
Desen Tehnic Industrial

of 189
-
Upload
paco-raoul -
Category
Documents
-
view
301 -
download
3
Transcript of Desen Tehnic Industrial
Cuprins
Cuprins
Partea I - Notiuni generale de desen tehnicINTRODUCERE 1 CAPITOLUL 1 4 1.1.Informatii transmise prin intermediul desenului tehnic 4 1.2.Sistemul national de standardizare 4 1.3.Standarde generale utilizate n desenul tehnic 7 1.3.1.FORMATELE DESENELOR TEHNICE 7 1.3.2.ELEMENTELE GRAFICE ALE FORMATULUI FOLOSIT LA DESENARE 9 1.3.3.LINII UTILIZATE N DESENUL TEHNIC 9 1.3.4.SCRIEREA N DESENUL TEHNIC 9 1.3.5.INDICATORUL SI TABELUL DE COMPONENTA ALE DESENULUI TEHNIC 9 1.4 Teme 9 CAPITOLUL 2 29 REPREZENTAREA PIESELOR N PROIECTIE ORTOGONALA 29 2.1.Sisteme de proiectie 29 2.2.Reprezentarea pieselor n vedere. Reguli de reprezentare 31 2.3.Reprezentarea pieselor n sectiune 34 2.3.1.CLASIFICAREA SECtIUNILOR. REGULI DE REPREZENTARE A PIESELOR SECTIONATE 35 2.3.2.REPREZENTAREA RUPTURILOR. REGULI DE REPREZENTARE N RUPTURA A PIESELOR 37 2.3.4.NORME GENERALE PENTRU REPREZENTAREA SECtIUNILOR 37 2.3.5.HAsURI UTILIZATE N DESENUL TEHNIC 37 2.4 Teme 37 CAPITOLUL 3 61 Cotarea desenelor tehnice 61 3.1.Principii generale de cotare 61 3.2.Elementele cotarii. Norme si reguli de cotare 64 3.4.Metode de cotare 77 3.5.Indicatii speciale de cotare 80 3.6.Clasificarea cotelor 83 3.7.Cotarea desenului de produs finit 85 3.8 Teme: 87 CAPITOLUL 4 87 PRECIZIA PRODUSULUI FINIT 87 4.1.Precizia dimensionala 88 4.1.1.DIMENSIUNI, ABATERI, TOLERANtE 88 4.1.2.AJUSTAJE, JOCURI SI STRNGERI, SISTEME DE AJUSTAJE 94 4.2.Precizia calitatii suprafetei 97 4.2.1.PARAMETRI DE RUGOZITATE 98 4.2.2.SIMBOLIZAREA sI NOTAREA PE DESEN A RUGOZITAtII 99 4.3.Precizia formei geometrice si precizia pozitiei relative 102 4.3.1.NSCRIEREA PE DESEN A TOLERANtELOR DE FORMA GEOMETRICA sI A TOLERANtELOR DE POZItIE RELATIVA 106 4.3.2.NOTAREA PE DESEN A TOLERANtELOR DE FORMA. EXEMPLE GRAFICE 108 4.3.3.NOTAREA PE DESEN A TOLERANtELOR DE POZItIE RELATIVA. EXEMPLE GRAFICE 110 4.4 Teme: 116
file:///G|/CD%203/Desen%20tehnic%20industrial/cuprins.htm[23.08.2010 10:37:58]
Cuprins
Partea a - II - a - Geometrie descriptivaMotto Introducere 9 Cap 1.SISTEME DE PROIECTIE 10 1.1. AXIOMELE GEOMETRIEI DESCRIPTIVE 10 1.2. SISTEMUL CENTRAL DE PROIECTIE 10 1.3. SISTEMUL PARALEL DE PROIECTIE 11 1.4. ELEMENTE DE AXONOMETRIE 13 1.4.1. AXONOMETRIA ORTOGONALA 13 1.4.2. REPREZENTAREA FIGURILOR PLANE N AXONOMETRIE 15 *Reprezentarea axonometrica a patratului 15 * Reprezentarea axonometrica a hexagonului 15 * Reprezentarea axonometrica a cercului 15 PUNCTUL N GEOMETRIA DESCRIPTIVA 19 Cap 2. TRIPLA PROIECTIE ORTOGONALA A PUNCTULUI. EPURA PUNCTULUI 19 2.1. CONSTRUCTIA PROIECTIEI PUNCTULUI SPATIAL N IMAGINE AXONOMETRICA 19 2.2. DEFINIREA EPUREI. CONSTRUCTIA EPUREI PUNCTULUI SPATIAL 22 2.3. APLICATII 23 MOD DE LUCRU: 23 EXEMPLU NUMERIC 24 DREAPTA N GEOMETRIA DESCRIPTIVA 26 Cap 3. URMELE DREPTEI 26 3.1. DETERMINAREA URMELOR DREPTEI, 26 N IMAGINE AXONOMETRICA SI N EPURA 26 3.2. APLICATII 2/8 MOD DE LUCRU: 29 EXEMPLU NUMERIC 29 Cap 4.POZITII PARTICULARE ALE UNEI DREPTE FATA DE PLANELE DE PROIECTIE 31 4.1.DREAPTA PARALELA CU UN PLAN DE PROIECTIE 31 4.2.DREAPTA PERPENDICULARA PE UN PLAN DE PROIECTIE 31 4.3. APLICATII 34 Cap 5.VIZIBILITATEA N EPURA. REGULI GENERALE DE STABILIRE A VIZIBILITATII N EPURA 35 Cap 6.POZITII RELATIVE A DOUA DREPTE SPATIALE 37 6.1.DREPTE SPATIALE PARALELE 37 6.2.DREPTE SPATIALE CONCURENTE 37 PLANUL N GEOMETRIA DESCRIPTIVA 41 Cap 7.URMELE PLANULUI 41 7.1.DETERMINAREA URMELOR UNUI PLAN OARECARE N IMAGINE INTUITIVA SI N EPURA 41 7.2. APLICATII 43 Cap 8.POZITII PARTICULARE ALE UNUI PLAN FATA DE PLANELE DE PROIECTIE 43 8.1. PLAN PARALEL CU UN PLAN DE PROIECTIE 43 8.1.1. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 43 8.1.2. APLICATII 45 8.2. PLAN PERPENDICULAR PE UN PLAN DE PROIECTIE 45 8.2.1. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 45 8.2.2.APLICATII 47 Cap 9.POZITII RELATIVE A DOUA PLANE SPATIALE 48 9.1.CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 48 9.1.1 Plane spatiale paralele 48 9.1.2. Plane spatiale concurente 48file:///G|/CD%203/Desen%20tehnic%20industrial/cuprins.htm[23.08.2010 10:37:58]
Cuprins
Observatii 48 9.2. APLICATII 51 Cap 10.PUNCTUL SPATIAL SI DREAPTA SPATIALA, N RELATIE CU UN PLAN OARECARE 51 10.1. DREAPTA SI PUNCT APARTINND UNUI PLAN OARECARE 51 10.1.1. DREAPTA OARECARE CONTINUTA NTR-UN PLAN 52 10.1.2. PUNCT CARE APARTINE UNUI PLAN 52 10.1.3. APLICATII 52 10.2.DETERMINAREA URMELOR UNUI PLAN ATUNCI CND SE CUNOSC ELEMENTELE GEOMETRICE CARE L DEFINESC 55 10.2.1. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 55 10.2.2. APLICATII 55 MOD DE LUCRU 57 EXEMPLU NUMERIC 58 10.3 DETERMINAREA PUNCTULUI DE INTERSECTIE DINTRE O DREAPTA SI UN PLAN 58 10.3.1. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 58 Observatie 61 10.3.2.APLICATII 61 MOD DE LUCRU 61 EXEMPLU NUMERIC 62 10.4. POZITII PARTICULARE ALE DREPTELOR CONTINUTE NTR-UN PLAN OARECARE. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 64 10.4.1. Orizontalele planului 64 10.4.2 Verticalele unui plan 64 10.4.3 Lateralele planului 64 10.5.DREAPTA DE CEA MAI MARE PANTA A UNUI PLAN FATA DE UN PLAN DE PROIECTIE. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 68 Observatie 68 10.6. APLICATII 70 METODELE GEOMETRIEI DESCRIPTIVE 71 Cap 11. METODA SCHIMBARII PLANELOR DE PROIECTIE 71 11.1. SCHIMBAREA PLANULUI DE PROIECTIE PENTRU O DREAPTA. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 72 Observatii 72 11.2. SCHIMBAREA PLANULUI DE PROIECTIE PENTRU UN PLAN. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 74 11.3. APLICATII 74 MOD DE LUCRU: 74 EXEMPLU NUMERIC 76 Cap 12. METODA ROTATIEI 78 12.1. ROTATIA DE NIVEL PENTRU O DREAPTA. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 78 Observatii 80 12.2 APLICATII 80 MOD DE LUCRU: 80 EXEMPLU NUMERIC 82 Cap 13. METODA RABATERII 83 13.1 METODA RABATERII PENTRU UN PLAN OARECARE SI O DREAPTA. CONSTRUCTIA PROIECTIEI N IMAGINE AXONOMETRICA SI N EPURA 83 13.1.1.RABATEREA UNUI PUNCT AFLAT NTR-UN PLAN OARECARE 83 13.1.2. RIDICAREA RABATERII 85 13.2. APLICATII 85 GEOMETRIA DESCRIPTIVA A CORPURILOR GEOMETRICE 86 Cap 14.PROIECTAREA CORPURILOR GEOMETRICE N SISTEMUL PARALEL ORTOGONAL. STABILIREAfile:///G|/CD%203/Desen%20tehnic%20industrial/cuprins.htm[23.08.2010 10:37:58]
Cuprins
VIZIBILITATII PROIECTIILOR CORPURILOR GEOMETRICE 86 14.1.PROIECTAREA CORPURILOR GEOMETRICE 86 14.2.STABILIREA VIZIBILITATII PROIECTIILOR CORPURILOR GEOMETRICE 86 14.3.STABILIREA VIZIBILITATII N IMAGINE AXONOMETRICA A PROIECTIILOR UNEI PIRAMIDE 87 Observatii 92 14.4.STABILIREA VIZIBILITATII N EPURA A PROIECTIILOR UNEI PIRAMIDE 93 14.5.APLICATII 93 MOD DE LUCRU 94 EXEMPLU NUMERIC 94 Cap 15.SECTIUNI PLANE N CORPURI GEOMETRICE 96 15.1. SECTIUNI PLANE N POLIEDRE 96 15.1.1.CONSTRUCTIA IMAGINII AXONOMETRICE SI A EPUREI 96 Observatii 96 15.1.2.DETERMINAREA ADEVARATEI MARIMI A POLIGONULUI DE SECTIONARE 96 15.2.APLICATII 97 Observatie 100 MOD DE LUCRU 100 EXEMPLU NUMERIC 101 Cap 16.CONSTRUCTIA GRAFICA A DESFASURATELOR CORPURILOR GEOMETRICE 104 16.1.GENERALITATI 104 16.2. CONSTRUCTIA GRAFICA A DESFASURATEI UNEI PIRAMIDE SI A TRUNCHIULUI DE PIRAMIDA 104 16.3.APLICATII 107 Cap 17.INTERSECTII DE CORPURI GEOMETRICE 107 17.1.GENERALITATI 107 17.2.INTERSECTIA PRISMELOR 108 17.2.1.ETAPELE CONSTRUCTIEI GRAFICE A INTERSECTIEI A DOUA PRISME OBLICE 108 17.2.2.DETERMINAREA LINIILOR POLIGONALE ALE INTERSECTIEI SI STABILIREA VIZIBILITATII ACESTEIA. METODA "MOBILULUI". METODA DESFASURATELOR SCHEMATICE 109 17.3.DESFASURAREA INTERSECTIEI CORPURILOR GEOMETRICE 111 17.4.APLICATII 112 MOD DE LUCRU 112 EXEMPLU NUMERIC 116 MOD DE LUCRU 116 EXEMPLU NUMERIC 121 BIBLIOGRAFIE
file:///G|/CD%203/Desen%20tehnic%20industrial/cuprins.htm[23.08.2010 10:37:58]
desen tehnic industrial
3
Partea a 1- a
NOIUNI GENERALE DE DESEN TEHNIC
4
desen tehnic industrial
Capitolul 1
1.1.Informaii transmise prin intermediul desenului tehnicDesenul unui produs finit (bun material) trebuie s asigure exhaustivitatea informaional cu privire la acel produs cu privire la: forma i dimensiunile produsului finit (bun material n construcia de maini), elementele de precizie i de calitate a produsului, locul i rolul funcional n ansamblul din care face parte - dac este vorba de un reper, adic un element component al unui produs care are o logic funcional conturat, materialul, condiiile tehnice i tehnologice de execuie ale produsului. Complexitatea informaiilor furnizate de un desen tehnic informaii care asigur comunicarea ntre concepie i execuie, precum i ntre productor i client asigur desenului tehnic un rol determinant n viaa unui produs i prin faptul c reprezint forma cea mai concis i mai sintetic de comunicare n domeniul tehnic. Acest fapt asigur importana cunoaterii normelor, a elementelor convenionale utilizate n reprezentarea plan a corpurilor geometrice spaiale i gradul ridicat de universalitate a acestor norme i reguli. Desenul tehnic, ca existen i modalitate de realizare este definit de standarde cu ntindere naional, european i internaional.
1.2.Sistemul naional de standardizareLa nivelul Romniei fiineaz Institutul Romn de Standardizare IRS organism de specialitate al administraiei publice centrale, subordonate guvernului, care are ca obiect de activitate realizarea strategiei de standardizare, acreditare i certificare n domeniul produselor bunuri i servicii. IRS este membru al Comitetului European de Standardizare
desen tehnic industrial
5
(CEN) i al Organizaiei Internaionale de Standardizare (ISO) i are urmtoarele atribuiuni principale: coordonarea i ndrumarea activitilor de standardizare, de acreditare i certificare din Romnia, crearea comitetelor tehnice, coordonarea i aprobarea programelor de standardizare, examinarea proiectelor de standarde romne, supunerea lor anchetei publice i aprobarea lor ca standarde romne, organizarea i coordonarea Sistemului Naional de Certificare a Calitii, acreditarea i notificarea organismelor de certificare i a organismelor de acreditare a laboratoarelor, certificarea conformitii cu standardele romne, gestionarea mrcilor de certificare a produselor, reprezentarea intereselor Romniei n organismele internaionale i europene de standardizare. Termenul ISO reprezint abrevierea de la International Organisation for Standardisation, adic Organizaia Internaional de Standardizare, nfiinat n anul 1926 sub denumirea de Federaia Internaional a Comisiilor Naionale pentru Stabilirea Normelor - ISA (International Federation of The National Standardising Associations), care din anul 1946 poart actualul nume i este o federaie de organisme naionale de standardizare, dup cum s-a prezentat anterior. Activitatea de standardizare naional, precum i lucrrile de standardizare internaional i european, se desfoar n cadrul a 316 comitete tehnice organisme pe domenii de specialitate nfiinate cu acordul IRS pe lng organizaii de afaceri (companii, firme, corporaii, ageni economici, etc.) si ale administraiei publice, precum i pe lng IRS. Structura i modul de lucru ale comitetelor sunt stabilite prin SR 10000-3. La aceste comitete tehnice particip peste 3000 de experi! Standardele sunt simbolizate i clasificate alfanumeric pe sectoare, grupe i subgrupe. Sectoarele sunt notate cu o liter A, B,C, - grupele sunt notate cu o cifr de la 0 la 9, iar subgrupele cu o a doua cifr de la 0 la 9. De exemplu, sectorul Metalurgie este simbolizat cu litera B, grupa de Metalurgie feroas cu cifra 1 i subgrupa evi de oel cu cifra 4: Sector B Metalurgie Grupa B1 Metalurgie feroas Subgrupa B14 evi de oel
6
desen tehnic industrial
n cadrul fiecrei subgrupe, standardele sunt prezentate n ordine numeric i grupate, dup caz, n: I standarde internaionale adoptate de standarde romne, E standarde europene adoptate de standarde romne, R standarde romne. Pentru fiecare standard sunt date urmtoarele informaii: indicativul, anul ultimei ediii i titlul. Pe acelai rnd cu indicativul sunt nscrise: litera O pentru standardele obligatorii, pentru standardele cu modificri, numrul i anul revistei Standardizarea n care a fost publicat textul modificat. Standardele romne aprobate nainte de 28 august 1992 au sigla STAS, urmat de numrul standardului i de ultimele dou cifre ale anului intrrii n vigoare, obligativitatea lui i anul n care a fost publicat textul schimbrii, dac este cazul: STAS 105-87 Desene tehnice. Reguli de reprezentare i notare a vederilor i seciunilor. STAS 43-85 O 2/88 Benzin pentru aviaie. Standardele romne aprobate dup 28 august 1992 au sigla SR, urmat de numrul standardului i anul ediiei: SR 74:1994 Desene tehnice. mpturire. Standardele romne identice cu standardele internaionale au sigla SR ISO (STAS ISO), respectiv SR CEI (STAS CEI), iar cele identice cu standardele europene au sigla SR EN (STAS EN). Standardele identice cu documentele de armonizare europene au sigla SR HD. Numrul standardului romn este acelai cu cel al standardului internaional, respectiv european adoptat: SR ISO 7200:1994 Desene tehnice. Indicator SR EN 22553:1995 mbinri sudate i lipite; reprezentri simbolice pe desene ISO Organizaia Internaional de Standardizare este o federaie mondial compus din organisme naionale de standardizare (comitete membre ale ISO). Elaborarea standardelor internaionale este, de obicei, ncredinat comitetelor tehnice ale ISO. Fiecare comitet membru
desen tehnic industrial
7
interesat ntr-o tematic pentru care a fost creat comitetul tehnic are dreptul s fac parte din acel comitet. Organizaiile internaionale, guvernamentale sau ne-guvernamentale, care ntrein legturi cu ISO particip, de asemenea, la lucrri. ISO colaboreaz cu Comisia Electrotehnic Internaional (CEI) n ceea ce privete standardizarea n domeniul electrotehnic. EN este simbolizarea normelor sau standardelor europene.
1.3.Standarde generale utilizate n desenul tehnic1.3.1.Formatele desenelor tehniceDesenele tehnice se execut n general manual, n creion sau n tu folosind instrumente de desen sau cu ajutorul calculatorului prin utilizarea unor programe specifice de grafic. Desenele executate manual pot fi realizate pe coal de hrtie sau de calc n funcie de faza n care se afl acestea. Desenele realizate cu ajutorul calculatorului pot fi tiprite cu ajutorul unor terminale cum ar fi: imprimante sau plotter. n funcie de complexitatea ansamblului, subansamblului, sau a piesei se vor reprezenta un numr de proiecii care trebuie s se ncadreze ntr-un anumit format de hrtie. Formatul reprezint spaiul delimitat de coala de desen prin conturul de decupare care are dimensiunile a x b reprezentat cu ajutorul unei linii continue subiri. Acest contur este utilizat la decuparea copiei desenului original (fig.1.3).
8
desen tehnic industrial
Fig.1.3 Decuparea desenului original se face pe un contur cu 5 mm mai mare dect formatul respectiv i va avea dimensiunile c x d. Coala de desen cu dimensiunile e x f trebuie s fie cu 16 mm mai mare dect formatul considerat. Formatele utilizate n desen SR ISO 5457-1994 se aleg n urmtoarea ordine de preferin: Formate prefereniale sau de baz din seria principal A (tab.1.2): Formate alungite special se obin din formatele de baz prin alungirea dimensiunii a, astfel nct lungimea (respectiv dimensiunea b) a formatului alungit s fie multiplu ntreg de dimensiune a a formatului de baz ales. Ordinul de multiplicare este indicat n simbolul formatului (tab.1.3). Formate alungite excepional care se obin prin alungirea dimensiunii a a formatelor de baz, astfel nct lungimea, respectiv dimensiunea b a formatului alungit, s fie un multiplu ntreg de dimensiunea a a formatului de baz ales. Ordinul de multiplicare se indic n simbolul formatului (tab.1.4).
desen tehnic industrialTabelul 1.2Simbolul a x b [mm]
9
Tabelul1.3Simbolul a x b [mm]
Tabelul 1.4Simbolul Simbolul a x b [mm] a x b [mm]
A0 A1 A2 A3 A4 A5
841 x 1189 594 x 841 420 x 594 297 x 420 210 x 297 148 x210
A3x3 A3x4 A4x3 A4x4 A4x5
420 x 891 420 x 1189 297 x 630 297 x 841 297 x 1051
A0x2 A0x3 A1x3 A1x4 A2x3 A2x4 A2x5
1189 x 1682 1189 x 2523 841 x 1783 841 x 2378 594 x 1261 594 x 1682 594 x 2102
A3x5 A3x6 A3x7 A4x6 A4x7 A4x8 A4x9
420 x 1486 420 x 1783 420 x 2080 297 x 1261 297 x 1471 297 x 1682 297 x 1892
1.3.2.Elementele grafice ale formatului folosit la desenareElementele grafice care se execut pe un format sunt (fig.1.4): zona neutr, cuprins ntre conturul de decupare i chenar i are limea de 10 mm la toate formatele, cu excepia formatelor A4 i A4 x n (formate prelungite), unde are limea de 5 mm, chenarul, care delimiteaz cmpul desenului i se traseaz cu linie continu groas, fia de ndosariere, amplasat pe latura din stnga indicatorului avnd dimensiunile de 20 x 297 mm; delimitarea acestui spaiu se face cu linie continu subire iar pentru o perforare mai precis a copiei se marcheaz i mijlocul acestui spaiu, indicatorul desenului, care se reprezint, de obicei, n colul din dreapta, lipit de chenar, simbolul formatului, care se nscrie sub indicator, cu dimensiunea nominal de 3,5 mm i la o distan de 5 mm fa de chenar, reperele de centrare, dispuse la mijloacele laturilor formatului de desen au scopul de a poziiona corect formatelor la multiplicarea sau la microfilmarea lor; reprezentarea acestora se face cu linie continu groas, ncepnd de la conturul de decupare a copiei i depind chenarul cu 5 mm, reperele de orientare, (fig.1.5) reprezentate sub forma unor triunghiuri trasate cu linie continu subire, sunt amplasate pe laturile formatului cu dimensiunea a i b; aceste repere coincid cu reperele de centrare, ele indicnd poziia n care trebuie inut desenul pentru a putea fi
10
desen tehnic industrial
citit (unul din repere este dirijat ctre desenator iar al doilea ctre partea stng a acestuia),
Fig.1.4
Fig.1.5 gradaia metric de referin, se recomand a fi executat pe toate formatele care au lungimea de minimum 100 mm i este divizat n centimetri i cu limea de 5 mm; se reprezint cu linie continu groas n zona neutr, lipit de chenar i simetric fa de un reper de centrare (fig.1.6),
desen tehnic industrial
11
Fig.1.6 sistemul de coordonate, este utilizat pentru identificarea rapid a diferitelor zone ale desenului i este realizat de o reea de coordonate trasate cu linie continu subire; se recomand a fi utilizat pentru formatele mai mari de A3. Numrul de diviziuni este stabilit n funcie de complexitatea desenului, ntotdeauna un numr par, iar lungimea unei diviziuni trebuie s fie cuprins ntre 25 i 75 mm. Diviziunile se noteaz cu litere majuscule pe o direcie, iar pe cealalt direcie cu cifre arabe cu dimensiunea nominal de 3,5 mm. Ca origine a sistemului de coordonate se consider vrful formatului opus celui n care se afl indicatorul.
Fig.1.7 n cazul n care numrul de diviziuni este mai mare dect numrul literelor alfabetului, se admite notarea n continuare folosind dou litere majuscule (AA, BB, CC, etc.). unghiul de decupare a copiei, se marcheaz printr-un triunghi isoscel, complet nnegrit avnd latura de 10 mm i este amplasat n cele patru coluri ale formatului.
12
desen tehnic industrial
Fig.1.8 Se admite ca unghiul de decupare s fie marcat prin dou linii cu lungimea de 10 mm i grosimea de 2 mm, trasate la colurile formatului (fig.1.7). n cazul formatelor A4 i A3 elementele grafice sunt prezentate n figura 1.8.
1.3.3.Linii utilizate n desenul tehnicPentru executarea desenelor tehnice se folosesc mai multe tipuri de linii (linie continu, linie ntrerupt, linie punct i linie dou puncte ) a cror grosime este mprit n dou clase: linie groas i linie subire (STAS 103-84). Fiecare linie folosit la ntocmirea desenelor tehnice de un anumit tip i de o anumit clas de grosime, sau de o combinaie a celor dou clase, se simbolizeaz printr-o liter, astfel: cu litera A, se simbolizeaz linia continu groas, avnd grosimea b = 0,18 2 mm (b fiind grosimea de baz a liniilor), cu litera B, linia continu subire, avnd grosimea egal cu b/3, cu litera C, linia continu subire ondulat, cu litera D, linia continu subire trasat n zig-zag, cu litera E, linia ntrerupt groas, cu litera F, linia ntrerupt subire, cu litere G, linia-punct subire, cu litere H, linia-punct mixt, cu litera I, linia-punct groas,
desen tehnic industrial
13
cu litera K, linia-dou puncte subire. Grosimea liniilor de tipul A se alege din urmtorul ir de valori: 2; 1,4; 1; 0,7; 0,5; 0,35; 0,25; 0,18 mm, n funcie de mrimea, complexitatea i natura desenului. Grosimea de baz b a liniilor trebuie s fie aceeai pentru toate reprezentrile unei piese (pentru un desen dat) i sunt desenate la aceeai scar. n cazul liniei ntrerupte, liniei punct i liniei dou puncte, lungimea segmentului i a intervalelor se menin la valori dimensionale constante pentru acelai desen. Linia punct i liniile dou puncte ncep i se termin cu segmente. Rezultatul interseciei a dou segmente aparinnd a dou astfel de linii va fi punctul lor de intersecie, iar distana dintre dou linii paralele trasate pe un desen nu trebuie s fie mai mic dect dublul grosimii liniei celei mai groase. Se recomand ca aceast distan s fie de minimum 1 mm. Cteva exemple grafice de utilizare a liniilor n desenul tehnic vor fi edificatoare nu numai n ceea ce privete locul i modul de folosire al diferitelor tipuri de linii. Aceste exemple vor accentua importana cunoaterii simbolismului acestor linii pentru descifrarea i/sau citirea i interpretarea informaiilor cuprinse ntr-un desen tehnic i transmise prin intermediul acelui desen. Cu linie continu groas (tipul A) se traseaz: contururile i muchiile reale vizibile pentru piesele reprezentate n vedere i n seciune (fig.1.9), liniile de vrf la reprezentarea filetelor (fig.1.10), chenarul formatelor standardizate. Cu linie continu subire (tipul B) se traseaz: muchiile fictive reprezentate n vedere sau n seciune (fig.1.11), liniile de cot, liniile ajuttoare i liniile de indicaie (folosite la cotarea desenelor) (fig.1.12), haurile convenionale utilizate la reprezentarea seciunilor (fig.1.9), liniile care delimiteaz diametrul interior al profilului suprafeelor filetate (fig.1.10), liniile care definesc centrul cercurilor cu diametru mai mic de 10 mm.
14
desen tehnic industrial
Fig.1.9 Fig.1.10 Cu linie continu subire ondulat (tipul C) se traseaz: liniile de ruptur la piesele metalice (fig.1.13). Cu linie continu subire n zigzag (tipul D) se traseaz: liniile de ruptur la piesele din lemn (fig.1.14). Cu linie ntrerupt subire (tipul F) se traseaz: contururile i muchiile reale acoperite ale pieselor (fig.1.15).
Fig.1.11
Fig.1.12
Fig.1.13 Fig.1.14 Fig.1.15 Cu linie-punct subire (tipul G) se traseaz: liniile de ax i urma planului de simetrie, cercurile i generatoarele suprafeelor de rostogolire (divizare) la roile dinate (fig.1.16), elemente rabtute n planul seciunii (fig.1.17),
desen tehnic industrial
15
liniile care definesc centru cercurilor cu diametru mai mare de 10 mm.
Fig.1.16 Fig.1.17 Cu linie-punct mixt (tipul H) se traseaz: traseele utilizate n reprezentarea seciunilor. Cu linie-punct groas (tipul I) se traseaz: poriunea din suprafaa unei piese care urmeaz s fie supus unor tratamente termice superficiale, sau de acoperire; linia punct-groas se traseaz n afara liniei de contur la o distan mic pe poriunea util (fig.1.18), conturul piesei finite pe desenele de semifabricate. Cu linie-dou puncte subire (tipul K) se traseaz: conturul pieselor nvecinate, poziiile intermediare i extreme de micare ale pieselor mobile, liniile centrelor de greutate, cnd acestea nu coincid cu liniile de ax.Clit la 56-58 HRC
Fig.1.18
1.3.4.Scrierea n desenul tehnicPe desenele tehnice, pentru scrierea cotelor, a simbolurilor sau textelor, se folosesc litere latine, greceti sau chirilice i cifrele arabe sau
16
desen tehnic industrial
romane. Standardul SR ISO 3098/1:1993 stabilete modul de scriere cu mna liber sau cu ablonul, precum i caracteristicile scrierii tehnice. Se pot folosi dou moduri de scriere: scrierea cu caractere nclinate la 75 spre dreapta i scrierea cu caractere perpendiculare fa de linia de baz a rndului. Pe acelai desen sau documentaie tehnic, se poate folosi numai unul din cele dou moduri de scriere. Dimensiunea nominal a scrierii este nlimea h [mm] a literelor mari, aleas potrivit scopului, din irul de dimensiuni standardizate prezentate mai jos: h = 2,5; 3,5; 5,0; 7,0; 10,0; 14,0; 20,0 mm, precum i alte dimensiuni nominale obinute prin multiplicarea cu 10 a acestor valori. Grosimea de trasare a scrierii tip A (ngustat) este de 1/14 din grosimea h a scrierii (fig.1.19), iar pentru scrierea tip B (obinuit), grosimea este de 1/10 din dimensiunea h (fig.1.20) i este egal cu distana dintre liniile reelei cu ajutorul creia sunt determinate caracteristicile scrierii.
Fig.1.19
desen tehnic industrial
17
Fig.1.20 nlimea literelor mici cu depire (b, d, f, g, h, j, k, l, p, q, y) este egal cu dimensiunea nominal h a scrierii. Dac ntre dou litere sau cifre alturate se formeaz un spaiu aparent mai mare dect cel prescris, acesta se poate restrnge astfel nct ele s apar uniform deprtate. Dimensiunile indicilor i exponenilor sunt aproximativ jumtate din dimensiunea literelor i cifrelor, dar nu mai mici de 2,5 mm.
1.3.5.Indicatorul i tabelul de componen ale desenului tehnicIndicatorul se aplic pe toate desenele care alctuiesc documentaia tehnic, avnd ca scop cuprinderea i redarea datelor necesare identificrii acestuia. n standardul SR ISO 7200:1994 se stabilete ca indicatorul s fie alctuit din unul sau mai multe dreptunghiuri alturate care pot fi subdivizate n rubrici. n indicator, informaiile sunt grupate n dou zone: zona de identificare i zona de informaii suplimentare.
18
desen tehnic industrial
Zona de identificare va cuprinde: numrul de nregistrare sau de identificare a desenului, denumirea desenului, numele proprietarului legal al desenului. Zona de informaii suplimentare va cuprinde: informaii indicative, informaii tehnice, informaii de ordin administrativ. Informaiile indicative se refer la simbolul care indic metoda de proiectare, scara principal a desenului, unitatea de msur a dimensiunilor liniare, dac este diferit de milimetru. Aceste informaii nu sunt obligatorii, ele fiind trecute pe desen numai n cazul n care reprezentarea nu poate fi neleas. Informaiile tehnice se refer la: metoda de indicare a strii suprafeelor, a toleranelor geometrice de form i poziie relativ, a toleranelor generale referitoare la dimensiuni liniare i unghiulare, precum i la orice standard din acest domeniu. Informaiile administrative se refer la: formatul desenului, data primei ediii a desenului, precum i numele persoanelor care au contribuit la ntocmirea desenului respectiv. Avnd n vedere precizrile standardului SR ISO 7200:1994 cu privire la posibilitatea de a ntocmi indicatoare proprii, de firm, pe baza acestor principii generale, cadrele didactice de la disciplina de Geometrie Descriptiv i Desen Tehnic a Facultii de Inginerie s-au preocupat de aceast problem fcnd propunerea ca toate desenele elaborate n cadrul activitilor cu caracter practic-aplicativ desfurate cu studenii s aib forma i coninutul celui prezentat n figura 1.21 (Acest model de indicator ar putea constitui un element care s personalizeze desenele executate n cadrul diferitelor activiti susinute de desene tehnice executate n cadrul Universitii Lucian Blaga din Sibiu). Indicatorul va fi amplasat n colul din dreapta jos al formatului, pe chenar, n poziia de citire obinuit a reprezentrii. La trasarea indicatorului se folosete linia continu groas (A) i linia continu subire (B). Pentru desenele de ansamblu se utilizeaz tabelul de componen, n care sunt prezentate elementele care compun un ansamblu funcional. Forma i dimensiunile tabelului de componen sunt redate n figura 1.22, conform STAS 282-86.
desen tehnic industrial
19
E/AA0 A1 A2 A3 A4
Proiectat Desenat Verificat Masa net:
Denumirea reperului Denumirea ansambluluiCodul alfanumeric al desenului ITM 112-01-04.08Nr. de planse
AprobatUniversitatea Lucian Blaga Sibiu Facultatea de Inginerie
Data:
Fig.1.21
Fig.1.22 Tabelul de componen se completeaz de jos n sus, iar cnd este executat pe format A4, poate fi completat i de sus n jos, cu urmtoarele texte corespunztoare csuelor: a - numrul de poziie al reperului, potrivit poziionrii elementelor componente din desenul de ansamblu, b - denumirea elementului component. Denumirea elementului se scrie pe scurt, dar fr prescurtri, la singular i nearticulat. Pentru piesele standardizate, denumirea va fi conform standardului respectiv. Pentru aceste elemente nu se ntocmesc desene de execuie. c - numrul desenului n care reperul este reprezentat singur. Pentru piesele standardizate se nscrie numrul standardului sau codul elementului respectiv.
20
desen tehnic industrial
d - numrul de buci necesare produsului reprezentat n desen, e - marca (sau denumirea) i codul materialului, precum i numrul standardului sau al normei tehnice referitoare la material. Pentru materiale de uz curent, nscrierea codului sau a numrului standardului este facultativ. Nu se completeaz acest spaiu cnd materialul este prevzut n standardul produsului respectiv. f - observaii. n acest spaiu sunt nscrise date suplimentare cum sunt: numrul modelului folosit n turntorie (dac semifabricatul piesei se obine prin turnare), al matriei (dac semifabricatul se obine prin matriare), al unor scule i dispozitive utilizate n procesul tehnologic de obinere a piesei respective (procesul de conversie), caracteristici dimensionale, etc. g - masa net a unei buci din elementul respectiv.
Fig.1.23 n csuele care vor rmne necompletate se traseaz o linie orizontal. Nu este admis folosirea cuvntului idem sau a ghilimelelor. Tabelul de componen se aplic pe toate desenele de ansamblu, sau se execut pe un alt format, separat de desenul de ansamblu (de obicei este folosit formatul A4), deasupra indicatorului i servete la identificarea elementelor componente ale acestuia. El poate fi ntrerupt n dreptul unei proiecii desenate i continuat deasupra ei, sau se amplaseaz lng indicator (fig.1.23), n care caz se traseaz din nou capul tabelului.
desen tehnic industrial
21
1.4 Teme1.n desenele alturate (fig.1.24) identificai tipurile de linii utilizate: a) linie de cot, linie punct-subire i linie de ax; b) linii ajuttoare, linie punct i linie de indicaie; c) linie groas, linie punct-subire i linie de ruptur;
Fig.1.24
`2. S se identifice, s se enumere i s se explice tipurile de linii utilizate n figura 1.25.
Figura 1.25.
22
desen tehnic industrial
3. . Linia punct groas este utilizat n realizarea desenelor tehnice la:a. b. c.
trasarea axelor de simetrie i a centrelor de greutate ale pieselor; indicarea unor tratamente termice sau acoperiri de suprafa; trasarea conturului exterior al pieselor;
4.. Specificai care sunt tipurile de linii utilizate la realizarea reprezentrii grafice i n ce caz acestea mai pot fi utilizate (fig.23.1).
Fig.23.1
desen tehnic industrial
23
5. Reprezentarea liniei de ruptur pentru lemn se face cu:A. B. C.
linie goas pentru a se vedea ct mai bine ruptura; linie subire dou puncte pentru a diferenia conturul piesei; linie zig zag trasat cu linie continu subire;
desen tehnic industrial
29
Capitolul 2
REPREZENTAREA PIESELOR N PROIECIE ORTOGONAL 2.1.Sisteme de proiecien domeniul tehnic, ntre obiectul spaial i imaginea sa plan trebuie s existe o coresponden biunivoc, astfel nct ceea ce s-a dorit s se proiecteze, s se regseasc i n planul desenului realizat. Aceeai coresponden biunivoc exist i ntre desenul n plan al corpului spaial i materializarea acestuia, n limitele unei precizii de execuie proiectat. Corespondena biunivoc spaiu-plan a obiectelor realizat cu ajutorul geometriei descriptive, are n vedere urmtoarele axiome: AXIOMA 1: Orice corp geometric spaial, indiferent de complexitatea acestuia, poate fi descompus n corpuri geometrice simple (cilindru, con, prism, piramid etc.). AXIOMA 2: Fiecare corp geometric simplu are un numr finit de puncte caracteristice ce definesc relaia spaiu-plan a acestuia. AXIOMA 3: Orice punct spaial (inclusiv un punct caracteristic al unui corp geometric) poate fi proiectat n plan, dac i se asociaz un sistem de proiecie. Aadar, teoretic, cunoscnd proiecia punctului se poate obine imaginea plan a oricrui obiect spaial, indiferent de complexitatea acestuia. Sistemele de proiecie utilizate pentru proiecia plan a imaginilor spaiale sunt. sistemul central (sau conic) i sistemul paralel (sau cilindric). n ambele sisteme, corpurile spaiale pot fi reprezentate n proiecie axonometric (fig.2.1 reprezentarea axonometric n proiecie central, fig.2.2, fig.2.3 - reprezentarea axonometric n proiecie paralel ortogonal) sau n proiecie plan (fig.2.4 reprezentarea n proiecie paralel ortogonal plan). Detalii cu privire la utilizarea unuia sau a altuia dintre cele dou sisteme se regsesc n manualele de Geometrie Descriptiv.
30
desen tehnic industrial
Prin reprezentrile tehnice plane sau axonometrice se asigur comunicarea ntre specialitii din domeniu i transferul de informaii (de cele mai multe ori transferul de tehnologie folosete acelai suport i anume desenul tehnic), de aici rezultnd i importana cunoaterii acestui limbaj de comunicare prin desen.Reprezentare axonometric n proiecie ortogonal (izometric)
Reprezentare axonometric n proiecie central (conic)
Fig.2.1 Fig.2.2 Imaginile, sau proieciile utilizate pentru nelegerea complet a configuraiei unei piese i a desenului acesteia sunt (STAS 105-87 Desene tehnice. Reguli de reprezentare i notare a vederilor i a seciunilor n desenele industriale): reprezentarea n vedere, reprezentarea n seciune, reprezentarea rupturilor. Utiliznd o combinaie corect a acestora i o amplasare corespunztoare pe coala de hrtie, n final se va obine un desen cu ajutorul cruia putem realiza construcia corespunztoare a piesei (generarea suprafeelor piesei cu ajutorul unui proces de conversie, sau proces tehnologic).
desen tehnic industrial
31
2.2.Reprezentarea pieselor n vedere. Reguli de reprezentareSistemul tridimensional cunoscut, permite realizarea proieciilor unei piese dup cele ase direcii reciproc perpendiculare. Astfel, proiecia european utilizat n ara noastr consider obiectul spaial ca fiind situat ntre observatorul uman i planul de proiecie, spre deosebire de proiecia american care interpune planul de proiecie ntre obiectul de proiectat i observatorul uman. Dispunerea proieciilor pe planul de proiecie, conform STAS 614-76 rezulta prin desfurarea unui cub de proiecie n interiorul cruia se afl obiectul de reprezentat grafic, care se proiecteaz pe partea interioar a feelor acestui cub (fig.2.3). Proiecia principal (proiecia din fa). dup direcia principal de proiecie A - se alege astfel nct s defineasc cele mai multe detalii de form i/sau poziia de funcionare ale piesei sau corpului geometric spaial. Dup desfurarea cubului de proiecie, proieciile obinute pe feele interioare ale cubului vor fi astfel dispuse (fig.2.4): proiecia principal este proiecia obinut dup direcia A, proiecia de jos este proiecia obinut dup direcia B, pe un plan de nivel (plan paralel cu planul orizontal de proiecie) i este dispus deasupra proieciei principale, proiecia de sus este proiecia obinut dup direcia C, pe cel de-al doilea plan de nivel al cubului de proiecie (care poate fi considerat planul orizontal de proiecie) i este dispus sub proiecia principal, proiecia din dreapta este proiecia obinut dup direcia D, pe planul lateral stnga (respectiv dreapta n cazul proieciei americane) i este dispus n stnga proieciei principale (respectiv n dreapta n cazul proieciei americane), proiecia din stnga este proiecia obinut dup direcia E, pe planul lateral dreapta (respectiv stnga n cazul proieciei americane) i este dispus n dreapta proieciei principale (respectiv n stnga n cazul proieciei americane), proiecia din spate este proiecia obinut dup direcia F, pe un plan de front, situat n faa piesei i este dispus n dreapta proieciei din stnga, sau n stnga proieciei din dreapta.
32
desen tehnic industrial
Fig.2.3
Fig.2.4
desen tehnic industrial
33
2VEDEREA este reprezentarea n proiecie ortogonal pe un plan a unei piese nesecionate i se realizeaz prin proiectarea n totalitate a elementelor vzute de observatorul uman, conform regulilor geometriei descriptive (fig.2.3, fig.2.4). La reprezentarea n vedere, conturul aparent i muchiile vizibile reale rezultate din intersecii ale suprafeelor se traseaz cu linie continu groas iar cele acoperite, sau golurile interioare ale pieselor, se traseaz cu linie subire ntrerupt. (fig.2.5).
Fig.2.6
Fig.2.7
Fig.2.5
Fig.2.8
Vederile pariale sunt utilizate n scopul reduceri spaiului ocupat de desen i sunt realizate prin trasarea liniilor de contur limitate de linii de ruptur (fig.2.8). Muchiile fictive se traseaz cu linie subire, acestea reprezentnd intersecii imaginare ale pieselor rotunjire prin racordate. Dac n proiecie muchia fictiv nu se confund cu o linie de contur atunci linia subire care va fi trasat nu va atinge liniile de contur, muchiile reale de intersecie sau alte muchii fictive, distana pn la acestea fiind de 2 - 3 mm (fig.2.7).
34
desen tehnic industrial
Dac la o suprafa nclinat, rezult dou muchii fictive paralele sau concentrice la o distan mai mic de 5 mm n proiecie se va reprezenta muchia fictiv notat cu m1 cea mai apropiat de conturul piesei (fig.2.7). La reprezentarea corpurilor prismatice, a trunchiurilor de piramid i poriunile de cilindrii teite plan se va trasa cu linie continu subire diagonalele acestor suprafee pentru a scoate n eviden poriunile plane ale acestor piese (fig.2.8). Suprafeele striate, care au un relief mrunt uniform, se reprezint n vedere numai pe o mic poriune a conturului (fig.2.9).
Fig.2.9
2.3.Reprezentarea pieselor n seciuneAnaliznd cele prezentate anterior rezult c pentru a determina configuraia unei piese uneori nu sunt suficiente cele ase proiecii n vedere, deoarece suprafeele interioare nu pot fi puse n eviden. Spre exemplificare, n figura 2.10 a, b, c, d, e, f, este prezentat multitudinea de forme pe care o poate avea piesa n interiorul ei, motiv pentru care este nevoie de reprezentarea sa n seciune i, astfel, s se descopere formele ascunse vederii. La reprezentarea pieselor n seciune intervin o serie de elemente convenionale, simbolizri, reguli i norme de reprezentare, prezentate i analizate prin ordonarea i gruparea lor n urmtoarea configuraie: (1) seciunea, (2) traseul de secionare, (3) ruptura i (4) hauri utilizate.
desen tehnic industrial
35
Fig.2.10
2.3.1.Clasificarea seciunilor. Reguli de reprezentare a pieselor secionate2SECIUNEA este reprezentarea n proiecie ortogonal pe un plan a unei piese, aa cum ar arta aceasta dac ar fi intersectat cu un plan imaginar, numit plan de secionare, iar poriunea din pies aflat ntre observatorul uman i suprafaa de secionare ar fi ndeprtat (fig.2.11). 2TRASEUL DE SECIONARE Traseul de secionare reprezint urma planului de secionare pe planul de proiecie i se traseaz cu linie punct subire, avnd la extremiti, sau n punctele unde i schimb direcia, segmente ngroate (fig.2.12). Direcia de proiectare a seciunii se indic prin sgei care se execut cu vrful pe extremitile traseului de secionare (fig.2.10, fig.2.12, fig.2.13). Traseele de secionare se noteaz cu litere mari, folosind aceeai liter pentru un singur traseu, iar deasupra seciunii se indic literele corespunztoare traseului (fig.2.13 a i b). Literele pot fi nscrise i n punctele unde traseul de secionare i schimb direcia (fig.2.13, fig.2.16). Dac planul de secionare se suprapune peste o muchie real atunci pe poriunea comun se reprezint muchia piesei.
36
desen tehnic industrial
B A
A
A
A A
Fig.2.12
Fig.2.13 a
Fig.2.13 bB
Fig.2.11B
Modul n care se reprezint un obiect este determinat de geometria sa, de poziia fa de reperele sistemului de proiecie ales pentru aceasta, de necesitatea de a pune n eviden anumite aspecte funcionale, tehnologice, condiii care conduc la obinerea unor reprezentri ct mai clare i care permit citirea i interpretarea desenului n mod corect i complet, .a. n acest sens, n literatura de specialitate, seciunile se clasific dup ase criterii: (1) dup modul de reprezentare pe desen, (2) dup poziia planului de secionare fa de planul orizontal de proiecie, (3) dup poziia planului de secionare fa de axa de simetrie a piesei, (4) dup forma suprafeei de secionare, (5) dup proporia n care se face secionarea, (6) dup poziia pe desen a seciunilor propriu-zise fa de proiecia principal. 1. Dup modul de reprezentare pe desen: seciune cu vedere, cnd se reprezint n desen att seciunea propriu-zis, ct i partea piesei aflat n spatele planului de secionare proiectat n vedere (fig.2.11 - dup direcia A, fig.2.13 a imagine obinut prin proiectare dup direcia A din figura 2.9),
desen tehnic industrial
37
seciune propriu-zis, cnd se reprezint numai conturul figurii rezultate din intersecia piesei cu planul de secionare (fig.2.11 dup direcia B, fig.2.11 b imagine obinut prin proiectare dup direcia B din figura 2.9). 2. Dup poziia planului de secionare fa de planul orizontal de proiecie: seciune orizontal, dac planul de secionare este un plan paralel cu planul orizontal de proiecie (plan de nivel), seciune vertical, planul de secionare este un plan perpendicular pe planul orizontal de proiecie (plan de front) (fig.2.13, traseul A-A i BB),
Fig.2.14 seciune nclinat, dac planul de secionare are o poziie oarecare fa de planul orizontal de proiecie (fig.2.14). 3. Dup poziia planului de secionare fa de axa de simetrie a piesei: seciune longitudinal, dac planul de secionare conine, sau este paralel cu axa longitudinal a piesei, seciune transversal, dac planul de secionare este perpendicular pe axa de simetrie principal a piesei (fig.2.11, fig.2.13).
38
desen tehnic industrial
4. Dup forma suprafeei de secionare: seciune plan, dac suprafaa de secionare este un plan (fig.2.11), seciune frnt, dac suprafaa de secionare este format din dou, sau mai multe plane consecutiv concurente sub un unghi diferit de 90o; n aceste cazuri, elementele cuprinse n planele nclinate se rotesc mpreun cu acestea pn devin paralele cu planul de proiecie pe care urmeaz a fi proiectate (fig.2.15), seciune n trepte, dac suprafaa de secionare este format din dou sau mai multe plane consecutiv concurente sub un unghi de 90o (fig.2.16),
Fig.2.15 Fig.2.16 seciune cilindric, dac suprafaa de secionare este cilindric, iar seciunea este reprezentat desfurat pe unul din planele de proiecie (fig.2.17).
Fig.2.17
desen tehnic industrial
39
5. Dup proporia n care se face secionarea: seciune complet, dac n proiecia respectiv obiectul este reprezentat n ntregime n seciune (fig.2.15, fig.2.17), seciune parial (ruptur), dac o parte a obiectului este reprezentat n seciune i alta n vedere, dac planul de secionare nu intersecteaz dintr-o parte n alta piesa, sau cnd poriunea reprezentat n seciune este delimitat de restul piesei printr-o linie de ruptur (fig.2.18). Seciunile propriu-zise ca de altfel toate seciunile - sunt utilizate n scopul reducerii numrului de proiecii necesare determinrii configuraiei pieselor i, la rndul lor, se clasific astfel:
Fig.2.18 Dup poziia pe desen a seciunilor propriu-zise fa de proiecia principal: seciune obinuit, dac seciunea se reprezint n afara conturului proieciei (fig.2.19 a),
Fig.2.19 seciune deplasat, dac seciunea se reprezint deplasat de-a lungul traseului de secionare, n afara conturului proieciei (fig.2.19 b), seciune suprapus, este seciunea care se reprezint suprapus peste reprezentarea n vedere; n acest caz, conturul seciunilor suprapuse peste vedere se traseaz cu linie continu subire (fig.2.19 c),
40
desen tehnic industrial
seciune intercalat, dac seciunea se reprezint n intervalul de ruptur dintre dou pri ale aceleiai proiecii a piesei (fig.2.19 d).
2.3.2.Reprezentarea rupturilor. Reguli de reprezentare n ruptur a pieselor2RUPTURA (SECIUNEA PARIAL) este reprezentarea unei piese n proiecie ortogonal, din care se ndeprteaz o anumit parte, separnd-o de restul piesei printr-o suprafa neregulat (fig.2.18). Ruptura se execut n scopul: reducerii spaiului ocupat pe desen de reprezentarea piesei, reprezentrii unor poriuni din pies care la reprezentarea n alte proiecii (vederi, sau seciuni) sunt acoperite vederii. Linia de ruptur se traseaz cu linie continu subire ondulat, pentru piesele din materiale metalice i nemetalice, excepie fcnd piesele executate din lemn, unde linia de ruptur este o linie trasat n zig-zag (fig.2.18). La reprezentarea rupturilor, trebuie avute n vedere urmtoarele reguli: Linia de ruptur nu trebuie s coincid cu o muchie sau cu o linie de contur, sau s fie trasat n prelungirea acestora. n cazul reprezentrilor obiectelor simetrice pe jumtate sau pe sfert, sau jumtate vedere-jumtate seciune, linia de ruptur nu se traseaz, ea fiind nlocuit de linia de ax (fig.2.21).
2.3.4.Norme generale pentru reprezentarea seciunilorPiesele pline (uruburi, tifturi, nituri , osii, pene, arbori, spiele roilor de mn, nervuri) n proiecie longitudinal se reprezint n vedere, chiar dac planul de secionare trece prin axa lor de simetrie sau printr-o parte din ele. Dac planul de secionare taie o nervur n lungul ei aceasta se reprezint n vedere (nehaurat) i dac nervura este tiat transversal se va reprezenta n seciune (haurat) (fig.2.20).
desen tehnic industrial
41
Fig.2.20 Piesele care admit plane de simetrie se pot reprezenta n desen combinat, jumtate vedere jumtate seciune, respectndu-se urmtoarele reguli (fig.2.21): n proiecie pe planul vertical, [V], se reprezint n vedere partea din stnga axei de simetrie, iar n seciune partea din dreapta acestei axe, n proiecie pe planul orizontal, [H], se reprezint n vedere partea de deasupra axei de simetrie, iar n seciune partea de sub ax, n proiecie pe planul lateral, [L], se reprezint n vedere partea din stnga axei de simetrie, iar n seciune partea din dreapta axei. n cazul reprezentrii unui detaliu la o scar de mrire, pentru o mai bun nelegere a desenului respectiv, detaliul respectiv va fi nscris ntr-un cerc pe proiecia n cauz i se reprezint separat; reprezentarea detaliului se va face la o scar de mrire i va fi limitat de o linie de ruptur (fig.2.22). Proieciile nclinate se reprezint pe un plan ajuttor de proiecie, paralel cu suprafaa respectiv, sau rotite fa de poziia rezultat din proiecie, situaie n care se indic simbolul de rotaie deasupra reprezentrii, dup litera de identificare a proieciei.
42
desen tehnic industrial
Fig.2.22
Fig.2.21 Fig.2.23 Simbolurile prin care se noteaz proieciile reprezentate rotit sau desfaurat, indiferent de sensul de rotire sau de desfurare, se traseaz cu linie de aceeai grosime cu literele dup care sunt nscrise i de aceeai mrime cu ele. La reprezentarea ntrerupt a unui obiect, folosind o linie de ruptur, numrul elementelor identice care se repet se specific cu ajutorul unei linii de indicaie. Reprezentarea corect a roilor de manevr este indicat n figura 2.23, unde se observ c spiele sunt reprezentate n vedere, chiar dac planul de secionare trece prin axa lor. Obiectele simetrice se pot reprezenta pe jumtate sau numai pe sfert pentru a reduce astfel spaiul ocupat n desen. n aceste situaii, axele de
desen tehnic industrial
43
simetrie se noteaz la fiecare capt prin dou liniue paralele subiri, perpendiculare pe ax sau prin depirea liniei de ax cu linia de contur a piesei cu 2..3 mm (fig.2.24). Elementele unei piese care se repet identic pe aceeai proiecie (cum sunt gurile, danturile, etc.), pot fi reprezentate complet o singur dat, n poziii extreme, sau pe o mic poriune, restul elementelor identice fiind reprezentate convenional simplificat (fig.2.25).
Fig.2.24 Fig.2.25 Conturul pieselor sau ansamblurilor nvecinate se traseaz cu liniedou-puncte-subire, dac acestea contribuie la nelegerea interdependenei dintre piese. Piesele nvecinate nu se haureaz, chiar dac sunt reprezentate n seciune (fig.2.26). Conturul pieselor mobile, aflate n poziie extrem sau intermediar de micare se traseaz cu linie dou-puncte-subire. Piesele astfel poziionate nu se haureaz, chiar dac sunt reprezentate n seciune (fig.2.27). n documentaiile tehnologice se accept urmtoarele reguli de reprezentare: pe desenele din planurile de operaii i din fiele tehnologice, conturul suprafeelor neprelucrate n operaia prevzut n fia tehnologic dat se traseaz cu linie subire, iar conturul suprafeelor care urmeaz s fie prelucrate n operaia respectiv, cu linie continu groas (fig.2.28),
44
desen tehnic industrialconturul adausului de prelucrare pe desenele de piese finite i conturul pieselor finite pe desenele de semifabricate, se traseaz cu linie punct groas (fig.2.29).
Fig.2.26
Fig.2.27
Fig.2.28
Fig.2.29
2.3.5.Hauri utilizate n desenul tehnicHaurarea reprezint notarea convenional grafic pe desen a diferitelor tipuri de materiale (STAS 104-80). Pentru diferite materiale din care sunt confecionate obiectele, standardul menionat stabilete forma i aspectul haurilor, potrivit reprezentrilor din figura 2.30.
desen tehnic industrialmetal beton
45
materiale nemetalice
bobine, nfurri electrice
hrtie, carton
tole transformator
lemn (seciune transversal)
lemn (seciune longitudinal)
sticl
lichide
Fig.2.30 Prile pline ale pieselor metalice secionate se haureaz cu linie continu subire, nclinat la un unghi de 45 spre dreapta sau spre stnga fa de linia de contur a proieciei, fa de axa de simetrie a piesei sau fa de chenarul desenului. Distana ntre liniile de haura este de 0,5-6 mm i se alege n funcie de mrimea suprafeei haurate. Haurile tuturor seciunilor care se refer la aceeai pies se traseaz n acelai sens, cu aceeai nclinare i la aceeai distan. n cazul a dou sau mai multe piese alturate reprezentate n seciune, deosebirea unei piese fa de alta se face fie prin modificarea orientrii linilor de haur, fie modificnd desimea acestora (fig.2.31).
46
desen tehnic industrial
Fig.2.31 n cazul seciunilor n trepte, haurrile corespunztoare diferitelor trepte se traseaz n acelai sens, cu aceeai nclinare i distan, ns decalate ntre ele la fiecare schimbare de plan. Seciunile a cror lime nu depete 2 mm se pot negri complet, iar n cazul unor piese asamblate reprezentate n seciune, ntre conturul unei piese i urmtoarea pies se las un spaiu de 1-2 mm (fig.2.32).
Fig.2.32 Fig.2.33 Fig.2.34 n cazul n care anumite pri ale proieciei seciunii sunt nclinate la un unghi de 45o, haurile se traseaz nclinate la 30o, sau 60o cu scopul de a nu confunda tipul de material din care este confecionat piesa (fig.2.33). Haurile se ntrerup n poriunea unde ntlnesc o cot sau o inscripie (fig.2.34).
desen tehnic industrial
47
2.4 Teme1. Piesele pline (gen: nituri, uruburi, arbori, pene, nervuri, .a) secionate longitudinal se reprezint astfel:a. jumtate vedere, jumtate seciune. b. haurat parial (prin rupturi pariale, trasate cu linie subire ondulat). c. n vedere, chiar dac planul de secionare trece prin axa lor de simetrie, sau printr-o parte din ele. d. haurat n ntregime (seciune propriu-zis).
2. n desenele alturate (figurile 2.35 i 2.36) se aplic regulile de reprezentre a proieciilor n vedere. Identificai i enunai aceste reguli.
Fig.2.35
Fig.2.36
48
desen tehnic industrial
3.Dup poziia planului de secionare fa de planul orizontal de proiecie, seciunile se clasific n: a) seciuni orizontale, verticale i frnte; b) seciuni orizontale, transversal i oblic; c) seciuni orizontale, verticale i nclinat. 4. Efectuai o seciune longitudinal vertical prin cotul prezentat n figura 2.36 .
5.Dup poziia pe desen a seciunilor propriu-zise fa de proiecia principal, seciunile se clasific n: A) seciuni orizontale, intercalate, deplasate i frnte; B) seciuni obinuit, deplasat, intercalat i suprapus; c) seciuni transversal, verticale deplasat, intercalat i nclinat; 6. Dup forma suprafeei de secionare, seciunile se clasific n: a) seciuni orizontale, intercalate, deplasate i frnte; b) seciuni plan, n trepte, cilindric i frnt; c) seciuni plan, verticale circular, intercalat i n trepte 7. S se defineasc vederea i s se reprezinte proiecia pe planul lateral i s se reprezinte muchiile acoperite ale piesei din imaginea alturat. figura 2.37.
desen tehnic industrial
49
Figura 2.37 8. Pentru piesa din imaginea 2.37 s se realizeze o seciune orizontal.
9. . S se reprezinte o seciune deplasat pentru piesa din figura 2.38, dup traseul de secionare indicat.
50
desen tehnic industrial
Figura 2.38
10. . S se deseneze o vedere parial pentru piesa din imaginea 2.39 dup direcia indicat (A), avnd n vedere c forma piesei este paralelipipedic.
A
Figura 2.39 11. Pentru a defini dispunerea proieciilor sunt suficiente proiecile reprezentate n figura 22.1:a. b. c.
da, pentru c se nelege configuraia piesei; nu, pentru c trebuia reprezentat i o seciune; nu, deoarece dispunerea proieciilor necesit realizarea a ase proieci pe ase direci diferite;
desen tehnic industrial
51
CAPITOLUL 2 ...................................................................................................................29REPREZENTAREA PIESELOR N PROIECIE ORTOGONAL....................................................................... 29 2.1.Sisteme de proiecie ............................................................................................................................................... 29 2.2.Reprezentarea pieselor n vedere. Reguli de reprezentare.................................................................................... 31 2.3.Reprezentarea pieselor n seciune .......................................................................................................................... 34
2.3.1.CLASIFICAREA SECIUNILOR. REGULI DE REPREZENTARE A PIESELOR SECIONATE....................................................................................................................35 2.3.2.REPREZENTAREA RUPTURILOR. REGULI DE REPREZENTARE N RUPTUR A PIESELOR.........................................................................................................................40 2.3.4.NORME GENERALE PENTRU REPREZENTAREA SECIUNILOR .......................40 2.3.5.HAURI UTILIZATE N DESENUL TEHNIC.............................................................442.4 Teme........................................................................................................................................................................... 47
desen tehnic industrial
61
Capitolul 3
COTAREA DESENELOR TEHNICE 3.1.Principii generale de cotareUn desen, pentru a putea fi folosit la executarea piesei pe care o reprezint trebuie s conin, pe lng toate tipurile de reprezentri necesare descrise n capitolul precedent (vederi, seciuni, rupturi) i valorile numerice ale dimensiunilor care definesc piesa respectiv (legarea dimensional a obiectului spaial imaginar, sau materializat ca se deseneaz, de imaginea sa plan desenul). Valoarea numeric a unei dimensiuni reprezint caracteristica geometric liniar, sau unghiular care stabilete mrimea unei piese, distana dintre dou elemente geometrice (puncte, linii, suprafee) ale aceleiai piese, sau distana dintre dou repere, pri componente ale aceluiai ansamblu, ori distana dintre dou ansambluri aflate ntr-o relaie funcional anume. Procedeul de determinare i de nscriere pe un desen de produs finit, sau o schi (termenii desen produs finit i schi vor fi definii ulterior), a dimensiunilor unui reper, sau ale unui ansamblu se numete cotare iar dimensiunea respectiv se numete cot. Exist trei modaliti de definire a cotelor (dimensiuni liniare, sau unghiulare): metoda analitic: care const n determinarea valorilor cotelor n urma unor calcule de dimensionare specifice (de exemplu, aplicnd cunotinele de mecanic, rezistena materialelor i organe de maini), metoda de relevare: n care dimensiunile diferitelor cote rezult prin msurarea direct a acestora pe piese materializate, sau pe desene de ansamblu (n cazul extragerii de detalii din desenul de ansamblu), metoda empiric: prin care valorile cotelor rezult n urma unor analize de natur ergonomic, estetic, de limitare a masei pieselor, etc. PRODUSUL FINIT, n sensul cel mai larg al termenului, semnific un complex de bunuri, servicii i idei care fac obiectul transferului de
62
desen tehnic industrial
proprietate, n condiii date. Aceast sintagm a cptat diverse conotaii n ultimul timp, astfel nct este utilizat chiar i n domeniul serviciilor (n turism se vorbete despre un produs turistic). n domeniul tehnic, produsul finit semnific un bun material realizat n urma unui proces de conversie a unui agregat de resurse format din: resurse materiale, resurse umane, resurse financiare i resurse informaionale.(i n cazul serviciilor sunt gestionate aceste resurse pentru atingerea obiectivelor organizaiei). Diferena esenial dintre produsul finit obinut n tehnic - printr-un proces tehnologic de modelare/transformare a materiei prime i/sau de generare a unei forme funcionale - i produsul finit din domeniul serviciilor const n faptul c produsul finit n tehnic poate fi o component funcional a altui produs, n timp ce produsul din servicii se consum odat cu serviciul oferit. Cotarea desenelor tehnice se efectueaz conform reglementrilor prevzute n standardul SR ISO 129:1994 (Desene tehnice. Cotare. Principii generale, definiii, metode de executare i indicaii speciale). Standardul definete produsul finit ca fiind o pies pregtit pentru montaj sau pentru punere n funciune, sau o construcie executat pornind de la un desen. Un produs finit poate fi i o pies care urmeaz s fie prelucrat ulterior (cazul pieselor sau a semifabricatelor turnate sau forjate). Acelai standard definete i elementul (geometric) ca fiind parte caracteristic a unei piese cum este o suprafa plan, cilindric, profilat, dou suprafee paralele, etc. Prin cotarea unui reper, a unui obiect desenat, sau a unei piese trebuie s se determine cu precizie toate dimensiunile necesare funcionrii i execuiei sale n cele mai bune condiii. Acest lucru este posibil prin nscrierea corect a tuturor valorilor dimensionale care definesc formele geometrice - cele funcionale i tehnologice - ale corpului geometric reprezentat n plan pe un desen. O reprezentare a unei piese este definit din punct de vedere dimensional printr-un ansamblu de cote care formeaz lanuri de dimensiuni. n cadrul acestor lanuri de dimensiuni exist componente primare, care trebuiesc respectate ntocmai la valorile prescrise pe desen i elemente secundare sau de nchidere a lanului dimensional care pot avea caracter informativ sau chiar auxiliar.
desen tehnic industrial
63
Stabilirea lanurilor de dimensiuni se face pornind de la baze de referin (baze de cotare funcionale i tehnologice, sau baze de aezare), convenabil alese n funcie de factorul funcional i de cel tehnologic. Prin baz se nelege un element fundamental (punct, linie, sau suprafa) n raport cu care se determin celelalte elemente geometrice (puncte, drepte, sau suprafee) ale unei piese, sau ansamblu de piese. Deosebim: baze funcionale - baze n raport cu care se determin univoc produsul finit; n scopul ndeplinirii rolului funcional pentru care a fost conceput i, de obicei, coincid cu bazele de cotare, baze tehnologice - baze n raport cu care se determin poziia unei piese n timpul execuiei acesteia, n raport cu dispozitivul de poziionare a piesei pe maina unealt, n raport cu scula prelucrtoare i cu maina unealt. Orice pies, considerat ca un solid rigid liber, are ase grade de libertate: deplasarea n lungul a trei axe reciproc perpendiculare, alese arbitrar i rotaia n jurul acestor trei axe. Ca urmare, pentru determinarea poziiei unei piese sunt necesare ase coordonate independente n raport cu trei plane reciproc perpendiculare. Aceste ase coordonate vor deveni ase mrimi independente care determin abaterile dimensionale - dup cele trei direcii - i abaterile de poziie ale piesei. Cele trei plane ale reperului se vor alege astfel nct s coincid cu bazele funcionale (suprafee ale piesei, sau ansamblului, impuse de funcionare), respectiv bazele tehnologice, care au stat la baza proiectrii produsului finit, sau care vor sta la baza execuiei acestuia. Fiecare din cele ase coordonate - n raport cu reperul funcional, respectiv tehnologic - care determin poziia piesei, va rezulta din rezolvarea unui lan de dimensiuni, constituind elementul rezultant al acestuia. Aadar, se vor rezolva attea lanuri de dimensiuni cte grade de libertate la deplasare, sau rotire are reperul considerat. (Despre lanuri de dimensiuni i rezolvarea lor se va discuta n capitolul Precizia produsului finit.) n scopul realizrii unei cotri ct mai simple i mai aerisite a desenelor, pentru ca citirea lor s se fac cu ct mai mult uurin, trebuie respectate o serie de principii, dintre care menionm pe urmtoarele:
64
desen tehnic industrial
la cotarea unui reper se va ine seama de analiza formelor geometrice simple precum i de studiul tehnologic fcut reperului (vezi i axiomele geometriei descriptive), cunoscndu-se formele simple din punct de vedere geometric (corpuri geometrice simple de revoluie sau prismatice cum sunt, de exemplu, conul, cilindrul, trunchiul de piramid, etc.), care contribuie la alctuirea formei finale a piesei se pot determina cotele importante care vor defini piesa n cauz, nainte de nceperea cotrii se determin suprafeele de referin (bazele) n raport cu care se vor defini cotele. Ca baze de cotare se pot alege: suprafee plane, prelucrate, perpendiculare pe planul proieciei care se coteaz, de regul avnd poziii extreme i care au un rol funcional, fiind relativ uor accesibile pentru msurarea respectivelor elemente geometrice ale piesei care sunt cotate lund ca baz suprafaa respectiv, planele de simetrie reprezentate n desen prin axele de simetrie ale piesei.
3.2.Elementele cotrii. Norme i reguli de cotarePrincipiile generale, definiii, metode de cotare, indicaii speciale, elementele cotrii, precum i regulile generale referitoare la execuia cotrii n reprezentrile grafice sunt reglementate de SR ISO 129:1994. Exceptnd cazurile n care sunt precizate ntr-o documentaie anex, toate informaiile privind definirea dimensional clar i complet exhaustiv a unei piese sau a unui element geometric al piesei trebuie s se regseasc nscrise direct pe desen. Pentru a defini corect imaginea plan a obiectului spaial (imaginar, sau real) sub form de schi sau desen de produs finit trebuie nscrise doar cotele strict necesare. Aceste cote se nscriu pe acele proiecii n care sunt reprezentate cel mai clar elementele geometrice la care se face referin (de obicei, pe proiecia principal care reprezint poziia de funcionare a reperului, sau piesei respective), astfel nct desenul s fie ct mai uor de citit, sau de neles (evitnd cotarea aceluiai element geometric pe dou
desen tehnic industrial
65
sau mai multe proiecii - ceea ce se numete supracotare). Cu alte cuvinte, o dimensiune a piesei se va nscrie o singur dat pe o singur proiecie i majoritatea cotelor se vor nscrie pe proiecia principal, care de obicei este o seciune. Toate dimensiunile liniare ale desenului unei piese se vor exprima n aceeai unitate de msur, fr indicarea simbolului unitii respective. n construcia de maini i aparate unitatea de msur este milimetrul pentru dimensiunile liniare i gradul pentru dimensiunile unghiulare - i n construcii i n industria textil este centimetrul. Pentru evitarea oricror confuzii, simbolul unitii predominante pe un desen poate fi precizat printr-o not, sau prin condiii tehnice. n cazul n care, din diverse motive, pe desen trebuie indicate alte uniti de msur (de exemplu Nm, pentru momente de rotaie, sau micrometrii, m, pentru rugozitate), simbolul acelei unitii trebuie s figureze mpreun cu valoarea numeric respectiv (sau se subnelege n cazul rugozitii v.cap. 5 Precizia produsului finit). Elementele cotrii, exemplificate prin figura 4.1, sunt: liniile ajuttoare de cot, liniile de cot, liniile de indicaie, extremitatea liniei de cot, punctul de origine (fig.4.5 b), cotele propriu-zise (valorile numerice ale dimensiunilor liniare, sau a celor unghiulare). n completarea acestor elemente ale cotrii se utilizeaz simbolurile obligatorii i auxiliare (tab.3.1). Simbolurile obligatorii i auxiliare utilizate la cotare se folosesc pentru a nelege ct mai corect forma geometric i profilul elementelor reprezentate i/sau pentru reducerea numrului de proiecii i creterea productivitii muncii n activitatea de desenare. n general, aceste simboluri preced cotele ce se nscriu pe desene. Modul de utilizare i de reprezentare grafic a simbolurilor obligatorii i a celor facultative se regsesc n tabelul 3.1 i pot fi identificate n exemplele grafice care urmeaz. 1.Liniile ajuttoare de cot - se traseaz cu linie continu subire conform STAS 103 - 84 ca de altfel i liniile de cot i liniile de indicaie - i indic suprafeele sau planele ntre care se face msurarea.
66
desen tehnic industrial
Tabelul 3.1 SIMBOLURI UTILIZATE LA COTAREA DESENELOR TEHNICE Simboluri obligatorii Simboluri facultative Simbolul Elementul Exemplu Simbolul Elementul Exemplu cotat de cotare cotat de cotare Latura Diametre 40 ptratului 50 R Raze de R 25 Conicitate 1:10 curbur M Filete M 24 nclinare 1:50 metrice SR sau Suprafee SR40 sau Egalitate sferice informativ a v.fig.4.18 S S50 dou cote Arce hex Suprafee hex 50 40 hexagonale Liniile ajuttoare sunt, n general, perpendiculare pe liniile de cot, depind linia de cot cu 2 - 4 mm (fig.3.1 a imagine intuitiv sau axonometric i fig.3.1 b n imagine plan n epur). Ca regul general, liniile ajuttoare i liniile de cot nu trebuie s intersecteze alte linii ale desenului (fig.3.1 a imagine intuitiv sau axonometric i fig.3.1 b n imagine plan n epur). Totui, n cazurile n care nu este posibil, nici o linie nu trebuie ntrerupt (linie ajuttoare sau linie de cot). Dac este necesar - n cazul desenelor relativ ncrcate, sau n cazul cotrii conicitilor (fig.3.2) - pentru claritatea cotrii se pot trasa liniile ajuttoare nclinate fa de linia de cot i paralele ntre ele (de exemplu, nclinate la 60 pentru a nu se confunda cu liniile de haur care, dup cum s-a prezentat n capitolul 2, sunt nclinate la 45). Liniile de construcie concurente precum i linia ajuttoare care trece prin intersecia lor trebuie prelungite puin dincolo de punctul lor de intersecie (fig.3.3 a, c).
desen tehnic industrial
67
Fig.3.1.a 2.Liniile de cot - se traseaz cu linie continu subire, paralel cu liniile de contur ale piesei (la o distan care s se pstreze i ntre liniile de cot paralele spre exemplu, aproximativ 7-10 mm de aceasta) (fig.3.1).
68
desen tehnic industrial
Fig.3.1.b Liniile de cot se traseaz fr ntrerupere chiar dac elementul la care se refer este reprezentat ntrerupt (cazul rupturilor executate la piesele de lungimi mari fig.3.4). Excepie se face cazul n care valorile cotelor se vor nscrie astfel nct acestea s fie citite dinspre baza colii de desen. O linie de ax sau o linie de contur nu se utilizeaz ca linie de cot, dar poate fi folosit ca linie ajuttoare de cot (fig.3.5 a) n cazul cotrii lungimii arcelor de cerc sau a unghiurilor, liniile de cot se pot executa i curbe (fig.3.5 c, d).
Fig.3.2
desen tehnic industrial
69
a
b
c
Fig.33 Fig.34 n situaia n care se coteaz diametre, raze de cerc cu centrul cunoscut sau necunoscut, liniile de cot pot fi i frnte (fig.36 a). 3.Extremitile liniei de cot i indicarea originii. Liniile de cot trebuie s aib extremiti precise (sgei sau bare oblice) sau, atunci cnd este cazul, se indic originea cotelor (fig.35 a). Standardul n vigoare (SR ISO 129:1994) specific dou tipuri de extremiti i un mod de indicare a originii, care sunt: sgeata, sub una din formele din figura 3.7. (nd n vedere tradiia n desenul tehnic, se recomand prin standard utilizarea sgeii din figura 38 a), bara oblic, reprezentat sub forma unei linii scurte, trasat la 45 (fig.39), indicarea originii se face cu ajutorul unui mic cerc, cu diametrul de aproximativ 4 mm (fig.310), Dimensiunea extremitilor trebuie s fie proporional cu dimensiunile desenului pe care se afl, dar nu mai mare dect este necesar pentru citirea desenului. Pe acelai desen se folosete un singur tip de sgeat. Cnd spaiul este limitat, sgeata poate fi nlocuit printr-o bar oblic sau printr-un punct (fig.311). Linia de cot este delimitat de sgei care pot fi dispuse din interior spre exterior, sau invers (fig.3.12 a, d) sau de bare oblice sau puncte i cnd este necesar se indic punctul de origine, dup cum s-a menionat. Dac spaiul nu permite altfel, cota se nscrie cu ajutorul unei linii de indicaie (fig.3.12 b. c).
70
desen tehnic industrial
a
b
punctul de origine c Fig.3.5 d
Fig.3.6
Fig.3.7
Fig.4.8 Fig.3.9 Fig.3.10 Fig.3.11
desen tehnic industrial
71
Fig.3.12 Dac sgeata liniei de cot ntlnete o linie de contur, n zona sgeii linia de contur se ntrerupe (fig.3.13), excepie face cazul n care se intersecteaz sgeata cu liniile de haur (fig.3.14). Linia de cot poate fi delimitat doar la unul din capete ntr-una din urmtoarele situaii: la cotarea razelor de racordare (fig.3.6, fig.3.15), la cotarea diametrelor a cror circumferin nu se reprezint complet (fig.3.16), la cotarea elementelor simetrice reprezentate prin proiecii combinate (jumtate vedere-jumtate seciune) sau simplificate (numai pe jumtate sau pe sfert) (fig3.17 a, fig.3.18),
Fig.3.13
Fig.3.14
72
desen tehnic industrial
Fig.3.15 la cotarea mai multor elemente succesive, paralele i simetrice fa de aceeai ax prezente pe proiecii complete (cotarea de diametre succesive dispuse de-a lungul aceleiai axe de simetrie), la cotarea fa de un punct de origine unghiular (fig.3.5) sau liniar (fig.3.19) ntr-un singur sens, sau n ambele sensuri.
Fig.3.16
Fig.3.17
desen tehnic industrial
73
Fig.3.18 4.Linia de indicaie. Linia de indicaie se traseaz cu linie continu subire i este destinat s completeze informaiile despre desen cu diverse observaii, prescripii (fig.3.6 b n cazul n care se indic grosimea piesei, fig.3.20 n cazul n care se indic elementele de identificare ale unei guri de centrare, sau poriunea pe care piesa se va trata i tratamentul termic prescris pentru aceasta, etc.), cote care din lips de spaiu nu pot fi nscrise deasupra liniei de cot (fig.3.12), sau scurte indicaii cu caracter tehnologic. Liniile de indicaie, n funcie de rolul ndeplinit, pot fi: terminate cu un punct ngroat, dac se refer la o suprafa reprezentat n vedere (fig.3.2, fig.3.21 ), terminate cu o sgeat, dac se refer la o linie de contur (fig.3.20) i poate indica un tratament termic, sau scurte indicaii tehnice, tehnologice, sau cu privire la starea final a suprafeei respective culoarea, acoperirea de suprafa (cadmiat, nichelat, etc.) (fig.3.1), 5.Cotele propriu-zise - reprezint valorile numerice ale dimensiunilor liniare i/sau unghiulare ale elementelor geometrice specificate pe desen. Ele pot fi nsoite de diverse simboluri (tab.3.1) i se nscriu cu cifre arabe cu dimensiunea nominal mai mare de 4,5 mm (conform scrierii standardizate, SR ISO 4098/1...4-94) suficient de mare
74
desen tehnic industrial
pentru a se asigura o bun lizibilitate att a desenului original ct i a reproducerii sale prin diferite metode de copiere.punctul de origine
punctul de origine
Fig.3.19 Valorile cotelor se vor nscrie folosind una din urmtoarele dou metode: 2METODA 1: cotele sunt dispuse paralel cu liniile de cot i, de obicei, la mijloc, deasupra i la distan de acestea (figurile 3.1, 3.2, 3.20, 3.21, .a.), astfel nct s poat fi citite de jos sau din dreapta desenului (dinspre indicator); valorile nscrise deasupra liniilor de cot oblice trebuie orientate conform figurii 3.22. La rndul lor, valorile unghiulare pot fi orientate ca n figura 3.23, varianta a sau b. Este indicat folosirea acestei variante de nscriere a cotelor deoarece este o metod tradiional n activitatea de proiectare i pentru c nu necesit ntreruperea liniei de cot, operaie complementar care consum timp suplimentar pentru execuia grafic manual, sau chiar atunci cnd se utilizeaz calculatorul electronic. 2METODA 2: valorile cotelor se nscriu astfel nct s poat fi citite dinspre partea de jos a desenului i n cazul n care liniile de cot nu sunt orizontale, atunci acestea se ntrerup la aproximativ jumtate din lungimea lor fcndu-se astfel loc pentru nscrierea valorii numerice a dimensiunii liniare (fig.3.24) sau unghiulare respective (fig.3.25).
desen tehnic industrial
75
Fig.3.20
Fig.3.21 Standardul permite adaptarea modului de nscriere a cotelor la diferite situaii, astfel: pentru evitarea urmririi unor lungimi mari ale liniei de cot, valorile cotelor pot fi nscrise mai aproape de una din extremitile elementului geometric cotat i alternativ de o parte i de alta a axei de simetrie a piesei (fig.3.26, fig.3.28 nscrierea alternativ a cotelor),
76
desen tehnic industrial
aFig.3.22 Fig.3.23
b
Fig.3.24
Fig.3.25
40Fig.3.26 Fig.3.27 dac spaiul cuprins ntre dou linii ajuttoare de cot nu permite nscrierea corect a cotei, atunci valoarea numeric a dimensiunii respective se poate nscrie deasupra prelungirii liniei de cot (fig.3.21 dimensiunile 9 i 6), sau n exteriorul liniei de cot, la extremitatea unei linii de indicaie (fig.3.12 b, c), deasupra prelungirii liniei de cot atunci
desen tehnic industrial
77
cnd spaiul nu permite ntreruperea liniei de cot care nu este orizontal (fig.3.12 d), n cazul cotelor referitoare la pri ale unei piese care, n mod excepional, nu sunt desenate la scar (cu excepia vederilor ntrerupte fig.3.4), valoarea real a dimensiunii trebuie subliniat (fig.3.27).
Fig.3.28
3.4.Metode de cotareCotarea elementelor geometrice aflate de-a lungul unei piese se poate face prin urmtoarele metode: 2COTAREA N SERIE (N LAN, N SUCCESIUNE): care const n dispunerea cotelor una n continuarea celeilalte (fig.3.29, fig.3.30). Metoda se poate folosi pentru semifabricatelor obinute prin procedee primare (turnare, sau forjare) a diferitelor repere, sau chiar pentru piese finite care au o precizie sczut. Lanul de dimensiuni creat astfel conduce la nsumarea erorilor de prelucrare i fiecare dimensiune este influenat de precizia de prelucrare a dimensiunii din stnga i/sau din dreapta ei (de exemplu, precizia de
78
desen tehnic industrial
execuie a dimensiunii de 10 este funcie de propria-i precizie de execuie, de precizia de execuie a dimensiunilor de 9 i, respectiv, de 13 fig.3.29).
Fig.3.29 2COTAREA FA DE UN ELEMENT COMUN (COTAREA TEHNOLOGIC, SAU COTAREA N PARALEL): se aplic atunci cnd mai multe cote cu aceeai direcie au o origine comun, numit i baz de cotare (fig.3.31). Cotarea n paralel const n dispunerea unui anumit numr de linii de cot paralele una fa de cealalt, la o distan suficient (i constant pentru toate aceste dimensiuni) pentru a se putea nscrie fr dificultate cotele (metoda se folosete pentru dimensiuni funcionale, cu o precizie mai ridicat, fiecare dintre cote prelucrndu-se n limitele preciziei indicate pe desen, fr a fi influenate de preciziile celorlalte cote),
Fig.3.30
Fig.3.31
2COTAREA MIXT (COMBINAT): const n folosirea ambelor metode prezentate anterior n cadrul aceleiai proiecii (fig.3.20),
desen tehnic industrial
79
innd seama, de obicei, de rolul funcional al dimensiunilor n cauz (pentru cotele funcionale se folosete metoda mai precis - metoda de cotare tehnologic, iar pentru cele nefuncionale metoda de cotare n serie). 2COTAREA CU COTE SUPRAPUSE: este o cotare n paralel simplificat i este utilizat atunci cnd spaiul pentru nscrierea cotelor este insuficient (figurile 3.32 i 3.33) (a se observa corespondena dintre valorile numerice ale cotelor din figurile 3.31, 3.32 i 3.33).
Fig.3.32 Fig.3.33 Aceeai metod de cotare poate fi avantajoas i n cazul cotrii alezajelor (gurilor) multiple dispuse pe dou direcii (fig.3.34). 2COTAREA N COORDONATE (fig.4.34 b): poate fi folosit ca variant de cotare pentru piese de genul celei prezentate n figura 3.34 a.
Fig.3.34
80
desen tehnic industrial
3.5.Indicaii speciale de cotare2COTAREA COARDELOR, A ARCELOR DE CERC, A UNGHIURILOR I A RAZELOR se face ca n figura 3.5 b, c, d, iar n figura 3.35 se prezint cotarea unui reper care are mai multe raze.
Fig.3.35 2COTAREA ELEMENTELOR ECHIDISTANTE se poate face ntr-unul din urmtoarele moduri: dac elementele sunt dispuse la intervale liniare acestea pot fi cotate ca n figura 3.36, dac elementele sunt dispuse la intervale unghiulare, acestea pot fi cotate ca n figura 3.37, iar dac nu exist riscul de a aprea confuzii cotele pentru unghiurile intervalelor pot fi omise (fig.3.38).
Fig.3.36
Fig.3.37
desen tehnic industrial
81
Fig.3.38 2COTAREA TEITURILOR I A ADNCITURILOR: se face ntr-una din variantele prezentate n figura 3.39.
Fig.3.39 Dac toate teiturile reprezentate pe desen au aceeai valoare, acestea nu se mai coteaz, dar se face urmtoarea remarc la condiiile tehnice nscrise pe desen: Muchiile necotate se vor tei l x 45 , unde l reprezint nlimea trunchiului de con (fig.3.39). Cotarea teiturilor interioare i a celor exterioare presupune dou cazuri:
82
desen tehnic industrialdac semiunghiul teiturii este de 45 (fig.3.39 a, b), dac semiunghiul teiturii este diferit de 45 (fig.3.39 c, d).
2COTAREA SUPRAFEELOR CONICE I A NCLINAIILOR SUPRAFEELOR PRISMATICE: se face conform exemplelor prezentate n figura 3.40, a i b.
Fig.3.40 a
Fig.3.40 b 2COTAREA ELEMENTELOR DISPUSE SIMETRIC PE UN CERC, care se poate ntlni la piesele de tip flan, este redat n figura 3.41.
desen tehnic industrial
83
Fig.3.41
3.6.Clasificarea cotelorCotarea unei schie, sau a unui desen de produs finit executat la scar se face numai lund n considerare rolul funcional pe care trebuie s-l ndeplineasc reperul reprezentat n desen. Deoarece desenul de produs finit face legtura ntre proiectant i tehnolog, acesta din urm, dup citirea desenului trebuie s neleag care sunt elementele definitorii n funcionarea reperului reprezentat. Ca urmare a acestui fapt, schia, sau desenul, va trebui s cuprind doar dimensiunile funcionale. Nu se permite ca din motive tehnologice, s se treac pe o schi sau pe un desen de produs finit o cot ce poate periclita buna funcionare n limitele condiiilor impuse. Cotele care se nscriu pe desene se clasific dup dou criterii: Dup importana funcional a cotelor, acestea se clasific n:
84
desen tehnic industrial
cote (dimensiuni) nominale - rezultate n urma calculelor analitice de proiectare i dimensionare, stabilite pe baza unor criterii funcionale sau constructiv-tehnologice anterior stabilite, cote (dimensiuni) efective - rezultate n urma msurtorilor efective realizate pe un model existent. Acest tip de cote se ntlnesc frecvent la realizarea desenelor de releveu i se nscriu pe desen cu abateri impuse de condiiile de funcionare. Din punct de vedere al importanei i al rolului funcional (fig.3.42) deosebim:
Fig.3.42 cote funcionale F (sau principale) - care reprezint dimensiunile care particip direct la funcionarea reperului reprezentat (de obicei, aceste cote sunt direct tolerate pe desen, cote nefuncionale NF (secundare) - care se refer la dimensiuni care nu sunt eseniale pentru buna funcionare a reperului respectiv, dar care conin informaii referitoare la forma geometric a reperului, la masa acestuia, etc.(aceste cote sunt, de obicei, indirect tolerate pe desen, prin nscrierea n cadrul condiiilor tehnice a toleranelor pentru dimensiuni libere cote auxiliare (AUX) - care se refer la dimensiuni cu caracter informativ, menionate cu scopul de a se evita anumite calcule i/sau pentru determinarea uoar a dimensiunilor de gabarit (aceste cote nu se tolereaz).
desen tehnic industrial
85
Cotele auxiliare se nscriu, ntotdeauna, ntre paranteze pentru a nu crea confuzii i a nltura supracotarea desenelor. Dup criteriul geometrico-constructiv, cotele se clasific astfel: cote de poziie care, n general, sunt i cote funcionale, ele referindu-se la poziia fa de o baz de referin a unui element geometric important din componena reperului desenat (fig.3.43),
Fig.3.43 cote de form - care se refer la forma geometric a unui element geometric care aparine reperului desenat, cote de gabarit - care se refer, n general, la dimensiunile maxime ale reperului desenat.
3.7.Cotarea desenului de produs finitn proiectarea desenului de produs finit se au n vedere dou aspecte importante: rolul funcional, rolul tehnologic, de execuie dar i economicitatea soluiilor adoptate. n cadrul aspectelor funcionale se vor avea n vedere:
86
desen tehnic industrial
alegerea unui material potrivit cu condiiile de exploatare ale reperului, alegerea unui tratament termic potrivit att cu materialul, ct i cu condiiile de exploatare, precizia geometric trebuie s fie adecvat condiiilor de funcionare, definirea condiiilor de ergonomie, de estetic i privind proiectarea fiabilitii produsului, n cadrul aspectelor tehnologice proiectantul desenului va avea n vedere: modalitatea de obinere a semifabricatului, gradul i modul de prelucrare a materialului din care se execut reperul proiectat i desenat, soluiile economice de execuie a piesei desenate, Cotarea desenului de produs finit este considerat corect dac satisface urmtoarele condiii: definete fr ambiguitate produsul (relaia de biunivocitate ce trebuie s existe ntre imaginea spaial i imaginea plan a corpului geometric proiectat i desenat, ca form i dimensiune), asigur buna funcionare a produsului, permite cele mai largi tolerane de execuie (ntre tolerane de execuie mari i cost este o relaie de dependen direct, v.cap.5 Precizia produsului finit), evit supracotarea, Aceste condiii reclam ca nainte de nceperea operaiei de cotare s se fac o analiz ct mai complet a tuturor prioritilor n cadrul condiiilor restrictive impuse produsului. n acelai timp, se va ine seama de condiiile de funcionare ale reperului n ansamblul din care face parte, condiii care pn la urm se reduc la definirea jocurilor, sau a strngerilor dintre diferitele componente ale ansamblului.
desen tehnic industrial
87
3.8 TEME:1.Cotai desenul din figura 3.44.
Fig.3.442. S se coteze piesa din figura 3.45, cunoscnd c grosimea acesteia este de 6 mm.
Figura 3.45
3. Folosind metoda de cotare tehnologic realizai cotarea piesei din figura 3.46.
88
desen tehnic industrial
Fig. 3.46 4. S se coteze piesa din figura 3.47. .
Figura 3.47 5. Utiliznd elementele cotrii realizai cotarea piesei din figura 3.48
Fig.3.48
6. Exemplificai modul n care se realizeaz cotarea diametrelor succesive lapiesele din figura 3.49.
desen tehnic industrial
89
Fig. 3.49
7. . Avnd piesele din figur reprezentai piesele asamblate i cotai ajustajul format.
62
desen tehnic industrial
CAPITOLUL 3 ...................................................................................................................61Cotarea desenelor tehnice .............................................................................................................................................. 61 3.1.Principii generale de cotare ..................................................................................................................................... 61 3.2.Elementele cotrii. Norme i reguli de cotare......................................................................................................... 64 3.4.Metode de cotare....................................................................................................................................................... 77 3.5.Indicaii speciale de cotare ....................................................................................................................................... 80 3.6.Clasificarea cotelor ................................................................................................................................................... 83 3.7.Cotarea desenului de produs finit ........................................................................................................................... 85 3.8 Teme: ......................................................................................................................................................................... 87
desen tehnic industrial
87
Capitolul 4
PRECIZIA PRODUSULUI FINITProdusul finit1, n sensul cel mai larg al termenului, semnific un complex de bunuri, servicii i idei care fac obiectul transferului de proprietate, n condiii date. Acest termen a cptat diverse conotaii n ultimul timp, astfel nct chiar i n turism se vorbete despre un produs turistic. n domeniul tehnic produsul finit semnific un bun material realizat n urma unui proces de conversie a unui complex de materii prime (format din unul sau mai multe materiale). Procesul de conversie, numit i proces tehnologic, are un anumit grad de precizie care afecteaz precizia produsului finit prelucrat, sau realizat cu ajutorul unui anumit proces tehnologic. Aadar, precizia produsului finit este o funcie direct de precizia procesului de conversie. Prin precizia produsului finit se nelege gradul de concordan dintre produsul finit considerat (materializat) i modelul su teoretic (existent sub form grafic - ca desen al produsului finit), din punct de vedere al caracteristicilor fizico-chimici i mecanici, precum i al preciziei geometrice. Din aceast definiie se desprinde necesitatea ca desenul produsului finit s conin date i informaii cu privire la caracteristicile fizico-chimici i mecanici, respectiv referitoare la forma i precizia geometric a acestuia (fig.4.1). 2PRECIZIA CARACTERISTICILOR FIZICO-CHIMICI I MECANICI se refer la starea fizic a produsului finit (stare solid, gazoas, sau lichid), la compoziia sa chimic, precum i la proprietile mecanice ale acestuia (rezistena la rupere, la uzare, la ntindere, etc.) i fac obiectul de studiu al altor discipline de specialitate (fizic, chimie, studiul materialelor, tratamente termice, etc.). n cele ce urmeaz datele referitoare la caracteristicile fizico-chimici i mecanici vor fi prezentate n msura n care acestea intervin n realizarea desenului produsului finit.I.Lrrescu, Cosmina-Elena teiu, Tolerane, ajustaje, calcul cu tolerane, calibre, Editura tehnic, Bucurei, 1984.1
88
desen tehnic industrial
2PRECIZIA GEOMETRIC a produsului finit se compune din precizia dimensional, precizia formei geometrice, precizia poziiei relative a diferitelor elemente geometrice ale produsului finit (suprafee, muchii, axe, etc.) i rugozitatea suprafeelor (microgeometria suprafeelor, sau precizia calitii suprafeelor).
Fig.4.1
4.1.Precizia dimensional4.1.1.Dimensiuni, abateri, tolerane2n procesul de conversie a materiilor prime n produse finite, conversie care n domeniul construciilor de maini const n generarea de linii, unghiuri, suprafee i obinerea, n acest mod, de dimensiuni liniare, sau unghiulare, intervin ntotdeauna abateri de la modelul teoretic (desenul produsului finit) cauzate de imperfeciunea procesului tehnologic. Astfel, diferena dintre o dimensiune teoretic (nscris pe desen sub forma unei dimensiuni nominale) i dimensiunea real reprezint eroarea de prelucrare (eroarea de execuie, sau eroarea procesului tehnologic). Dimesiunea real - care definete suprafaa, sau muchia real reprezint suprafaa sau muchia care separ produsul finit, sub form2
Catalogul standardelor romne, Editura tehnic, Bucureti, 1996.
desen tehnic industrial
89
solid, de mediul nconjurtor. n tehnic operm cu dimensiunea efectiv care reprezint valoarea unei dimensiuni rezultat n urma msurrii acesteia i este o mrime a crei valoare depinde de precizia mijlocului de msurare i de valoarea diviziunii acestuia. Astfel, dac msurm o dimensiune cu un ubler care are valoarea diviziunii de 0,1 mm i obinem rezultatul de 19,6 mm, acesta reprezint dimensiunea efectiv, corespunztoare mijlocului de msurare folosit; dac aceeai dimensiune este msurat cu un micrometru cu diviziunea de 0,01 mm obinem rezultatul de 19,58 mm. Se poate pune ntrebarea care dintre cele dou valori obinute prin msurare este adevrat? Ambele valori sunt corecte i corespund preciziei de msurare a mijlocului de msurare folosit. Din acest exemplu rezult definiia erorii de msurare, care reprezint diferena dintre mrimea real i dimensiunea efectiv: Se poate afirma c precizia produsului finit este generat de precizia procesului de conversie. n cazul unui proces tehnologic de prelucrare prin achiere, procesul de conversie se compune din: maina-unealt (MU), dispozitivul de prindere a semifabricatului pe maina-unealt (DSF), semifabricatul care urmeaz s fie prelucrat (SF), scula achietoare (SC), dis










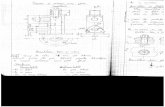



![CAPITOLUL 1 GENERALIT{|I - baluna.ro Tehnic - Curs.pdf · -desen industrial - se refer[ la reprezentarea obiectelor ]i concep\iilor tehnice ... Liniile utilizate @n desenul tehnic](https://static.fdocumente.com/doc/165x107/5a762caf7f8b9a93088cf146/capitolul-1-generaliti-tehnic-curspdfaa-desen-industrial-se-refer.jpg)


