aibă la dispoziţie două sau mai multe capete de debitare (Opţional).

48
Ştefănescu Bogdan
Figura 37
Partea din spate a capului de debitare
Centrarea fasciculului faţă de duză
La schimbarea capului de tăiere, (adică, capul de tăiere şi duza pentru OL-uri diferit de capul de
tăiere şi duza (Hd) pentru materiale inoxidabile), se reglează distanţa focală a razei laser cu ajutorul
unui inel reglabil (5) care are pe suprafaţa exterioară locaşuri hexagonale de introducere a cheii imbus
şi astfel se realizează rotirea într-un sens sau în altul până la obţinerea focalizării optime.
După curăţarea resp. schimbarea lentilei de focalizare la capul de debitare, lentila trebuie aranjată în aşa fel încât fasciculul laser să treacă prin centrul orificiului duzei.
Condiţie
• S-a înregistrat iniţial caracteristica regulatorului de distanţă.
SDV-uri şi materiale
• Carton termosensibil. • Lupă de măsurare (mărire 10-20 de ori) şi bandă adezivă (Scotch Magic transparent).

49
Ştefănescu Bogdan
• Creion marcator. • Ochelari de protecţie laser Centrarea fasciculului în duză se face cu ajutorul programului interactiv CP_TAPESHOT.
1. Dacă gaura din banda adezivă nu se află în centrul orificiul duzei, atunci pe baza reperului de pe duză trebuie stabilit în ce direcţie trebuie deplasat fasciculul.
2. Cu ajutorul şuruburilor de reglare se poate potrivi lentila, şi astfel deplasa fasciculul pe diagonala orificiului duzei. Pentru aceasta se împinge în faţă capacul de protecţie de deasupra şuruburilor şi se rotesc şuruburile de reglare în direcţia dorită.
3. După fiecare schimbare de poziţie se lipeşte din nou bandă adezivă peste orificiul duzei şi se înşurubează duza la loc.
Figura 38
Diagonale de mişcare pentru şuruburile de reglare la capul de debitare
Figura 39

50
Ştefănescu Bogdan
Exemple de poziţii greşite şi posibilităţi de corectare În stânga: ambele şuruburi de reglare se rotesc simultan În dreapta: şuruburile de reglare se rotesc câte unul
Modul de utilizare al FocusLine
FocusLine este un dispozitiv pentru schimbarea automată a poziţiei focarului la maşinile cu laser. Următoarele două funcţiuni sunt oferite de FocusLine:
• Compensarea deviaţiei focarului datorată variaţiei lungimii fasciculului laser în timpul lucrului. • Adaptarea automată a poziţiei focarului în funcţie de natura şi grosimea materialului. Componenta principală este autofocalizatorul optic, a cărui suprafaţă este deformată controlat cu presiunea apei de răcire.
Compensarea deviaţiei focarului se face automat în timpul lucrului. Sistemul FocusLine este comandat cu ajutorul unor curbe caracteristice. Pentru fiecare distanţă focală există câte o caracteristică. Asocierea se face prin intermediul parametrului "caracteristica FocusLine" din tabelul tehnologic laser.
Figura 40

51
Ştefănescu Bogdan
Numerele caracteristicilor sunt prezentate în tabelul următor, în funcţie de laserul folosit:
Pentru rezonatoare de tip TruFlow 2000 - TruFlow 4000
Intervalul de reglare Intervalul de reglare automată în care se poate face adaptarea automată automată a poziţiei focarului depinde de distanţa focală a lentilei folosite şi de caracteristica FocusLine. Tabelul care urmează conţine valorile standard pentru debitarea la presiune ridicată (valorile pot fi modificate la punerea în funcţiune).
Intervalul de reglare automată pentru Caracteristica FocusLine Nr. 1 la lentila de 5"; caracteristica FocusLine Nr. 3 la lentila de 7.5"; caracteristica FocusLine Nr. 7 la lentila de 3.75" În ultima coloana a tabelului de mai sus sunt afişate practic intervalele în interiorul cărora poziţia
focarului poate fi schimbată în timpul prelucrării.
Dacă poziţia necesară a focarului nu se încadrează în intervalul de reglare, se va proceda în continuare
conform celor prezentate la punctul "Depăşirea intervalului de reglare automată".
Lentilă de 3.75" Lentilă de 5" Lentilă de 7.5"
Debitare la presiune ridicată N2 7 1 3
Debitare la presiune standard O2 8 2 4
Tipul lentilei Intervalele de reglare pentru maşina TruLaser 3030
Lentilă de 3.75“ Între: +2.25 ... -3.65 mm =5.9 mm Lentilă de 5"1 Între: +3 ... -7.8 mm =10.8 mm Lentilă de 7.5"1 Între: +8 ...-15.4 mm =23.4 mm

52
Ştefănescu Bogdan
Figura 41
Intervalele automate de reglare poziţie la TruLaser 3030
Cota de referinţă
Cota de referinţă defineşte poziţia focarului faţă de vârful duzei.
Ca şi la maşinile care nu sunt echipate cu FocusLine, poziţia focarului se defineşte în tabelul tehnologic laser prin parametrul "Cotă de referinţă". Cu FocusLine poziţia focarului se schimbă automat, fără o intervenţie manuală. De aici rezultă posibilitatea ca în timpul derulării unui program poziţia focarului să varieze şi astfel procesul să fie optimizat.
În comparaţie cu maşinile fără FocusLine, la aceste maşini muncitorul nu mai trebuie să fixeze manual de fiecare dată cota de referinţă la capul de debitare, ci doar să determine o singură dată poziţia reală a focarului în condiţii bine definite şi apoi să efectueze configurarea capului de debitare.
Depăşirea intervalului de reglare automată a poziţiei
Sunt cazuri de excepţie când trebuie să se lucreze cu o cotă de referinţă care este în afara intervalului de reglare automată a poziţiei cu care poate opera FocusLine.
În aceste cazuri sunt valabile următoarele observaţii şi menţiuni:
• La pornirea programului are loc un dialog în care muncitorul trebuie să indice dacă la capul de debitare a fost fixată "cota de referinţă" corectă. • În cazul în care cota de referinţă din tabelul tehnologic laser se află în afara intervalului de

53
Ştefănescu Bogdan
reglare automată a poziţiei, atunci în urma dialogului se afişează cota de corecţie cu care trebuie modificată apoi "cota de referinţă" de la capul de debitare.
Determinarea poziţiei focarului.Configurarea capului de debitare. Cota Xv. La prima montare a unui cap de debitare, cu ajutorul cotei Xv de 7.8 mm punctul focal se plasează teoretic în vârful duzei. Cota de 7.8 mm poate fi verificată cu ajutorul legăturii din partea de jos a sculei auxiliare. În această poziţie a tubului lentilei se aduc la zero scalele pentru reglarea cotei Z. Cota Xs. Cota Xs este valoarea care se stabileşte la prima punere în funcţiune a maşinii în uzinăşi corespunde focarului centrat efectiv în vârful duzei. Toate testele de debitare se fac cu cota Xs. Această cotă de referinţă se notează pe capul de debitare la prima punere în funcţiune a maşinii şi se trece şi în procesul verbal de recepţie. În principiu: la orice verificare ulterioară, capul de debitare se va regla la cota Xs.
Măsurarea cotei Xs
Figura 42

54
Ştefănescu Bogdan
Procedurile de reglaje
Aceste reglaje se fac cu maşina în regim de lucru normal. Toate orificiile din ghidajului optic sunt închise, dispozitivele de protecţie sunt active.
Clasa de risc a dispozitivului laser în regim de funcţionare normală: clasa 1.
Pentru a executa piese de calitate este necesar ca focarul fasciculului laser să fie poziţionat într-o poziţie exact definită.
1. - Generatorul de înaltă
frecvenţă: are un rol important printre componentele principale ale maşinii. Este situat în apropierea
generatorului de rază laser. Se regăseşte sub forma unui tablou electric de forma unui paralelipiped
Elementele componente ale capului de debitare (în imagine cap de debitare fără opţiunea PierceLine)
Figura 43

55
Ştefănescu Bogdan
având următoarele dimensiuni: înălţimea de 2000 mm, lăţimea de 1500 mm iar lungimea de 3000 mm.
Are în componenţa sa contactoare şi comutatoare. Alimentarea acestuia se face de la o sursă de curent
alternativă de 380 W. Generează un curent de putere de 2000 W care este transmis la electrozi de
cupru amplasaţi pe suprafaţa tuburilor de sticlă din componenţa rezonatorului de rază laser.
3. - Rezonatorul: este componenta de bază a maşinii de debitat cu laser, de mare complexitate. În
cadrul acestui aparat se formează raza laser, care este ulterior ghidată prin sistemul optic spre capul de
tăiere.
Figura 44
Fig: 19. Rezonatorul laser împreună cu telescopul
Rezonatorul are în alcătuirea sa câteva componente principale:
Pompa de vacuum: are rolul de a asigura starea de vid în instalaţia de circuraţie a gazelor din
componenţa rezonatorului. Este acţionată de un motor electric de 220 V, are o turaţie de 1370 rot/min
şi o frecvenţă de 50 Hz. Pompa de vacuum (vid) mai are în componenţa sa şi un bazin de ulei pentru
lubrefierea componentelor active ale pompei.
Bobina de frecvenţă : din componenţa rezonatorului are rolul de a asigura o frecvenţă stabilă a
curentului transmis la electrozii situaţi în apropierea tuburilor de sticlă, în locul de formare a razei laser.

56
Ştefănescu Bogdan
Figura 45
Fig:21. Bobina de înaltă frecvenţă
Pentru ca rezonatorul să funcţioneze în condiţii optime, presiunea gazelor din rezonator trebuie să
fie în intervalul dintre 117-120 (hPa). Dacă se depăşeşte această valoare laserul nu funcţionează.
4. - Unitatea de răcire (culer) este o componentă a maşinii de debitat cu laser, cu rol de răcire a
rezonatorului şi a celorlalte componente ale maşinii. Lichidul de răcire este apa distilată. Această
unitate de răcire are în componenţa sa un bazin de 100 litri, împreună cu o pompă şi o butelie cu freon
pentru răcirea apei distilate. Celălalt bazin cu o capacitate de 260 litri, împreună cu pompa şi butelia cu
freon, realizează răcirea celorlalte componente ale maşinii, dintre care cele mai importante sunt
oglinzile sistemului optic de reflexie a razei laser. Tot din componenţa, unităţii de răcire, face parte şi
un radiator cu două ventilatoare.
Temperatura apei distilate, trebuie menţinută între 17°C până la 20˚ C. Se verifică periodic nivelul
apei distilate şi conductibilitatea acesteia. În apă se introduc substanţe chimice anticorozive (inhibitor
15ml şi biocid 15ml)

57
Ştefănescu Bogdan
Figura 46
Fig:22. Unitatea de răcire
Pentru funcţionarea corectă a maşinii de debitat cu laser avem nevoie de aer comprimat uscat,
cu o presiune de minim 6 bar.
Această nevoie ne este asigurată de compresorul de producere a aerului comprimat, cu care este
dotată maşina de debitat cu rază laser.
Lichidul de răcire
Lichidul de răcire este necesar pentru răcirea agregatului laser, generatorului de înaltă frecvenţă şi componentelor optice ale maşinii. Răcirea are loc prin intermediul a două circuite de răcire, unul din cupru, celalalt din aluminiu. Cerinţe referitoare la lichidul de răcire.
Ca lichid de răcire este necesară apă demineralizată, deionizată sau distilată. Este responsabilitatea clientului să asigure lichidul de răcire la momentul punerii în funcţiune a instalaţiei.
Lichidul de răcire
Circuitul de răcire cu
conducte din cupru
cupru
Circuitul de răcire cu
conducte din aluminiu
aluminiu Cantitate aproximativă lichid de 85 350

58
Ştefănescu Bogdan
răcire cca. *l+ Conductivitatea apei proaspăt
înlocuite [μS/cm] ≤10 ≤10
Limitele pentru conductivitatea apei de răcire în timpul operării
[μS/cm] ≤200 ≤200
Conţinut de carbonat maxim admisibil [mg/l]
M <100 M <100
Culoare Incoloră Incoloră Turbiditate - -
Miros Inodoră Inodoră Înainte de a fi turnată în circuit, apa demineralizată trebuie supusă unui control sumar cu privire la
culoare, turbiditate şi miros.
Culoare/turbiditate. Orice formă de opacizare (de ex. datorită materialelor în suspensie, filamentelor, precipitatelor, particulelor) reprezintă o contaminare a apei. În acest caz este interzisă folosirea lichidului!
Miros.Orice abatere de la mirosul neutru este un semn de contaminare biologică. În acest caz este interzisă folosirea lichidului! Proprietăţile fizico-chimice specificate trebuie neapărat respectate. În acest sens luaţi legătura cu furnizorul. Agenţi de protecţie contra algelor şi contra coroziunii. Agenţii de protecţie contra algelor şi cei contra coroziunii pentru circuitul de răcire din cupru, respectiv aluminiu, sunt livraţi împreună cu maşina. Aditivarea lichidului de răcire cu aceste substanţe trebuie realizată conform prescripţiilor.
Compresorul
Are in componenţa sa două unităţi distincte, adică: compresorul propiu-zis şi unitatea de uscare
a aerului. Uscarea aerului la acest tip de maşină se face prin răcire forţată.
Aerul produs de către motorul electric al compresorului, este un aer umed care poate genera
urme de vapori de condens pe elementele active (oglinzi, lentile) ale sistemului optic şi prin racordurile
pe unde acest aer circulă. Astfel pentru a evita acest fenomen nedorit, se face o răcire forţată a aerului
rezultat din compresor, în imediata vecinătate, în unitatea de uscare a aerului rezultând vapori de apă
in urma fenomenului de condens. Apa rezultată în urma procesului de răcire forţată este eliminată.
Astfel aerul uscat rezultat este înmagazinat într-un vas tampon cu o capacitate de 200 litri. Acesta are
rolul de a menţine o presiune constantă de lucru, atunci când consumul de aer creşte. Consumul de aer
creşte atunci când instalaţia pneumo-hidraulică de schimbare a meselor de lucru şi instalaţia de
exaustare sunt active în acelaşi timp.

59
Ştefănescu Bogdan
Figura 47
Fig:23. Compresor, unitate de uscare , vas tampon pentru care RAAL S.A a creat schimbătoarele de
căldură.
Instalaţia de exaustare
Are rolul de evacua praful în urma tăierii tablei. Este compusă dintr-un motor electric care
generează prin acţionarea sa periodică, o mişcare vibratorie elementului filtrant. Elementul filtrant se
compune din hârtie specială pentru reţinerea impurităţiilor. Această instalaţie mai este alcătuită dintr-
un sistem de evacuare a prafului rezultat în urma tăierii tablei. În urma funcţionării acestei instalaţii
praful colectat de elementul filtrant se depune în două recipiente metalice situate la baza acestei
instalaţii, sub formă de pulberi.

60
Ştefănescu Bogdan
Figura 48
Fig:24. Instalaţia de exaustare
În componenţa acestei instalaţii mai există şi un manometru care indică gradul de îmbâxire a
elementului filtrant.
Grinda mobilă
Realizează deplasarea pe direcţia axei X. Această deplasare se realizează cu ajutorul rulmenţiilor care se
deplasează pe cele două ghidaje perpendiculare pe direcţia grinzii şi situate la capetele acesteia. În
burduful elastic care înfăşoară grinda mobilă, sunt montate oglinzi, care reflectă raza laser de la
rezonator spre capul de tăiere, pe directia axei Y, paralelă cu grinda mobilă. Cablurile de semnal sau de
direcţie cât şi tuburile de control pentru gazul de tăiere, aerul comprimat şi sistemul de răcire al apei
sunt dirijate, conduse printr-un lanţ flexibil de la grinda mobilă la cadrul maşinii.

61
Ştefănescu Bogdan
Figura 49
Fig:26. Grinda mobilă
Capul de tăiere
Execută mişcări pe direcţia axelor Y şi Z a maşinii de tăiat cu laser. Capul de tăiere este montat
în „cutia de transport” a capului. Această cutie de transport este montată pe grinda mobilă a maşinii.
Cutia de transport are în componenţa sa capul de tăiere şi execută o mişcare de translaţie pe direcţia
axei Y, acţionată de către un servomecanism prin angrenajul cremalierei. O oglindă, reflectă raza
laserului din direcţia Y în direcţia în care este perpendiculară pe suprafaţa tablei supusă prelucrării.
Cablurile de control şi direcţie la fel ca şi tuburile pentru gazul de tăiere, aerul comprimat şi sistemul de
răcire al apei sunt conduse printr-un lanţ flexibil de la cutia de transport la grinda de tăiere.
Pentru a obţine o tăiere de o calitate bună, distanţa dintre duza din componenţa capului de
tăiere şi coala de tablă supusă prelucrării, trebuie menţinută întotdeauna la o valoare constantă de 0,7
mm. Un inel senzor prin care circulă un curent de mică intensitate şi care este ataşat în jurul duzei de
tăiere, scanează suprafaţa colii de tablă supusă prelucrării. Orice deviere pe direcţia axei Z este imediat
detectată şi înălţimea capului de tăiere faţă de tablă este ajustată în conformitate.

62
Ştefănescu Bogdan
CCAAPPIITTOOLLUULL 55.. PPAARRAAMMEETTRRIIII TTEEHHNNOOLLOOGGIICCII AAII MMAAŞŞIINNIIII DDEE DDEEBBIITTAATT
CCUU LLAASSEERR
Maşina de debitat cu laser Trulaser 3030, cu comandă numerică CNC, se utilizează pentru debitarea
tablelor. Planul de croire pentru o coală de tablă se realizează de la un calculator central, la care se face
desenul în programul de desenare AutoCad. După care este transformat într-un limbaj cod maşină.
Acest cod se introduce de către operatorul de la pupitrul de comandă după ce masa cu tabla care va fi
supusă prelucrării cu laser, a fost introdusă în zona de lucru şi se începe tăierea cu laser.
Această maşină de debitat tablă cu laser TruLaser 3030 poate debita diferite tipuri de materiale,
dintre care cele mai importante sunt Oţelurile Laminate (OL ), Oţeluri Inoxidabile, Aluminiu, etc.
5.1. PRINCIPIUL TEHNOLOGIC AL TĂIERII CU LASER
Debitarea cu laser e un proces termic de tăiere în care raza laser constituie (unealta) scula.

63
Ştefănescu Bogdan
Figura 50
Fig: 29. Transmisia fascicolului laser
Rezonatorul emite o rază luminoasă la care repartizarea densităţii energetice corespunde curbei
gausiene. Telescopul situat în imediata vecinătate a rezonatorului, având in componenţa sa oglinda
convexă şi concavă, amplifică raza laser rezultând la ieşirea din telescop o rază laser cu diametrul mărit.
După ieşirea razei laser din telescop, aceasta este reflectată de oglinzile de reflexie şi de devierea din
componenţa optici externe. Raza laser este transmisă astfel până la lentila din componenţa capului de
tăiere. Această lentilă concentrează raza laser într-un punct de focalizare. În acest punct de focalizare
se ajunge la puterea energetică de peste 107 W/cm2

64
Ştefănescu Bogdan
Figura 51
Fig:30. Acţiunea razei laser asupra tablei
Lentila focalizează raza laser într-un punct de pe tabla supusă debitării şi împreună cu presiunea
creată de gazul de tăiere, care intervine prin duză în zona de tăiere se realizează debitarea materialului
conform sensului de tăiere.
Laserul la acest tip de maşină se formează prin mixarea (amestecarea) următoarelor gaze de o
puritate ridicată.

65
Ştefănescu Bogdan
Gazele laserului
Consumul de gaz, conductele de alimentare,reductorul de presiune
Notă:Presiunea de intrare în camera de amestec nu va fi mai mare de 7 bar!
Pentru distanţe mai mari este necesară o tubulatură rigidă din oţel inox sau
cupru (de calitate similară cu aceea pentru frigidere).
Alimentarea cu gaz laser de la butelie • Alimentarea cu gaz laser livrat în butelii separate reprezintă varianta cea mai sigură, facilăşi avantajoasă din punct de vedere al costului. • În momentul înlocuirii buteliilor sau setului de butelii se întrerupe fluxul de gaz. • Pentru racordarea recipientelor de gaz nu se vor folosi decât conducte curate (fără urme de ulei sau grăsimi în interior şi exterior, fără particule). • Nu se utilizează solvenţi pentru curăţarea furtunurilor. • La instalarea furtunurilor nu se vor folosi lubrifianţi. • Toate operaţiile de întreţinere se vor efectua în condiţii de maximă curăţenie.
Gaz laser Puritate
Heliu (He) 4.6 99.996 vol.-%
Dioxid de carbon (CO2) 4.5 99.995 vol.-%
Azot (N2) 5.0 99.999 vol.-%
Heliu (He) Dioxid de carbon (CO2)
Azot (N2) Consum mediu de gaz [l/h]: TruFlow 2700, 3200
13 1 6
Presiunea de intrare în camera de amestec [bar]
5-71 5-71 5-71
Conducte de alimentare:
Diametru nominal [mm] Lungime maximă2 [m]
Material furtun Conexiune supapă
6 10
PTFE sau PE W21.80 x 1/14" conform DIN 477 Nr. 6
6 10
PTFE sau PE W21.80 x 1/14" conform DIN 477 Nr. 6
6 10
PTFE sau PE W21.80 x 1/14" conform DIN 477 Nr. 10
Specificaţii reductor presiune: Execuţie Presiune preliminară [bar] Interval presiune ieşire [bar]
Debit minim [Nm3/h] Ventil de închidere/Ventil de purjare
În două trepte cu membrană metalică 200
0.5-6 5 Se intercalează
În două trepte cu membrană metalică 200
0.5-6 5 Se intercalează
În două trepte cu membrană metalică 200
0.5-6 5 Se intercalează
Funcţionarea corectă a laserului nu mai este asigurată atunci când gazele laser au o
calitate inferioară faţă de cele menţionate mai sus.

66
Ştefănescu Bogdan
Alimentarea centrală cu gaz laser (tubulatură rigidă) • În varianta montării pe perete, pentru asigurarea operării continue se recomandă instalaţii cu baterii de butelii. • Comutarea se face manual sau automat. • Pentru tubulatura rigidă se vor utiliza conducte de cupru sau oţel inox (de calitate similară cu aceea pentru frigidere). • Tubulatura va fi executată de o firmă de specialitate. • Pentru a evita murdărirea la transportul şi depozitarea conductelor, capetele acestora trebuie bine închise. • Punctele de îmbinare necesare se vor executa sub gaz de formare. La lipirea cu alamă a conductelor de cupru sau la sudarea orbitală a conductelor din oţel inox, nu este permis ca în interiorul conductei să rămână nici un fel de reziduuri (de ex. fondant, în cazul lipirii cu alamă). • Ca variantă alternativă, se pot utiliza îmbinări filetate cu inele de prindere din acelaşi material. • Înainte de punerea în funcţiune, tubulatura complet executată trebuie supusă unei probe de etanşeitate. • La aceasta se va adăuga spălarea cu gaz inert şi gaz laser (spălare secundară cu azot) pentru îndepărtarea apei absorbite şi gazului rezidual. • În orice caz, este necesară stabilirea unui acord cu furnizorul de gaz.
Gazele de debitare
Gaz de debitare Puritate
Oxigen (O2) 3.5 99.95 vol-%
Azot (N2) 5.0 99.999 vol-%
Atunci când la debitarea la înaltă presiune se utilizează azot cu puritate mai redusă, se poate
ajunge – din cauza impurităţilor din azot în concentraţie de peste 100 ppm – la modificarea culorii marginilor de debitare. Fenomenul nu poate fi evitat decât prin utilizarea azotului cu puritate 5.0 sau recurgând la alimentarea cu gaz de debitare de la rezervor (în rezervor puritatea azotului este de regulă de 5.0).
În situaţii de excepţie, se poate utiliza azot de puritate 4.6 (99.996) sau de altă puritate, cu condiţia
să nu se depăşească următoarele limite:
O2 ≤100 ppm
H2O ≤5 ppm
CnHm ≤1 ppm
Consum gaz de debitare Consumul de gaz de debitare depinde de: • Diametrul duzei. • Presiunea gazului de debitare. • Durata debitării cu laser.

67
Ştefănescu Bogdan
Estimarea consumului de gaz de debitare
Pentru a permite estimarea aproximativă a consumului probabil de gaz de debitare, se precizează mai jos consumurile la debitarea la presiune standard şi la înaltă presiune. Se poate face şi o estimare diferenţiată pentru anumite tipuri şi grosimi de material, colectând datele specifice maşinii.
Debitarea la
presiune standard
Debitarea la presiune standard este operaţiunea de debitare cu o presiune la duză de ≤6 bar. Gazele de debitare necesare sunt oxigenul şi/sau azotul. La debitarea la
presiune standard cu
O2 presiunea
dinamică minimă
disponibilă la punctul
de racordare la
maşină este de 8 bar
(la un consum de gaz
de 10 Nm3/h, o duză cu Ø
1.7 mm şi o presiune a
gazului de debitare de 6
bar).
Figura 52 Consum maxim orar de gaz de debitare la timp de funcţionare integral
(100 %)

68
Ştefănescu Bogdan
Debitarea la înaltă presiune
Debitarea la înaltă presiune este tăierea cu o presiune la duză de >6 bar. Drept gaz de debitare se utilizează în mod normal azot, rareori şi oxigen. Debitarea la înaltă presiune este disponibilă ca opţional pentru prelucrarea oţelurilor inoxidabile şi aliajelor de aluminiu.
• La debitarea la înaltă presiune cu N2 presiunea dinamică minimă disponibilă la punctul de racordare la maşină este de 27 bar (la un consum de gaz de 82 Nm3/h, o duză de ∅ 2.7 mm şi o presiune a gazului de debitare de 20 bar). • La debitarea la înaltă presiune cu O2 presiunea dinamică minimă disponibilă la punctul de racordare la maşină este de 15 bar (la un consum de gaz de 20 Nm3/h, o duză de ∅ 1.7 mm şi o presiune a gazului de debitare de 12 bar).
Alimentarea cu gaz de debitare de la butelii sau seturi de butelii
Alimentarea cu gaz de debitare livrat la butelii dotate cu reductoare de presiune sau la seturi de butelii
Figura 53 Consum maxim orar de gaz de debitare la timp de funcţionare integral
(100 %)

69
Ştefănescu Bogdan
reprezintă varianta cea mai simplă de alimentare cu gaz, dar, din pricina consumului ridicat, necesită
efort de manipulare mai mare. 1 set conţine 12 butelii = cca. 120 Nm3 gaz.
• În momentul înlocuirii buteliilor sau setului de butelii se întrerupe fluxul de gaz. • Pentru debitarea la înaltă presiune cu N2, această variantă de alimentare poate fi utilizată, dar cu unele restricţii. Pentru bateriile de butelii sau de seturi, dispozitivele de de seturi comutare sunt absolut
necesare pentru o funcţionare fără întreruperi, chiar şi în momentul înlocuirii buteliei.
Comutarea se face manual sau automat(se impune amplasarea unei instalaţii de semnalizare; altfel, din neatenţie, ar putea fi golite ambele secţiuni ale bateriei de butelii sau de seturi)
Adeseori, bateriile de butelii sau de seturi de butelii sunt instalate la o oarecare distanţă de maşina de debitare cu laser. Din acest motiv, se recomandă montarea unui reductor de presiune la punctul de ieşire, în apropierea blocului laser.
Specificaţii referitoare la reglarea presiunii
La unitatea de alimentare se va instala în orice caz un dispozitiv de siguranţă pentru depăşirea presiunii, reprezentat de regulatoarele de presiune specificate. Regulatoarele de presiune trebuie asigurate pentru presiunea maximă de intrare (siguranţă intrinsecă).
Cerinţe referitoare la punctul de racordare la maşină
O2 N2
Înaltă presiune Presiune preliminară[bar] 0 – 200 0 – 200 Presiune de ieşire maxim
admisibilă [bar] 25 40
Debit minim [Nm3/h] 30 60 Alte cerinţe Adecvat pentru oxigen; fără
urme de ulei sau grăsimi Fără urme de
ulei sau grăsimi Tabelul nr. 7
O2 Standard
O2 Înaltă
presiune
N2 Înaltă
presiune Presiune minimă de intrare *presiune dinamică în bar+
8 15 27

70
Ştefănescu Bogdan
Maşina este prevăzută cu ventile de evacuare care se acţionează dacă presiunea de intrare este peste limita admisă, producând un fluierat. Debitul volumetric rezultă din presiunea maximă
aleasă pentru gazul de debitare şi diametrul dat al duzei.
Influenţa calităţii gazului de debitare asupra calitatii tăierii:
- pentru tăierea materialelor inflamabile: Oxigen (O 2 ) calitate tehnică (1 butelie 10 m3
);
- pentru tăierea fără oxid : Azot (N 2 ) cu o puritate de 99,999% (1 butelie 10m3
);
- pentru tăierea materialelor inflamabile: Azot (N 2 ) calitate tehnică (1 butelie 10m3
);
Astfel că la o tăiere cu laser cu o presiune standard (normală), gazul de tăiere este bogat în
conţinutul de Oxigen (O 2 ) 3.5 cu puritate 99,95%, are următoarele avantaje:
-tăierea se poate executa cu o viteză mare, asupra tablelor de OL-uri, până la grosimea maximă de
15 mm.
Ca şi dezavantaj în urma tăierii cu presiune standard (normală): pe suprafaţa rezultată în urma
tăierii, prezintă rugozitate ridicată.
La o tăiere cu laser cu o presiune ridicată, gazul de tăiere este bogat în conţinutul de Azot (N 2 ) 5.0
cu puritate 99,999% (presiune > 6 bar), are următoarele avantaje:
- suprafaţa rezultată în urma tăierii se prezintă fără urme de ardere, rezultate în urma procesului de
tăiere.
Dezavantaje:
- viteze mici de tăiere,
- consum mare de gaz,
- penetrarea (străpungerea) tablelor cu ajutorul Azotului (N 2 ) este mai dificilă.
La tablele de inox, aluminiu şi table inoxidabile se foloseşte tăierea cu presiune ridicată, iar
grosimea maximă a tablelor care se pot tăia pe acest tip de maşină este de 4 mm.
Presiunea gazelor de tăiere trebuie să fie adecvată grosimii şi tipului de material, şi anume colii de
tablă supusă tăierii cu laser. Trebuie menţionat că la tăierea cu laser având ca şi gaz de tăiere oxigenul
Presiune maximă de intrare (statică) *bar+
21 21 33
Presiune maximă gaz debitare [bar]
6 12 20
Debit volumetric [Nm³/h] 10 20 82
Diametru duză *mm+ ∅ 1.7 ∅ 1.7 ∅ 2.7
Tabelul nr. 8

71
Ştefănescu Bogdan
(O2
), presiunea acestuia are un rol mai important faţă de tăierea cu laser având ca şi gaz de tăiere
azotul (N2
). La tăierea cu laser cu presiune normală (standard), valorile presiunii gazului de tăiere se
măsoară în bari şi variază în funcţie de grosimea tablei supusă tăierii. Astfel la tablele cu grosimea între
1 mm până la 6 mm, presiunea gazului de tăiere va fi între 3,5 şi 1,5 bari. La tablele cu grosime peste 6
mm până la 15 mm presiunea gazelor de tăiere va fi de 0,6 bari.
La tăierea cu laser cu presiune ridicată (înaltă) valoarea presiunii gazului în bari este între 14 şi 16
bari.
Regula de bază este:
- la tăierea cu oxigen (gaz de tăiere), presiunea gazului scade odată cu creşterea grosimii tablelor
metalice.
- la tăierea cu azot (gaz de tăiere), presiunea gazului creşte odată cu grosimea tablelor metalice.
Azot pentru ventilarea ghidajului fasciculului
Puritate Azot (N2) 5,0, adică 99,999 vol.-%
Presiune de intrare Indiferent de gazul de debitare, pentru ventilarea cu azot a ghidajului fasciculului
trebuie asigurată o presiune de intrare de minimum 11 bar.
Consum de azot. Ventilarea cu azot a ghidajului fasciculului este caracterizată de următoarele valori ale
consumului de azot: TruLaser 3030 cca. 3,0 Nm³/h
Se recomandă ca alimentarea cu azot să nu fie întreruptă după decuplarea maşinii, astfel încât ghidajul fasciculului să fie parcurs de fluxul de azot chiar în condiţiile în care maşina este scoasă din funcţiune (consum: cca. 1 Nm³/h). Astfel, în ghidajul fasciculului va exista permanent o uşoară suprapresiune, care nu va permite pătrunderea impurităţilor din aerul atmosferic. La alimentarea cu azot din rezervor, suprapresiunea, care este oricum evacuată periodic, poate fi utilizată pentru ventilarea ghidajului fasciculului.
Alimentarea cu aer comprimat
Punctul de racord pentru aerul comprimat este marcat cu simbolul reprezentat din stânga. • Conexiunea aerului comprimat la maşină se poate realiza cu racord flexibil sau rigid. • Racordul pentru aer comprimat trebuie prevăzut cu o supapă solenoid 3/2 cu acţionare manualăşi dezaerare pe partea maşinii.
Parametrii racord aer comprimat

72
Ştefănescu Bogdan
În cazul în care la
debitarea cu aer
comprimat (opţională)
se foloseşte o duză cu
ø 2.7 mm, este
necesară o presiune
minimă în reţea de 7.5
bar.
La debitarea cu
aer comprimat
(opţională) consumul
mediu se majorează cu
cca. 20 Nm³/h = 333
l/min.
Tabelul nr. 10
Caracteristicile la punctul de racordare la maşină.
Compresorul
Pentru eventualitatea în care alimentarea cu aer comprimat a instalaţiei nu este suficientă, trebuie asigurat un compresor adecvat. Din cauza riscului de formare a condensului, distanţa maximă a compresorului faţă de maşina principală nu trebuie să depăşească 50 m.
Pentru a nu afecta calitatea fasciculului laser şi implicit rezultatul debitării, se va avea grijă ca aerul aspirat de compresor să nu conţină particule sau substanţe care absorb radiaţia cu lungimea de undă
Presiune în reţea admisibilă: *bar+Fără opţiunea de debitare cu aer comprimat Cu opţiunea de
debitare cu aer comprimat
7-14 7-912
∅ Consum (debit volumetric necesar conform ISO 1217, respectiv DIN 1945) [Nm3/h] TruLaser
3030cu TruFlow 2700
cca. 42=700 l/min
Diametrul minim nominal al conductelor de admisie
½“ (DN13)
Lungime conductă inelară *m+ max. 50 (din cauza formării condensului)
Diametru conductă inelară minim 1“ (26 mm) Lungimea conductei de racord de la conducta inelară la punctul de racordare la maşină *m+
max. 5
Tabelul nr. 9
Caracteristică Cerinţă Clasa de calitate
ISO 8573-1/2001
Măsură
Fără praf Dimensiune max. particulă: 40 μm Densitate max. particule: 10 mg/m3
7 Filtru de aer la compresor
Fără condens Răcit la +3 °C (presiune punct de rouă)
4 Uscător cu refrigerare
Fără urme de ulei
Conţinut max. ulei: 5 mg/m3
4 Compresor cu şurub fără
ungere

73
Ştefănescu Bogdan
de 10.6 µm. Acestea sunt de pildă vaporii cu conţinut de solvenţi care se degajă în timpul procesului de lăcuire, sau vaporii degajaţi de la instalaţiile de degresare. Recomandare în cazul prezenţei vaporilor: deplasarea gurii de aspiraţie a compresorului (de ex. în aer liber).
Tipul gazului de debitare
Tipul de materiale (table) supuse tăierii cu laser, şi rezultatul dorit pentru suprafaţa obţinută în
urma tăierii, determină gazul de tăiere care trebuie utilizat. Astfel un material inflamabil ca şi lemnul,
nu va putea fi tăiat cu rază laser având ca şi gaz de tăiere oxigenul. Această regulă se potriveşte şi
pentru table metalice la care suprafaţa rezultată în urma tăierii nu trebuie să prezinte urme de oxidare
(ardere).
La tăierea cu laser, având ca şi gaz de tăiere oxigenul, calitatea acestuia constituie un factor
relevant pentru rezultatul suprafeţei tăiate. Urme de vapori de apă sau de azot (la schimbarea buteliilor
cu gaz ) sau butelii de gaz cu impurităţi pot duce la formarea bavurilor în zona suprafeţelor tăiate. În
consecinţă se prescrie a se utiliza oxigen cu puritate de 99,95% (gaz de tipul 3.5).
În cazul tăierii cu presiune ridicată (gaz de tăiere azot) pentru table de inox, puritatea azotului
are un rol foarte important. În acest caz este recomandat folosirea buteliilor de gaz cu azot cu puritatea
de 99,999% (gaz de tipul 5.0). Urme de oxigen în timpul procesului de tăiere cu presiune ridicată, duc la
formarea unui strat de oxidare, care se observă pe suprafaţa rezultată în urma tăierii, sub forma unui
strat de culoare puţin gălbuie.
5.5. PARAMETRII LASERULUI:
Pentru a asigura o tăiere uniformă şi constantă a tablelor, puterea laserului în timpul tăierii trebuie
să fie constantă. Astfel după pornirea maşinii de debitat cu laser, este necesară o perioadă de 5....10
min pentru ca laserul să ajungă la o putere constantă.

74
Ştefănescu Bogdan
Figura 54 Momentul constant de putere a laserului .
Aceasta depinde de temperatura şi presiunea gazelor care contribuie la formarea laserului.
Este important, ca puterea laserului să nu scadă pentru o perioadă cât mai lungă de timp. Până la
efectuarea reviziei următoare programate. Diminuarea puterii laserului se poate produce din mai multe
cauze:
- nu e asigurată condiţia de vid pe instalaţie; pompa de vid are scăpări de aer sau un racord,
garnitură a întregului sistem de producere a laserului;
-oglinzile de reflexie a razei laser sunt cu unele impurităţi pe ele şi trebuie curăţate;
-impuritatea gazelor duce la scăderea puterii laserului;
Figura 55 Puterea constantă a laserului pe o perioadă lungă de timp.
Pe ecranul panoului de control, situat în zona generatorului de înaltă frecvenţă se poate verifica
circuitul şi se pot vizualiza parametrii de funcţionare ai maşinii de debitat cu laser. Astfel că la apăsarea

75
Ştefănescu Bogdan
unor butoane de lângă ecranul panoului de control se vor putea vizualiza unii parametrii de funcţionare
a maşinii
Pe maşina de debitat tablă cu laser TRULASER 3030 se pot tăia diferite repere având contururi
complexe şi de diferite forme, comasate pe o coală de tablă astfel încât să rezulte cât mai puţine
pierderi.
Pe această maşină se pot debita repere din coli de tablă de oţel (OL-uri) cu grosimea maximă de 15
mm şi table de inox cu grosimea maximă de 4 mm.
Dimensiunile mesei pe care se aşează coala de tablă supusă prelucrării cu laser, la acest tip de
maşină TruLaser 3030sunt: lungimea mesei de 4000 mm iar lăţimea de 2000 mm. Aceste dimensiuni,
atât de grosime maximă a tablei, cât şi de dimensiuni ale mesei, adică lăţime şi lungime, ne dau
informaţii despre dimensiunile de gabarit şi grosimea maximă a colilor de tablă care se pot supune
prelucrărilor de debitare cu laser pe acest tip de maşină.
Puterea laserului în timpul procesului de tăiere variază în intervalul unor limite admisibile. Puterea
laserului este afişată pe ecranul situat pe panoul de control în zona generatorului de înaltă frecvenţă.
Astfel se poate vizualiza pe ecran (display), că la perforarea treptată (fină) a materialului cu rază laser,
puterea laserului afişată pe ecran variază între 30...60 W.
La tăierea propiu-zisă a tablelor cu rază laser, atunci când capul de tăiere are şi o mişcare de avans
cu o anumită viteză şi la perforarea rapidă, puterea laserului afişată pe ecranul de control variază între
valorile de 2210 până la 2230 W. *23+, *3+, *5+
5.6 PERFORAREA (PĂTRUNDEREA) MATERIALELOR:
Există mai multe tipuri de perforare (pătrundere) a colilor de tablă cu rază laser, în vederea realizării
reperelor de diferite dimensiuni şi forme stabilite prin planul de croire. Pentru contururi de dimensiuni
mici se foloseşte pentru perforarea (străpungerea) materialului, modul de perforare fină sau treptată.
Aceasta se caracterizează printr-o putere mai mică a laserului.
Perforarea materialului se realizează într-o primă fază pentru fiecare reper în parte. După realizarea
perforării, raza laser împreună cu capul de tăiere vor avea o mişcare de avans pe direcţia axei X sau Y.
Această rază laser va tăia materialul până când va ajunge la conturul dorit a fi realizat conform planului
de croire în vederea realizării reperului respectiv. Perforarea tablei în scopul realizării conturului dorit
se face în zona de deşeu. Adică pe porţiunea de tablă care va cădea sub formă de deşeu în urma
realizării în întregime a conturului reperului dorit. Presiunea gazului de perforare (tăiere) în bari, va
avea valori în funcţie de grosimea tablei supusă prelucrări (străpungerii). Astfel pentru table cu

76
Ştefănescu Bogdan
grosimea între 1 până la 5 mm, presiunea gazului de perforare va avea valoarea de 2 bari, iar pentru
table cu grosimea între 5 până la 15 mm presiunea gazului de perforare va avea valoarea de 4 bari.
Înălţimea optimă de la care se realizează perforarea tablei este indicată în funcţie de grosimea tablei la
care se doreşte perforarea:
Tabel 1:
Grosimea tablei supusă perforării Înălţimea de perforare optimă indicată
1..........4 mm 2 mm
4..........15 mm 5 mm
Tabelul nr. 11
Adică duza va respecta acestă înălţime, deplasându-se împreună cu capul de tăiere din care face
parte pe direcţia axei Z (în sus). Urmând ca la tăierea propiu-zisă, duza împreună cu capul de tăiere să
coboare, tot pe direcţia axei Z şi împreună cu senzorul de reglare al distanţei să menţină o distanţă
permanentă de 0,7 mm faţă de suprafaţa supusă tăierii cu rază laser. La realizare programului care va
coordona mişcările maşinii, se va ţine seama că în funcţie de grosimea tablei supusă tăierii cu laser, să
se aleagă corect şi aceşti parametrii: presiunea gazului la perforarea (străpungerea tablei) şi înălţimea
de perforare, în vederea realizării unei prelucrări de tăiere cu laser în condiţii optime.
De exemplu: pentru repere din tablă de diferite grosimi cu orificii de formă circulară, folosind modul
de perforare treptată (fină); în funcţie de diametrul interior al reperului dorit se poate face în mai
multe feluri:
- La repere cu diametrul interior mai mic de Ø 20 mm perforarea se face chiar în centrul conturului
dorit a fi tăiat, în zona de deşeu rezultat în urma tăierii în întregime a conturului.
Figura 56
Fig:34. Perforarea reperelor cu diametrul interior mic
- La repere cu diametrul interior mai mare de Ø 20mm perforarea se face la 10mm
În interior faţă de conturul care se doreşte a fi tăiat, perforarea în modul treptat (fin) se face în
interiorul conturului, care după tăierea în întregime va cădea sub formă de deşeu.

77
Ştefănescu Bogdan
Figura 57
Fig:35. Perforarea reperelor cu diametru interior mediu
- La repere din material de tipul OL-urilor cu grosimea tablei între 1 până la 12 mm cu un contur
circular foarte mic, se poate realiza perforarea în modul treptat (fin),la 1 mm distanţă înspre interiorul
conturului care după tăierea în întregime, zona perforată va cădea sub formă de deşeu.
Figura 58
Fig:36. Perforarea reperelor cu diametru interior mare.
Tehnologia de perforarea în modul operaţiei normale:
Străpungerea cu o putere maximă a laserului ţine pe o durată de timp, între 0,1 secunde până la 1,2
secunde, în funcţie de grosimea tablei care este supusă prelucrării cu rază laser. Trebuie să se asigure
că pe durata străpungerii, laserul are suficient timp pentru a penetra întregul material. Acesta este un
mod de perforare care se foloseşte pentru repere de dimensiuni mai mari şi este numit: perforare
rapidă.
Timpul de perforare în secunde diferă în funcţie de grosimea tablei:
Timp de perforare
în secunde:
Grosimea tablei:
0,1 sec. 1....4 mm
0,2 sec. 4....6 mm

78
Ştefănescu Bogdan
0,5 sec. 6....8 mm
0,7 sec. 8....10 mm
1 sec. 10 ...12 mm
1,2 sec. 12...15 mm
Tabelul nr. 12
Acest mod de perforare, prin faptul că în timpul acţionării razei laser asupra tablei, în scopul
realizării conturului reperului, nu are avans de tăiere; realizează o perforare în material asemănătoare
cu un crater de mici dimensiuni. Se foloseşte acest tip de perforare (străpungere) la reperele de
dimensiuni mari pentru a câştiga timp deoarece străpungerea materialului cu o putere mare a laserului
aplicată pe o tablă, fără avans a capului de tăiere realizează perforarea într-o perioadă mai scurtă de
timp decât la modul de perforare treptată, dar este mai periculoasă. Pentru că se realizează topirea
rapidă a oţelului, stropind în direcţia duzei. Astfel şi duza şi lentila pot suferii deteriorări serioase.
Tehnologia de perforarea în modul operaţiei plus:
Parametrul de operare în modul plus a timpului de străpungere serveşte pentru a selecta timpul în
secunde pentru străpungerea în Modul Plus. Acest timp de străpungere, împreună cu parametrul
frecvenţei pulsului de străpungere serveşte pentru a potrivii perforarea (străpungerea) direct în
conturul piesei. Acesta are avantajul de obţine diametrul punctului de străpungere foarte mic (tăind o
lărgime clară). Dezavantajul este că timpul de străpungere depăşeşte pe cel din modul operaţiei
normale. Timpul de străpungere este mai mare cu aproximativ o secundă pe milimetru. Frecvenţa
pulsului folosit pentru străpungere, de asemenea determină durata.
La diferite repere din tablă la care dorim realizarea unor găuri de formă circulară cu ajutorul razei
laser, diametrul minim realizabil al acestor orificii circulare trebuie să fie egal cu grosimea tablei.
La unele repere din tablă, la care după tăierea lor cu rază laser, se prevăd şi alte operaţii de găurire
pe maşini de găurit, se poate grava (puncta) cu ajutorul razei laser, zona exactă de aşezare a vârfului
burghiului. Eliminându-se astfel alte faze de măsurare şi punctare manuală.
Când se taie un metal subţire (până la 3 mm grosime), nu este necesar să se folosească o putere de
tăiere a laserului de 100%. Este suficientă o putere de 70 - 80% din capacitatea totală a laserului.
Puterea redusă a laserului în acest caz, asigură o tăiere de calitate ridicată a suprafeţei rezultate, fără a
se face risipă de energie.
Modulaţia:
Parametrii modulaţiei specifică la ce viteză (în procente) puterea laserului trebuie redusă. Cu alte
cuvinte, puterea laserului este ajustată când funcţionează la o viteză avansată sau redusă. Modulaţia
descreşte odată cu creşterea grosimii materialului. Atunci când se taie table subţiri programul maşinii
trebuie fixat pe puterea maximă, dar după ce s-a făcut setarea vitezei. Când se taie metale groase este

79
Ştefănescu Bogdan
necesară ca întreaga putere de tăiere să fie la dispoziţie încă de la începutul funcţionării.
[24], [17], [5]
5.7. PARAMETRII TEHNOLOGICI AI PROCESULUI DE TĂIERE CU LASER :
Aceşti parametrii sunt influenţaţi de :
- Viteza de tăiere,
- Tipul gazului de tăiere folosit,
- Presiunea gazului,
- Poziţia de focalizare.
Tipuri de materiale (table) şi grosimea maximă a lor, care se pot tăia pe maşina de debitat cu laser
TRUMPF L3030.
Viteza de deplasare a capului de tăiere, se caracterizează ca fiind deplasarea acestuia de la locul
unde s-a terminat tăierea unui reper la locul de începere a tăieri (perforării) altui reper de pe tabla
supusă prelucrării; fără ca raza laser să acţioneze asupra acesteia.
Viteza de tăiere se caracterizează prin deplasarea capului de tăiere pe direcţie axială X sau Y atunci
când raza laser acţionează asupra materialului după realizarea perforării (străpungerii) acestuia.
Viteza de tăiere trebuie să fie adecvată tipului şi grosimii materialului supus prelucrării de tăiere cu
laser. O viteză de tăiere prea mare sau prea mică poate să aducă rezultate nesatisfăcătoare din punct
de vedere al rugozităţii prea mari pe suprafaţa rezultată în urma tăierii şi formarea de bavuri şi arderi
de material.
Vitezele uzuale, la debitarea tablelor de tipul OL – urilor şi Inox – urilor folosite la tăierea cu laser pe
maşina TRUMPF L3030:
Consumul de energie elctrică şi gaze înainte şi după montarea modulului
de translaţie şi rotaţie pe maşina TruLaser 3030 (între +7 şi +9% [kW/h])
GROSIME
MATERIAL
TIP
MATERIAL
PUTEREA
NECESARĂ
PT.
DEBITARE
[W]
CONSUM
O2
[m3/h]
CONSUM
N2
[m3/h]
CONSUM
EN. EL.
[kW/h]
VITEZA
TAIERE
[m/min]
CONSUM EN.
EL. DUPĂ
APLICAREA
SOLUŢIEI
PROPRII
Tipul materialului: Grosimea maximă a tablei:
OL 15 mm
Inox 8 mm Tabelul nr. 13

80
Ştefănescu Bogdan
1 mm
Otel 1500 1.30 - 37.0 7.4 40.0
Aluminiu 2700 - 11.5 48.0 8.7 51.8
Inox 2700 - 13.5 48.0 8.3 51.8
1.5 mm
Otel 1300 1.45 - 35.0 5.8 37.8
Aluminiu 2700 - 13.5 48.0 6.1 51.8
Inox 2700 - 15.5 48.0 6.5 51.8
2 mm
Otel 1050 1.45 - 33.5 4.5 36.2
Aluminiu 2700 - 17.5 48.0 4.3 51.8
Inox 2700 - 17.0 48.0 5.0 51.8
2.5 mm
Otel 1000 1.45 - 33.0 3.7 35.6
Aluminiu 2700 - 17.5 48.0 3.1 51.8
Inox 2700 - 17.0 48.0 3.7 51.8
3 mm
Otel 1000 0.90 - 33.0 3.2 35.6
Aluminiu 2700 - 17.5 48.0 1.9 51.8
Inox 2700 - 17.8 48.0 2.6 51.8
4 mm
Otel 1200 1.15 - 34.5 2.6 37.3
Aluminiu 2700 - 47.5 48.0 1.1 51.8
Inox 2700 - 29.5 48.0 1.9 51.8
5 mm
Otel 2700 0.40 - 48.0 2.7 51.8
Aluminiu 2700 - 47.5 48.0 0.5 51.8
Inox 2700 - 29.5 48.0 1.4 51.8
6 mm
Otel 2700 0.40 - 48.0 2.3 51.8
Aluminiu 2700 - 52.0 48.0 0.3 51.8
Inox 2700 - 26.5 48.0 1.0 51.8
8 mm Otel 2700 0.65 - 48.0 1.6 51.8
Inox 2700 - 52.0 48.0 0.6 51.8
10 mm Otel 2700 0.65 - 48.0 1.4 51.8
Inox 2700 - 60.5 48.0 0.3 51.8
12 mm Otel 2700 0.65 - 48.0 1.0 51.8
15 mm Otel 2700 0.65 - 48.0 0.6 51.8
20 mm Otel 2700 1.05? - 48.0 0.2 51.8 Tabelul nr. 14

81
Ştefănescu Bogdan
Figura 59 Diagramă: Viteze maxime de tăiere
5.8 DUZELE
Fac parte din componenţa capului de tăiere şi se împart în două
mari categorii. Astfel, la maşina de tăiat tablă cu laser există două
mari categorii:
- Duză care face parte din componenţa capul de tăiere şi utilizată
la tăierea OL- urilor;
- Duză care face parte din componenţa capului de tăiere şi este
utilizată la tăierea materialelor inoxidabile (Inox).
În funcţie de grosimea tablei supuă tăierii cu rază laser, există
mai multe tipuri de duze caracterizate prin diametrul orificiului
prin care iese raza laser din capul de tăiere.
Duze folosite, in functie de grosimea tablei supuse debitării pe maşina TruLaser 3030
Figura 60

82
Ştefănescu Bogdan
Tabel 5:
Tipul materialului: Grosimea tablei
g [mm]
Duza
Diametru orificiului de
iesire Ø [mm]
Oţel ( OL) 0,5.....1,5 [mm] Ø 0,8 [mm]
1,5.....4 [mm] Ø 1 [mm]
4........6 [mm] Ø 1,2 [mm]
6.......10 [mm] Ø 1,5 [mm]
10.....15 [mm] Ø 2 [mm]
Materiale inoxidabile 0,5.....1,5 [mm] Ø 1,4 Hd [mm]
1,5......3 [mm] Ø 1,7 Hd [mm]
3........4 [mm] Ø 1,7 Hd [mm]
Tabelul nr. 15
La duzele folosite pentru tăierea inoxului, au o notaţie specifică :„Hd” , pe corpul lor , care le
deosebeşte de duzele folosite la tăierea tablelor din oţel.
Duza este un element din componenţa capului de tăiere şi are rolul unui senzor prin care circulă
curent de intensitate mică şi care ajută la menţinerea unei distanţe constante de 0,7 mm între duză şi
tabla supusă tăierii, chiar dacă aceasta este cu ondulaţii.
Figura 61 Prezentare duză
Ceramica : este o componentă a capului de tăiere, care face legătura între duză şi senzor. Este de
formă circulară, în ea se înfiletrează duza la un capăt, iar la celălalt capăt se află în contact cu senzorul.
Raza laser generată de rezonatorul de laser, este transmisă capului de tăiere, cu ajutorul sistemului
de oglinzi, este focalizată de lentila din capul de tăiere şi trece prin orificiul duzei, acţionând asupra
tablei de metal supusă prelucrării cu laser. Lăţimea tăieturii generată de raza laser denumită şi KERF
este de două dimensiuni în funcţie de grosimea tablei. Astfel, pentru table de metal subţiri (până la 6
mm) lăţimea tăieturii este de 0,2 mm; iar pentru table groase (peste 6 mm până la 15mm) lăţimea
tăieturii este de 0,3 mm.

83
Ştefănescu Bogdan
Figura 62 Partea de ceramică din componenţa capului de tăiere
5.9 FOCALIZAREA
Cunoaşterea precisă a poziţiei punctului de focalizare este o condiţie fundamentală pentru realizarea
unei tăieri (debitări) cu laser, cu rezultate satisfăcătoare.
Figura 63 Poziţia focalizării
La tăierea cu rază laser a materialelor din Oţel (Ex.: OL37) :
În cazul tablelor din oţel OL37 cu grosime până la 6 mm focalizarea razei laser se face exact pe
suprafaţa tablei supusă prelucrării (cazul b);

84
Ştefănescu Bogdan
La tăierea tablelor din OL37 cu o grosime mai mare de 8 mm până la 15 mm, focalizarea razei se face
puţin deasupra suprafeţei tablei supusă prelucrării (cazul c);
La tăierea cu presiune ridicată (înaltă) focalizarea se face în interiorul tablei supusă prelucrării (în
miez), cazul a).
Tăierea cu rază laser focalizată de lentilă, nu se face în totalitate când lentila va fi aşezată în capul de
tăiere într-un mod incorect.
Figura 64 Poziţia de montare a lentilei din componenţa capului de tăiere
Figura 65 Lentile ZnSe
O lentilă „murdară” care prezintă pe suprafaţa convexă unele impurităţi va reflecta o rază laser
diferită de cea ideală. Aceasta va duce la o tăiere a materialului necorespunzătoare şi poate duce chiar
la deteriorarea suprafeţei convexe a lentilei sau în cel mai rău caz la spargerea ei.

85
Ştefănescu Bogdan
Figura 66 Lentilă cu impurităţi
Unghiul de divergenţă al razei laser
Are o particularitate importantă la acest tip de maşini cu cap de tăiere care se deplasează după
coordonatele axelor X şi Y, iar tabla supusă prelucrării este fixă. Pentru a obţine o calitate uniformă a
suprafeţei rezultate în urma tăierii, divergenţa razei laser trebuie menţinută cât mai redusă posibil.
Pentru a îndeplinii această condiţie, diametrul razei laser şi propietăţiile sale trebuie să rămână egale
(aceleaşi) şi la distanţe diferite. Soluţia este prin instalarea unui telescop la ieşirea razei din rezonator.
Acest aparat amplifică raza laser cu 1,5 până la 2 volţi. Acesta va duce la o reducere a divergenţei.
La maşinile la care căpul de tăiere nu se mişcă acest dispozitiv telescopic de menţinere a unghiului
de divergenţă cât mai mic, nu are nici o relevanţă.
O divergenţă de 1 mrad înseamnă că pentru fiecare metru parcurs de catre raza laser ea creşte
în diametru cu 1 mm

86
Ştefănescu Bogdan
Figura 67 Unghiul de divergenţă al razei laser.
5.10. SECŢIUNEA RAZEI
Cât de mare va fi diametrul razei laser atât de mic va fi diametrul punctului de focalizare şi deci
lăţimea de tăiere care se va obţine.
Diametrul punctului de focalizare va depinde şi de lentila care va realiza focalizarea. Lentilele de 7,5”
(inch), vor obţine un punct de focalizare cu diametrul < 0,12 mm în timp ce cu lentilele de 5” (inch)
diametrul punctului de focalizare va fi < 0,2 mm.

87
Ştefănescu Bogdan
Figura 68 Focalizarea razei laser cu diferite tipuri de lentile
Caracteristicile lentilelor
Tipul lentilei
(inch)
Lentile
recomandate
pt. presiune:
Numărul
de
identificare
Aria de aplicare
Material Grosimea
tablei
(mm)
Presiune
gazului de
tăiere (bar)
5” Standard
(normală)
[058398] OL37(ST37)
Inox (1.4301)
< 8 mm
< 4 mm
< 5 bar
<5 bar
5” Ridicată
(Înaltă)
[088114] Inox (1.4301)
Aluminiu aliat (e.gALMg3)
< 3 mm
< 3 mm
6-14 bar
10-14 bar
7,5” Standard
(normală)
[095273] OL37(ST37)
<15 mm < 5 bar
Tabelul nr. 16

88
Ştefănescu Bogdan
CCAAPPIITTOOLLUULL 66.. TTEEHHNNOOLLOOGGIIAA DDEE PPRREELLUUCCRRAARREE CCUU LLAASSEERR
6.1 MATERIALE CARE SE DEBITEAZĂ CU RAZĂ LASER
Generalităţi:
Laserul este folosit pentru a tăia diferite materiale. Rezultatul tăierii, diferă în funcţie de tipul de
material şi de grosimea acestuia. Suprafeţele obţinute în urma tăieri pot să fie perfect curate, netede
sau cu muchii neregulate. Pot prezenta muchii pe partea inferioră a suprafeţei tăiate sub formă de
bavură. Există diferenţe şi în calitatea oţelului care contribuie la crearea acestor probleme, ale
suprafeţelor rezultate în urma tăierii cu rază laser.
Suprafaţa materialului care urmează a fi tăiată este de o importanţă maximă. Orice rugină sau
crustă pe suprafaţă va împiedica procesul optim de tăiere. Vederea din profil va fi asimetrică şi va crea
multe şanţuri în urma tăierii. În aceste cazuri se recomandă curăţarea, îndreptarea şi sablarea tablelor
înainte de tăiere.
6.2 PRELUCRABILITATEA SUPRAFEŢELOR METALELOR:
În cazul materialelor care au fost galvanizate sau lăcuite, rezultatul tăierii asupra acestor materiale,
poate fi considerat nesatisfăcător. Crescând presiunea gazului de tăiere şi utilizând capul de tăiere cu
lentila de 5” (inch), se îmbunătăţeşte tăierea metalelor galvanizate. Este dificil să corectezi tăietura
metalelor lăcuite. Unele metale vopsite sunt uşor de tăiat, rezultatul tăierii depinde şi de tipul de
componente incluse în vopsea. Pentru realizarea unui proces optim şi corect de tăiere cu rază laser
asupra unor metale (table) vopsite. În prima fază vopseaua este arsă folosind metoda gravării, apoi
metalul este tăiat normal în faza a doua.

89
Ştefănescu Bogdan
6.3.MATERIALE ÎNFOLIATE :
Rezultatul unei bune tăieri a metalelor înfoliate se obţine dacă sunt luate în considerare
următoarele metode: metalele învelite cu o folie care aderă bine pe suprafaţa lor se vor putea tăia
atunci când partea învelită cu folia este cu faţa în sus. În cazul în care adeziunea foii nu este prea bună
este indicat, ca metalul (tabla) să fie aşezat pe masa maşinii cu faţa foliată în jos. În timpul tăierii,
slăbirea adeziunii foii de metal permite gazului de tăiere să penetreze între spaţiul dintre folie şi metal.
Aceasta crează bule de aer.
6.4 MATERIALE DIN OŢEL:
- Oţelurile înalt aliate:
Foarte bune rezultate de tăiere cu laser, se obţin la oţelurile înalt aliate, cum ar fi oţelurile carbon
pentru scule (OSC, STAS 1700-80). Se poate spune cu cât este mai fină granulaţia oţelului cu atât sunt
mai bune rezultatele tăierii. Oţelurile cu concentraţie mare de carbon pot fi tăiate mult mai dificil,
pentru că în urma tăierii se smulge material din tablă, mai ales la colţuri când sunt făcute schimbări de
direcţie. Temperatura plăcii de metal care creşte poate să influenţeze puternic şi să împiedice
rezultatele tăierii, de fiecare dată când bucăţi mici de material sunt tăiate din materialul gros. În
asemenea cazuri răcirea cu apă este singurul remediu. Viteza pentru tăierea plăciilor (tablelor) de
metal ondulate trebuie să fie în funcţie de grosimea cea mai mare a metalelor. Plăcile (tablele) de
metal, trebuie aşezate pe masa de tăiere cu partea ondulată în jos, pentru a evita problemele de
scanare a senzorului mobil din componenţa capului de tăiere.
- Tablele din oţel carbon, laminate (OL- urile):
Aceste materiale pot fi tăiate cu oxigen (gaz de tăiere), obţinându-se rezultate bune. În unele cazuri
când se taie table cu rază laser (la presiune normală) având ca şi gaz de tăiere oxigenul, pe suprafaţa
rezultată în urma tăierii, marginile tăiate vor prezenta oxidări. Tablele din oţel carbon, laminate (OL-uri)
cu o grosime până la 4 mm se vor putea tăia şi cu o presiune ridicată (înaltă), folosind azotul ca şi gaz
de tăiere, în acest caz marginile tăiate nu vor fi oxidate.
Cu cât compoziţia de carbon a oţelului este mai mare cu atât călirea marginilor tăiate şi riscul urmelor
de arsură a unghiurilor este mai mare, la schimbarea direcţiilor de tăiere. Tablele cu procent de aliere
mai ridicat sunt mult mai dificil de tăiat decăt cele cu un procentaj mai scăzut.
Suprafeţele oxidate sau cu striaţii lasă de dorit asupra calităţii de tăiere. Zgura de pe suprafaţa
tablelor de asemenea are efecte negative asupra rezultatului tăierii. Începând cu grosimea de 12 mm,
se obţin rezultate bune de tăiere folosind table speciale unse sau stropite cu ulei special pe suprafaţa

90
Ştefănescu Bogdan
care urmează a fi tăiată. Pelicula de ulei creată pe suprafaţa tablei reduce adeziunea zgurii de pe
această suprafaţă şi ajută considerabil procesul de tăiere. Pelicula de ulei nu afectează rezultatele
procesului de tăiere. Este indicat a se tăia numai oţel dublu tratat pentru eliminarea tensiunilor.
Impurităţiile conţinute în oţeluri în condiţii de eferveşcenţă au o mare influenţă asupra procesului de
tăiere.
6.5.MATERIALE INOXIDABILE ŞI SLAB OXIDABILE
Materialele inoxidabile (inox) cu grosimi de până la 4 mm pot fi tăiate folosind modul de tăiere cu
presiune ridicată (înaltă) având ca şi gaz de tăiere azotul. O mică (margine) bavură poate să apară în
partea de jos a tăieturii şi depinde de cantitatea de Cr, Ni din componenţa chimică a acestor materiale
inoxidabile. O uşoară apariţie a bavurii şi a zgurii este obişnuită şi uşor de îndepărtat. Dezavantajul este
că trebuie selectat un avans mai redus. Se va avea grijă la vaporii de Cr şi Ni care sunt generaţi în timpul
tăierii la oţelul inoxidabil şi sunt dăunători pentru componentele capului de tăiere.
Oţelurile inoxidabile:
Tăierea acestor materiale se poate face:
- cu oxigen dacă nu se ia în considerare oxidarea marginilor, apariţia pe suparafaţa rezultată în urma
tăierii a unei zone de culoare gălbuie;
- cu azot (N 2 ), pentru a obţine suprafeţe neoxidate ce urmează a fi tăiate fără tratamente speciale;
- folosind o putere mare a laserului, această putere se poate obţine atunci când se taie cu azot la o
presiune mare şi egală cu grosimea, comparabil cu o viteză mai mare decăt cea posibilă la tăierea cu
oxigen.
Tăierea oţelurilor inoxidabile cu azot N 2 (fară bavuri) este posibilă numai după o ajustare a poziţiei
focale. Reintroducând poziţia focală şi reducând viteza se pot obţine tăieri curate chiar dacă există mici
bavuri. Răspândirea unei pelicule de ulei pe suprafaţa plăcii, permite obţinerea unor rezultate bune de
străpungere (perforare), fără a reduce calitatea prelucrării. Distanţa dintre duza şi tabla supusă tăierii
trebuie să fie substanţial mai mare pentru perforare în comparaţie cu tăierea.
Aluminiul
Este foarte dificilă tăierea aluminiului fără a crea bavură. Este recomandat ca materialul supus tăierii
să nu fie aluminiu pur ci doar aliaj, cu o concentraţie maximă de 80% aluminiu.
Cînd în procesul de tăiere, aluminiul este tăiat cu presiune ridicată (înaltă), folosind ca şi gaz de
tăiere azotul, suprafaţa tăiată va devenii lucioasă. Iar atunci când oxigenul este folosit ca şi gaz de
tăiere (presiune normală), suprafaţa tăiată va devenii dură. Aluminiul conduce căldura foarte bine şi

91
Ştefănescu Bogdan
există table de aluminiu ale căror suprafeţe reflectă raza laser. Când o asemenea tablă este tăiată,
întreaga energie a laserului poate fi reflectată înapoi în rezonator. Aceasta se întâmplă mai ales atunci
când punctul focal nu a fost reglat perfect. Este indicat tăierea aluminiului numai atunci când maşina
este instalată pe opţiunea „ absorţie de reflexie”, astfel reflexia razei laser să nu poată distruge grupul
sistemului optic.
Când se taie table de grosimi până la 4 mm, cu o reglare optimă a parametriilor se poate obţine o
tăietură practic fără zgură. Pentru table de grosimi mai mare de 4 mm, tăieturile vor prezenta bavuri
care sunt greu de eliminat.
Cupru şi alama:
Aceste două metale au aceleaşi propietăţi ca şi aluminiul. Când sunt tăiate acestea se încălzesc la un
grad considerabil care conduce la concluzia că şi ele sunt bune conducătoare de căldură. Acest fapt are
totuşi un efect negativ asupra rezultatelor tăierii. Amândouă materialele dezvoltă un nivel ridicat de
reflexie şi o foarte bună conductibilitate termică. Alamurile cu o grosime până la 3 mm vor putea fi
tăiate cu azot folosit ca şi gaz de tăiere (presiune ridicată). Cupru cu grosimi până la 3 mm se va putea
tăia cu ajutorul oxigenului (presiune normală). Este recomandat ca la tăierea cuprului la fel ca şi la
titan, tăierea să se facă numai atunci când maşina are instalată opţiunea „absorţie de reflexie”, pentru
că reflexia poate produce deteriorări asupra grupului optic.
Titanul:
Plăcile (tablele) de titan sunt uşor de tăiat cu gaz de argon şi azot ca proces de tăiere. Când acest
material sa va tăia cu gaz de tăiere azot, se formează o suprafaţă gălbuie pe suprafaţa rezultată în urma
tăierii. Iar dacă tăierea se face cu argon se va obţine o suprafaţă albicioasă pe suprafaţa rezultată în
urma tăierii.
6.6.MATERIALELE SINTETICE:
În general nu este posibil să se specifice vreun parametru de tăiere (cum ar fi: viteza de tăiere,
presiunea gazului, etc.) în privinţa tăierii materialelor sintetice, deoarece există nenumărate tipuri de
materiale sintetice. La tăierea materialelor sintetice se va ţine seama că reglarea întâmplătoare a
focalizării razei laser, face posibilă emiterea unor substanţe periculoase. Materialele sintetice ca PVC
sau polietilenele nu pot fi tăiate pe maşina Trumpf, datorită faptului că vaporii emişi în urma tăierii nu
pot fi evacuaţi adecvat. Pentru aceste materiale se recomandă o maşină de tăiere cu jet de apă.
În general azotul este folosit ca şi gaz de tăiere pentru materialele sintetice. Tăierea cu laser având
ca şi gaz de tăiere oxigenul, nu este recomandată deoarece provoacă aprinderea materialelor sintetice.

92
Ştefănescu Bogdan
Sticla acrilică poate fi tăiată cu laser, utilizând ca şi gaz de tăiere azotul la o presiune mai mică de 0,5
bar. Materialele sintetice care mai pot fi tăiate sunt termoplasticii şi elastomerii.
Plexiglass-ul:
Se poate realiza tăierea sa cu rază laser, dar în urma procesului de tăiere se degajă mult fum care se
poate depune pe lentilă. La tăierea plexiglasului pentru a obţine o margine tăiată clară precum sticla,
presiunea gazului de tăiere trebuie să fie la valori reduse, aproximativ 0,2 bar şi avansul trebuie să fie
foarte mic. Tăierea la o presiune şi viteză mare cauzează marginilor tăiate o înfăţişare lăptoasă (un
lichid alb) care este folosită la unele aplicaţii tehnice. Nu la fel se întâmplă atunci când materialul este
destinat unor scopuri decorative. Trebuie să se asigure tot timpul ca presiunea să nu scadă sub 0,2 bar.
Această mică presiune împiedică ca gazele emise din plexiglass să penetreze zona lentilelor şi să
înceţoşeze lentilele.
Lentila trebuie curăţată imediat de fiecare dată când este înceţoşează. Altfel s-ar putea sparge.
Gazele generate de procesul de tăiere trebuie îndepărtate de sub material sau trebuie aspirate,
deoarece s-ar putea aprinde sau avaria piesa de lucru.
[9], [16],[17],[21]