EDUCAŢIE, CERCETARE, PROGRES TEHNOLOGIC … · 2016-02-22 · EDUCAŢIE, CERCETARE, PROGRES...
3
Buletinul AGIR, Supliment 3/2015 152 STUDY OF A FORMING EQUIPMENT BY MEANS OF TERMOFORMING OF PLASTIC PARTS Cristina BIRIȘ University „Lucian Blaga” of Sibiu REZUMAT. Aceasta lucrare prezinta studiul și proiectarea unei instalaţii de deformare a foliilor de material plastic prin termoformare pentru realizarea de piese cu dimensiuni maxime de 700x700 mm. Această instalaţie este compusă din: cadru susţinere, cutie vacuum, matriţa, rama de susţinere semifabricat, semifabricat, sursa căldură, panou comandă, cilindru pneumatic, pompa vacuum, ţeavă conectare pompă vacuum. Instalaţia poate prelucra materiale plastice de tip folie cu grosimi cuprinse 0.1 mm și 3 mm. Cuvinte cheie: termoformare, vacuum, reţinere. ABSTRACT. This paper presents the study of a deformation installation of plastic materials through thermoforming in order to produce parts with maximum size of 700x700 mm. This facility contains following items: support frame, vacuum box, matrix, blank support frame, blank, semi-finished material, heat source, control panel, pneumatic cylinder, vacuum pump, pipe connection for vacuum pump. This facility can process plastic materials foil type with thickness between 0.1 mm and 3 mm. Keywords: thermoforming, vacuum, retaining. 1. INTRODUCERE Thermoforming is one of the oldest and most commonly used methods for plastic material proces- sing. Plastic thermoformed products are everywhere around us and plays a major role in our daily life. It is a very versatile process used to manufacture a wide range of products from simple packaging to the aircraft cabin. It is also widely used for prototyping of products to be produced by other methods. Thermoforming can be defined as the process of transforming a plastic sheet in a three-dimensional piece, under the action of heat and pressure. The working principle of the process consists in: – fixing the sheet extruded in a clamping device (frame) on the contour; – heating it up to the softening of the plastic material; – forming part, by the application of differential pressure, or in the cavity of a mold or on a mounting pin placed under the fixing system. As recommended materials can be processed almost all thermoplastic materials, under condition that it can be extruded in sheet form. Parts obtained by this method are characterized by high surface area and relatively small thickness. Examples of products obtained by this process: slabs, signs, packing boxes. Used tools are generally low-cost, with one active element, manufactured of aluminum, but can be used as wood or composite material (in particular for small series of production). Adjustable single desired results to be achieved within the wall thickness uniformity of the finished piece, its surface appearance and accuracy of reproduction of the shape of the part can be chosen from the following methods of thermoforming: – vacuum thermoforming – negative pressure (vacuum forming); – thermoforming air (pneumatic) – positive pressure; – mechanical thermoforming. The advantages of thermoforming process are: can be produce pieces with large areas with cheap tools and minimum requirements for pressure and temperature; easy implementation of thin -walled parts, difficult to execute by other technologies; high productivity of the execution of thin-walled parts with relatively low investment costs; rapid prototyping realizing; parts characterized by good shapes and low weight; very high possibility in designed products forms; various possibilities of painting and colorings; manufacturing processes can be fully automated. The disadvantages of the process of thermo- forming: initial high investment in equipment; huge costs to launch a product; difficulty in accurately predicting costs.
Transcript of EDUCAŢIE, CERCETARE, PROGRES TEHNOLOGIC … · 2016-02-22 · EDUCAŢIE, CERCETARE, PROGRES...
EDUCAŢIE, CERCETARE, PROGRES TEHNOLOGIC
Buletinul AGIR, Supliment 3/2015 152
STUDY OF A FORMING EQUIPMENT BY MEANS OF TERMOFORMING OF PLASTIC PARTS
Cristina BIRIȘ
University „Lucian Blaga” of Sibiu
REZUMAT. Aceasta lucrare prezinta studiul și proiectarea unei instalaţii de deformare a foliilor de material plastic prin termoformare pentru realizarea de piese cu dimensiuni maxime de 700x700 mm. Această instalaţie este compusă din: cadru susţinere, cutie vacuum, matriţa, rama de susţinere semifabricat, semifabricat, sursa căldură, panou comandă, cilindru pneumatic, pompa vacuum, ţeavă conectare pompă vacuum. Instalaţia poate prelucra materiale plastice de tip folie cu grosimi cuprinse 0.1 mm și 3 mm.
Cuvinte cheie: termoformare, vacuum, reţinere.
ABSTRACT. This paper presents the study of a deformation installation of plastic materials through thermoforming in order to produce parts with maximum size of 700x700 mm. This facility contains following items: support frame, vacuum box, matrix, blank support frame, blank, semi-finished material, heat source, control panel, pneumatic cylinder, vacuum pump, pipe connection for vacuum pump. This facility can process plastic materials foil type with thickness between 0.1 mm and 3 mm.
Keywords: thermoforming, vacuum, retaining.
1. INTRODUCERE
Thermoforming is one of the oldest and most commonly used methods for plastic material proces-sing.
Plastic thermoformed products are everywhere around us and plays a major role in our daily life.
It is a very versatile process used to manufacture a wide range of products from simple packaging to the aircraft cabin. It is also widely used for prototyping of products to be produced by other methods.
Thermoforming can be defined as the process of transforming a plastic sheet in a three-dimensional piece, under the action of heat and pressure.
The working principle of the process consists in: – fixing the sheet extruded in a clamping device
(frame) on the contour; – heating it up to the softening of the plastic
material; – forming part, by the application of differential
pressure, or in the cavity of a mold or on a mounting pin placed under the fixing system.
As recommended materials can be processed almost all thermoplastic materials, under condition that it can be extruded in sheet form.
Parts obtained by this method are characterized by high surface area and relatively small thickness. Examples of products obtained by this process: slabs, signs, packing boxes.
Used tools are generally low-cost, with one active element, manufactured of aluminum, but can be used as wood or composite material (in particular for small series of production).
Adjustable single desired results to be achieved within the wall thickness uniformity of the finished piece, its surface appearance and accuracy of reproduction of the shape of the part can be chosen from the following methods of thermoforming:
– vacuum thermoforming – negative pressure (vacuum forming); – thermoforming air (pneumatic) – positive
pressure; – mechanical thermoforming. The advantages of thermoforming process are: can
be produce pieces with large areas with cheap tools and minimum requirements for pressure and temperature; easy implementation of thin -walled parts, difficult to execute by other technologies; high productivity of the execution of thin-walled parts with relatively low investment costs; rapid prototyping realizing; parts characterized by good shapes and low weight; very high possibility in designed products forms; various possibilities of painting and colorings; manufacturing processes can be fully automated.
The disadvantages of the process of thermo-forming: initial high investment in equipment; huge costs to launch a product; difficulty in accurately predicting costs.
STUDY OF A FORMING EQUIPMENT BY MEANS OF TERMOFORMING OF PLASTIC PARTS
Buletinul AGIR, Supliment 3/2015 153
2. VACCUM FORMING
In the vacuum forming are used as semi-finished elements of extruded plastic sheets which leads to increased cost of obtaining the final product.
To obtain a piece by vacuum forming is necessary a relatively low pressure, which allows to use cheap tools and building mold with large shapes using costs that would have been too high using other methods of thermoforming. Considering that the forces exerted on the lower die, they can be made from relatively cheap materials and in a reasonably short time. This process would be the perfect solution for prototyping large pieces.
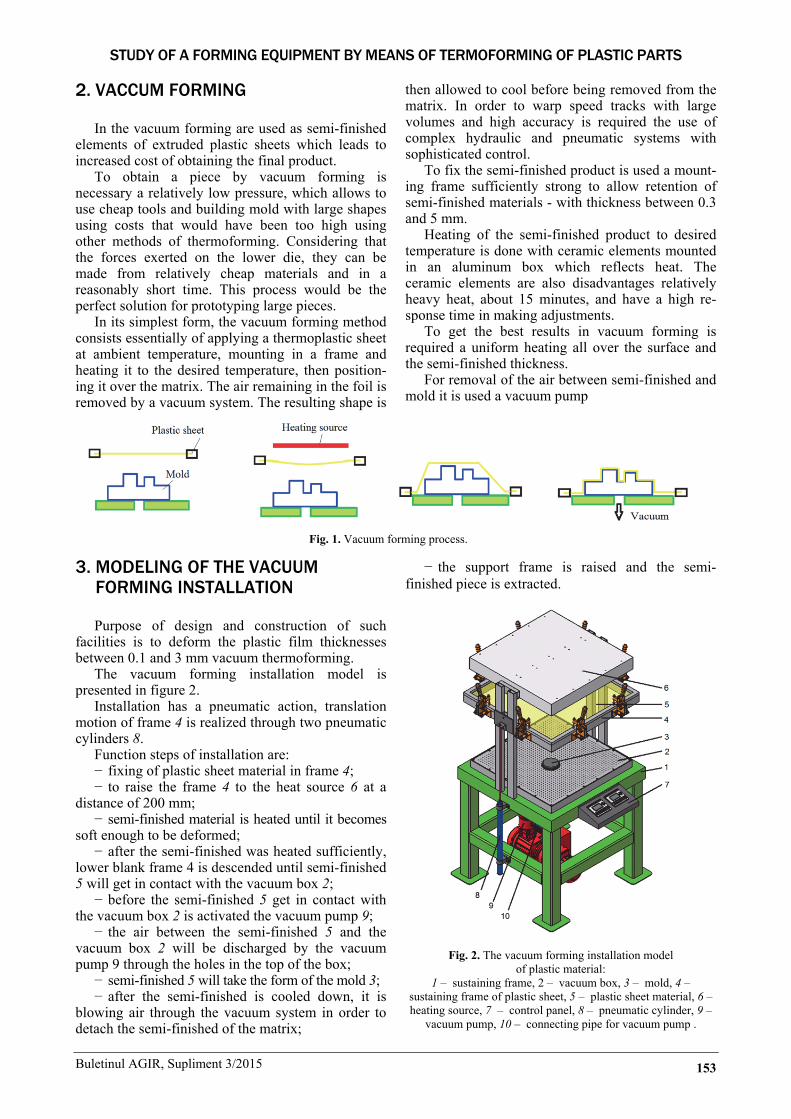
In its simplest form, the vacuum forming method consists essentially of applying a thermoplastic sheet at ambient temperature, mounting in a frame and heating it to the desired temperature, then position-ing it over the matrix. The air remaining in the foil is removed by a vacuum system. The resulting shape is
then allowed to cool before being removed from the matrix. In order to warp speed tracks with large volumes and high accuracy is required the use of complex hydraulic and pneumatic systems with sophisticated control.
To fix the semi-finished product is used a mount-ing frame sufficiently strong to allow retention of semi-finished materials - with thickness between 0.3 and 5 mm.
Heating of the semi-finished product to desired temperature is done with ceramic elements mounted in an aluminum box which reflects heat. The ceramic elements are also disadvantages relatively heavy heat, about 15 minutes, and have a high re-sponse time in making adjustments.
To get the best results in vacuum forming is required a uniform heating all over the surface and the semi-finished thickness.
For removal of the air between semi-finished and mold it is used a vacuum pump
Fig. 1. Vacuum forming process.
3. MODELING OF THE VACUUM FORMING INSTALLATION
Purpose of design and construction of such facilities is to deform the plastic film thicknesses between 0.1 and 3 mm vacuum thermoforming.
The vacuum forming installation model is presented in figure 2.
Installation has a pneumatic action, translation motion of frame 4 is realized through two pneumatic cylinders 8.
Function steps of installation are: − fixing of plastic sheet material in frame 4; − to raise the frame 4 to the heat source 6 at a
distance of 200 mm; − semi-finished material is heated until it becomes
soft enough to be deformed; − after the semi-finished was heated sufficiently,
lower blank frame 4 is descended until semi-finished 5 will get in contact with the vacuum box 2;
− before the semi-finished 5 get in contact with the vacuum box 2 is activated the vacuum pump 9;
− the air between the semi-finished 5 and the vacuum box 2 will be discharged by the vacuum pump 9 through the holes in the top of the box;
− semi-finished 5 will take the form of the mold 3; − after the semi-finished is cooled down, it is
blowing air through the vacuum system in order to detach the semi-finished of the matrix;
− the support frame is raised and the semi-finished piece is extracted.
Fig. 2. The vacuum forming installation model of plastic material:
1 – sustaining frame, 2 – vacuum box, 3 – mold, 4 – sustaining frame of plastic sheet, 5 – plastic sheet material, 6 – heating source, 7 – control panel, 8 – pneumatic cylinder, 9 –
vacuum pump, 10 – connecting pipe for vacuum pump .
EDUCAŢIE, CERCETARE, PROGRES TEHNOLOGIC
Buletinul AGIR, Supliment 3/2015 154
The support frame role is to support the entire system of vacuum-forming. The support frame has the following dimensions: H: 1800 mm, L: 1100 mm, with standard steel profiles welded together.
The purpose of vacuum box is to evacuate the trapped air between the semi-finished and the matrix. The vacuum box is made of aluminum, and on top are applied a number of holes through which the air is absorbed.
Fig. 3. Semi finished supporting frame assembly.
Semi-finished supporting frame assembly required special attention due to the need to obtain retention force uniform distribution throughout the semi-finished contour. In this way, the ensemble was made of two aluminum frames between which is placed semi-finished, withholding being provided with eight clips (fig. 3).
4. TESTING
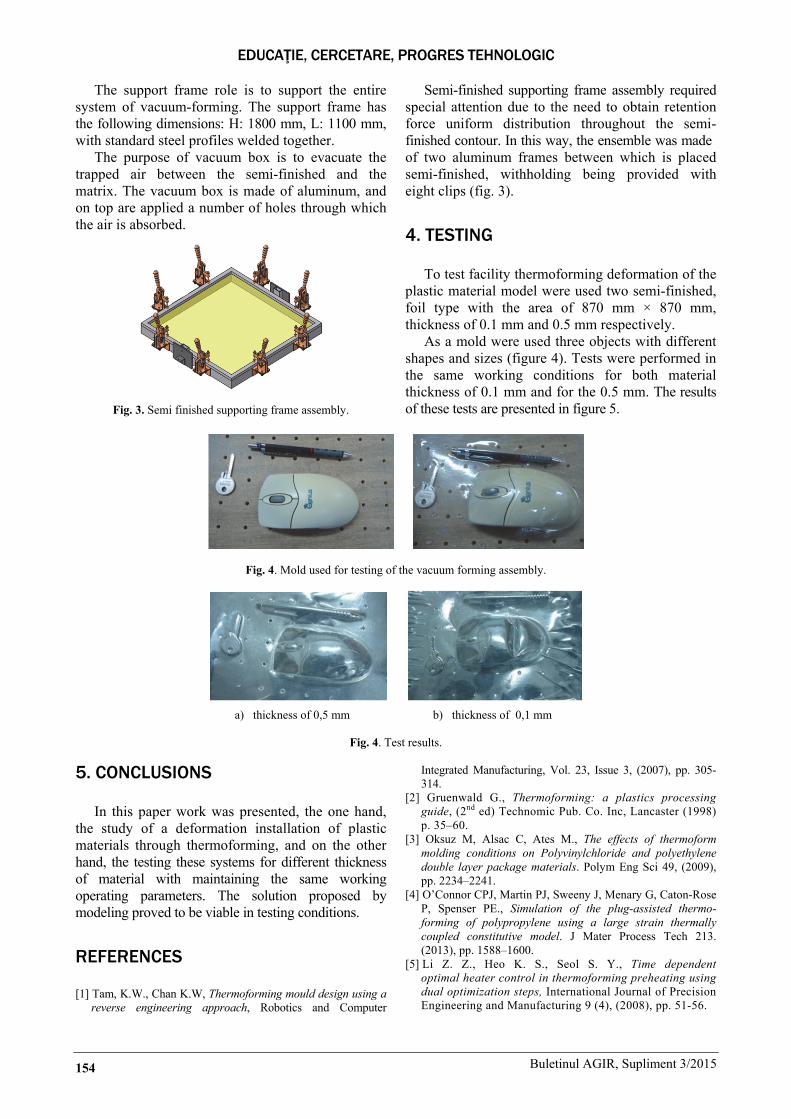
To test facility thermoforming deformation of the plastic material model were used two semi-finished, foil type with the area of 870 mm × 870 mm, thickness of 0.1 mm and 0.5 mm respectively.
As a mold were used three objects with different shapes and sizes (figure 4). Tests were performed in the same working conditions for both material thickness of 0.1 mm and for the 0.5 mm. The results of these tests are presented in figure 5.
Fig. 4. Mold used for testing of the vacuum forming assembly.
a) thickness of 0,5 mm b) thickness of 0,1 mm
Fig. 4. Test results.
5. CONCLUSIONS
In this paper work was presented, the one hand, the study of a deformation installation of plastic materials through thermoforming, and on the other hand, the testing these systems for different thickness of material with maintaining the same working operating parameters. The solution proposed by modeling proved to be viable in testing conditions.
REFERENCES
[1] Tam, K.W., Chan K.W, Thermoforming mould design using a reverse engineering approach, Robotics and Computer
Integrated Manufacturing, Vol. 23, Issue 3, (2007), pp. 305-314.
[2] Gruenwald G., Thermoforming: a plastics processing guide, (2nd ed) Technomic Pub. Co. Inc, Lancaster (1998) p. 35–60.
[3] Oksuz M, Alsac C, Ates M., The effects of thermoform molding conditions on Polyvinylchloride and polyethylene double layer package materials. Polym Eng Sci 49, (2009), pp. 2234–2241.
[4] O’Connor CPJ, Martin PJ, Sweeny J, Menary G, Caton-Rose P, Spenser PE., Simulation of the plug-assisted thermo-forming of polypropylene using a large strain thermally coupled constitutive model. J Mater Process Tech 213. (2013), pp. 1588–1600.
[5] Li Z. Z., Heo K. S., Seol S. Y., Time dependent optimal heater control in thermoforming preheating using dual optimization steps, International Journal of Precision Engineering and Manufacturing 9 (4), (2008), pp. 51-56.