Curs_7tehnologia materialelor an1 sem2 AR+IT
13
Tehnologia formării și fabricării miezurilor de turnătorie. 1 7. Tehnologia formării și fabricării miezurilor de turnătorie. 7.1. Introducere Realizarea formelor de turnătorie este o operaţie deosebit de importantă deoarece de aceasta depinde, în mare măsură, calitatea pieselor turnate. Pentru obţinerea unor produse, în condiţii tehnico-economice avantajoase, constantă și de calitate bună, se pot utiliza diferite tehnologii de formare. Alegerea unei tehnologii de formare depinde de seria de fabricaţie, condiţiile de turnare, natura materialului turnat, mărimea și complexitatea piesei etc. Forma trebuie să prezinte o serie de proprietăţi, dintre care unele se conturează la valorile prescrise în procesul de formare sau de pregătire a formei în vederea turnării metalului sau a aliajului topit. Proprietăţile mecanice și permeabilitatea formelor din amestecuri de formare pe bază de ni sip de carieră se definesc în procesul de formare și pot fi îmbunătăţite prin uscare, calcinare sau generarea unor canale de evacuare a gazelor. Refractaritatea și rezistenţa la șoc termic pot fi îmbunătăţite prin acoperirea suprafeţelor active a cavităţii formei cu materiale refractare (grafit sau oxizi refractari ). Miezurile de turnătorie, generatoare de goluri interioare pieselor turnate, trebuie să aibă proprietăţi mecanice, o refractaritate și o permeabilitate superioar e formei de turnătorie. Prin urmare, ele vor fi realizate din alte tipuri de materiale și vor fi obţinute în alte condiţii. Pentru îmbunătăţirea proprietăţilor mecanice și de permeabilitate a miezurilor acestea vor avea în structura lor armături sau fitile cerate. Formele nepermanente se confecţionează din amestecuri de formare pe bază de nisip de carieră, antrenând o serie de operaţii care pot fi executate manual sau mecanic. Metodele de formare se aleg în funcţie de cerinţele impuse pieselor turnate, de seria de fabricaţie și de materialele utilizate la formare. Formarea manuală se utilizează la obţinerea formelor simple, puţin pretenţioase și de serie mică sau mijlocie. Formarea mecanizată reduce efortul uman depus, aplicându-se la obţinerea pieselor pretenţioase, complexe și de dimensiuni mici. Miezurile de turnătorie implică operaţii tehnologice mai pretenţioase, ele fiind asociate, întotdeauna, cu o operaţie de uscare. Aceasta pentru a le îmbunătăţi rezistenţa mecanică, permeabilitatea și refractaritatea. Obiectivele acestui capitol sunt: o Prezentarea ramei de formare; o Prezentarea tehnologiei de formare manuală cu toate operaţiile aferente; o Prezentarea formării mecanizate și echipamentele necesare desfășurării acestui proces; o Materiale, tehnologii și dispozitive de realizare a miezurilor de turnătorie; o Structura reţelei de alimentare a formei de turnătoriecu topitură. Durata medie de studiu individual: 50 minute. Concluzie: Obiectivele capitolului:
Transcript of Curs_7tehnologia materialelor an1 sem2 AR+IT
Tehnologia formării și fabricării miezurilor de turnătorie.
1
7. Tehnologia formării și fabricării miezurilor de turnătorie.
7.1. Introducere
Realizarea formelor de turnătorie este o operaţie deosebit de importantă deoarece de
aceasta depinde, în mare măsură, calitatea pieselor turnate. Pentru obţinerea unor produse,
în condiţii tehnico-economice avantajoase, constantă și de calitate bună, se pot utiliza diferite
tehnologii de formare. Alegerea unei tehnologii de formare depinde de seria de fabricaţie,
condiţiile de turnare, natura materialului turnat, mărimea și complexitatea piesei etc.
Forma trebuie să prezinte o serie de proprietăţi, dintre care unele se conturează la valorile prescrise în
procesul de formare sau de pregătire a formei în vederea turnării metalului sau a aliajului topit. Proprietăţile
mecanice și permeabilitatea formelor din amestecuri de formare pe bază de nisip de carieră se definesc în
procesul de formare și pot fi îmbunătăţite prin uscare, calcinare sau generarea unor canale de evacuare a
gazelor. Refractaritatea și rezistenţa la șoc termic pot fi îmbunătăţite prin acoperirea suprafeţelor active a
cavităţii formei cu materiale refractare (grafit sau oxizi refractari).
Miezurile de turnătorie, generatoare de goluri interioare pieselor turnate, trebuie să aibă proprietăţi
mecanice, o refractaritate și o permeabilitate superioare formei de turnătorie. Prin urmare, ele vor fi realizate din
alte tipuri de materiale și vor fi obţinute în alte condiţii. Pentru îmbunătăţirea proprietăţilor mecanice și de
permeabilitate a miezurilor acestea vor avea în structura lor armături sau fitile cerate.
Formele nepermanente se confecţionează din amestecuri de formare pe bază de
nisip de carieră, antrenând o serie de operaţii care pot fi executate manual sau mecanic.
Metodele de formare se aleg în funcţie de cerinţele impuse pieselor turnate, de seria de
fabricaţie și de materialele utilizate la formare. Formarea manuală se utilizează la
obţinerea formelor simple, puţin pretenţioase și de serie mică sau mijlocie. Formarea
mecanizată reduce efortul uman depus, aplicându-se la obţinerea pieselor pretenţioase,
complexe și de dimensiuni mici.
Miezurile de turnătorie implică operaţii tehnologice mai pretenţioase, ele fiind
asociate, întotdeauna, cu o operaţie de uscare. Aceasta pentru a le îmbunătăţi rezistenţa
mecanică, permeabilitatea și refractaritatea.
Obiectivele acestui capitol sunt:
o Prezentarea ramei de formare;
o Prezentarea tehnologiei de formare manuală cu toate operaţiile aferente;
o Prezentarea formării mecanizate și echipamentele necesare desfășurării
acestui proces;
o Materiale, tehnologii și dispozitive de realizare a miezurilor de turnătorie;
o Structura reţelei de alimentare a formei de turnătoriecu topitură.
Durata medie de studiu individual: 50 minute.
Concluzie:
Obiectivele capitolului:
Tehnologia formării și fabricării miezurilor de turnătorie.
2
7.2. Formarea manuală.
Când seria de fabricaţie este mică sau produsul are dimensiuni mari și este complex, procesul de formare
se realizează manual. Procedeele de formare manuală se pot grupa după următoarele criterii:
După suportul formei:
formare în solul turnătoriei;
formare în solul turnătoriei și o ramă de formare;
formare în rame de formare.
După tipul modelului utilizat:
formare cu model monolotic;
formare cu model complex (format din mai multe bucăţi);
formare cu șabloane.
După structura formei:
realizarea formelor fără miez;
realizarea formelor cu miez normal;
formarea cu miez zburător.
Pentru realizarea formelor, de cele mai multe ori este nevoie de rame de formare.
7.2.1. Rama de formare.
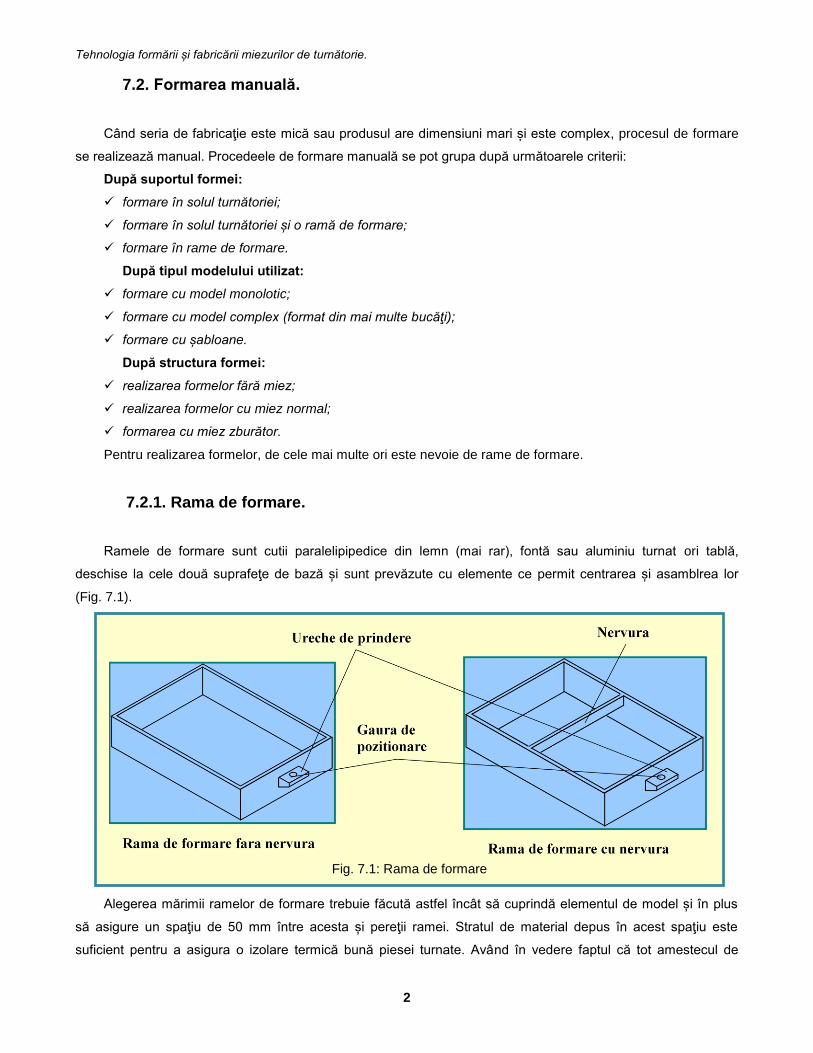
Ramele de formare sunt cutii paralelipipedice din lemn (mai rar), fontă sau aluminiu turnat ori tablă,
deschise la cele două suprafeţe de bază și sunt prevăzute cu elemente ce permit centrarea și asamblrea lor
(Fig. 7.1).
Alegerea mărimii ramelor de formare trebuie făcută astfel încât să cuprindă elementul de model și în plus
să asigure un spaţiu de 50 mm între acesta și pereţii ramei. Stratul de material depus în acest spaţiu este
suficient pentru a asigura o izolare termică bună piesei turnate. Având în vedere faptul că tot amestecul de
Fig. 7.1: Rama de formare
Tehnologia formării și fabricării miezurilor de turnătorie.
3
formare, respectiv forma, este reţinut în ramă numai datorită forţelor exercitate la nivelul suprafeţelor de contact
dintre ramă și amestecul îndesat, ramele cu suprafaţă mare și puţin înalte trebuie să fie prevăzute cu nervuri ce
creează suprafeţe suplimentare de susţinere (Fig. 7.1). Forţa de aderenţă a amestecului la rama de formare
depinde și de presiunea exercitată de amestec pe suprafaţa acesteia. Această presiune crește pe măsura
creșterii gradului de îndesare a amestecului, grad ce nu poate depăși un anumit nivel deoarece scade
permeabilitatea formei la gaze.
7.2.2. Tehnologia formării.
Formarea în solul turnătoriei se realizează cu ajutorul unui model monolitic, aplicându-se la obţinerea
pieselor fără goluri sau goluri simple și pentru piese fără pretenţii de calitate cum ar fi: bare, grătare pentru
focare, contragreutăţi etc. Procedeul are dezavantajul faptului că răcirea piesei se face diferenţiat, oferind
acesteia o anizotropie structurală, iar la suprafaţa piesei se adună impurităti care dăunează calităţii ei.
Formarea în solul turnătoriei și o ramă de formare este o soluţie mai bună, decât formarea în solul
turnătoriei, deoarece piesa este complet izolată de exterior. Prin aceasta se asigură o răcire mai uniformă, iar
impurităţile se vor aduna în reţeaua de turnare oferind piesei o suprafaţă de calitate superioară. Procesul de
formare, însă, se complică dar piesele obţinute sunt de calitate mai bună. Procedeul se aplică la obţinerea
pieselor simple și de dimensiuni mari.
Formarea în rame de formare este metoda cea mai răspândită, deoarece permite obţinerea pieselor mici
sau mari, simple sau complexe și de calitate bună. Acest procedeu utilizează ramele de formare, rame care
formează seturi ușor de asamblat și reasamblat. Procesul tehnologic de formare rămâne, în mare majoritate,
aceleași, procedeele tehnologice diferenţiindu-se în funcţie de felul modelului folosit, structura formei, tipul
amestecului de formare.
Procesul tehnologic de formare cuprinde următoarele operaţii:
realizarea elementului de formă inferior;
realizarea elementului de formă superior;
demularea;
pregătirea formei în vederea turnării.
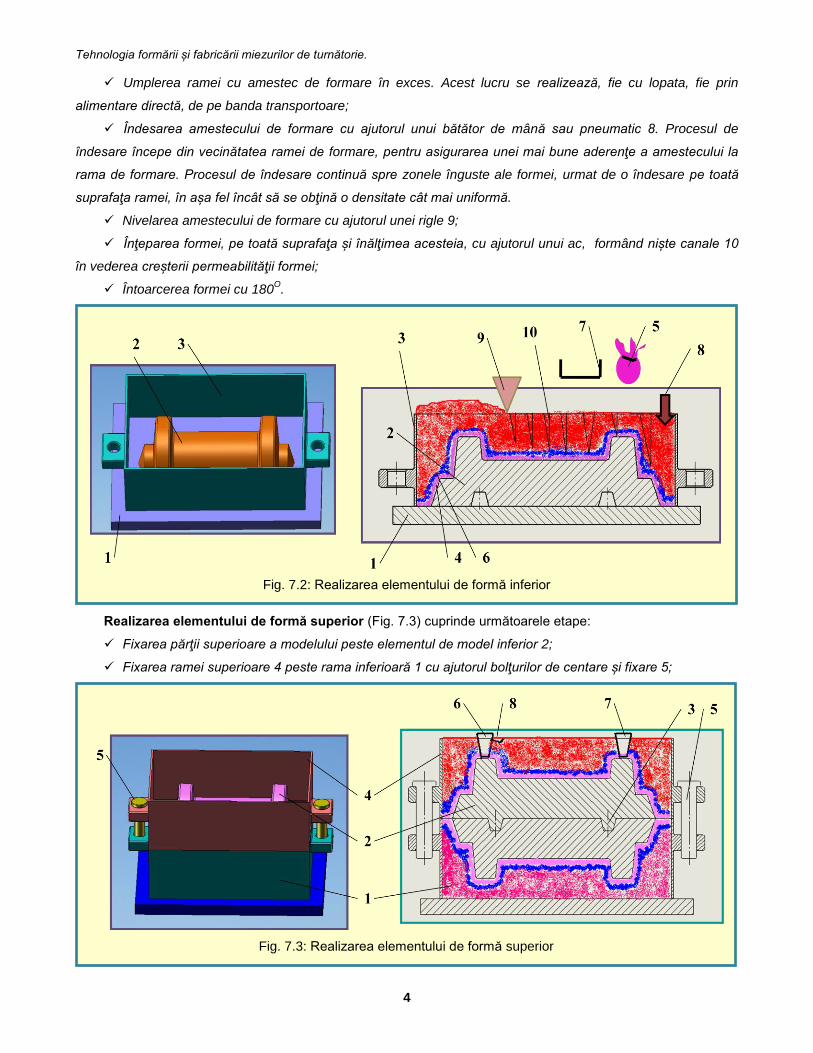
Realizarea elementului de formă inferior (Fig. 7.2) cuprinde mai multe etape:
Asezarea părţii inferioare a modelului 2 pe planșeta de lucru 1;
Așezarea centrată a ramei de inferioare 3 în așa fel încât să cuprină modelul;
Protejarea suprafeţei de lucru a modelului cu praf de licopodiu 4 în vederea evitării aderenţei
amestecului de formare la model și, prin aceasta, ușurarea extragerii modelului din formă. Depunerea prafului
de licopodiu asigură o calitate mai bună a suprafeţei și o refractaritate mai ridicată. Această depunere se
realizează prin scuturarea unui săculeţ 5 ce conţine praf de licopodiu;
Depunerea amestecului de model 6, de 25-30 mm. Amestecul de model este un amestec de formare de
granulaţie mai fină obţinut prin cernerea acestuia cu o sită 7. Depunerea amestecului de model se face cu
scopul atribuirii unei calităţi superioare suprafeţei cavităţii formei;
Tehnologia formării și fabricării miezurilor de turnătorie.
4
Umplerea ramei cu amestec de formare în exces. Acest lucru se realizează, fie cu lopata, fie prin
alimentare directă, de pe banda transportoare;
Îndesarea amestecului de formare cu ajutorul unui bătător de mână sau pneumatic 8. Procesul de
îndesare începe din vecinătatea ramei de formare, pentru asigurarea unei mai bune aderenţe a amestecului la
rama de formare. Procesul de îndesare continuă spre zonele înguste ale formei, urmat de o îndesare pe toată
suprafaţa ramei, în așa fel încât să se obţină o densitate cât mai uniformă.
Nivelarea amestecului de formare cu ajutorul unei rigle 9;
Înţeparea formei, pe toată suprafaţa și înălţimea acesteia, cu ajutorul unui ac, formând niște canale 10
în vederea creșterii permeabilităţii formei;
Întoarcerea formei cu 180O.
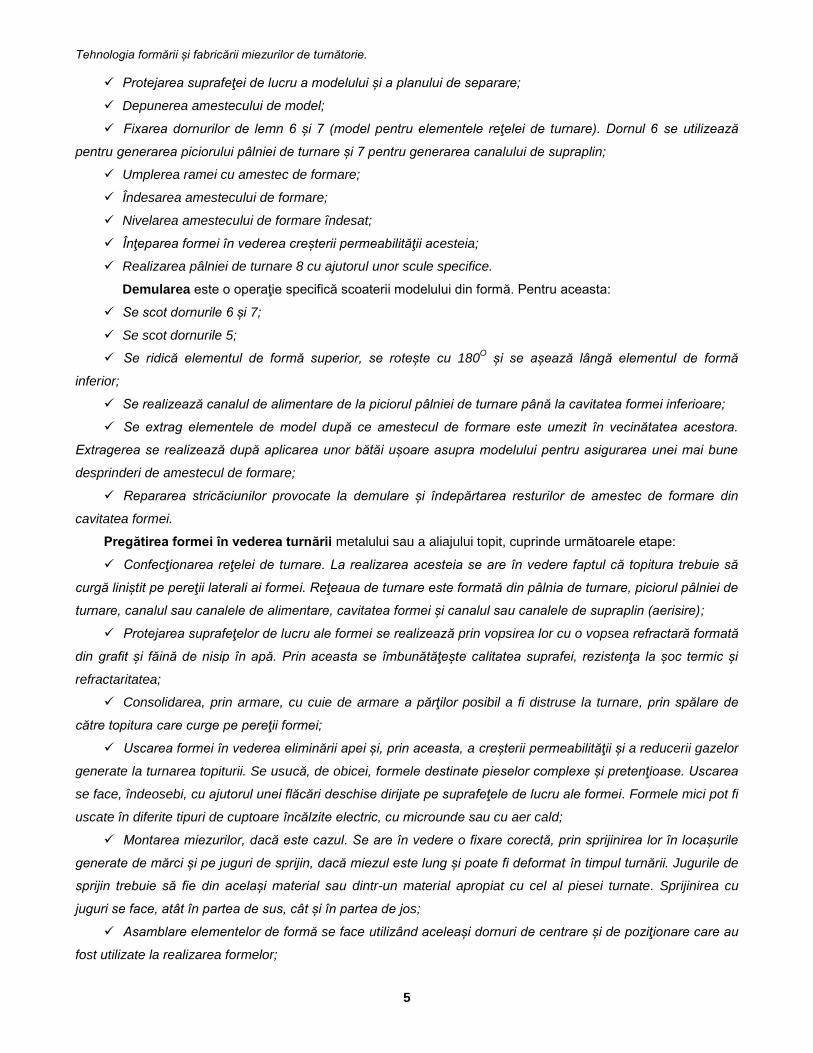
Realizarea elementului de formă superior (Fig. 7.3) cuprinde următoarele etape:
Fixarea părţii superioare a modelului peste elementul de model inferior 2;
Fixarea ramei superioare 4 peste rama inferioară 1 cu ajutorul bolţurilor de centare și fixare 5;
Fig. 7.3: Realizarea elementului de formă superior
Fig. 7.2: Realizarea elementului de formă inferior
Tehnologia formării și fabricării miezurilor de turnătorie.
5
Protejarea suprafeţei de lucru a modelului și a planului de separare;
Depunerea amestecului de model;
Fixarea dornurilor de lemn 6 și 7 (model pentru elementele reţelei de turnare). Dornul 6 se utilizează
pentru generarea piciorului pâlniei de turnare și 7 pentru generarea canalului de supraplin;
Umplerea ramei cu amestec de formare;
Îndesarea amestecului de formare;
Nivelarea amestecului de formare îndesat;
Înţeparea formei în vederea creșterii permeabilităţii acesteia;
Realizarea pâlniei de turnare 8 cu ajutorul unor scule specifice.
Demularea este o operaţie specifică scoaterii modelului din formă. Pentru aceasta:
Se scot dornurile 6 și 7;
Se scot dornurile 5;
Se ridică elementul de formă superior, se rotește cu 180O și se așează lângă elementul de formă
inferior;
Se realizează canalul de alimentare de la piciorul pâlniei de turnare până la cavitatea formei inferioare;
Se extrag elementele de model după ce amestecul de formare este umezit în vecinătatea acestora.
Extragerea se realizează după aplicarea unor bătăi ușoare asupra modelului pentru asigurarea unei mai bune
desprinderi de amestecul de formare;
Repararea stricăciunilor provocate la demulare și îndepărtarea resturilor de amestec de formare din
cavitatea formei.
Pregătirea formei în vederea turnării metalului sau a aliajului topit, cuprinde următoarele etape:
Confecţionarea reţelei de turnare. La realizarea acesteia se are în vedere faptul că topitura trebuie să
curgă liniștit pe pereţii laterali ai formei. Reţeaua de turnare este formată din pâlnia de turnare, piciorul pâlniei de
turnare, canalul sau canalele de alimentare, cavitatea formei și canalul sau canalele de supraplin (aerisire);
Protejarea suprafeţelor de lucru ale formei se realizează prin vopsirea lor cu o vopsea refractară formată
din grafit și făină de nisip în apă. Prin aceasta se îmbunătăţește calitatea suprafei, rezistenţa la șoc termic și
refractaritatea;
Consolidarea, prin armare, cu cuie de armare a părţilor posibil a fi distruse la turnare, prin spălare de
către topitura care curge pe pereţii formei;
Uscarea formei în vederea eliminării apei și, prin aceasta, a creșterii permeabilităţii și a reducerii gazelor
generate la turnarea topiturii. Se usucă, de obicei, formele destinate pieselor complexe și pretenţioase. Uscarea
se face, îndeosebi, cu ajutorul unei flăcări deschise dirijate pe suprafeţele de lucru ale formei. Formele mici pot fi
uscate în diferite tipuri de cuptoare încălzite electric, cu microunde sau cu aer cald;
Montarea miezurilor, dacă este cazul. Se are în vedere o fixare corectă, prin sprijinirea lor în locașurile
generate de mărci și pe juguri de sprijin, dacă miezul este lung și poate fi deformat în timpul turnării. Jugurile de
sprijin trebuie să fie din același material sau dintr-un material apropiat cu cel al piesei turnate. Sprijinirea cu
juguri se face, atât în partea de sus, cât și în partea de jos;
Asamblare elementelor de formă se face utilizând aceleași dornuri de centrare și de poziţionare care au
fost utilizate la realizarea formelor;
Tehnologia formării și fabricării miezurilor de turnătorie.
6
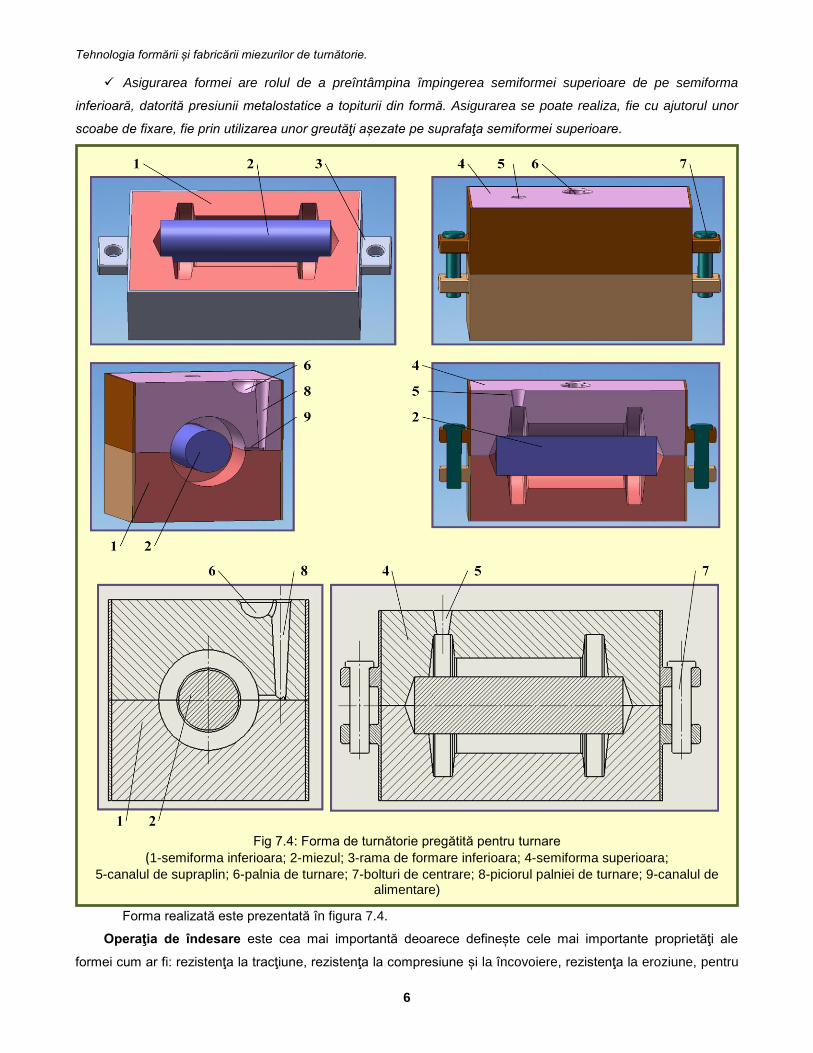
Asigurarea formei are rolul de a preîntâmpina împingerea semiformei superioare de pe semiforma
inferioară, datorită presiunii metalostatice a topiturii din formă. Asigurarea se poate realiza, fie cu ajutorul unor
scoabe de fixare, fie prin utilizarea unor greutăţi așezate pe suprafaţa semiformei superioare.
Forma realizată este prezentată în figura 7.4.
Operaţia de îndesare este cea mai importantă deoarece definește cele mai importante proprietăţi ale
formei cum ar fi: rezistenţa la tracţiune, rezistenţa la compresiune și la încovoiere, rezistenţa la eroziune, pentru
Fig 7.4: Forma de turnătorie pregătită pentru turnare (1-semiforma inferioara; 2-miezul; 3-rama de formare inferioara; 4-semiforma superioara;
5-canalul de supraplin; 6-palnia de turnare; 7-bolturi de centrare; 8-piciorul palniei de turnare; 9-canalul de alimentare)
Tehnologia formării și fabricării miezurilor de turnătorie.
7
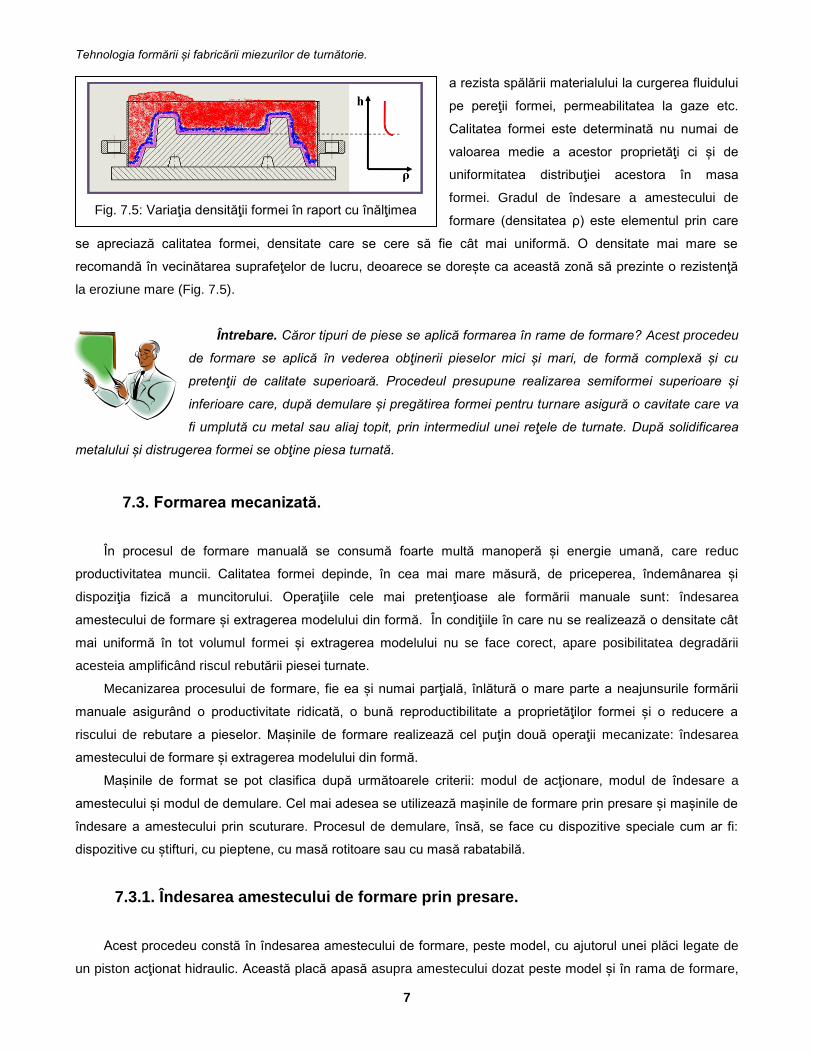
a rezista spălării materialului la curgerea fluidului
pe pereţii formei, permeabilitatea la gaze etc.
Calitatea formei este determinată nu numai de
valoarea medie a acestor proprietăţi ci și de
uniformitatea distribuţiei acestora în masa
formei. Gradul de îndesare a amestecului de
formare (densitatea ρ) este elementul prin care
se apreciază calitatea formei, densitate care se cere să fie cât mai uniformă. O densitate mai mare se
recomandă în vecinătarea suprafeţelor de lucru, deoarece se dorește ca această zonă să prezinte o rezistenţă
la eroziune mare (Fig. 7.5).
Întrebare. Căror tipuri de piese se aplică formarea în rame de formare? Acest procedeu
de formare se aplică în vederea obţinerii pieselor mici și mari, de formă complexă și cu
pretenţii de calitate superioară. Procedeul presupune realizarea semiformei superioare și
inferioare care, după demulare și pregătirea formei pentru turnare asigură o cavitate care va
fi umplută cu metal sau aliaj topit, prin intermediul unei reţele de turnate. După solidificarea
metalului și distrugerea formei se obţine piesa turnată.
7.3. Formarea mecanizată.
În procesul de formare manuală se consumă foarte multă manoperă și energie umană, care reduc
productivitatea muncii. Calitatea formei depinde, în cea mai mare măsură, de priceperea, îndemânarea și
dispoziţia fizică a muncitorului. Operaţiile cele mai pretenţioase ale formării manuale sunt: îndesarea
amestecului de formare și extragerea modelului din formă. În condiţiile în care nu se realizează o densitate cât
mai uniformă în tot volumul formei și extragerea modelului nu se face corect, apare posibilitatea degradării
acesteia amplificând riscul rebutării piesei turnate.
Mecanizarea procesului de formare, fie ea și numai parţială, înlătură o mare parte a neajunsurile formării
manuale asigurând o productivitate ridicată, o bună reproductibilitate a proprietăţilor formei și o reducere a
riscului de rebutare a pieselor. Mașinile de formare realizează cel puţin două operaţii mecanizate: îndesarea
amestecului de formare și extragerea modelului din formă.
Mașinile de format se pot clasifica după următoarele criterii: modul de acţionare, modul de îndesare a
amestecului și modul de demulare. Cel mai adesea se utilizează mașinile de formare prin presare și mașinile de
îndesare a amestecului prin scuturare. Procesul de demulare, însă, se face cu dispozitive speciale cum ar fi:
dispozitive cu știfturi, cu pieptene, cu masă rotitoare sau cu masă rabatabilă.
7.3.1. Îndesarea amestecului de formare prin presare.
Acest procedeu constă în îndesarea amestecului de formare, peste model, cu ajutorul unei plăci legate de
un piston acţionat hidraulic. Această placă apasă asupra amestecului dozat peste model și în rama de formare,
Fig. 7.5: Variaţia densităţii formei în raport cu înălţimea
Tehnologia formării și fabricării miezurilor de turnătorie.
8
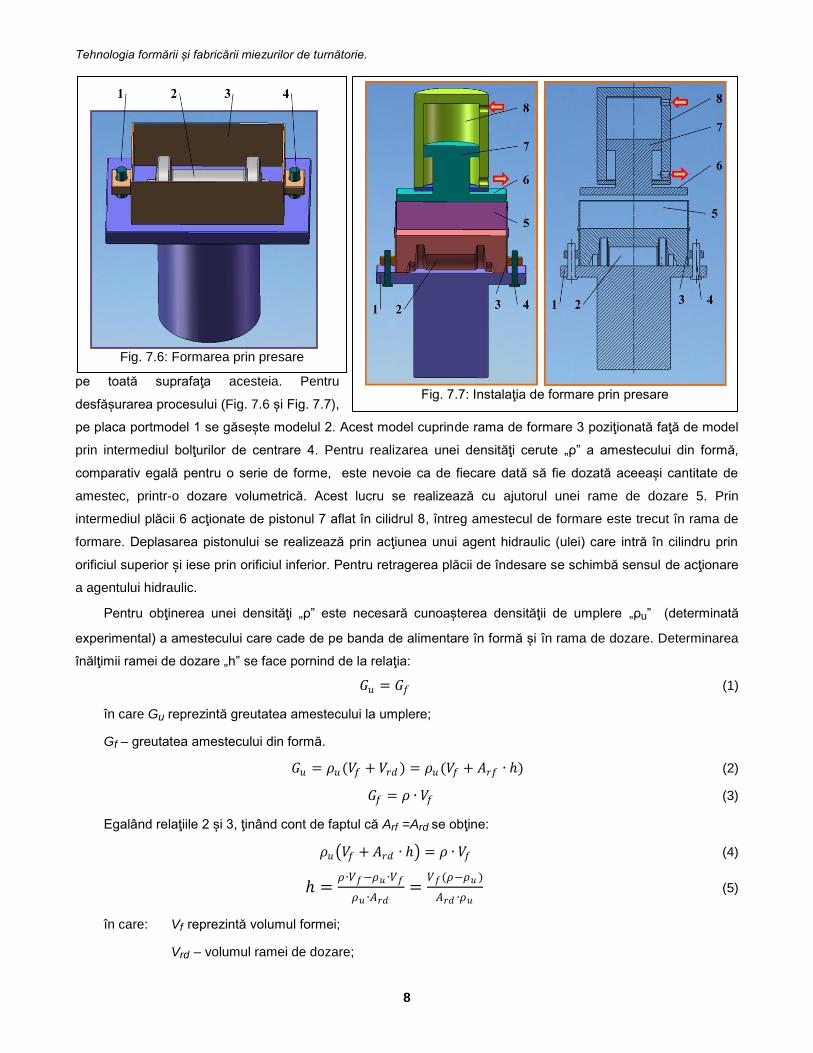
pe toată suprafaţa acesteia. Pentru
desfășurarea procesului (Fig. 7.6 și Fig. 7.7),
pe placa portmodel 1 se găsește modelul 2. Acest model cuprinde rama de formare 3 poziţionată faţă de model
prin intermediul bolţurilor de centrare 4. Pentru realizarea unei densităţi cerute „ρ” a amestecului din formă,
comparativ egală pentru o serie de forme, este nevoie ca de fiecare dată să fie dozată aceeași cantitate de
amestec, printr-o dozare volumetrică. Acest lucru se realizează cu ajutorul unei rame de dozare 5. Prin
intermediul plăcii 6 acţionate de pistonul 7 aflat în cilidrul 8, întreg amestecul de formare este trecut în rama de
formare. Deplasarea pistonului se realizează prin acţiunea unui agent hidraulic (ulei) care intră în cilindru prin
orificiul superior și iese prin orificiul inferior. Pentru retragerea plăcii de îndesare se schimbă sensul de acţionare
a agentului hidraulic.
Pentru obţinerea unei densităţi „ρ” este necesară cunoașterea densităţii de umplere „ρu” (determinată
experimental) a amestecului care cade de pe banda de alimentare în formă și în rama de dozare. Determinarea
înălţimii ramei de dozare „h” se face pornind de la relaţia:
𝐺𝑢 = 𝐺𝑓 (1)
în care Gu reprezintă greutatea amestecului la umplere;
Gf – greutatea amestecului din formă.
𝐺𝑢 = 𝜌𝑢(𝑉𝑓 + 𝑉𝑟𝑑 ) = 𝜌𝑢(𝑉𝑓 + 𝐴𝑟𝑓 ∙ ℎ) (2)
𝐺𝑓 = 𝜌 ∙ 𝑉𝑓 (3)
Egalând relaţiile 2 și 3, ţinând cont de faptul că Arf =Ard se obţine:
𝜌𝑢 𝑉𝑓 + 𝐴𝑟𝑑 ∙ ℎ = 𝜌 ∙ 𝑉𝑓 (4)
ℎ =𝜌∙𝑉𝑓−𝜌𝑢 ∙𝑉𝑓
𝜌𝑢 ∙𝐴𝑟𝑑=
𝑉𝑓(𝜌−𝜌𝑢 )
𝐴𝑟𝑑 ∙𝜌𝑢 (5)
în care: Vf reprezintă volumul formei;
Vrd – volumul ramei de dozare;
Fig. 7.6: Formarea prin presare
Fig. 7.7: Instalaţia de formare prin presare
Tehnologia formării și fabricării miezurilor de turnătorie.
9
Arf – aria ramei de formare;
Ard – aria ramei de dozare.
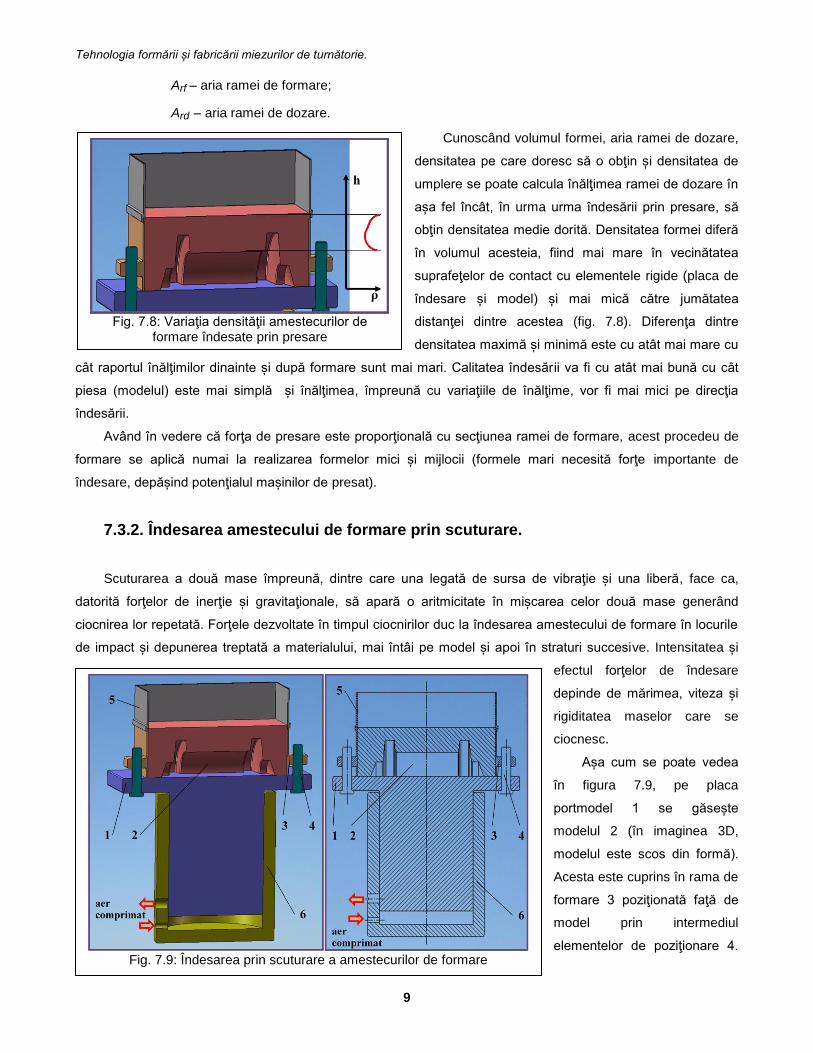
Cunoscând volumul formei, aria ramei de dozare,
densitatea pe care doresc să o obţin și densitatea de
umplere se poate calcula înălţimea ramei de dozare în
așa fel încât, în urma urma îndesării prin presare, să
obţin densitatea medie dorită. Densitatea formei diferă
în volumul acesteia, fiind mai mare în vecinătatea
suprafeţelor de contact cu elementele rigide (placa de
îndesare și model) și mai mică către jumătatea
distanţei dintre acestea (fig. 7.8). Diferenţa dintre
densitatea maximă și minimă este cu atât mai mare cu
cât raportul înălţimilor dinainte și după formare sunt mai mari. Calitatea îndesării va fi cu atât mai bună cu cât
piesa (modelul) este mai simplă și înălţimea, împreună cu variaţiile de înălţime, vor fi mai mici pe direcţia
îndesării.
Având în vedere că forţa de presare este proporţională cu secţiunea ramei de formare, acest procedeu de
formare se aplică numai la realizarea formelor mici și mijlocii (formele mari necesită forţe importante de
îndesare, depășind potenţialul mașinilor de presat).
7.3.2. Îndesarea amestecului de formare prin scuturare.
Scuturarea a două mase împreună, dintre care una legată de sursa de vibraţie și una liberă, face ca,
datorită forţelor de inerţie și gravitaţionale, să apară o aritmicitate în mișcarea celor două mase generând
ciocnirea lor repetată. Forţele dezvoltate în timpul ciocnirilor duc la îndesarea amestecului de formare în locurile
de impact și depunerea treptată a materialului, mai întâi pe model și apoi în straturi succesive. Intensitatea și
efectul forţelor de îndesare
depinde de mărimea, viteza și
rigiditatea maselor care se
ciocnesc.
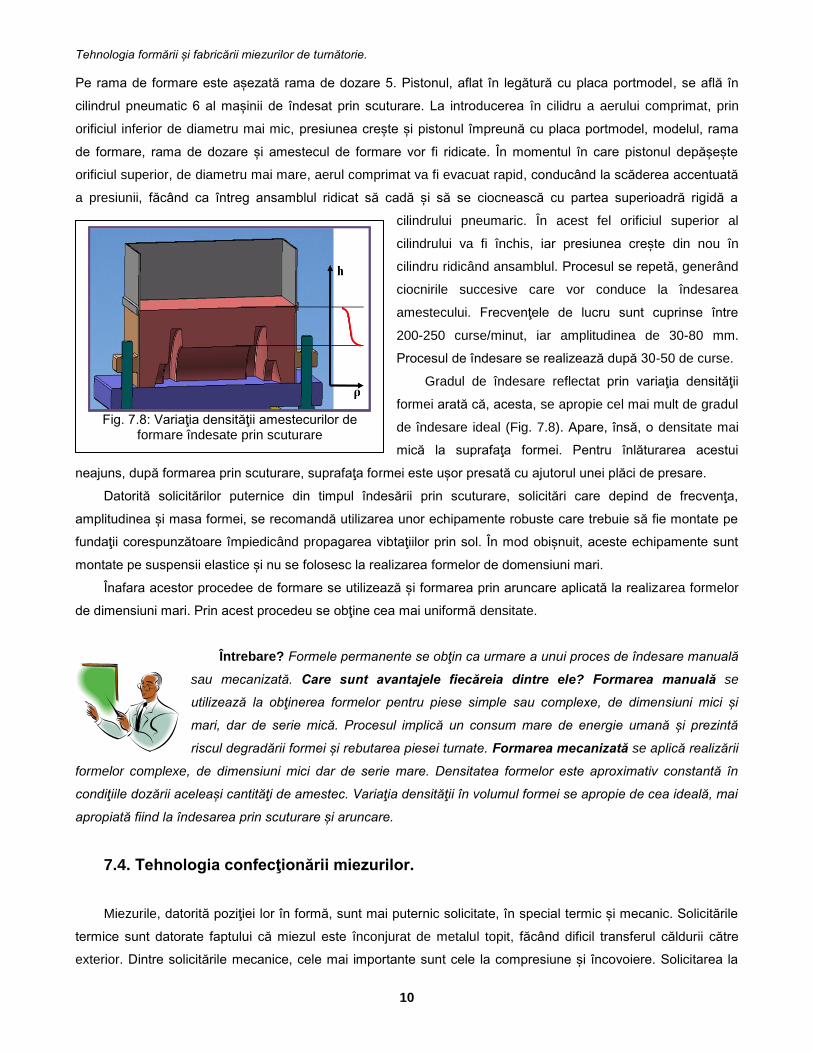
Așa cum se poate vedea
în figura 7.9, pe placa
portmodel 1 se găsește
modelul 2 (în imaginea 3D,
modelul este scos din formă).
Acesta este cuprins în rama de
formare 3 poziţionată faţă de
model prin intermediul
elementelor de poziţionare 4.
Fig. 7.8: Variaţia densităţii amestecurilor de
formare îndesate prin presare
Fig. 7.9: Îndesarea prin scuturare a amestecurilor de formare
Tehnologia formării și fabricării miezurilor de turnătorie.
10
Pe rama de formare este așezată rama de dozare 5. Pistonul, aflat în legătură cu placa portmodel, se află în
cilindrul pneumatic 6 al mașinii de îndesat prin scuturare. La introducerea în cilidru a aerului comprimat, prin
orificiul inferior de diametru mai mic, presiunea crește și pistonul împreună cu placa portmodel, modelul, rama
de formare, rama de dozare și amestecul de formare vor fi ridicate. În momentul în care pistonul depășește
orificiul superior, de diametru mai mare, aerul comprimat va fi evacuat rapid, conducând la scăderea accentuată
a presiunii, făcând ca întreg ansamblul ridicat să cadă și să se ciocnească cu partea superioadră rigidă a
cilindrului pneumaric. În acest fel orificiul superior al
cilindrului va fi închis, iar presiunea crește din nou în
cilindru ridicând ansamblul. Procesul se repetă, generând
ciocnirile succesive care vor conduce la îndesarea
amestecului. Frecvenţele de lucru sunt cuprinse între
200-250 curse/minut, iar amplitudinea de 30-80 mm.
Procesul de îndesare se realizează după 30-50 de curse.
Gradul de îndesare reflectat prin variaţia densităţii
formei arată că, acesta, se apropie cel mai mult de gradul
de îndesare ideal (Fig. 7.8). Apare, însă, o densitate mai
mică la suprafaţa formei. Pentru înlăturarea acestui
neajuns, după formarea prin scuturare, suprafaţa formei este ușor presată cu ajutorul unei plăci de presare.
Datorită solicitărilor puternice din timpul îndesării prin scuturare, solicitări care depind de frecvenţa,
amplitudinea și masa formei, se recomandă utilizarea unor echipamente robuste care trebuie să fie montate pe
fundaţii corespunzătoare împiedicând propagarea vibtaţiilor prin sol. În mod obișnuit, aceste echipamente sunt
montate pe suspensii elastice și nu se folosesc la realizarea formelor de domensiuni mari.
Înafara acestor procedee de formare se utilizează și formarea prin aruncare aplicată la realizarea formelor
de dimensiuni mari. Prin acest procedeu se obţine cea mai uniformă densitate.
Întrebare? Formele permanente se obţin ca urmare a unui proces de îndesare manuală
sau mecanizată. Care sunt avantajele fiecăreia dintre ele? Formarea manuală se
utilizează la obţinerea formelor pentru piese simple sau complexe, de dimensiuni mici și
mari, dar de serie mică. Procesul implică un consum mare de energie umană și prezintă
riscul degradării formei și rebutarea piesei turnate. Formarea mecanizată se aplică realizării
formelor complexe, de dimensiuni mici dar de serie mare. Densitatea formelor este aproximativ constantă în
condiţiile dozării aceleași cantităţi de amestec. Variaţia densităţii în volumul formei se apropie de cea ideală, mai
apropiată fiind la îndesarea prin scuturare și aruncare.
7.4. Tehnologia confecţionării miezurilor.
Miezurile, datorită poziţiei lor în formă, sunt mai puternic solicitate, în special termic și mecanic. Solicitările
termice sunt datorate faptului că miezul este înconjurat de metalul topit, făcând dificil transferul căldurii către
exterior. Dintre solicitările mecanice, cele mai importante sunt cele la compresiune și încovoiere. Solicitarea la
Fig. 7.8: Variaţia densităţii amestecurilor de
formare îndesate prin scuturare
Tehnologia formării și fabricării miezurilor de turnătorie.
11
încovoiere este datorată faptului că miezul este asemenea unei grinzi sprijinite la ambele capete când, înainte
de turnare, asupra ei acţionează propria sa greutate. După turnare, asupra miezului acţionează presiunea
hidrostatică, presiune determinată de diferenţa de greutate specifică dintre densitatea materialului miezului și
densitatea metalului sau aliajului turnat. Solicitarea la compresiune este determinată de contracţia materialului în
timpul solidificării și răcirii acestuia.
Un aspect deosebit de important este porozitatea miezurilor, parametru care reflectă măsura în care gazele
formate pot să fie evacuate eficient. Evacuarea gazelor se realizează numai pe la nivelul punctelor de sprijin a
miezului în formă.
Datorită cerinţelor mai severe impuse miezurilor, materialele utilizate la confecţionarea acestora sunt mai
pretenţioase. În plus, aceste materiale trebuie să devină fragile după turnarea, solidificarea topiturii și răcirea
aliajelor turnate pentru ca la dezbatere să se sfărâme și să se evacueze ușor. Proprietăţile miezurilor se asigură,
atât prin materialele utilizate, cât și prin structura lor.
Materialele pentru miezuri nepermanente sunt alcătuite din nisip de carieră căruia i se adaugă lianţi
diferiţi de cei folosiţi la amestecurile utilizate la realizarea formelor de turnătorie. Prin urmare, argila nu poate fi
folosită, deoarece la temperaturi ridicate se întărește foarte mult și face imposibilă scoaterea miezului din piesă.
Lianţii folosiţi în amestecurile pentru miezuri trebuie să fragilizeze miezul, oferindu-i o dezbatere ușoară și să
cedeze, într-o anumită măsură, contracţiei metalului sau aliajului, evitând formarea anumitor tensiuni în piesă.
Materialele pentru miezuri au în compoziţiea lor lianţi organici, care asigură legătura dintre particule, fie în
prezenţa apei, fie prin uscare sau polimerizare. În prima categorie intră lainţii aglutinaţi, din care fac parte
amidonul, dextrina și melasa. Din a doua categorie fac parte uleiurile sicative, de in sau de pește, și rășinile
naturale sau sintetice, colofoniu, fenol-formol etc.
Miezurile permanente se confecţionează din aliaje refractare care au și o bună conductibilitate termică.
Pentru realizarea miezurilor se folosesc oţeluri refractare aliate cu crom, nichel și molibden sau crom și wolfram.
Miezul metalic trebuie scos din piesă cât mai repede după turnare, pentru a evita formarea unor tensiuni în
material, tensiuni care pot provoca fisuri.
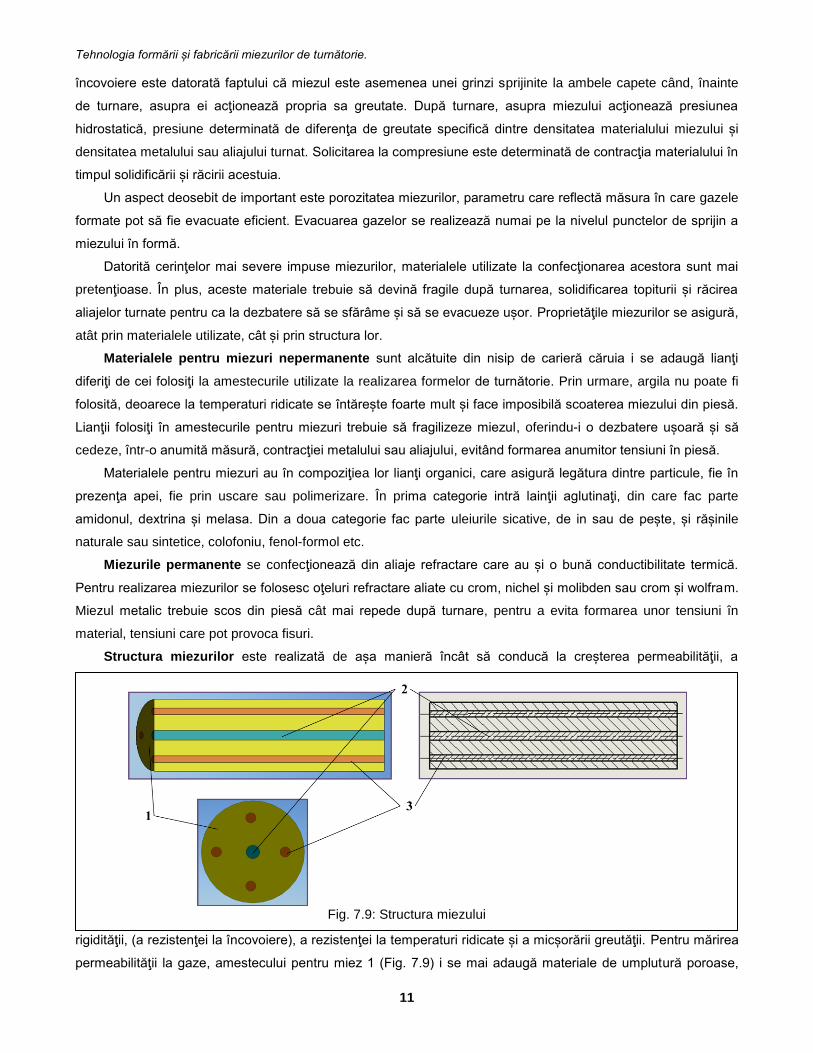
Structura miezurilor este realizată de așa manieră încât să conducă la creșterea permeabilităţii, a
rigidităţii, (a rezistenţei la încovoiere), a rezistenţei la temperaturi ridicate și a micșorării greutăţii. Pentru mărirea
permeabilităţii la gaze, amestecului pentru miez 1 (Fig. 7.9) i se mai adaugă materiale de umplutură poroase,
Fig. 7.9: Structura miezului
Tehnologia formării și fabricării miezurilor de turnătorie.
12
rumeguș, pleavă etc., iar la confecţionare se realizează în miez canale longitudinale, prin intermediul unor fitile
cerate 3 care se topes la uscarea miezurilor.
Rigiditatea miezului se realizează prin introducerea în structura miezului elemente (vergele) metalice de
armare 2. În același timp, se caută reducerea greutăţii miezului, cât mai mult posibil, motiv pentru care în
compoziţia amestecului de miez se introduc materiale de umplutură ușoare.
Rezistenţa la temperatură se îmbunătăţește
adăugând în amestec materiale refractare (grafit, praf
de huilă etc.) sau aprin acoperirea suprafeţei de lucru
cu vopsele sau pudră conţinând grafit, oxid de zirconiu
etc.
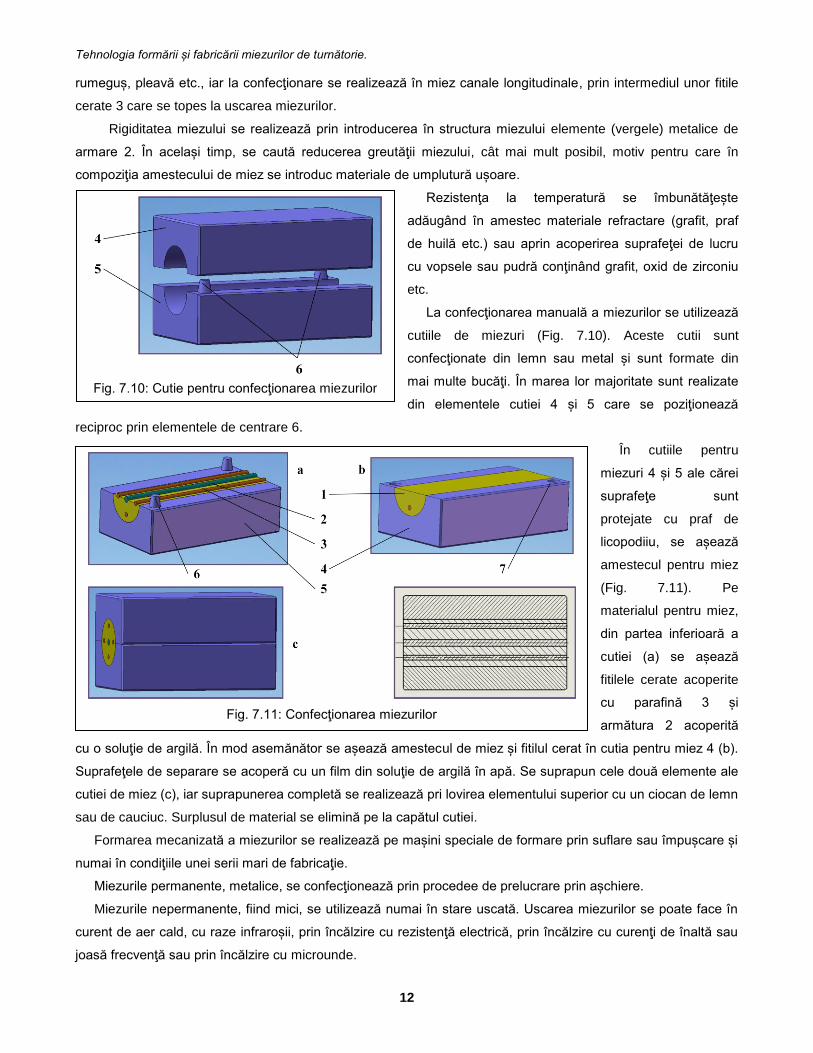
La confecţionarea manuală a miezurilor se utilizează
cutiile de miezuri (Fig. 7.10). Aceste cutii sunt
confecţionate din lemn sau metal și sunt formate din
mai multe bucăţi. În marea lor majoritate sunt realizate
din elementele cutiei 4 și 5 care se poziţionează
reciproc prin elementele de centrare 6.
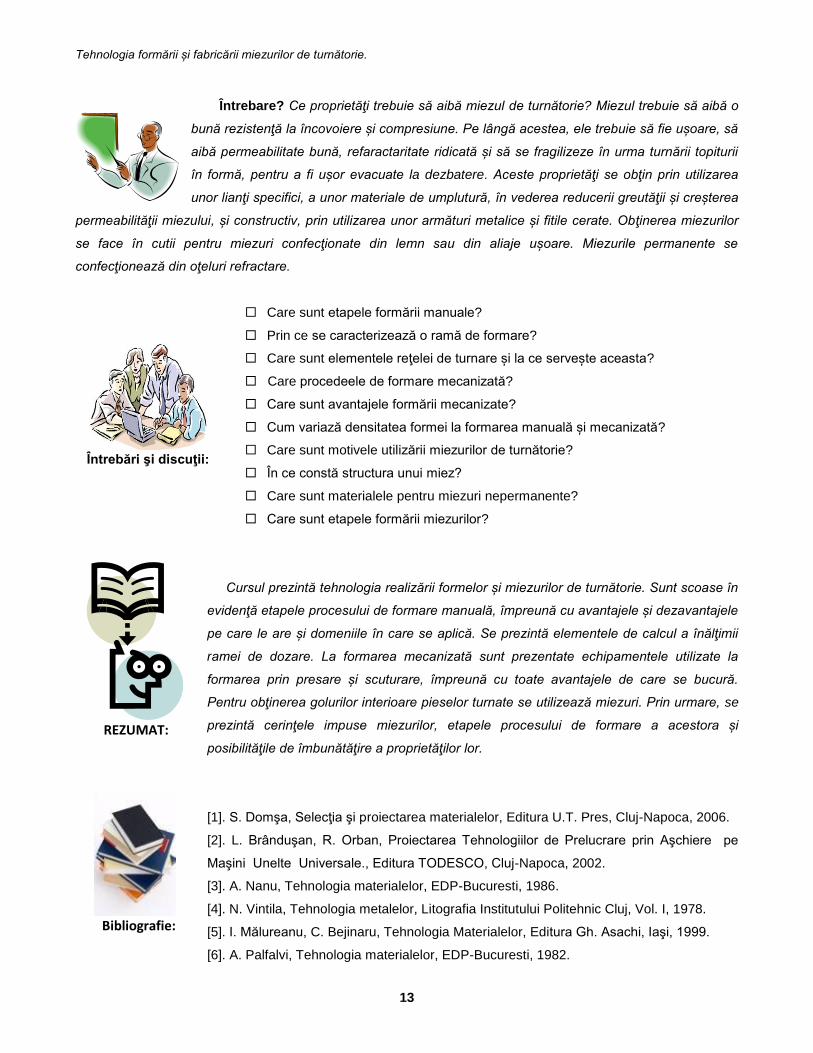
În cutiile pentru
miezuri 4 și 5 ale cărei
suprafeţe sunt
protejate cu praf de
licopodiiu, se așează
amestecul pentru miez
(Fig. 7.11). Pe
materialul pentru miez,
din partea inferioară a
cutiei (a) se așează
fitilele cerate acoperite
cu parafină 3 și
armătura 2 acoperită
cu o soluţie de argilă. În mod asemănător se așează amestecul de miez și fitilul cerat în cutia pentru miez 4 (b).
Suprafeţele de separare se acoperă cu un film din soluţie de argilă în apă. Se suprapun cele două elemente ale
cutiei de miez (c), iar suprapunerea completă se realizează pri lovirea elementului superior cu un ciocan de lemn
sau de cauciuc. Surplusul de material se elimină pe la capătul cutiei.
Formarea mecanizată a miezurilor se realizează pe mașini speciale de formare prin suflare sau împușcare și
numai în condiţiile unei serii mari de fabricaţie.
Miezurile permanente, metalice, se confecţionează prin procedee de prelucrare prin așchiere.
Miezurile nepermanente, fiind mici, se utilizează numai în stare uscată. Uscarea miezurilor se poate face în
curent de aer cald, cu raze infraroșii, prin încălzire cu rezistenţă electrică, prin încălzire cu curenţi de înaltă sau
joasă frecvenţă sau prin încălzire cu microunde.
Fig. 7.11: Confecţionarea miezurilor
Fig. 7.10: Cutie pentru confecţionarea miezurilor
Tehnologia formării și fabricării miezurilor de turnătorie.
13
REZUMAT:
Întrebare? Ce proprietăţi trebuie să aibă miezul de turnătorie? Miezul trebuie să aibă o
bună rezistenţă la încovoiere și compresiune. Pe lângă acestea, ele trebuie să fie ușoare, să
aibă permeabilitate bună, refaractaritate ridicată și să se fragilizeze în urma turnării topiturii
în formă, pentru a fi ușor evacuate la dezbatere. Aceste proprietăţi se obţin prin utilizarea
unor lianţi specifici, a unor materiale de umplutură, în vederea reducerii greutăţii și creșterea
permeabilităţii miezului, și constructiv, prin utilizarea unor armături metalice și fitile cerate. Obţinerea miezurilor
se face în cutii pentru miezuri confecţionate din lemn sau din aliaje ușoare. Miezurile permanente se
confecţionează din oţeluri refractare.
Care sunt etapele formării manuale?
Prin ce se caracterizează o ramă de formare?
Care sunt elementele reţelei de turnare și la ce servește aceasta?
Care procedeele de formare mecanizată?
Care sunt avantajele formării mecanizate?
Cum variază densitatea formei la formarea manuală și mecanizată?
Care sunt motivele utilizării miezurilor de turnătorie?
În ce constă structura unui miez?
Care sunt materialele pentru miezuri nepermanente?
Care sunt etapele formării miezurilor?
Cursul prezintă tehnologia realizării formelor și miezurilor de turnătorie. Sunt scoase în
evidenţă etapele procesului de formare manuală, împreună cu avantajele și dezavantajele
pe care le are și domeniile în care se aplică. Se prezintă elementele de calcul a înălţimii
ramei de dozare. La formarea mecanizată sunt prezentate echipamentele utilizate la
formarea prin presare și scuturare, împreună cu toate avantajele de care se bucură.
Pentru obţinerea golurilor interioare pieselor turnate se utilizează miezuri. Prin urmare, se
prezintă cerinţele impuse miezurilor, etapele procesului de formare a acestora și
posibilităţile de îmbunătăţire a proprietăţilor lor.
[1]. S. Domşa, Selecţia şi proiectarea materialelor, Editura U.T. Pres, Cluj-Napoca, 2006.
[2]. L. Brânduşan, R. Orban, Proiectarea Tehnologiilor de Prelucrare prin Aşchiere pe
Maşini Unelte Universale., Editura TODESCO, Cluj-Napoca, 2002.
[3]. A. Nanu, Tehnologia materialelor, EDP-Bucuresti, 1986.
[4]. N. Vintila, Tehnologia metalelor, Litografia Institutului Politehnic Cluj, Vol. I, 1978.
[5]. I. Mălureanu, C. Bejinaru, Tehnologia Materialelor, Editura Gh. Asachi, Iaşi, 1999.
[6]. A. Palfalvi, Tehnologia materialelor, EDP-Bucuresti, 1982.
Bibliografie:
Întrebări şi discuţii: