Cursul 3-4

of 17
-
Upload
david-danut -
Category
Documents
-
view
243 -
download
2
Transcript of Cursul 3-4
-
7/26/2019 Cursul 3-4
1/17
CAPITOLUL 2
PROIECTAREA PROCESELOR TEHNOLOGICE
2.1. Generalitati privind proiectarea procedeelor tehnologice
A proiecta unui procedeu tehnologic inseamna a determina toate elementele necesare
pentru modificarea unui semifabricat sau a unei materii prime n piesa finita. Proiectul unui
procedeu tehnologic trebuie sa cuprinda date concrete asupra semifabricatului care urmeaza sa se
prelucreze, asupra asezarii acestuia si a dispozitivelor cu care se fixeaza, asupra succesiunii
operatiilor care se vor executa, asupra sculelor si a masinilor-unelte cu care se vor executa., etc.
Proiectul unui procedeu tehnologic trebuie sa asigure toate elementele necesare
executarii piesei conform desenului de executie, la un pret de cost minim.
Astfel, un procedeu tehnologic proiectat trebuie sa satisfaca doua conditii:
a) conditia tehnologica
b) conditia economica
Aceste conditii constituie baza alegerii regimurilor de aschiere si a celorlalti factori
pentru procedeul tehnologic elaborat.
Daca conditia tehnologica este relativ usor satisfacut, n sensul ca exista mai multe
metode de prelucrare care asigura realizarea sigura a piesei conform desenului de executie,
conditia economica este mai greu de realizat. n functie de masinile-unelte folosite, desuccesiunea operatiilor, a sculelor utilizate, etc., pretul de cost al diverselor procedee tehnologice
care satisfac conditia tehnologica este diferit; rezulta ca numai un singur procedeu tehnologic
satisface n acelasi timp si conditia tehnologica si conditia economica. Pentru a rezolva problema
celui mai economic procedeu tehnologic este necesara ntocmirea mai multor variante si
adoptarea ca procedeu tehnologic de fabricatie a aceluia care conduce la pretul de cost minim.
Aceasta metoda reprezinta unul dintre principiile care stau la baza proiectarii procedeelor
tehnologice.n unele cazuri, ca de exemplu n situatiile cnd este necesara realizarea ntr-un anumit
termen a unei productii ct mai mari cu utilajul existent, se renunta la conditia economica si
procedeul tehnologic se proiecteaza n asa fel ca sa se realizeze productivitatea maxima pentru
procedeul respectiv. Aceasta situatie intervine nsa rar, conditia realizarii pretului de cost minim
ramnnd aceea care se urmareste n aproape toate cazurile.
La proiectarea unui procedeu tehnologic se tine seama att de tipul productiei, ct si de
volumul de productie care trebuie realizat.
n functie de volumul productiei se deosebesc:
a) productia n masa, cnd numarul produselor de acelasi fel este foarte mare;
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
2/17
b) productia n serie , caracterizata printr-un numar mare de produse de acelasi fel ;
c) productia unitara, n cadrul careia se executa o mare varietate de produse, respectiv un numar
mic de produse de acelasi fel.
Se poate constata usor ca nu este rationala executarea unei piese oarecare cu aceiasi
masina-unealta n cazul a doua tipuri de productii diferite. Astfel, este rational ca strunjirea unuipiston de exemplu, sa se execute la un strung obisnuit n cazul productiei unitare si la
semiautomate cu un singur ax principal sau cu mai multe axe principale, daca este vorba de un
volum mare de piese.
De asemenea avndu-se n vedere nivelul productivitatii muncii n functie de tipul de
productie, apare necesitatea folosirii unor dispozitive cu actionare
rapida la productia n masa, respectiv a unor dispozitive mai simple la productia n serie.
n afara de masina-unealta si de dispozitive, tipul de productie influenteaza si felulsculelor aschietoare.
Pentru prelucrarea mecanica a pieselor, n cazul productiei n masa si n serie mare se
folosesc doua metode:
a) metoda operatiilor concentrate, caracterizata prin aceea ca prelucrarea se face la un
numar relativ mic de masini-unelte, majoritatea lor executnd mai mute prelucrari diferite;
b) metoda operatiilor diferentiate, caracterizate prin aceea ca prelucrarea piesei se face la
un numar mai mare de masini-unelte, majoritatea acestora executnd doar o singura operatie.
Masinile-unelte realizate pentru folosirea operatiilor concentrate sunt de o nalta
productivitate nsa scumpe; cele utilizate pentru executarea diferentiala a operatiilor sunt mai
ieftine, nsa nu asigura aceeasi eficienta ca cele de productivitate nalta.
La uzinele de productie n masa si n serie mare din ramurile cele mai avansate ale
constructiilor de masini exista tendinta spre prelucrare prin procedee tehnologice bazate pe
metoda operatiilor concentrate. Metoda operatiilor diferentiate, care permite trecerea rapida si
usoara a lucrului la alt obiect de productie, nou sau putin modificat, prezinta totusi avantaje si
este folosita nca pe scara larga n constructiile de masini. Astfel la prelucrarea chiar n masa a
unor piese simple si mici, cu prelucrari foarte scurte, avantajul ntrebuintarii unui utilaj de
productivitate ridicata, nsa complicat si costisitor, poate sa nu dea totdeauna efectul economic
scontat.
n ceea ce priveste concentrarea ctorva operatii la o singura masina-unealta
trebuie subliniat faptul ca, n general, ea este posibila numai pentru prelucrari de acelasi fel, de
exemplu:
- strunjirea ctorva suprafete ale piesei;
- prelucrarea gaurilor;
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
3/17
- prelucrari de frezare.
La productia n serie mica si individuala, prelucrarea pieselor se efectueaza la masini
unelte obisnuite la fiecare loc de munca realizndu-se, de obicei cteva prelucrari succesive de
acelasi fel.
In cazul unei proiectarii tehnologice putem avea in vedere urmatoarele aspecte:n Toate operatiile de proiectare care transforma ideea functionala existenta ntr-o
schema electrica sau ntr-un obiect functional, compatibil cu exigentele pietei pe
care urmeaza sa fie promovat;
n Proiectare pentru compatibilitate electromagnetica;
n Proiectare pentru compatibilitate termica;
n Proiectare pentru compatibilitate cu restrictiile impuse de tehnologiile de realizare;
n
Proiectare pentru facilitati n timpul manipularii pe durata productiei;n Proiectare pentru constrngeri n timpul utilizarii;
n Proiectare pentru reducerea costurilor;
n Proiectare pentru design si dimensiuni impuse.
2.2. Informatiile de baza utilizate in proiectarea proceselor tehnologice
2.2.1. Desenul de executie al piesei
Documentul de baza, necesar nceperii elaborarii proceselor tehnologice l constituie
desenul de executie al piesei. Pe acest schelet se construieste ntreaga tehnologie de fabricatie:
informatiile pe care la contin, impun toti parametrii regimurilor tehnologice, masinile - unelte,
S.D.V.- urile, etc.. de aceea desenul de executie trebuie sa fie complet, fara greseli, n el gasindu-
se toate informatiile necesare obtinerii prin prelucrare a reperului, toti parametrii preciziei de
prelucrare (tolerante, abateri de forma si pozitie, rugozitati, prescriptii tehnice si tehnologice
etc.).
Cazul ideal care se prefera este ca n elaborarea proiectelor, a desenelor de executie,
tehnologul sa aiba un cuvnt de spus. Aceasta pondere facnd ca reperul sa aiba caracteristica de
tehnologicitate, oferind garantia obtinerii si prelucrabilitatii n cadrul n cadrul unor conditii
concrete de fabricatie.
2.2.2. Programul de productie
Parametrul tehnologic foarte important care la rndul sau nsoteste desenul de executie sau
orice documentatie tehnologica este programul de productie. Cunoscut si sub denumirea de
volum de fabricatie, acesta impune la un moment dat structura procesului tehnologic.
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
4/17
Caracterul semifabricatului, tipul masinilor unelte, al S.D.V.-urilor, tipul productiei etc.,
depind n cea mai mare masura de programul de productie. Justificarea alegerii unei variante
tehnologice trebuie privita direct prin prisma programului de productie.
2.2.3. Conditiile concrete din ntreprindere, atelier, sectie
n general se cunosc doua situatii:
- procesul tehnologic trebuie proiectat la niste conditii concrete de fabricatie;
- paralel cu proiectarea proceselor tehnologice se proiecteaza si sectia prelucratoare.
Prima varianta cuprinde procesele tehnologice specifice productiei individuale, de prototip,
de serie mica si mijlocie. A doua situatie este caracteristica fabricatiei de serie mare si masa.
General valabila ramne indicatia privitoare la masinile unelte, S.D.V.-urile, chiar si tipul
de document tehnologic, care difera de la caz la caz n functie de conditiile de fabricatie. Se
remarca faptul ca n productia de serie mare si masa, de regula n paralel se proiecteaza structura
dotarii spatiilor de fabricatie, n baza existentei unui produs bine stabilit, cu ciclu de durata (ex.
Industria de autovehicule, bunuri de larg consum etc.). n aceasta situatie masinile unelte sunt
specializate, S.D.V.-urile la fel, inclusiv procesele tehnologice auxiliare.
2.3. Etapele proiectarii proceselor tehnologice
Proiectarea proceselor tehnologice trebuie sa parcurga urmatoarele etape:
1.Studiul documentatiei tehnice, al piesei finite si a semifabricatului;
2.Alegerea justificativa a semifabricatului;
3. Stabilirea succesiuni si continutului operatiilor si a fazelor;
4. Calculul erorilor de prelucrare n baza schemelor de asezare si fixare, dnd posibilitatea
alegerii judicioase a variantei (sau variantelor);
5. Indicarea echipamentului tehnologic adecvat variantei alese (inclusiv S.D.V.-urile);
6. Calculul adaosurilor de prelucrare si a dimensiunilor intermediare.7. Determinarea regimurilor de prelucrare (inclusiv al regimului optim de aschiere).
Calculul preciziei de prelucrare;
8. Normarea tehnica;
9. Sincronizarea operatiilor si ridicarea diagramei de ncarcare a utilajelor;
10. ntocmirea planului de asamblare al echipamentelor tehnologice, a schemelor de
transport operational traseul semifabricatelor;
11. Alegerea justificativa a celor mai bune solutii, definirea variantei tehnico-economiceoptime;
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
5/17
12. ntocmirea documentatiei tehnologice (planul de operatii, fisa tehnologica, purtatorul
de program - banda perforata, memoriul justificativ de calcul etc.) pentru varianta adoptata n
final.
Succesiunea etapelor n proiectarea proceselor tehnologice dupa metodica indicata are un
caracter general. Ele se pot utiliza att n productia individuala ct si n cea de serie si de masa,nglobnd sau eliminnd una din etape n functie de specificul fabricatiei.
2.4. Principii generale de proiectare a proceselor tehnologice
2.4.1. Locul si organizarea serviciului tehnologic ntr-o ntreprindere
Proiectul unui nou produs electrotehnic se elaboreaza pe baza standardelor sau a normei
interne existente. Conform proiectului care cuprinde desenele de executie, se fabrica prototipul.Acesta este supus ncercarilor de omologare prototip, n urma carora se fac observatiile cu
remedierile ce trebuiesc aduse pentru a se obtine un produs corespunzator.
Se definitiveaza apoi, documentatie de proiectare - desenele si nomenclatoarele produsului
- care se transmit serviciului tehnologic.
Serviciul tehnolog poate fi organizat distinct de serviciul proiectare, sau are ingineri
tehnologi care lucreaza mpreuna cu proiectantii. Cum atributiile tehnologilor sunt oricum bine
stabilite si distincte de ale proiectantilor vom considera cazul n care serviciul tehnolog esteorganizat separat de cel de proiectare, ceea ce corespunde de fapt, cu stabilirea atributiilor celor
care se ocupa de proiectarea tehnologiei n atelierele de proiectare mixte.
Serviciul tehnologic are urmatoarele compartimente:
a) tehnologic;
b)de materiale (sau de consumuri specifice);
c)de normare tehnice;
d)de proiectare SDV (scule, dispozitive, verificatoare).
a) Compartimentul tehnologic efectueaza proiectarea tehnologiei pe fise tehnologice (n
cazul productiei de serie) sau pe planuri de operatii (n cadrul productiei de masa), documente n
care sunt trecute toate detaliile legate de efectuarea fiecarei operatii, la fiecare loc de munca.
b) Compartimentul de materiale calculeaza consumurile specifice pentru materialele
prevazute de proiectant. Aceste consumuri se stabilesc pe unitatea de produs.
Se definesc:
1) consum specific net - care este greutatea reperului n stare finita;
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
6/17
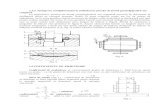
2) consum specific brut - care este greutatea materialului n stare neprelucrata, fiind
obtinut din consumul specific net prin adaugarea pierderilor tehnologice de material
(transformate inerent n deseuri de prelucrare), de exemplu materialul care cade prin gaurire,
taiere cu ferastraul, strunjire, decupare, etc. n fig. 2.1. sunt exemplificate (prin hasurare)
portiunile din semifabricat care reprezinta pierderi tehnologice;
3) consum de aprovizionare - care este mai mare dect consumul brut cu pierderile ce
revin pe unitatea de produs datorita rebuturilor admisibile, pierderilor de depozitare, transport,
etc.
Tot compartimentul de materiale stabileste planurile de taiere la materialele aprovizionate
sub forma de tabla sau benzi, respectiv planurile de debitare la cele aprovizionate sub forma de
bare.
c)Compartimentul de normare tehnica stabileste norma tehnica de timp, adica timpul
necesar efectuarii fiecarei faze si operatii. Valoarea manoperei se calculeaza nmultind norma
tehnica de timp cu retributia corespunzatoare n lei /ora pentru fiecare categorie de munca.
d)Compartimentul de proiectare SDV - proiecteaza:
- sculele - o constructie care este utilizata n mod activ n procesul tehnologic, ele
dnd modificarea formei (stanta, cutit de strung, burghiu, etc);
-dispozitivele - constructii auxiliare, ajutatoare n procesul de prelucrare
(dispozitive de prindere, sabloane de gaurit, etc);
-verificatoarele - care servesc pentru controlul pieselor executate.
SDV-urile pot fi speciale sau standardizate. Compartimentul proiectare SDV se ocupa de
cele speciale, cele standardizate fiind cumparate ca atare de la ntreprinderi specializate.
Sectia Matriterie a ntreprinderii va executa sculele nestandardizate, destinate produsului
nou proiectat. Cu aceste scule se executa seria zero, avnd ca scop verificarea conceptiei
tehnologice si omologarea seriei de SDV-uri.
Dupa omologarea seriei zero se trece la lansarea n fabricatie a noului produs.
Fig. 2.1. Pierderi tehnologice de material
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
7/17
2.4.2. Fazele proiectarii proceselor tehnologice
2.4.2.1. Principii generale
Procesul tehnologic elaborat corect trebuie sa asigure realizarea tuturor conditiilor
indicate n desenele pieselor si n prescriptiile tehnice, nalta productivitate si indicatori
economici corespunzatori.Proiectul procesului tehnologic se elaboreaza distinct pentru diferitele tipuri de fabricatie
(de unicate, de serie sau de masa).
Proiectarea procesului tehnologic al executarii pieselor, subansamblelor si ansamblelor
ncepe cu studiul documentatiei tehnice: descrierea tehnica, desenele, conditiile tehnice, etc.
Urmeaza apoi etapa determinarii solutiei optime a procesului tehnologic, care se face
foarte eficient prin metoda modelarii. Aceasta metoda este deosebit de utila n cazul productiei
de serie sau de masa.La analiza proceselor tehnologice care asigura obtinerea constructiei proiectate trebuie sa
se examineze urmatoarele doua aspecte:
a) nivelul tehnologiei productiei;
b) nivelul mecanizarii, automatizarii productiei si nzestrarii tehnologice a muncii.
Dupa adoptarea solutiei socotita optima pentru procesul tehnologic se elaboreaza
succesiunea finala a operatiilor, se efectueaza alegerea finala a echipamentului, a nzestrarii
tehnologice, se realizeaza calculul regimurilor tehnologice si normarea.
La dezmembrarea procesului tehnologic n operatii sunt posibile doua cai: concentrarea,
adica unirea ctorva operatii simple ntr-una mai complicata si diferentierea adica
dezmembrarea operatiilor complexe n altele mai simple.
La diferentierea operatiilor numarul locurilor de munca creste, dar echipamentul necesar
pentru producerea detaliilor si subansamblelor se simplifica. Continuarea operatiilor necesita,
dimpotriva, complicarea echipamentului.
Pentru stabilirea ordinii rationale a operatiilor este necesar sa se tina seama si de tipizarea
proceselor tehnologice.
2.4.2.2. Documentatia tehnologica
Documentatia tehnologica a proceselor de fabricatie este constituita din totalitatea
documentelor pe baza carora se desfasoara n mod obligatoriu toate activitatile legate direct de
procesele de fabricatie.
Aceste documente reflecta gradul de pregatire si organizare a proceselor de fabricatie,
variabil n functie de tipologia acestora.
In urma proiectarii, procesele tehnologice sunt nscrise n documentele tehnologice. In
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
8/17
acestea se noteaza modul de obtinere al pieselor si produselor, echipamentele tehnologice
necesare (masinile, utilajele, dispozitivele, sculele, verificatoarele, etc), gradul de ndemnare
necesar executarii procesului tehnologic respectiv si timpul n care este posibil sa fie realizat.
Pe baza documentelor tehnologice se determina timpul necesar lucrarilor, se nzestreaza
locurile de munca, se planifica si se furnizeaza materialele si semifabricatele.Incalcarea prescriptiilor notate n documentatia tehnologica poate conduce la
compromiterea calitatii produselor. De aceea, respectarea cu strictete a tuturor prescriptiilor
documentatiei tehnologic este legea de baza a productiei.
Standardul STAS 6269-80 stabileste continutul documentatiei tehnologice. Forma
documentatiei tehnologice poate diferi pentru diferite ramuri ale industriei electrotehnice, n
functie de specificul productiei, dar caracterul documentatiei este acelasi.
Totalitatea documentelor tehnologice poate fi mpartita n trei grupe:- documentatia tehnologica ce fixeaza procesul tehnologic al desfasurarii operatiilor unor
piese (fisa tehnologica n cazul productiei de serie) sau chiar al unei singure operatii efectuate
asupra piesei (planul de operatie n cazul productiei de masa);
- documentatia tehnologica de sinteza care reflecta ntregul proces tehnologic al prelucrarii
unor subansamble sau ansamble (de exemplu planul de succesiune al operatiilor si toate datele
functionarii unei benzi tehnologice). Tot n aceasta grupa se ncadreaza si documentatia
tehnologica ce contine datele de sinteza asupra nzestrarii tehnologice, gradului de folosire a
reperelor normalizate, a SDV-urilor normalizate, etc;
- instructiuni tehnologice necesare pentru executarea operatiilor complicate, a operatiilor
care necesita respectarea unui anumit regim sau legate de folosirea unei instalatii sau a unui
utilaj special, precum si instructiuni tehnologice de control
Prezentam in continuare documentatiile tehnologice pentru doua tipuri de productii:
a. Documentatia tehnologica specifica productiei de unicate si de serie mica
n productia de unicate si de serie mica, iar uneori si n productia de serie mijlocie,
documentul de baza n care se descrie procesul de fabricatie, este fisa tehnologica de fabricatie,
redactata pentru fiecare atelier sau sectie.
Documentatia tehnologica, pentru conditiile unei productii de unicate sau serie mica,
trebuie sa fie ct mai simpla, deci sa implice cheltuieli de realizare reduse. De asemenea, timpul
alocat trebuie sa fie ct mai redus, deoarece pregatirea de fabricatie trebuie sa dea clientilor
repede un raspuns n legatura cu pretul de fabricatie.
Fisele tehnologice sunt concepute si realizate n compartimentul de conceptie a
tehnologiilor, condus de un inginer, numit de regula tehnolog sef.
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
9/17
Fisele tehnologice se executa de regula n trei exemplare. n conformitate cu regulamentul
de functionare a fiecarei organizatii, de regula un exemplar este pastrat de persoana care a
conceput fisa sau de tehnologul sef, altul este folosit de operatorul care executa operatiile si unul
este pastrat la seful atelierului / sectiei n care are loc procesul tehnologic respectiv.
Dupa ncheierea activitatii la contractul respectiv, toate documentele se redau la arhivaorganizatiei.
De regula, chiar si pentru alte tipuri de productie (mare, de masa) n sectiile auxiliare si
anexa se lucreaza tot pe baza de fisa tehnologica.
n fisa tehnologica se mentioneaza:
- denumirea operatiilor, '
- utilaje pe care se executa acestea,
- norma tehnica de timp,Pentru activitatile aferente produsului ntr-o anumita sectie, precizndu-se sectiile de unde
se primeste obiectul supus prelucrarii si unde este trimis obiectul respectiv.
n fisa tehnologica nu se trec dect in mod exceptional fazele, aratndu-se doar succesiunea
generala a operatiilor. Intr-un spatiu rezervat special pe foaie se deseneaza rezultatul final al
prelucrarii n sectia unde se deruleaza activitatile descrise sumar n fisa si se noteaza
caracteristicile tehnice esentiale ale acestuia, la terminarea operatiilor prevazute n fisa
tehnologica. Deci, n cadrul productiei individual si de serie mica, documentatia tehnologica este
compusa doar din fisa tehnologica. Documentul are forma unei simple file format A4, cu antet si
forma de tabel. n acesta se indica numarul si denumirea operatiilor, n ordinea efectuarii lor,
denumirea tipului masinilor -unelte, eventual S.D.V.-urile utilizate, norma tehnica de timp
pentru ntreaga operatie, precum si categoria de calificare (respectiv, de salarizare) a
operatorului.
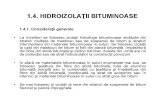
Un formular de fisa tehnologica tipizata este prezentat spre exemplificare n figura 2.2.
Pentru aspectele tehnice ale procesului tehnologic desfasurate cu ajutorul fiselor tehnologice, se
foloseste chiar desenul de executie al reperului de executat. Continutul concret al operatiilor,
ordinea de desfasurare a fazelor, alegerea regimurilor de aschiere, chiar si alegerea sau realizarea
SDV-urilor revine ca activitate tot operatorului care efectueaza operatiile. De aici rezulta un
dezavantaj important al acestei fabricatii si anume necesita doar operatori cu o nalta calificare,
cu mare experienta, deci care implica si costuri cu manopera mari.
Una dintre cele mai importante activitati pe care trebuie sa o desfasoare operatorul este si
sa stabileasca si sa lase adaosurile de prelucrare care sunt necesare pentru operatiile ulterioare
Stabilirea normelor tehnice de timp nu se poate face dect foarte aproximativ, pe baza de
experienta sau dupa normative specifice fiecarei ntreprinderi. De obicei normarea'se face
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
10/17
aproximnd n sensul majorarii timpului, considerndu-se ca pentru o productie de unicate sau
serie mica intervin o multime de factori neprevazuti, care necesita timpi suplimentari.
n plus, timpul necesar tehnologilor pentru stabilirea mai precisa a marimii normei este mai
costisitor dect sa se acorde timpi suplimentari operatorilor care executa operatiile.
Fig. 2.2. Exemplu de fisa tehnologica tipizata, necompletata
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
11/17
Dupa terminarea enumerarea operatiilor care se executa n sectia respectiva se precizeaza
sectia unde urmeaza sa fie supus la alte actiuni, de exemplu merge la tratamente termice.
Acolo exista o alta fisa tehnologica, specifica acelei sectii n care continua procesul de
fabricatie a piesei respective cu un alt proces tehnologic, specific sectiei respective.
ntreprinderile au sectii de productie specializate pe anumite tipuri de procese tehnologice:sectie de deformare plastica la cald (n care se realizeaza semifabricate forjate liber, matritate,
extrudate etc), sectie de turnatorie de unde rezulta semifabricatele turnate,' sectie de prelucrare
mecanica la rece (prin aschiere, prin stantare si matritare a tablelor), sectii / ateliere sau
laboratoare de control nedistructiv, sectii de montaj, ateliere de probe.
n fiecare dintre acestea se desfasoara un anumit proces tehnologic care apartine procesului
de fabricatie si pentru fiecare proces tehnologic din fiecare sectie se realizeaza o fisa tehnologica
care ramne n sectia respective.
b. Documentatia tehnologica specifica productiei de serie mare si de masa
n productia de serie mare si masa, documentatia tehnologica este alcatuita din fisa
tehnologica siplanul de operaii .
n cazul productiei de serie mare sau de masa, costurile pentru pregatirea de fabricatie pot
fi justificat mai mari, deoarece se compenseaza prin plusul de eficienta obtinut n urma
conceperii unui proces tehnologic optimizat, care va permite executia produselor cu
productivitate maxima si costuri minime.
Pentru productia de masa si de serie mare exista unul sau mai multe compartimente de
conceptie tehnologii, specializate, care realizeaza planuri de operatii ce constituie documentul
tehnologic de baza al fabricatiei n aceste cazuri.
Planul de operatii este un document de tipul unei brosuri (avnd uneori zeci de file), n care
sunt descrise n amanunt la fiecare operatie, toate fazele si uneori toate activitatile simple
(treceri, rnduri).
Ca si fisele tehnologice, planurile de operatii se executa de regula n trei exemplare; unul
este pastrat de secretariatul sefului serviciului tehnolog sef sau la seful grupei de proiectare care
a conceput planul, unul este folosit de operatorul care executa operatiile si unul este pastrat la
seful atelierului / sectiei n care are loc procesul tehnologic respectiv. Toate se predau la arhiva
dupa ncheierea lucrarilor.
n planurile de operatii se precizeaza echipamentul tehnologic care trebuie utilizat, S.D.V.-
urile necesare sub forma codificata, pentru identificarea, inclusiv cu mijloace automatizate si
computerizate, a mijloacelor de munca, n scopul folosirii lor inclusiv la alte procese
tehnologice.. De asemenea, se calculeaza sau se determina ct mai exact parametrii regimului de
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
12/17
aschiere (t, s, v, n, i), la fiecare faza si, corespunzator acestora, se calculeaza exact si timpii de
baza necesari efectuarii fazelor de lucru. Pentru fazele auxiliare, se stabilesc pe baza de
normative interne, toti timpii auxiliari. Valorile lor exacte se vor determina la momentul cnd se
face omologarea tehnologiei, adica atunci ct experimental se executa un lot redus de 5-10 piese.
n planul de operatii sunt cuprinse n mod detaliat toate informatiile necesare prelucrariiunei anumite piese si n conformitate cu o anumita conceptie tehnologica. Astfel este indicata
succesiunea tehnologica o operatiilor si' a fazelor. timpul pe bucata / piesa, operatie sau faza
(daca este cazul). Totodata se indica parametrii de precizie ce trebuie obtinuti (geometrie,
tolerante, rugozitati).
Este foarte important ca n cadrul fiecarei operatii sa se precizeze, indicnd prin simboluri,
si schemele de orientare-fixare (bazare) ale semifabricatului.
Se pot indica, n anumite situatii, si scheme de reglare a sculelor.Partea tehnica a filelor planului de operatii se precizeaza ntr-un cadru dreptunghiular,
rezervat schitei operatiei. Schita operatiei se va face de regula folosind doar o vedere sau
sectiune principal* si, eventual, cteva detalii sau sectiuni partiale. Cotele si tolerantele se
nscriu doar pentru suprafetele asupra carora se intervine doar n cadrul operatiei respective.
Doar aceste suprafete care se prelucreaza se deseneaza cu linie groasa, ca sa fie evidente.
Piesa se reprezinta cu configuratia cu care rezulta la sfrsitul operatiei pentru care se
realizeaza documentul. Cnd spatiul rezervat schitei operatiei nu este suficient si ar rezulta
incomplet sau prea ncarcat cu detalii, atunci n cadrul respectiv se scrie schita pe fila separata
si aceasta se executa pe o fila separata, tot format A4, care este doar cu un chenar simplu si
destinata exclusiv schitei. Fila respectiva face parte din aceeasi documentatie pentru operatia
respectiva.'
Pentru realizarea operatiei operatorul are nevoie doar de fila de operatie, desenul de
executie nu mai este necesar.
Un formular de varianta de fila tipizata pentru planuri de operatii este prezentat spre
exemplificare n figura 2.3.
n prezent, majoritatea planurilor de operatii se ntocmesc si computerizat, mai ales ca
masinile unelte moderne sunt si ele computerizate. Dupa semnarea lor de catre persoanele
abilitate aceste planuri de operatii intra n baza de date a fabricii.
Exista o magazie de scule si dispozitive specializata, n care toate sculele dispozitivele si
verificatoarele sunt asezate strict ntr-o anumita ordine si o anumita pozitie astfel nct sa poata
fi luate att de operatorii care-si pregatesc desfasurarea operatiilor ct si, n cazul unor
ntreprinderi foarte tehnologizate, de catre mini mecanice sau roboti.
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
13/17
2.4.2.3 Diagrame tehnologice
Diagramele tehnologice servesc la organizarea productiei dar, n acelasi timp la
verificarea justetei unei tehnologii alese. n principal se folosesc trei tipuri de diagrame.
1. Diagrama compunerii reperelor n produs
Produsul se asambleaza din subansamble de diferite ordine si din repere. Din numeroasele
scheme de asamblare cea mai raspndita este schema de asamblare tip evantai, care arata din ce
piese si subansamble se face asamblarea.
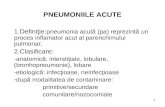
Pentru exemplificare s-a ales schema de asamblare simplificata a unei masini de curent
continuu. (Fig.2.4.). O astfel de schema este simpla si intuitiva dar ea nu reprezinta succesiunea
asamblarii. Daca pe aceasta schema sunt indicatii privind operatiile tehnologice, atunci ea se
numeste schema tehnologica de asamblare.
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
14/17
2. Diagrama circuitului reperelor si subansamblelor n procesul de fabricatie
Aceasta diagrama indica parcursul subansamblelor si reperelor n atelierele prescrise de
procesul tehnologic. In figura 2.5. s-a exemplificat o astfel de diagrama pentru un reper k, pentru
a carui prelucrare sunt necesar sapte operatii notate cu cifre romane n dreptul celor sapte ateliere
ale ntreprinderii considerate. Studiind aceasta diagrama pentru diferite variante tehnologice, se
poate alege aceea varianta care asigura un parcurs ct mai simplu si mai economic evitndu-se
ntoarcerile prin ateliere.
3. Diagrama programarii calendaristice
Acest tip de diagrama se poate face pe loturi de piese si arata care este ordinea temporala
n care trebuiesc efectuate operatiile n procesul de productie pentru a reduce la minim ciclul de
fabricatie. In figura 2.6. este reprezentata o astfel de diagrama.
Subansamblul I are de exemplu o durata de fabricatie de 2 zile. Reperele care-1 compun
necesita timpi diferiti. Ele vor trebui sa fie gala n ziua n care ncepe asamblarea acestui
subansamblu. Programarea fiecarui reper si subansamblu se face la dala necesara pentru
obtinerea n timp util a asamblarii si functie ele ncarcarea utilajului tehnologic.
Fig. 2.4. Schema de ansamblare simplificata a unei masini de curent continuu
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
15/17
Folosind aceasta diagrama si corelnd-o cu ncarcarea utilajelor tehnologice ale
ntreprinderii se poate obtine un ciclu de fabricatie minim. n cazul unei programari
calendaristice judicioase ale productiei.
Se obtine astfel un proces tehnologic corelat cu posibilitatile atelierelor si sectiilor
ntreprinderii, optim din punct de vedere al economicitatii sale si cu program minim de
fabricatie.
Fig. 2.5. Diagrama circuitului reperelor si subansamblelor n procesul de fabricatie
Fig. 2.6. Diagrama programarii calendaristice
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
16/17
2.4.3. Controlul tehnic de calitate - parte integranta a procesului tehnologic
Controlul tehnic de calitate este procesul ce se compune din totalitatea verificarilor si
ncercarilor care se efectueaza asupra pieselor, subansamblelor si produselor finite, prin care se
stabileste concordanta parametrilor cu caracteristicile tehnice impuse prin standarde, norme
interne si conditii tehnice.Practic, controlul tehnic de calitate consta din ansamblul operatiilor de control incluse n
procesul tehnologic, care trebuie sa contina:
- numarul operatiilor de control
- succesiunea dispunerii operatiilor de control n procesul tehnologic
- metodele si mijloacele de control.
Aceste operatii de control se executa conform fiselor tehnologice si instructiunilor de
lucru stabilite. Materialele de baza, initiale, pentru stabilirea tehnologiei controlului sunt:- desenele pieselor, subansamblelor si produselor;
- procesele tehnologice ale fabricarii pieselor, asamblarii si reglajului
subansamblelor si subansamblului general;
- conditiile tehnice pentru piese, subansamble si produse finite.
Tehnologul care executa procesul tehnologic trebuie sa prevada numarul operatiilor de
control, cea mai potrivita combinatie a operatiilor de productie cu cele de control, combinatie care
sa asigure calitatea necesara a pieselor, subansamblelor si ansamblului general si relevarea la
timpul potrivit a defectelor procesului tehnologic.
Pentru aceasta trebuie sa se tina seama de particularitatile productiei: starea si componenta
echipamentului tehnologic, stabilitatea procesului tehnologic, organizarea productiei etc.
Operatiile de control se prevad obligatoriu dupa:
- cele mai importante operatii tehnologice intermediare care trebuie sa asigure respectarea
dimensiunilor si parametrilor de baza necesari pentru prelucrarea n continuare si asamblarea;
- operatiile la care este posibila aparitia rebutului (conditii speciale de productie,
complexitatea prelucrarii, echipament instabil etc);
- operatii finale.
Proiectantul tehnolog raspunde, de asemenea de nzestrarea operatiilor de control cu
instrumentele, aparatele si dispozitivele necesare. Operatiile de control se verifica si se aproba de
catre seful controlului tehnic de calitate al uzinei.
Trebuie observat ca necesitatea si utilitatea introducerii operatiilor de control se determina
prin economicitatea si eficienta controlului.
Deoarece costul produsului n procesul fabricarii creste continuu, probabilitatea admisa a
rebutului spre sfrsitul procesului tehnologic trebuie sa fie minima. Din acest motiv, ct si n
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/ -
7/26/2019 Cursul 3-4
17/17
scopul minimizarii cheltuielilor de control n procesul productiei, se aplica controlul statistic si
selectiv la stadiile inferioare ale productiei si controlul total spre sfrsitul procesului tehnologic.
2.4.4. Tehnologicitatea ca factor de economie
Se poate afirma ca o piesa are o buna tehnologicitate sau a fost corespunzator proiectatatehnologic, daca uzinarea, fabricatia ei nu ridica probleme deosebite.
Dupa cum se stie, n fazele de proiectare, piesa primeste forma impusa de conditiile defunctionare. Din pacate, uneori, aspectul tehnologicitatii formei este neglijat de proiectant, acestanu totdeauna fiind n masura sa aprecieze domeniul tehnologiei de fabricatie. Apare aicinecesitatea consultarii dintre proiectant si tehnologul de fabricatie. Conditia dubla, a precizieirespectiv a functionalitatii, alaturi de minimizarea costului de fabricatie face necesara uneorichiar reproiectarea piesei. Nu trebuie uitata ideea corelarii celor doua principii amintite laconditiile concrete de fabricatie - atelierul respectiv (sectia sau ntreprinderea).
Tehnologicitatea unui produs depinde n principal de:
-forma produsului;
-precizia impusa;-rolul functional.Conditiile concrete de desfacere, competitivitatea produselor este si mai strns legata de
aspectul tehnologic al problemei. Acel produs care se produce mai ieftin si mai bine, (la un nivelcorespunzator cerintelor) cstiga deci piata de desfacere, deci beneficiarii.
Desigur, precizia ridicata de fabricatie, impune de la nceput un cost ridicat. Uneori nutrebuie exagerata cu aceasta precizie, dect n faza de proiectare. n fig. 2.1. se prezinta legaturaprinipiala dintre costul unui produs si precizia acestuia.
Se poate concluziona aspectul tehnologicitatii, ca fiind o corelare optima ntre factorii cedepind de aceasta, urmarind n permanent criteriul economicitatii fabricatiei.
ase purchase PDFcamp Printer on http://www.verypdf.com/ to remove this watermark.
http://www.verypdf.com/http://www.verypdf.com/