Curs Tolerante si Control Dimensional
263
Prof.dr.ing. Liviu Crişan 1/17 TEHNICI DE MASURARE SI CONTROL DIMENSIONAL Capitolul I Introducere 1.1. Dezvoltarea metrologiei dimensionale 1.2. Locul şi importanţa măsurărilor şi a controlului în asigurarea calităţii Capitolul II Realizarea dimensiunilor, a formei şi a suprafeţelor Capitolul III Toleranţe şi ajustaje 3.1. Dimensiuni 3.2. Toleranţe 3.3. Abateri 3.4. Ajustaje 3.5. Interschimbabilitatea în construcţia de maşini
-
Upload
sergiu-ivan -
Category
Documents
-
view
846 -
download
50
description
Curs anul II, UTCN, TCD
Transcript of Curs Tolerante si Control Dimensional
-
Prof.dr.ing. Liviu Crian 1/17
TEHNICI DE MASURARE SI
CONTROL DIMENSIONAL
Capitolul I Introducere
1.1. Dezvoltarea metrologiei dimensionale
1.2. Locul i importana msurrilor i a controlului n
asigurarea calitii
Capitolul II Realizarea dimensiunilor, a formei i a suprafeelor
Capitolul III Tolerane i ajustaje
3.1. Dimensiuni
3.2. Tolerane
3.3. Abateri
3.4. Ajustaje
3.5. Interschimbabilitatea n construcia de maini
-
Prof.dr.ing. Liviu Crian 2
TEHNICI DE MASURARE SI
CONTROL DIMENSIONAL
Capitolul IV Sistemul ISO de tolerane
4.1. Scurt istoric
4.2. Factorul de toleran
4.3. Abateri fundamentale
4.4. Notarea dimensiunilor tolerate
4.5. Clase de tolerane recomandate
4.6. Sisteme de ajustaje
4.7. Alegerea sistemului de ajustaj
4.8. Proiectarea ajustajelor
4.9. Ajustaje recomandate
-
Prof.dr.ing. Liviu Crian 3
TEHNICI DE MASURARE SI
CONTROL DIMENSIONAL Capitolul V Tolerane geometrice 5.1. Precizia prelucrrii suprafeelor 5.2. Toleranele formei suprafeei 5.2.1. Tolerarea rectilinitii 5.2.2. Tolerarea planitii suprafeei 5.2.3. Tolerarea circularitii 5.2.4. Tolerarea cilindricitii 5.2.5. Tolerarea formei date a profilului
5.2.6. Tolerarea formei date a suprafeei 5.3. Toleranele orientrii 5.3.1. Baze de referin 5.3.2. Tolerarea paralelismului
5.3.3. Tolerarea perpendicularitii 5.3.4. Tolerarea nclinrii
-
Prof.dr.ing. Liviu Crian 4
TEHNICI DE MASURARE SI
CONTROL DIMENSIONAL
5.4. Toleranele poziiei
5.4.1. Tolerarea poziiei nominale
5.4.2. Tolerarea concentricitii i a coaxialiti
5.4.3. Tolerarea simetriei
5.5. Toleranele btii
5.5.1. Tolerarea btii radiale
5.5.2. Tolerarea btii frontale
5.5.3. Tolerarea btii circulare dup o direcie nclinat
5.5.4. Tolerarea btii totale
-
Prof.dr.ing. Liviu Crian 5
TEHNICI DE MASURARE SI
CONTROL DIMENSIONAL
5.6. Notarea pe desene a toleranelor geometrice
5.7. Limita maxim i minim material
5.7.1. Condiia maximului de material
5.7.2. Limita material maxim virtual
5.7.3. Condiia minimului de material
5.8. Influena preciziei formei suprafeelor asupra ajustajelor
Capitolul VI Rugozitatea suprafeelor
6.1. Noiuni generale. Terminologie
6.2. Aspecte privind importana alegerii rugozitii optime
6.3. Indicarea pe desene a rugozitii suprafeelor
-
Prof.dr.ing. Liviu Crian 6
TEHNICI DE MASURARE SI
CONTROL DIMENSIONAL
Capitolul VII Erori de msurare. Incertitudinea msurrii
7.1. Noiuni generale
7.2. Sursele erorilor de msurare
7.3. Incertitudinea de msurare
7.4. Concluzii
Capitolul VIII Mijloace moderne de msurare utilizate la inspecia abaterilor geometrice
8.1. Introducere
8.2. Msurarea dimensiunilor liniare
8.2.1. ublere
8.2.2. Micrometre
8.2.3. Instrumente comparatoare
-
Prof.dr.ing. Liviu Crian 7
TEHNICI DE MASURARE SI
CONTROL DIMENSIONAL
8.3. Msurarea unghiurilor
8.4. Msurarea abaterilor geometrice
8.5. Msurarea rugozitii suprafeelor
8.6. Msurri n coordonate
8.6.1. Introducere
8.6.2. Mainile de msurare n coordonate
8.7. Scanarea suprafeelor
-
Prof.dr.ing. Liviu Crian 8/17
Dezvoltarea exploziv a microelectronicii i informaticii, realizarea sistemelor flexibile de fabricaie, implementarea unor tehnologii noi, de vrf, a permis realizarea unor produse tot mai complexe, realizate prin procese tehnologice greu de inut sub control prin metodele tradiionale. Astfel s-a impus o nou abordare a sistemelor de producie punndu-se la punct sistemele integrate de producie cu ajutorul calculatorului Computer Integrated Manufactury CIM, n cadrul crora un subsistem important l reprezint cel al calitii asistate de calculator Computer Aided Quality CAQ.
n cadrul sistemului QM (Quality Management) tehnica
msurrii este o parte component indisolubil legat de procesul de obinere a produsului finit. Progresul tehnicilor de msurare trebuie s in pasul cu dezvoltarea tehnicilor de prelucrare, avnd n vedere c procesul de msurare, adic de estimare a calitii execuiei, este faza final n realizarea produsului finit care i pune decisiv amprenta asupra modului n care s-a desfurat prelucrarea.
-
Prof.dr.ing. Liviu Crian 9/17
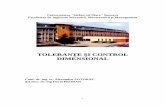
Orict de precis am reui s prelucrm un produs, dac nu tim s-l msurm cel puin la fel de precis, investiia fcut n prelucrare este inutil, produsul fiind estimat i apreciat la nivelul controlului tehnic.
0,05m
5m
Instrumente de msur cu Laser
Comparatoare optice
Comparatoare mecanice
0,1mm
0,01mm
1m
0,1m
0,01m
0,001m(1nm)
0,3pm
Instrumente de msur
ublere cu vernier
Microscop electronic cu scanare
Comparatoare electronice
Fig.1.1. Dezvoltarea metrologiei dimensionale
1900 1920 1940 1960 1980 1990 2000 Anul
0,5m
-
Prof.dr.ing. Liviu Crian 10/17
Prima etapa n realizarea unei piese este proiectarea
acesteia. Aceast operaie const nu numai n desenarea formei piesei, dar i n stabilirea i indicarea tuturor restriciilor dimensionale, ale formei i suprafeelor ce alctuiesc piesa dorit. Atunci cnd se proiecteaz o pies, aceasta este imaginat ca avnd o form ideal, fiind compus de cele mai multe ori din suprafee geometrice elementare (cilindru, paralelipiped, sfer etc.), deci att dimensiunile, ct i forma sunt considerate perfecte, fr erori fa de acestea, iar suprafeele sunt fine.
-
Prof.dr.ing. Liviu Crian 11/17
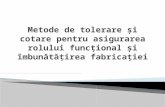
Geometria unei piese, sau a unui ansamblu, poate s fie descris printr-un set de specificaii care este cunoscut sub denumirea de Specificii geometrice ale produsului (SGP) (Geometrical Product Specifications (GPS)) acoperind cerinele de mrime i dimensiune, toleranele geometrice i proprietile geometrice ale suprafeelor
SGP
Tolerane dimensionale Tolerane geometrice Tolerane ale suprafeei parametri de textur
Tolerane de mrime
Tolerane dimensionale,
de pas,
distane etc. (cazuri
speciale)
Liniare
Unghiulare
De form
De orientare
De poziie
Btaie circular
Duritate
Ondulaie
Fig. 2.1. Specificaii geometrice ale produsului - concepte generale
-
Prof.dr.ing. Liviu Crian 12/17
ISO International Standardizing Organization Institutul Internaional pentru Standardizare, prin Comitetul Tehnic ISO/TC 213 Dimensional and Geometrical Product Specification and Verification, nfiinat n anul 1996, este interesat n dezvoltarea conceptelor SGP. ISO/TC 213 poate fi accesat pe pagina web la adresa http://www.ds.dk/isotc213, unde n funcie de drepturile de acces pot fi gsite informaii cu privire la activitatea acestui comitet tehnic. n paralel cu acest comitet tehnic s-a nfiinat i un alt comitet tehnic n cadrul organizaiei europene CEN/TC 290. Printr-o convenie ncheiat la Viena s-a stabilit c toate proiectele dezvoltate de ISO se vor dezvolta n paralel i de comitetul european iar documentele finale vor fi practic adoptate de comun acord, deci vor fi similare.
Institutele de standardizare din rile membre ISO sunt invitate de dou ori pe an s participe la reuniunile organizate de ISO n cadrul comitetelor tehnice. Unele ri se mulumesc ns s preia standardele elaborate de comitetele tehnice n forma final i s le traduc n limba naional, acestea cptnd apoi statutul de standard naional. Din pcate, de multe ori traducerile sufer datorit faptului c nu exprim sensul dorit de standardul original. Adoptarea expresiilor tehnice noi, care nu pot fi traduse dect n cazul nelegerii depline a nelesului lor tehnic, poate duce la confuzii propagate apoi la nivel naional.
-
Prof.dr.ing. Liviu Crian 13/17
Rolul unui sistem SGP este acela de a "traduce" diferitele
cerine tehnice sau tehnologice n "limbaj geometric". nainte de nfiinarea comitetului tehnic ISO/TC 213, un alt grup din cadrul ISO, Joint Harmonization Group ISO/TC 3-10 57/JHG a prezentat un raport propunnd o clasificare a sistemului de
standarde SPG (GPS), acesta fiind intitulat Masterplan. n
cadrul acestei propuneri documentele sistemului SGP (GPS)
au fost mprite n patru grupe (fig. 2.2):
Standarde
fundamentale
GPS
Standarde globale GPS
Matricea general GPS Standarde generale GPS
Standarde complementare GPS
Fig.2.2. Structura Masterplan GPS
-
Prof.dr.ing. Liviu Crian 14/17
Standardele globale GPS conin standarde de baz,
fundamentale, cum ar fi ISO 1 stabilirea temperaturii de
referin, sau ISO 14660-1 care stabilete noiunile i definiiile
specificaiilor geometrice.
Standardele generale GPS sunt aranjate ntr-o matrice
(tab. 2.1), fiecare linie coninnd lanuri de standarde iar fiecare
coloan conine specificaii ale caracteristicilor geometrice.
Standarde complementare GPS au fost propuse de diferite
comitete tehnice i nu numai de ISO/TC 213, acestea
referindu-se la reguli de desenare, principii de verificare a
diferitelor categorii de elemente geometrice, a unor organe de
maini (filete, roi dinate etc.) etc.
Tabelul 2.1. Matricea general GPS
-
Prof.dr.ing. Liviu Crian 15/17
Numrul celulei 1 2 3 4 5 6
Caracteristica geometric a elementului 1 Dimensiune
2 Distan 3 Raz 4 Unghi
5 Linie ce nu depinde de referin 6 Linie ce depinde de referin 7 Suprafa ce nu depinde de referin 8 Suprafa ce depinde de referin 9 Orientare
10 Poziie 11 Btaie circular 12 Btaie total 13 Referine 14 Profilul rugozitii 15 Profilul ondulaiei 16 Profil iniial 17 Imperfeciuni ale suprafeei 18 Muchii
Tabelul 2.1. Matricea general GPS
-
Prof.dr.ing. Liviu Crian 16/17
Tabelul 2.2. Matricea GPS (prima linie)
1 2 3 4 5 6
ISO 129
ISO 286-1
ISO 286-1
ISO 286-2
ISO 286-1
ISO 8015
ISO 14660-2
ISO 14253-1 ISO 463
ISO 9121
ISO 9493
ISO 10360-1
ISO 10360-2
ISO 13225
ISO 13385
ISO 14253-1
ISO 3650
ISO 14253-1
-
Prof.dr.ing. Liviu Crian 17/17
Masterplan-ul are la baz trei reguli deosebit de importante
care constituie obligaii ce revin standardelor elaborate:
1. Regula neambiguitii - fiecare lan de standarde din
matricea general GPS va conine reguli clare ntre
indicaiile de pe desen i caracteristicile geometrice ale
piesei i valoarea nominal ce reprezint caracteristica
ce poate fi determinat cu standardele internaionale de
calibrare.
2. Regula totalitii standardele vor asigura posibilitatea
de a indica pe desen toate caracteristicile cerute.
3. Regula complementaritii fiecare lan individual de
standarde din matricea general GPS va fi
complementar cu un altul.
-
Prof.dr.ing. Liviu Crian 18/16
TEHNICI DE MASURARE SI CONTROL DIMENSIONAL
Capitolul III Tolerane i ajustaje
3.1. Dimensiuni
3.2. Tolerane
3.3. Abateri
CURS II
-
Prof.dr.ing. Liviu Crian 19/16
Mrimea unei piese poate fi apreciat prin dimensiunile ei liniare, fiind, de obicei, un diametru (n cazul pieselor cilindrice) sau o lungime (n cazul pieselor prismatice).
n procesul de fabricaie putem vorbi de mai multe tipuri de dimensiuni:
dimensiuni de funcionare care au rol important n funcionarea ansamblului din care piesa face parte, fiind elemente ale lanului cinematic sau dimensiuni determinate de sarcinile care solicit ansamblul (lungimea unei prghii, diametrul unui arbore etc.);
dimensiuni de asamblare necesare asamblrii a dou sau mai multor piese care trebuie s funcioneze cuplate. Aceste dimensiuni servesc att la fabricarea ansamblului, la prima asamblare, ct i la reparaiile din timpul exploatrii pentru nlocuirea unei piese ieite din uz;
dimensiuni auxiliare (intermediare) de execuie necesare pentru fiecare operaie intermediar a piesei finite, dar care nu au nici o importan din momentul n care piesa intr n exploatare;
dimensiuni libere care nu influeneaz funcionarea piesei i nici a ansamblului din care face parte (diametrul unui mner, limea sau adncimea unei degajri pentru reducerea greutii unei piese etc.)
Dimensiuni
-
Prof.dr.ing. Liviu Crian 20/16
Standardul internaional ISO 286-1 furnizeaz mai multe definiii si
reguli generale privind dimensiunile. Acest standard definete
dimensiunea ca fiind:
"Un numr ce exprim, cu ajutorul unei uniti
adoptate, valoarea numeric a unei dimensiuni liniare
Considernd expresia de mai sus 10 cm sau 10 km sunt
dimensiuni dar nu i 10 kg sau 60oC. Pentru nelegerea corect a
noiunii de dimensiune standardul precizeaz faptul c noiunea de
dimensiune se refer la dimensiunea liniar. Celelalte dimensiuni, de
exemplu, cele unghiulare se precizeaz explicit de fiecare dat. De
altfel, standardul ISO 286-1 face diferen i ntre diferitele dimensiuni
liniare.
-
Prof.dr.ing. Liviu Crian 21/16
Fig. 3.1. Conceptul de dimensiune dup ISO/WD 14405.
DIMENSIUNE
Dimensiune
local
Dimensiune de
calcul
Dimensiune
global
Dimensiune
maxim Dimensiune
minim
Dimensiune
statistic
Dimensiune
local definit de o
sfer
Dimensiune
de calcul a
ariei cilindrice
Dimensiune de
calcul a
circumferinei cilindrice
Dimensiune
medie
Aria
seciunii medii
Dimensiunea
maxim nscris
Dimensiunea
minim circumscris
Dimensiune
local definit de
dou puncte
-
Prof.dr.ing. Liviu Crian 22/16
Dimensiunile pieselor determinate fie prin calcule de rezisten, fie
din date experimentale, fie din considerente de ordin constructiv, sunt
denumite dimensiuni nominale i sunt notate cu N.
n practica industrial dimensiunile nominale, nu se pot realiza exact
datorit impreciziei inerente a procesului de fabricaie:
imprecizia geometric a mainii unelte,
uzura sculelor,
deformaiile sistemului elastic main pies scul,
deformaiile termice ale diferitelor componente ale mainii, ale
piesei de prelucrat i ale sculei,
erori ale mijloacelor de msurare i control.
Dimensiunile executate difer de cele nominale, acestea putnd
fi cunoscute prin msurarea piesei. Aceste dimensiuni se numesc
dimensiuni efective i se noteaz cu E.
-
Prof.dr.ing. Liviu Crian 23/16
ISO 286-1 descrie, de asemenea, i dimensiunea efectiv ca o valoare msurat. Dimensiunea efectiv descrie mrimea unei caracteristici geometrice obinute prin msurare.
Analiznd dimensiunile i mrimile pe desene, se pot imagina patru grupuri de dimensiuni i mrimi liniare figura I.2:
Dimensiuni exterioare
Dimensiuni interioare
Trepte (degajri)
Distane
Dimensiuni interioare Trepte (degajri) Distane (dimensiuni)
Dimensiuni exterioare
Fig. 3.2. Diferite tipuri de dimensiuni
-
Prof.dr.ing. Liviu Crian 24/16
Diferena algebric dintre dimensiunea efectiv E a unei piese i
dimensiunea nominal N se numete abatere efectiv i se noteaz cu
A:
A = E - N [3.1]
Datorit faptului c execuia unei dimensiuni la valoarea ei nominal
este imposibil (sau pur ntmpltoare) se impune necesitatea
acceptrii pentru piesele executate, a abaterilor, a diferenelor fa de
valoarea nominal. Aceste abateri trebuie ns limitate, pentru ca rolul
funcional al piesei s nu fie afectat de diferene prea mari ntre
dimensiunea calculat i cea existent care ar putea duce la uzuri
rapide sau distrugeri ale piesei n timpul funcionrii.
Astfel se impune stabilirea unor dimensiuni limit, a unei dimensiuni
maxime i a uneia minime, ntre care trebuie s se ncadreze valoarea
efectiv a dimensiunii respective. Dac una dintre cele dou limite este
depit, piesa respectiv se consider neutilizabil, rebutat.
-
Prof.dr.ing. Liviu Crian 25/16
Condiia impus unei piese pentru a fi declarat utilizabil este,
deci, ca dimensiunile ei efective E s se gseasc ntre limitele anterior
stabilite: dimensiunea minim, Dmin (dmin) i dimensiunea maxim Dmax
(dmax).
Prin convenie, pentru notarea specificaiilor legate de alezaje, se
folosesc majuscule, iar pentru arbori litere mici. Deci:
Dmin = diametrul minim al alezajului;
Dmax = diametrul maxim al alezajului;
dmin = diametrul minim al arborelui;
dmax = diametrul maxim al arborelui.
Astfel condiia menionat mai sus se poate scrie:
Dmax > E > Dmin [3.2]
dmax > e > dmin
-
Prof.dr.ing. Liviu Crian 26/16
3.2. Tolerane
Diferena dintre dimensiunea maxim i dimensiunea minim a unei dimensiuni se numete toleran si se noteaz cu TD pentru alezaje i Td pentru arbori:
TD = Dmax Dmin n cazul alezajelor [3.3]
Td = dmax dmin n cazul arborilor
Avnd n vedere c valoarea Dmax (dmax) este ntotdeauna mai
mare dect valoarea Dmin (dmin), rezult c tolerana alezajului, TD,
respectiv a arborelui, Td, va fi un numr pozitiv.
TD (Td) > 0 [3.3]
CINE NU TIE LA VERIFICARE
-
Prof.dr.ing. Liviu Crian 27/16
Fig. 3.3. Dimensiuni limit i abateri pentru arbori i alezaje
-
Prof.dr.ing. Liviu Crian 28/16
Deoarece o toleran mai mare reprezint o prelucrare mai puin
precis a dimensiunii respective, mai simpl, rezult c preul de cost
al prelucrrii va fi mai sczut dect n cazul unei dimensiuni tolerate
mai strns. Micorarea toleranei unei dimensiuni duce la aplicarea
unor procedee de prelucrare mai precise, la utilizarea unor mijloace de
msurare mai precise (deci mai scumpe), la adoptarea unor condiii
restrictive care s duc la obinerea dimensiunii ntre cele dou limite
Dmax (dmax) respectiv Dmin (dmin).
Toate aceste msuri i restricii ngreuneaz procesul de prelucrare,
mresc timpul de execuie ducnd la scumpirea piesei respective.
Acestea sunt motivele pentru care proiectantul este obligat s aleag
toleranele maxime admise care asigur realizarea rolului funcional al
piesei proiectate.
-
Prof.dr.ing. Liviu Crian 29/16
3.3 Abateri
Abaterea superioar, ES (es), reprezint diferena algebric dintre dimensiunea maxim i dimensiunea nominal.
ES = Dmax N [3.4]
es = dmax - N
Abaterea inferioar, EI (ei), reprezint diferena algebric dintre dimensiunea minim i dimensiunea nominal
EI = Dmin N [3.5]
ei = dmin - N
-
Prof.dr.ing. Liviu Crian 30/16
Fig. 3.4. Reprezentarea grafic a toleranele arborilor i alezajelor
-
Prof.dr.ing. Liviu Crian 31/16
Aa cum se poate observa din figura 3.4, abaterile, spre deosebire de tolerane, pot avea i valori negative (sub linia zero).
Considernd relaiile de mai sus, se pot exprima toleranele n funcie de abateri astfel:
Ta = Dmax - Dmin = ES EI [3.6.]
Ta = dmax dmin = es ei
Dup cum se observ n figura 3.4, zona cuprins ntre liniile corespunztoare dimensiunii maxime i minime este aezat asimetric pe circumferina alezajului respectiv arborelui, aceasta numindu-se cmp de toleran.
Considernd cele de mai sus, o dimensiune tolerat se va indica prin menionarea valorii nominale precum i a abaterilor maxim i minim admisibile, sub forma
N
+ (-) ES
+ (-) EI
EXEMPLU: 54 , 82 , 124 +0,1
-0,2
-0,02
-0,04
+0,020
+0,005
-
Prof.dr.ing. Liviu Crian 32/16
Exemplu.
Un disc de frnare se monteaz pe un arbore al crui diametru are dimensiunea nominal N = 20 mm. Pentru o montare uoar i o funcionare corect diametrul alezajului discului de frnare va trebui s aib valori cuprinse ntre Dmin = 19,980 mm i Dmax = 20,010 mm. Se cere s se calculeze toate datele ce se vor nota pe desenul de execuie al discului de frnare referitoare la alezajul acestuia.
Disc de frnare
Arbore
2
0
N
-
Prof.dr.ing. Liviu Crian 33/16
Rezolvare
Tolerana alezajului este: TD = Dmax Dmin = 20,01 19,98 = 0,03 mm TD = 0,03 = 30 m
Abaterea superioar este: ES = Dmax N = 20,01 20 = 0,01 mm ES = 0,01 = 10 m
Abaterea inferioar este: EI = Dmin N = 19,98 20 = - 0,02 mm EI = - 0,02 = - 20 m
Cu valorile ES i EI se poate calcula tolerana TD utiliznd formula: TD = ES EI = 0,01 (- 0,02) = 0,03 mm TD = 30 m
Astfel, dimensiunea tolerat a alezajului discului de frnare va putea fi exprimat sub forma urmtoare:
-
Prof.dr.ing
. Liviu
Crian
34
TEHNICI DE MASURARE SI CONTROL DIMENSIONAL
Capitolul III Tolerane i ajustaje
3.4. Ajustaje
3.5. Interschimbabilitatea n construcia de maini
Capitolul IV Sistemul ISO de tolerane
4.1. Scurt istoric
4.2. Factorul de toleran
4.3. Abateri fundamentale
4.4. Notarea dimensiunilor tolerate
4.5. Clase de tolerane recomandate
4.6. Sisteme de ajustaje
4.7. Alegerea sistemului de ajustaj
4.8. Proiectarea ajustajelor
4.9. Ajustaje recomandate
CURS III
-
Prof.dr.ing
. Liviu
Crian
35
3.4. Ajustaje
n majoritatea cazurilor piesele sunt montate n subansamble i ansamble ale mainilor, ntre ele fiind necesar s existe o corelaie dimensional, care s asigure funcionarea corespunztoare a subansamblelor, a ansamblelor i, n final, a mainii.
Cele mai frecvente posibiliti de asamblare a dou piese sunt cele de tipul arbore alezaj unde piesa cuprins este introdus n piesa cuprinztoare, ntre cele dou piese existnd o relaie dimensional stabilit n aa fel nct ansamblul s ndeplineasc rolul funcional pentru care a fost destinat.
Suprafaa cuprins
Fig. 3.6.
Tipuri de
suprafee elementare
arbore
alezaj Suprafaa
cuprinztoare
-
Prof.dr.ing
. Liviu
Crian
36
La asamblarea a dou piese, la care montajul se face prin
introducerea uneia n cealalt (arbore n alezaj) dimensiunea
nominal a piesei cuprinse i cea a piesei cuprinztoare sunt
egale i se numete dimensiune nominal a asamblrii.
n funcie de destinaia lor, piesele care se asambleaz pot s
execute, n timpul funcionrii, o micare relativ una fa de cealalt
sau se poate impune o imobilizare complet ntre acestea. Atunci cnd
se dorete obinerea unei micri relative ntre cele dou piese,
diametrul efectiv al arborelui trebuie s fie mai mic dect diametrul
efectiv al alezajului, astfel nct s se permit formarea unui joc ntre
suprafeele celor dou piese. Mrimea jocului este egal cu diferena
algebric dintre valorile efective ale diametrelor alezajului i arborelui.
J = D d [3.7.]
-
Prof.dr.ing
. Liviu
Crian
37
Arbore
Alezaj
Arbore
Jo
c
Alezaj
Fig. 3.7. Asamblarea cu joc
-
Prof.dr.ing
. Liviu
Crian
38
Dac se dorete blocarea rotaiei ntre arbore i alezaj este necesar ca diametrul efectiv al arborelui s fie mai mare dect diametrul efectiv al alezajului, diferena dintre acestea numindu-se strngere. n acest caz asamblarea se face forat prin presarea arborelui n interiorul alezajului.
Alezaj
Arbore Arbore
Fig. 3.8. Asamblarea cu strngere
Diferena dintre diametrul efectiv al arborelui, d, i diametrul efectiv al alezajului, D, se numete strngere i se noteaz cu S.
S = d D [3.8.]
-
Prof.dr.ing
. Liviu
Crian
39
La prelucrarea unui lot de piese considerndu-se aceeai dimensiune
N sau N , dimensiunile efective rezultate n urma prelucrrii pot
s ia valori oarecare rspndite probabilistic n cadrul toleranei
specificate (nelund n considerare rebuturile).
La asamblarea unui lot de arbori cu un lot de alezaje, vor rezulta valori
diferite ale jocului sau strngerii, avnd n vedere c asamblarea se face fr nici o sortare sau mperechere ntre piesele conjugate.
Astfel se introduce noiunea de ajustaj, care semnific relaia dintre o suprafa extern i una intern (alezajul i arborele) care se asambleaz (piesele n contact care formeaz ajustajul au aceeai dimensiune nominal). Astfel,
un ajustaj este o caracteristic a pieselor aflate n contact,
caracterizat prin diferena dintre dimensiunile pieselor nainte i
dup asamblare.
+es - ei
+ES - EI
-
Prof.dr.ing
. Liviu
Crian
40
Avnd n vedere cele de mai sus se pot pune n eviden trei situaii:
Dmin > d max ajustajul cu joc,
Dmax < dmin ajustajul cu strngere,
Un domeniu de tranziie ntre cele dou cazuri de mai sus,
Dmin < d max i Dmax > dmin ajustajul intermediar sau de trecere.
Ajustajul cu joc
-
Prof.dr.ing
. Liviu
Crian
41
Jocul maxim apare n situaia extrem n care arborele se execut la dimensiunea minim posibil, iar alezajul la dimensiunea maxim posibil. Se observ, de asemenea, c valorile jocului sunt ntotdeauna pozitive.
J > 0 Tolerana jocului se definete ca fiind diferena dintre jocul maxim i
jocul minim:
Tj = Jmax - Jmin [3.30.]
Relaia se mai poate scrie astfel:
Tj = (Dmax dmin) (Dmin - dmax) = TD + Td [3.11.]
CINE NU TIE LA VERIFICARE
-
Prof.dr.ing
. Liviu
Crian
42
Ajustajul cu strngere
Strngerea poate avea valori diferite, varind ntre dou valori extreme, strngerea minim, Smin, i strngerea maxim, Smax.
Smax = dmax Dmin [3.12.] Smin = dmin - Dmax
-
Prof.dr.ing
. Liviu
Crian
43
Strngerea maxim apare n situaia extrem n care alezajul se
execut la valoarea minim a diametrului su (Dmin), iar arborele la
valoarea maxim a diametrului su (dmax).
Se observ de asemenea c valorile strngerii sunt ntotdeauna
pozitive.
S > 0
Tolerana strngerii se definete ca fiind diferena dintre strngerea
maxim i strngerea minim:
TS = Smax - Smin [3.13.]
Relaia se mai poate scrie astfel:
TS = (dmax Dmin) (dmin - Dmax) = TD + Td [3.14.]
CINE NU TIE LA VERIFICARE
-
Prof.dr.ing
. Liviu
Crian
44
Ajustaje intermediare
Exist posibilitatea ca la asamblarea unui lot de arbori cu un lot de alezaje, s se obin att asamblri cu joc, ct i asamblri cu strngere. Aceste ajustaje se numesc ajustaje intermediare. Situaia apare atunci cnd cmpurile de toleran ale arborelui i ale alezajului se ntreptrund, suprapunndu-se total sau parial.
n cazul ajustajului intermediar att valoarea jocului ct i valoarea strngerii variaz de la valoarea maxim la zero.
Deci, pentru un ajustaj intermediar se vor calcula jocul maxim
(Jmax) i strngerea maxim (Smax).
CINE NU TIE LA VERIFICARE Jmax = Dmax dmin [3.14.] Smax = dmax Dmin Jmin = Smin = 0
-
Prof.dr.ing
. Liviu
Crian
45
Fig. 3.11. Ajustaj intermediar
-
Prof.dr.ing. Liviu Crian 46
a. Detaliat b. Simplificat
1. tolerana alezajului; 2, 3, 4 posibile tolerane ale arborelui; a = jocul maxim
b = strngerea maxim c = valoarea nominala a ajustajului
-
Prof.dr.ing
. Liviu
Crian
47
3.5. Interschimbabilitatea n construcia de maini
n cazul produciei de serie mare sau de mas se impune executarea unor piese cu un grad de precizie ridicat n aa fel nct o astfel de pies s poat fi montat sau nlocuit cu o alta, fr nici o prelucrare suplimentar sau ajustare, meninnd n acelai timp condiiile tehnice prescrise pentru funcionarea ansamblului din care face parte piesa respectiv. Piesele care ndeplinesc aceast condiie se numesc interschimbabile, iar proprietatea pieselor de a fi interschimbabile se numete interschimbabilitate.
Acest principiu se aplic nu numai pieselor finite ci i subansamblelor sau ansamblelor (de exemplu rulmenii, motoarele electrice, utilajele dintr-o linie de prelucrare n flux automat etc.)
Interschimbabilitatea este o proprietate deosebit de important n cazul produciei n serie, aceasta fcnd posibil asamblarea mainilor pe linii de montaj, contribuind la reducerea costurilor produselor i la posibilitatea funcionrii unui service prompt, eficient i ieftin (schimbarea pieselor ieite din uz se poate face foarte rapid i comod).
Un alt avantaj al interschimbabilitii l constituie posibilitatea cooperrii ntre fabricani, fiecare putnd produce subansamble sau ansamble, asamblarea produsului finit fcndu-se pe linia de montaj. De exemplu, n industria constructoare de automobile, subansamblele componente (pri de caroserie, motorul, suspensia etc.) pot fi produse n mai multe fabrici, chiar n ri diferite, montajul final fcndu-se pe o linie de montaj, fr o sortare, ajustare sau prelucrare suplimentar.
-
Prof.dr.ing
. Liviu
Crian
48
Dac piesele ndeplinesc condiia de interschimbabilitate fr a fi necesar
o sortare a lor i o montare ulterioar pe grupe de interschimbabilitate
proprietatea se numete interschimbabilitate total sau complet.
Totui, n unele cazuri, precizia necesar asigurrii unei interschimbabiliti
totale este foarte ridicat, majornd prea mult preul de cost al produsului final.
n aceast situaie, pentru a ieftini produsele, piesele sunt sortate dup
prelucrare n mai multe grupe, fiecare grup avnd precizia necesar pentru
asamblare. Asamblarea se face ntre piese din grupe corespondente de
precizie, piesele fabricate astfel avnd doar proprietatea de
interschimbabilitate parial sau limitat.
n industria modern, interschimbabilitatea este un mijloc important de
ridicare a nivelului tehnic general al produciei, cu condiia de a respecta o
serie de cerine importante: aplicarea raional a dimensiunilor limit pe
desenele de execuie i asamblare, alegerea corect a mainilor unelte i a
celor mai adecvate i productive metode de prelucrare, utilizarea unor
semifabricate mai precise, folosirea unor mijloace de verificare i msurare
performante etc.
-
Prof.dr.ing
. Liviu
Crian
49
Capitolul IV. SISTEMUL ISO DE TOLERANTE
4.1. Scurt istoric
nc naintea celui de-al doilea Rzboi Mondial s-au manifestat preocupri privind standardizarea internaional a condiiilor tehnice necesare realizrii produselor n aceleai condiii tehnice, n locaii diferite, fabrici diferite sau chiar ri diferite. Practic se simea necesitatea crerii unui sistem internaional de tolerane i ajustaje care s ofere posibilitatea fabricilor s coopereze n vederea realizrii unor produse comune. Prima organizaie care a ncercat realizarea acestui deziderat a fost International Standard Association (ISA) Organizaia Internaional pentru Standarde care a elaborat un sistem de tolerane pn la 500 mm. In anul 1946 se nfiineaz International Organization for Standardization (ISO) Organizaia Internaional pentru Standardizare, care continu preocuprile ISA, elabornd n 1962 o recomandare ISO/R 286 care acoperea dimensiuni pn la 3150 mm. Abia n anii '70 ISO a publicat Standardele Internaionale care apoi n jurul anilor '80 s-au dovedit limitate, necesitnd revizuiri. n urma analizelor fcute cu ajutorul comitetelor de experi s-au elaborat trei noi standarde internaionale care au fost apoi publicate n 1988: ISO 286-1 noiuni fundamentale ale sistemului, ISO 286-2 tabele de abateri i tolerane i ISO 1829 - set de recomandri privind clasele de toleran.
-
Prof.dr.ing
. Liviu
Crian
50
n 1996 a fost creat un nou comitet tehnic, ISO/TC 213 care are ca
atribuii revizuirea ISO 286 conform noilor tendine. n 2001 a fost
publicat o versiune "draft" a standardului 286-1. ISO 1829 va fi
nglobat n 286-1, iar ISO 286-2 va fi modificat doar parial.
4.2. Factorul de toleran
Execuia unei piese devine cu att mai dificil, deci mai scump, cu
ct piesa are tolerane mai strnse i dimensiuni mai mari. Pentru a
face legtura ntre dimensiunea nominal i tolerana acelei dimensiuni
se folosete noiunea de interval de toleran (ISO/CD 286-1:2001).
Limea intervalului de toleran definete valoarea toleranei
dimensiunii respective, iar poziia acestuia relativ la linia zero
(dimensiunea nominal) definete abaterile dimensiunii (fig.4.1).
-
Prof.dr.ing
. Liviu
Crian
51
Fig. 4.1. Legtura dintre dimensiune i toleran
Atunci cnd se dorete obinerea unei asamblri, piesele ce compun asamblarea trebuie s fie executate cu acelai nivel al preciziei. De asemenea, pentru a avea acelai nivel al preciziei n cadrul unui ansamblu format din piese cu dimensiuni nominale diferite se folosete noiunea de grad de toleran. Acest grad de toleran se constituie ca msur a preciziei, valoarea toleranei pentru o mrime dat putnd fi exprimat astfel:
IT = a i [4.1.] unde: i unitatea de toleran a factorul gradului de toleran
-
Prof.dr.ing
. Liviu
Crian
52
IT International Tolerance Toleran Internaional (tab. 4.1) se constituie n serii de tolerane universale i uniforme i care depind doar de dimensiunea nominal. Astfel unitatea de toleran depinde doar de dimensiunea nominal i de gradul de toleran ales.
peste - 3 6 10 18 30 50 80 120 180 250 315 400 pana la 3 6 10 18 30 50 80 120 180 250 315 400 500
1 1 1 1,2 1,5 1,5 2 2,5 3,5 4,5 6 7 8
2 1,5 1,5 2 2,5 2,5 3 4 5 7 8 9 10
3 2,5 2,5 3 4 4 5 6 8 10 12 13 15
4 4 4 5 6 7 8 10 12 14 16 18 20
5 5 6 8 9 11 13 15 18 20 23 25 27
6 8 9 11 13 16 19 22 25 29 32 36 40
7 12 15 18 21 25 30 35 40 46 52 57 63
8 18 22 27 33 39 46 54 63 72 81 89 97
9 30 36 43 52 62 74 87 100 115 130 140 155
10 48 58 70 84 100 120 140 160 185 210 230 250
11 75 90 110 130 160 190 220 250 290 320 360 400
12 120 150 180 210 250 300 350 400 460 520 570 630
13 180 220 270 330 390 460 540 630 720 810 890 970
14 300 360 430 520 620 740 870 1000 1150 1300 1400 1550
15 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500
16 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000
2
3
1,2
4
Dimensiuni nominale, mm
IT
Valori ale tolerantelor fundamentale, m
0,8
6
10
14
25
250
400
600
40
60
100
140
TOLERANTE FUNDAMENTALE - IT
Tabelul 4.1. valori ale gradelor de toleran pentru dimensiuni pn la 500 mm
-
Prof.dr.ing
. Liviu
Crian
53
Domeniul de dimensiuni pn la 3150 este mprit n 21 de subdomenii standard.
Standardul ISO 286-1 indic 20 de niveluri ale preciziei, fiecare avnd un grad de toleran notat cu IT urmat de o cifr cu valori 01, 0, 1, 2, 3, 4...18, n ordinea descresctoare a preciziei. Tolerana fundamental ISO se va nota deci IT01, IT3, IT5, IT11 etc. Gradele 01 i 0 nu se folosesc n mod curent.
Standardele ISO 286-1 i 286-2 trateaz domeniul de dimensiuni pn la 3150 mm, acest domeniu fiind la rndul su mprit n dou subdomenii, pn la 500 mm i peste 500 pn la 3150 mm. Unitatea de toleran se calculeaz diferit pentru cele dou subdomenii. Acestea sunt mprite n 21 de intervale dimensionale, fiecare toleran fundamental fiind calculat ca medie geometric a limitelor intervalului respectiv.
Valorile toleranelor fundamentale calculate pentru gradele de toleran IT01, IT0, IT1 sunt calculate cu urmtoarele formulele:
[4.3]
2D
1DD
0,008D0,3IT01 0,012D0,5IT0 0,020D0,8IT1
-
Prof.dr.ing
. Liviu
Crian
54
Pentru a fixa poziia intervalului de toleran fa de linia 0, indiferent de gradul de precizie ales, se definete abaterea fundamental, care este abaterea limit cea mai apropiat de linia zero. Astfel, limea intervalului de toleran este determinat de gradul de precizie ales, deci cealalt limit este determinat de valoarea toleranei (fig. 4.2.). Este uor de neles c abaterea fundamental coincide ntotdeauna cu una din abaterile superioar sau inferioar, deoarece acestea sunt limitele intervalului de toleran.
Standardul ISO 286-1 prevede 28 de abateri fundamentale
notate cu literele alfabetului latin. Bineneles se respect convenia prin care cele referitoare la alezaje se noteaz cu majuscule - A,B,C,...ZC (sau cu combinaii din dou majuscule) iar cele pentru arbori se noteaz cu minuscule - a,b,c,...,zc, (sau cu combinaii din dou minuscule). Pentru a se evita confuziile pe desene, literele I, i, L, l, O, o, Q, q, W, w nu se folosesc.
4.3. Abateri fundamentale
CINE NU TIE LA VERIFICARE
-
Prof.dr.ing
. Liviu
Crian
55
Fig. 4.2. Abaterea fundamental
Abaterile fundamentale notate cu aceeai liter pentru alezaj i pentru arbore sunt egale ca valoare absolut, dar opuse ca semn (cu unele excepii).
-
Prof.dr.ing
. Liviu
Crian
56
n cazul abaterilor js i JS nu exist abateri fundamentale deoarece
poziia lor este ntotdeauna simetric fa de linia 0 (fig. 4.3 i fig.4.4).
Prin asocierea simbolului unei abateri fundamentale cu simbolul
toleranei fundamentale se obine clasa de toleran.
Astfel n simbolizarea acesteia se omite simbolul IT:
abaterea fundamentala (H) + tolerana fundamental (IT7) = H7.
Alte exemple: JS8, D5, S9 pentru alezaje i h7, d5, s9 pentru
arbori.
Clasa de toleran este notat ntotdeauna cu litere ce indic
abaterea fundamental i numere ce indic gradul de toleran, de
exemplu P7 (alezaj) sau p7 (arbore).
-
Prof.dr.ing
. Liviu
Crian
57
Schema abaterilor fundamentale pentru arbori
SIMBOLUL
ARBORELUI
UNITAR
-
Prof.dr.ing
. Liviu
Crian
58
Schema abaterilor fundamentale pentru alezaje
SIMBOLUL
ALEZAJULUI
UNITAR
-
Prof.dr.ing. Liviu Crian 59
1. K1 la K3, si K4 la K8 pentru dimensiuni pentru care < valoarea nominala 3 mm ( 2. K4 la K8 pentru dimensiuni: 3 mm < valoarea nominala 500 mm 3. K9 la K18 4. M1 la M6 5. M9 la M18 6. N1 la N8 7. N9 la N18
-
Prof.dr.ing. Liviu Crian 60
1 - j5, j6
2 - k1 la k3, si k4 la k7 pentru dimensiuni pentru care valoarea nominala 3 mm 3 - k4 la k7 pentru dimensiuni pentru care: 3 mm < valoarea nominala 500 mm
-
Prof.dr.ing
. Liviu
Crian
61
4.4. Notarea dimensiunilor tolerate
Simbolizarea unei dimensiuni tolerate cuprinde valoarea dimensiunii
nominale urmat de simbolul clasei de toleran sau de abateri limit precedate de semnele +, sau , conform ISO 14405. Astfel se pot folosi urmtoarele notaii:
40H7 sau 40 +0,025 pentru alezajul avnd dimensiunea
nominal 40;
95p7 sau 95 pentru arborele avnd dimensiunea
nominal 95.
+0,072
+0,037
-
Prof.dr.ing
. Liviu
Crian
62
4.5. Clase de tolerane recomandate
Considernd notarea precizat mai sus, pot fi realizate 560 de
clase de tolerane fundamentale pentru fiecare dimensiune
nominal. Deoarece numrul de alternative posibil este prea mare,
ISO 1829 i ISO/CD 286-1:2001 precizeaz anumite clase de
tolerane recomandate sau prefereniale. Astfel, un proiectant are la
dispoziie 17 clase de tolerane, putnd s aleag i altele posibile
numai n cazuri justificate. n acest fel alegerea i uniformizarea
alegerii unei clase de tolerane este optimizat reducndu-se numrul
sculelor de prelucrare i al mijloacelor de inspecie i msurare
necesare.
n figura 4.5 este prezentat sistemul claselor de tolerane
prefereniale (recomandate). Clasele de toleran scrise cu litere italice
au fost adugate prin ISO/CD 286-1:2001.
-
Prof.dr.ing. Liviu Crian 63
TOLERANTE PREFERENTIALE (recomandate)
g5 h5 js5 k5 m5 n5 p5 r5 s5 t5
f6 g6 h6 js6 k6 m6 n6 p6 r6 s6 t6 u6 x6
e7 f7 h7 js7 k7 m7 n7 p7 r7 s7 t7 u7
d8 e8 f8 h8
c9 d9 e9 h9
d10 h10
a11 b11 c11 h11
G6 H6 Js6 K6 M6 N6 P6 R6 S6 T6
F7 G7 H7 Js7 K7 M7 N7 P7 R7 S7 T7 U7 X7
E8 F8 H8 Js8 K8 M8 N8 P8 R8
D9 E9 F9 H9
C11 D10 E10 H10
A11 B11 C11 D11 H11
ARBORI
ALEZAJE
-
Prof.dr.ing
. Liviu
Crian
64
4.6. Sisteme de ajustaje
Un sistem de tolerane este un ansamblu de dimeniuni i abateri limit care permit alegerea corespunztoare a ajustajelor.
Un sistem de tolerane se refer numai la suprafee de acelai gen: cilindrice, plane, conice, asamblri filetate, roi dinate etc.
Un ajustaj se poate obine prin asamblarea ARBORE-ALEZAJ dintr-un set de arbori cu un set de alezaje, care se asambleaz fr o sortare prealabil. n funcie de dimensiunile efective ale perechilor alezaj arbore se pot obine jocuri sau strngeri.
Pentru limitarea numrului de ajustaje ce pot fi obinute folosind clasele de tolerane indicate de ISO 286-1 i pentru asigurarea unei metode universale de obinere a ajustajelor, s-au stabilit dou sisteme de ajustaje:
Ajustaj cu alezaj unitar;
Ajustaj cu arbore unitar. Sistemul de ajustaj cu alezaj unitar (pentru o anumit dimensiune) presupune
folosirea poziiei unice fa de linia zero a unui interval de toleran pentru alezaj (EI = 0), obinerea diferitelor jocuri sau strngeri fcndu-se prin asamblarea acestuia cu arbori avnd aceiai dimensiune nominal dar clase de toleran diferite. n cazul general se menine constant poziia intervalului de toleran al alezajului (se adopt o abatere fundamental standard) fa de linia zero i n funcie de ajustajul dorit (joc, strngere sau intermediar) se adopt clase de toleran corespunztoare pentru arbore (fig. 4.6.).
-
Prof.dr.ing
. Liviu
Crian
65
Fig. 4.6. Sistem de ajustaj cu alezaj unitar
-
Prof.dr.ing
. Liviu
Crian
66
Fig. 4.7. Sistem de ajustaj cu arbore unitar
-
Prof.dr.ing
. Liviu
Crian
67
4.7. Alegerea sistemului de ajustaj
Din punct de vedere tehnic i calitativ, cele dou sisteme de ajustaje prezentate mai sus sunt identice. Din punct de vedere economic i tehnologic sistemul de ajustaj cu alezaj unitar este preferat.
La prelucrarea unui alezaj de un anumit diametru, este necesar o scul de prelucrare grosolan a acestuia, numit burghiu i de cel puin o scul de finisare, numit alezor.
Obinerea arborilor presupune, indiferent de dimensiunea acestora i de precizia dorit, utilizarea unui singur cuit de strung pentru degroare i unul pentru finisare.
Burghiele i alezoarele sunt scule complexe i deci mult mai scumpe dect cuitele de strung. Mai mult, pentru prelucrarea unui set de alezaje cu "n" dimensiuni nominale este nevoie de "n" seturi burghiu i alezor, iar pentru prelucrarea unui set de arbori cu "n" dimensiuni este nevoie doar de dou cuite de strung (unul pentru degroare i unul pentru finisare). Utilizarea sistemului de ajustaj cu alezaj unitar presupune prelucrarea unui singur alezaj (n cazul unei dimensiuni nominale i a unei clase de toleran alese) i a mai multor arbori n vederea obinerii jocurilor sau strngerilor dorite. Este evident, considernd cele de mai sus, c utilizarea sistemului de ajustaj cu alezaj unitar este mai ieftin.
-
Prof.dr.ing
. Liviu
Crian
68
La alegerea sistemului de ajustaj trebuie s se in seama de anumite condiii constructive, care, n funcie de cazul particular tratat, pot determina alegerea unui sistem sau a celuilalt. n cazurile n care se folosesc bare trase (cu o precizie dimensional i de form foarte bun, dar cu un pre de cost mai ridicat) este de preferat sistemul de ajustaj cu arbore unitar, prelucrarea ulterioar a arborilor fiind inutil i scump (aplicaii: mecanica fin, transmisii etc.).
n cazul n care pe un arbore este necesar s se monteze mai multe alezaje (de exemplu trei, ca n fig. 4.8.), soluia adoptat este de cele mai multe ori prelucrarea arborelui n trepte, fiecare alezaj avnd o alt valoare nominal. Aceast soluie este indicat n cazurile n care gabaritul o permite, adoptarea dimensiunilor nominale diferite pentru fiecare treapt a arborelui ducnd la mrirea acestuia. n situaiile n care pstrarea unui gabarit ct mai redus (implicit a unei greuti reduse) este important, se va adopta sistemul de ajustaj cu arbore unitar.
N1 N2 N3
Fig. 4.8. Utilizarea
sistemului de ajustaj
cu alezaj unitar n
cazul montrii mai multor alezaje pe un
arbore
-
Prof.dr.ing
. Liviu
Crian
69
n concluzie se poate spune c la proiectarea unor ajustaje se va indica cu precdere sistemul de ajustaj cu alezaj unitar, sistemul de ajustaj cu arbore unitar fiind indicat numai n cazuri particulare, care
exclud utilizarea celui dinti.
-
Prof.dr.ing
. Liviu
Crian
70
-
Prof.dr.ing
. Liviu
Crian
71
4.8. Proiectarea ajustajelor
Alegerea unor tolerane care s asigure rolul funcional al piesei, subansamblului sau ansamblului respectiv este o operaie care necesit nu numai cunotine temeinice, dar i o experien ct mai bogat. Pe lng asigurarea rolului funcional al piesei, proiectantul trebuie s aib n vedere i costurile legate de obinerea ajustajelor indicate pe desene. A proiecta o pies, un ansamblu sau un produs la o precizie mai mare dect cea necesar nseamn o cheltuial nejustificat care se va regsi n preul de cost al produsului. n condiiile concureniale ale pieei mileniului XXI, obinerea unor produse prelucrate la calitatea i cerinele beneficiarilor este deosebit de important. Acestea sunt motivele pentru care alegerea unor tolerane (deci implicit a preciziei i a preului de cost) optime devine o problem de supravieuire a oricrei firme din lume.
O regul general a alegerii toleranelor este aceea de a opta pentru tolerana maxim care asigur rolul funcional al dimensiunii (piesei) respective. De obicei alezajul se execut cu o treapt de precizie mai puin precis dect arborele, deoarece alezajul este mai complicat i mai scump de prelucrat la aceeai precizie cu arborele.
-
Prof.dr.ing
. Liviu
Crian
72
Dup ce s-a stabilit caracterul ajustajului ce se dorete, este deosebit de util s se reprezinte schematic (la scar) intervalele de tolerane ale celor dou piese ce formeaz ajustajul i, de asemenea, poziia lor relativ fa de linia zero (fig.4.11.).
Dup ce s-au stabilit abaterile limit ale celor dou piese - alezaj i arbore - se simbolizeaz ajustajul innd cont de regulile de notare prevzute n ISO/CD 286-1:2001.
Simbolizarea unui ajustaj trebuie s conin:
dimensiunea nominal comun;
simbolul clasei de toleran a alezajului;
simbolul clasei de toleran a arborelui.
Simbolizarea trebuie s aib una din formele:
70H7/f6 sau n cazul ajustajelor cu alezaj unitar
i
45G9/h8 sau n cazul ajustajelor cu arbore unitar.
f6
H770
h8
G945
Jmax
-
Prof.dr.ing
. Liviu
Crian
73
Fig. 4.11. Reprezentarea schematic a intervalelor de toleran pentru ajustajul 70 H7/p6
-
Prof.dr.ing
. Liviu
Crian
74
-
Prof.dr.ing. Liviu Crian 75
4.9. Ajustaje recomandate
Sistemul ISO permite alegerea unui numr foarte mare de
ajustaje pentru orice dimensiune nominal (peste 300.000), dintre
care peste o mie sunt cele ce respect regulile generale de alegere
a ajustajelor.
Acesta este motivul pentru care sistemul ISO prevede un numr
mai redus de ajustaje recomandate a fi utilizate. Recomandarea se
bazeaz pe faptul c, n aplicaiile uzuale tehnice, se poate folosi
un numr mai mic de ajustaje care pot foarte bine s asigure o
plaj suficient de posibiliti. n tabelele 4.3. i 4.4. se reproduc
recomandrile ISO 286-1:2001.
-
Prof.dr.ing. Liviu Crian 76
Alezaj
unitar
Clase de tolerante pentru arbori
Ajustaje cu joc Ajustaje intermediare Ajustaje cu strangere
H6 g5 h5 js5 k5 m5 n5 p5
H7 f6 g6 h6 js6 k6 m6 n6 p6 r6 s6 t6 u6 x6
H8
e7 f7 h7 js7 k7 m7 s7 u7
d8 e8 f8 h8
H9
d8 e8 f8 h8
c9 d9 e9 h9
H11 b11 c11 d10 h10
Aa cum se poate vedea din tabelele 4.3. i 4.4. arborii avnd abaterea fundamental de la "a" la "h" mpreun cu alezajul unitar "H" vor forma ajustaje cu joc. De asemenea, arborii de la "n" la "zc" vor forma cu acelai alezaj unitar "H" ajustaje cu strngere. Arborii avnd simbolul abaterii fundamentale ntre
cele dou domenii vor forma mpreun cu alezajul unitar "H" ajustaje intermediare. Tabelul 4.3. Ajustaje recomandate de ISO 286-1:2001 n sistemul alezaj unitar
-
Prof.dr.ing. Liviu Crian 77
Arbore
unitar
Clase de tolerante pentru alezaje
Ajustaje cu joc Ajustaje intermediare Ajustaje cu strangere
h5 G6 H6 JS
6 K6 M6 N6 P6
h6 F7 G7 H7 JS
7 K7 M7 N7 P7 R7 S7 T7 U7 X7
h7 E8 F8 H8
h8 D9 E9 F9 H9
h9
E8 F8 H8
D9 E9 F9 H9
H11 C10 D10 H10
Tabelul 4.4. Ajustaje recomandate de ISO 286-1:2001 n sistemul arbore unitar
Se impune precizarea c n funcie de preciziile de execuie ale alezajului unitar i ale arborelui cu care se asambleaz acesta, la grania dintre ajustajele intermediare i cele cu strngere pot aprea excepii.
-
Prof.dr.ing
. Liviu
Crian
78
De exemplu ajustajul 40 H7/n6 este un ajustaj intermediar aa cum se poate vedea din tabelul 4.3. i din figura 4.12.
Acest ajustaj este compus din alezajul 40 H7, care are abaterile limit ES = +25 m i EI = 0 (este alezaj unitar) i arborele 40 n6, care are abaterile limit es = +33 m i ei = +17 m. Astfel, jocul maxim i strngerea maxim au valorile:
Jmax = ES ei = 0,025 0,017 = 0,008 mm Smax = es EI = 0,033 0 = 0,033 mm [4.8.]
-
Prof.dr.ing
. Liviu
Crian
79
Dac alezajul 40H7 se nlocuiete cu alezajul mai precis 40H6 (fig.4.12), caracterul ajustajului se schimb din ajustaj intermediar n ajustaj cu strngere. Alezajul 40H6 are abaterea superioar ES = +16 m. Valorile strngerii minime i maxime sunt calculate cu relaia 4.9.
Smin = ei ES = 0,017 0,016 = 0,001 mmSmax = es EI = 0,033 0 = 0,033 mm[4.9] Acesta este motivul pentru care se recomand ca, dup alegerea din tabele a ajustajului, s se calculeze dup exemplul de mai sus valorile efective ale jocului sau strngerii dintre cele dou piese. Reprezentarea schematic la scar a poziiei relative a intervalelor de toleran este deosebit de util, permind o apreciere vizual a caracterului ajustajului.
-
2011/2012 Prof.dr.ing. Liviu Crisan 80
TOLERANTE GEOMETRICE
-
81
INTRODUCERE
Piesele reale prelucrate n industria constructoare de
maini au rareori forme geometrice elementare (de
exemplu: cilindru sau sfer n cazul rulmeilor cu role sau
cu bile).
Forma geometric a unei piese este de obicei mult mai
complex (de exemplu: un arbore n trepte este format din
mai multe suprafee cilindrice, o cutie de viteze este un
solid cu un numr de guri, .a.m.d.). n aceste cazuri, pe
lng pstrarea formei i dimensiunilor corecte, apare i
necesitatea unei corecte localizri i orientri a elementelor
individuale.
-
82
n standardul ISO 1101 toleranele geometrice sunt definite ca
zone (zone de toleran) n care trebuie s fie coninut un element
real. Zonele pot avea form de cilindru, cerc, spaiu ntre dou
plane paralele sau ntre dou linii drepte, spaiu ntre doi cilindri
coaxiali, etc. Abaterile sunt rezultatele procesului de fabricaie i
trebuie identificate prin msurtori, dei termenul de abatere nu
este definit n ISO 1101.
Definiia exact a abaterii este: mrimea zonei minime care
cuprinde elementului tolerat, avnd aceeai form ca aceea a
zonei de toleran. n practic, aceast definiie se transpune n
modul urmtor. O caracteristic real are abateri locale de la
caracteristica ideal asociat.
-
83
Abatere de form
Ondulaie
Rugozitate
Fisur
DEFINITIE Reprezentare amplificat uor
Valoarea abaterii
adnci me
1000 1
>
Distana ntre unde
adnci me
1000 1
: 100 1
...
Perioad regulat i neregulat
Distana ntre striuri
adnci me
150 1
: 5 1
...
Propagare a fisurii
Adncimea fisurii
Piesa de prelucrat
1
1000
200
40
8
1
1
1
Piesa de prelucrat
Piesa de prelucrat
Piesa de prelucrat
Reprezentare amplificat intens
< 5 1
[Ordinul I]
[Ordinul II]
[Ordinul III + IV]
ABATERI GEOMETRICE
-
84
Tolerane geometrice
singulare cu elemente asociate
de form de orientare de pozitie de btaie
-rectilinitate
-planitate
-circularitate
-cilindricitate
-profil (linii)
-profil (suprafee)
-paralelism
-perpendicularitate
-unghiularitate
-profil (linii)
-profil (suprafee)
-poziie nominala
-concentricitate
-coaxialitate
-simetrie
-profil (linii)
-profil (suprafee)
-btaie circular
-btaie total
Clasificarea toleranelor geometrice
-
85
Toleranele geometrice sunt reprezentate pe desen ntr-un contur dreptunghiular, mprit n dou sau mai multe compartimente. Aceste compartimente conin, de la stnga la dreapta , n urmtoarea ordine:
simbolul caracteristicii geometrice (Tabelul 7.1);
valoarea toleranei n mm; aceast valoare este precedat de semnul dac zona de toleran este circular sau cilindric, sau de S dac zona de toleran este sferic;
dac este cazul, litera sau literele ce identific caracteristica sau sistemul de referin.
Valoarea toleranei (i, dac este cazul, forma zonei de
toleran i/sau ali modificatori, de ex. simbolul pt. condiia de material maxim)
Dac este cazul, n aceste compartimente se scriu literele
ce identific caracteristica sau sistemul de referin i modificatorii adiionali
Simbolul
caracteristicii tolerate
Coninutul simbolului de toleran
-
86
Tabelul 7.1
Simboluri pentru reprezentarea
tolerantelor geometrice
Caracteristica tolerat Simbol
Rectilinitate
Planitate
Circularitate
Cilindricitate
Profil (linii)
Profil (suprafee)
Paralelism
Perpendicularitate
Unghiularitate
Poziie
Concentricitate / coaxialitate
Simetrie
Btaie circular
Btaie total
-
87
Exemple de simboluri pentru tolerane geometrice: a. toleran la rectilinitate de 0,1 mm b. toleran la paralelism relativ la caracteristica de referin A de 0,1 mm c. zona toleranei de poziie a elementului considerat relativ la sistemul de
referin A, B i C este un cilindru cu diametrul de 0,1 mm d. zona toleranei de poziie a elementului considerat relativ la sistemul de
referin A, B i C este o sfer cu diametrul de 0,1 mm e. zona de toleran la coaxialitate sau concentricitate este un cerc sau un
cilindru cu diametrul de 0,1 mm
f. toleran de poziie cu condiie de material maxim a elementului tolerat g. toleran de poziie cu condiie de material maxim a elementului tolerat i a
sistemului de referin h. toleran de circularitate pentru starea liber/neasamblat i. toleran de poziie pentru zona de toleran proiectat
-
88
Cnd o toleran se aplic mai multor elemente acest lucru se va indica deasupra simbolului de toleran prin numrul elementelor urmat de
semnul
Exemple de tolerane aplicate mai multor elemente
Dac este necesar ca pentru un element s se specifice mai multe caracteristici geometrice, cerinele vor fi date n simboluri de toleran aezate unul deasupra celuilalt pentru uurin:
Exemplu de specificare a mai multor caracteristici
geometrice pentru un element
-
89
Simbolul de toleran este conectat cu elementul tolerat printr-o line indicatoare care pornete dintr-o parte a simbolului i se termin cu o sgeat dup cum urmeaz:
pe conturul elementului sau o prelungire a acestuia (care s fie clar separat de linia de
dimensiune) atunci cnd tolerana se refer la linia sau suprafaa respectiv (Fig. 7.7a, b);
sgeata se va poziiona pe linia indicatoare cu vrful spre suprafa (Fig. 7.7c),
ca o extensie a liniei de dimensiune cnd tolerana se refer la axa sau planul median sau
la un punct definit de elementul dimensionat (Fig. 7.7 d, e).
Dac este necesar, o indicaie specificnd forma elementului (linie i nu suprafa) va fi
scris lng simbolul de toleran:
Exemple de
legturi ntre simbolul de
toleran i elementul tolerat
-
90
Sistemele de referin sunt indicate pe desenele tehnice printr-o linie
indicatoare care se termin cu un triunghi gol sau plin. Pentru identificare, o
liter mare este scris n simbolul legat de triunghiul de indic sistemul de
referin (Fig. 7.8). Aceeai liter va apare n simbolul de toleran. Dac
simbolul de toleran poate fi conectat ntr-un mod simplu i clar cu sistemul de
referin printr-o linie indicatoare, litera ce desemneaz sistemul de referin
poate fi omis.
Fig. 7.8 Triunghiuri i litere pentru sistemul de referin
-
91
Dac sistemul de referin este o suprafa sau o linie generatoare a acestei
suprafee, triunghiul indicator se va desena pe conturul elementului sau pe o
linie de extensie care s fie clar separat de linia de dimensiune (Fig. 7.9a).
Triunghiul indicator poate fi pus pe o linie indicatoare a suprafeei. Dac
sistemul de referin este o ax sau un plan median, triunghiul indicator este
plasat pe extensia liniei de dimensiune. Triunghiul poate nlocui sgeata liniei
de dimensiune (Fig. 7.9b). Dac sistemul de referin este doar o parte a unui
element sau a unei zone indicate a piesei, atunci poziia sa trebuie
dimensionat (Fig. 7.9c).
Indicarea sistemelor de referin: a) suprafaa (A) sau linia generatoare a suprafeei (B), b) ax (B), c) zona indicat (A)
-
92
Acolo unde sistemul de referin este format din dou sau mai multe caracteristici, literele corespunztoare lor sunt indicate n al treilea i n urmtoarele compartimente ale simbolului de toleran (Fig. 7.13).
Sistem teriar
Sistem primar
Sistem secundar
Fig. 7.13 Indicarea mai multor sisteme de referin
Sistem
secundar
Sistem primar Sistem teriar
Toleranele geometrice se pot aplica i unor caracteristici geometrice complexe. Toleranele i sistemele de referin specificate pentru filete se aplic axei cilindrului mediu, dac nu se specific altfel (de exemplu: MD - pentru diametrul extern, LD - pentru diametrul intern). Toleranele i sistemele de referin specificate pentru roi dinate i melcate trebuie s indice caracteristica creia i se aplic (de exemplu: PD pentru diametrul mediu, MD pentru diametrul extern, LD pentru diametrul intern) (Fig. 7.14).
-
93
RECTILINITATE
0.1
0,1
Rectilinitatea muchiei
0,1 0,06 0,1
0,06
Rectilinitatea in doua directii
30
0,08
0,08
Campul de toleranta al axei
t G
Caracteristica tolerat(muchie, ax, conturul suprafeei) este limitat de dou linii sau dou plane la distana tG respectiv un cilindru cu diametrul tG.
Simbol
-
94
CIRCULARITATE
Seciunea circular a fiecrei seciuni transversale este limitat de dou cercuri concentrice cu distana radial tK. Diametrele cercurilor nu sunt definite.
Simbol
0,07
0,07
tolerance zone (circumferential profile)
t K
Camp de toleranta (profil circular)
Profilul circular al fiecarei sectiuni este limitat de doua
cercuri concentrice cu o distanta radiala tk. Diametrele
cercurilor nu sunt definite.
-
95
CIRCULARITATE
trei lobi ovalitate alezaj lung
cerc dublu n-lobi melc
(spirala)
decalat
ideal
Cercuri (ideale) nominale i abateri de form tipice cercurilor
-
96
PLANITATE
0,08
0,08
Campul de toleranta a suprafetei
0,06
0,06
Campul de toleranta al planului de simetrie
t E Toate punctele suprafetei (suprafata reala sau
planul de simetrie) sunt limitate de doua plane
paralele cu distanta intre ele tE.
Simbol
-
97
PLANITATE
Plan (ideal) nominal i abateri de form tipice ale planului
sinusoidal
triunghiular
cot ascuit treapta
concav convex brar
ideal
-
98
CILINDRICITATE
0,1
Cmp de toleranta
0,1
t Z ntreaga suprafa a cilindrului este limitat de doi cilindri coaxiali la distana radial t Z . Diametrele
cilindrilor coaxiali nu sunt definite
Simbol
-
99
CILINDRICITATE
conic convex concav
bucl arc superpoziionare
ideal
Cilindrul (ideal) normal i abateri de form tipice ale cilindrului
-
100
0.05
Abaterea profilului liniei
0.05
t LP Cmpul de toler an este limitat de dou cercuri nfurtoare de linii de diametru t LP , centrele fiind
situate pe o linie avnd , teoretic o form geometric exact
R
Forma data a profilului
Simbol
-
101
0,05
Cmpul de toleran al profilului suprafetei
0,05
t FP Cmpul de toleran este limitat de dou sfere infurtoare de suprafee cu diametrul t
FP Centrele sunt situate pe o suprafa care teoretic are form geometric exact.
R
Forma data a suprafetei
-
102
Paralelism
Paralelismul unei axe fa de un sistem de elemente ax-plan: a) desen, b) zon de toleran.
TOLERANTE DE ORIENTARE
-
103
Perpendicularitate Campul de toleranta este limitat in planul de masurare de
doua linii paralele cu distanta t intre ele. Aceste doua linii
sunt perpendiculare pe baza de referinta.
Simbol
-
104
UNGHIULARITATE
Simbol
Tolerana unghiular se refer la o linie dreapt sau un plan i este definit n relaie cu o linie dreapt, plan sau un sistem de plane.
-
105
TOLERANTE DE POZITIE Abaterea de la pozitia nominala
Simbol
-
106
Concentricitate si coaxialitate
Simbol
-
107
Simetrie
Simbol
-
108
Simbol
TOLERANTE DE BATAIE Bataia radiala
-
109
Bataia frontala
Simbol
Camp de toleranta
-
110
Bataia totala
Simbol
-
111
REGULI PENTRU TOLERAREA FORMEI
Se inscriu doar toleranele ale cror caracteristici geometrice sunt importante pentru funcionare
sau cele care sunt auxiliare din punct de vedere al produciei, verificrii sau asamblrii.
Toleranele de form se refer la o singur caracteristic.
Distincia se face ntre toleranele simple (circularitate) i cele compuse (cilindricitate) cnd este
selectat tipul toleranei.
Se prefer cele simple dac sunt permise de funcionare.
O toleran compus este ntotdeauna o necesitate mai strict pentru o caracteristic tolerat
dect mai multe simple pentru aceai valoare de toleran.
Verificai dac exista probabilitatea utilizrii toleranelor generale pentru caracteristicile
geometrice pentru asigurarea unei informri rapide n legtur cu producerea unei caracteristici
geometrice la un cost normal de producie cu eforturi de verificare reduse.
Anumite caracteristici de form, precum cilindri, pot fi prelucrate doar cu abateri de form relativ
mari, n special la cmpurile terminale i considernd valori ale toleranelor de form mai mari.
Verificai posibilitatea utilizrii principiului de material de material maxim, dac funcionarea
permite.
Dac nu sunt indicate reguli de evaluare pentru verificarea formei , solicitarea cmpului-minim
trebuie evaluat n caz aleatoriu ntotdeauna.
-
112
TOLERANTE GEOMETRICE
-
113
CUPRINS
5.7. Limita maxim i minim material
5.7.1. Condiia maximului de material
5.7.2. Limita material maxim virtual
5.7.3. Condiia minimului de material
5.6. Influena preciziei formei suprafeelor asupra
ajustajelor
-
114
INTRODUCERE
Toate dimensiunile se refera la o cota nominala.
Aceasta cota este o baza virtuala ideala, valoarea ei fiind de
cele mai multe ori un numar intreg sau o valoare dintr-o
serie de numere preferate. Pe desen, forma geometrica
tolerata este reprezentata prin cota nominala.
Tolerantele ISO sunt impartite in diferite clase de precizie
care depind de valoarea cotei nominale. In special pentru
ansamble sunt importante urmatoarele concepte ale
dimensiunilor:
-
115
Limita maxima si minima de material Limita maxima materiala (MML) este limita virtuala (limita maxima sau
minima), ce corespunde unui maxim de material (volum),
Se utilizeaza mai ales in cazul in care se cupleaza piese diferite. Limita
maxima materiala este limita maxima pentru dimensiuni exterioare si limita
minima pentru dimensiuni interioare. Limita maxima materiala corespunde
etalonului TRECE.
Daca MML este prea mare, componenta poate fi refacuta. Pentru un ajustaj,
se realizeaza cel mai mic joc posibil daca piesele au fiecare limita maxima
materiala.
Limita maxim material
(MML = Maximum Material Limit)
Limita minim material
(LML = Least Material Limit)
= LML
-
116
In contrast cu MML, LML - limita minima materiala reprezinta respingerea.
Limita minima materiala este opusa celei maxime.
Ea reprezinta cantitatea minima de material necesara pentru o piesa. In
special pentru imbinarea pieselor este de mare folos inca o limita:
dimensiunea de imbinare.
Nu este standardizata, dar este foarte folositoare din punct de vedere al
ajustajului a doua piese.
Dimensiunea de imbinare (cuplare) este dimensiunea piesei geometrice-
pereche ideala, care poate fi imbinata cu componenta respectiva fara
joc.
-
117
Principiul independentei
In descrierea tipurilor de dimensiuni s-a mentionat de mai multe ori
importanta mbinrii pieselor. Aceasta reprezinta motivul principal al
existentei tolerantelor. Doar preciznd tolerantele si calculul relaiilor dintre
toate formele geometrice facem posibila fabricaia interschimbabila in
forma modern. Datorita faptului ca au existat diferite variante de
standarde pentru tolerante in diferite tari, au fost posibile mai multe
interpretri ale unui singur desen.
ISO a publicat standardul ISO-8015 in 1985, care a unificat toate
standardele. Odat cu introducerea lui ISO 8015 s-a definit legtura clara
intre tolerantele de forma, de poziie si a dimensiunilor (in special la
suprafee de mbinare cilindrice, plane si paralele).
Unul dintre mesajele de baza ale lui ISO 8015 este principiul independenei.
Fiecare cerin de dimensiune sau geometric specificat pe un
desen, se va gsi independent, excepie fcnd cazul in care se
menioneaz o anume relaie.
-
118
Principiul se refera la obligatia de a verifica separat fiecare toleranta reprezentata. Daca se pastreaza pe desen o toleranta, componenta este
reprezentata corespunzator cu aceasta toleranta. Toate celelalte abateri
(respectiv tolerante) nu sunt luate in considerare. In anexa lui ISO 8015 se
subliniaza ca principiul poate fi utilizat in cazul tuturor tolerantelor
geometrice liniare. Fiecare dimensiune liniara este verificata ca masurare
intre-doua-puncte dupa cum s-a mentionat mai sus. Nu exista limita de
forma si pozitie din privinta tolerantelor de dimensiune.
diametrul arborelui este acceptat atata
timp cat
dimensiunile locale
sunt in segmentul
tolerat
6-0
,1
drawing
6
accepted workpiece
6
ISO 8015
1
8 -0,
1
ISO 8015
18 18
no full-scale
no full-scale
a) b)
c) d)
desen piesa acceptata
-
119
Daca doar masurarile doua-puncte sunt verificate, principiul independentei poate produce cazuri extreme, de exemplu un
arbore cu deviere de tip trei lobi.
Consecinte ale principiului independentei in combinatie cu
tolerantele de forma cum ar fi trei lobi
80-0,3
80
circumscribed diameter
(mating size) max. 92 mm
80
a) b)
Diametrul circumscris
(dimensiunea de
asamblare) max.
92mm
-
120
Cerinta de invelis
Pentru a asigura posibilitatea introducerii unui arbore intr-un alezaj
trebuie calculata toleranta maxima care e determinata de conditia
maxima de material si toleranta maxima de forma. Acesta este un proces
greoi si de obicei este realizat de catre proiectant. In aceasta etapa este
recomandat sa se foloseasca principiul formulat de Taylor in 1905.
testing of mating size
The diameter is limited by
the smallest inscribed
ideal geometrical cylinder
(minimum limit size) in between
the whole length of the hole.
Not Go Gauge: sphere gauge Go Gauge: cylinder gauge
testing of maximum limit of size
The diameter of the hole shall
be limited by the not go gauge
at any position of the hole.
UL
S
LL
S =
MM
L
Testarea dimensiunii maxime
Diametrul alezajului
trebuie sa fie limitat de
calibrul nu trece in orice pozitie a alezajului
Calibru sfericNU TRECE Calibru cilindric TRECE
Testarea dimensiunii de asamblare
Diametrul alezajului
trebuie sa fie limitat
de cel mai mic
cilindru geometric
ideal (limita minima)
pe toata lungimea
alezajului
Principiul lui Taylor:
exemplul unui alezaj
-
121
Capatul TRECE al unui etalon Taylor poate fi considerat un invelis ideal. Cerintele invelisului pot fi interpretate analog cu aceste consideratii.
Toleranta unui ajustaj se determina simplu utilizand cerintele de invelis.
Acestea se disting intr-un desen tehnic prin indicarea simbolului E.
Aplicand cerintele de invelis , din actuala toleranta permisa se scad tolerantele de forma si paralelism ale componentelor.
- Desen -
-
122
Limita virtuala maxima de material (MMVL)
MMVL descrie dimensiunea conditiei virtuale maxime de material. Apare
intotdeauna in legatura cu limita maxima de material si descrie
dimensiunea unei forme geometrice ideale in care forma este la conditia
maxima de material si de asemenea prezentand tolerantele maxime de
forma si pozitie.
Limita maxima de material (MML) si limita virtuala maxima de material (MMVL)
-
123
Acest volum se numeste conditie virtuala maxima de material. MMVL poate fi calculata din limita maxima de material si toleranta
geometrica corespunzatoare (toleranta de forma si/sau
orientare/pozitie)
MMVL=MML+TG pentru dimensiuni exterioare
MMVL=MML-TG pentru dimensiuni interioare
TG- toleranta devierii geometrice corespunzatoare
-
124
Pentru un cilindru, efectul conditiei maxime de material este ilustrat in figura de mai jos. Conditia maxima de material este
reprezentata prin M in semnul pentru tolerante alaturi de
tolerantele de forma sau pozitie. In acest caz forma geometrica
nu trebuie sa depaseasca conditia efectiva.
Courtesy: ISO 2692
0,05 M A
A
mating size
MMVL
MML 150
actual local size
LML 149,96
tolerance zone for
perpendicularity 0,05
150,05
150 h7 ( )- 0,040
maximum material
virtual limit
MMVL
(effective condition)
Dimensiune
efectiv local
Cmp de
toleran pentru
perpendic
ularitat
e
Limita virtual maxim de material =
MMVL
(condiie efectiv)
Fig. 5.46. Exemplu de aplicare a principiului maximului
de material
-
125
Cerina minim de material In opozitie cu MML, LML este utilizata pentru limitarea volumului maxim a unei parti
componente. Cerinta minima de material se determina prin simbolul L alaturi de valoarea tolerantei corespunzatoare de forma si pozitie.
Analog dimensiunii virtuale maxime de material, se poate calcula dimensiunea virtuala minima de material daca sunt respectate inversarile de semne algebrice pentru dimensiuni exterioare si interioare:
LMVL=MML-TG pentru dimensiuni exterioare
LMVL=MML+TG pentru dimensiuni interioare
TG- toleranta devierii geometrice corespunzatoare
0,25
-
126
5.6. Influena preciziei formei suprafeelor asupra ajustajelor
Datorit abaterilor formei, orientrii, poziiei sau btii, ajustajele obinute n urma prelucrrii i asamblrii difer de cele teoretice, calculate.
Dac arborii avnd abateri de la forma ideal cilindric sunt montai n alezaje teoretic cilindrice, ajustajele formate, respectiv jocurile vor fi variabile n lungul
generatoarelor dar i seciune transversal (fig. 5.48).
-
127
n cazul ajustajelor cu joc, acolo unde piesele componente au micri relative (de exemplu n lagrele de alunecare) distribuia neuniform a lubrifiantului duce la uzura neuniform a lagrului contribuind la ieirea prematur din uz a acestuia.
n cazul ajustajelor cu strngere, distribuia neuniform a strngerii cauzeaz o distribuie variabil a presiunii de contact dintre suprafee, care poate duce fie la distrugeri locale ale suprafeei de contact, fie la modificarea strngerii calculate.
Acestea fac ca limitarea abaterilor geometrice inerente procesului de execuie s fie o problem extrem de important care cade n sarcina proiectantului. Aceasta se poate face numai n cazul cunoaterii n detaliu a rolului funcional al fiecrei suprafee. Abateri de poziie sau de orientare prea mari a unor suprafee, de exemplu poziia incorect a axelor arborilor pe care se monteaz roile dinate ntr-o cutie de viteze, duc la zgomot sau la uzura rapid a danturilor.
n concluzie, se poate spune c la proiectarea i prelucrarea asamblrilor, proiectantul i tehnologul trebuie s considere toi factorii preciziei care influeneaz funcionarea corect a asamblrii. Asamblarea trebuie s fie realizat din prima ncercare, fr modificri, returi sau remedieri, pentru a costa ct mai puin i a avea o durat de serviciu ct mai lung.
-
2011-2012 Prof.dr.ing. Liviu Crian 128
RUGOZITATEA SUPRAFETELOR
-
129
Capitolul VI. Rugozitatea suprafeelor
6.1. Noiuni generale. Terminologie
6.2. Aspecte privind importana alegerii
rugozitii optime
6.3. Indicarea pe desene a rugozitii
suprafeelor
-
130
Abateri de ordinal I abaterile formei
Abateri de ordinal II ondulaiile
Abateri de ordinal III rugozitatea
Abateri de ordinal IV rugozitatea
Abaterile rectilinitii, planitii, circularittii
Ondulaiile
Relieful real
Pori, microfisuri,
smulgeri
Defecte ale prilor componente ale mainii unelte (ghidaje), fixare
incorect a piesei, uzur, etc.
Fixare excentric a piesei, abateri de btaie a cuitului, vibraii, etc.
Abateri de form ale sculei, variaii ale avansului sculei, etc.
Microsuduri pe tisul sculei, imperfeciuni ale materialului, erc.
Dup DIN 4760
Fig. 6.1. Abaterile suprafeelor
6.1. Noiuni generale. Terminologie
Rugozitatea suprafeelor este definit ca fiind ansamblul neregularitilor ce formeaz relieful suprafeei reale i a cror pas este relativ mic n raport cu adncimea lor. Neregularitile care pot fi urme ale sculei de prelucrare pe suprafaa piesei, pori, zgrieturi, smulgeri de material, etc., apar datorit micrii oscilatorii a tiului sculei (datorate elasticitii inerente a sistemului main unealt scul pies), sau frecrii dintre scul i pies.
Forma i dimensiunile neregularitilor sunt considerate abateri de ordinul III i IV (vezi capitolul IV i figura 6.1).
-
131
Existena neregularitilor pe suprafaa piesei prezint o serie de dezavantaje:
- reduce suprafaa real de contact,
- uzura sau ruperea acestora duce la nrutirea condiiilor de frecare i a celor de
funcionare normal,
- fisurile reprezint concentratori de tensiuni ce duc la scderea rezistenei la
solicitri alternante,
- aplatisarea microneregularitilor n timpul montrii cu strngere a ajustajelor duce
la micorarea strngerii efective, etc.
Pe de alt parte, lipsa microneregularitilor ar duce la imposibilitatea formrii i meninerii "filmului" (peliculei) de lubrifiant pe suprafeele de contact ale pieselor ce execut micri de rotaie relativ. Practic, suprafeele de contact trebuie s aib o rugozitate stabilit n funcie de condiiile funcionale cum ar fi: viteza de lucru, dimensiunile suprafeelor de contact, mrimea i distribuia sarcinilor ce solicit suprafeele, precizia dimensional i de form, etc.
-
132
Suprafa geometric ideal Suprafa geometric real
Fig. 6.2. Suprafaa geometric ideal i cea real
-
133
plan transversal de secionare
seciune transversal
profil transversal
profil longitudinal
seciune longitudinal
plan longitudinal de secionare piesa ideal
piesa real
-
134
Profilul real al suprafeei poate fi "extras" prin diferite metode: optice,
mecanice cu palpare, optic tridimensional, etc.
[BLU.01]
a. b.
Fig. 6.4. Profil real extras: a. prin palpare; b. tridimensional
-
135
Mrimea rugozitii se
estimeaz prin calcularea
unor parametrii definii n
standarde (ISO 4287).
Definirea i calcularea celor
mai utilizai se poate vedea
n tabelul 6.1. De multe ori
se utilizeaz linia medie a
profilului, care este linia ce
mparte profilul astfel nct
n limitele lungimii de baz,
suma ptratelor abaterilor
profilului s fie minim.
-
136
Rugozitatea este caracterizat de neregularitile inerente procesului de producie, cauzate de factorii care contribuie la prelucrarea suprafeei, cum ar fi achierea, ruperea i oboseala suprafeei.
Ondulaia (W) este cauzat de abateri ale componentelor mainilor sau ale celorlali factori care contribuie la fabricaie, vibraii de frecven sczut ale piesei sau ale sculei, ghidare sau echilibrare greit a elementelor mainilor unelte, ascuire greit a sculei etc.
-
137
Valorile parametrilor de rugozitate sunt standardizate i indicate tabelar. n tabelul 6. 2. se prezint aceste valori, fcndu-se meniunea c valorile marcate sunt cele prefereniale.
-
138
De asemenea literatura de
specialitate indic diferite
nomograme de conversie
ntre parametrii de rugozitate,
cel mai frecvent ntre Ra i
Rz. n figura 6.5. se prezint o
astfel de nomogram
[OSA.99]. n figura 6.6 se
prezint o nomogram pentru
determinarea valorii optime a
rugozitii Ra n funcie de
precizia piesei respective.
Exist indicaii privind
alegerea valorilor numerice
pentru lungimea de baz pe
care se msoar rugozitatea.
Acestea trebuie s se aleag
din urmtorul ir de valori:
0,08; 0,25; 0,8; 2,5; 8; 25.
n ceea ce privete corelarea Ra - Rz , exist i alte relaii empirice, aproximative, Rz = 4,5 Ra0,97
-
139
Valori recomandate pentru Ra [Ste]
-
140
-
141
6.2. Aspecte privind importana alegerii
rugozitii optime
Prescrierea valorilor parametrilor de rugozitate n desenele de execuie este o problem deosebit de important, cu implicaii majore n ceea ce privete funcionarea corect a piesei respective dar i asupra costurilor de fabricaie ale acesteia. La prescrierea rugozitii unei suprafee trebuie s se aib n vedere rolul funcional al suprafeei respective, toleranele dimensionale dar nu n ultimul rnd posibilitile de execuie.
Corelarea dintre valoarea rugozitii i toleranele dimensionale trebuie fcut n special la acele suprafee care formeaz ajustaje, analizndu-se tipul ajustajului precum i solicitrile la care acesta este supus. n general n cazul ajustajelor se recomand alegerea mrimii rugozitii la aceeai valoare pentru ambele piese care formeaz ajustajul. La ajustajele cu strngere este indicat alegerea unei rugoziti ct mai mici, datorit faptului c n timpul montajului, microneregularitile de dimensiuni mai mari pot fi aplatisate, influenndu-se caracterul ajustajului
Pentru suprafee intens solicitate la oboseal, alegerea unei valori a rugozitii mai mici este esenial, golurile dintre neregulariti putnd constitui amorse de fisurare ce duc la ruperea la oboseal.
n cazul suprafeelor de frecare ntre care se gsete un lubrifiant, trebuie avut n vedere prescrierea unei valori maximale a rugozitii, astfel nct suma nlimilor neregularitilor celor dou suprafee s fie mai mic dect grosimea peliculei de lubrifiant.
-
142
* Valoarea rugozitii are influen direct asupra durabilitii, neregularitile
suprafeei constituind amorse de gripare, rupere, fisurare sau coroziune. Valoarea
maxim a rugozitii poate s ajung pn la 20% din tolerana dimensional.
* Nu n ultimul rnd trebuie avut n vedere influena rugozitii asupra designului
piesei, suprafaa cu rugozitate mai mic avnd un aspect lucios, plcut, contribuind la
ridicarea aspectului comercial al piesei respective. Obinerea unei suprafee mai fine,
mai ngrijit prelucrate, are ns un efect direct asupra mririi costurilor de fabricaie.
Rezult deci c la prescrierea valorii rugozitii unei suprafee, trebuie analizat o
serie de factori, astfel nct s nu se impun execuiei condiii mai severe dect cele
strict necesare realizrii conforme a produsului.
-
143
6.3. Indicarea pe desene a rugozitii suprafeelor
Suprafeele a cror rugozitate este indicat pe desenele de execuie se consider c sunt n stare finit din punct de vedere al prelucrrii, inclusiv cu tratamente termice, termochimice sau acoperiri electrochimice, ns nainte de vopsire, lcuire sau acoperire decorativ.
Simbolul utilizat pentru indicarea valorii rugozitii este prezentat n figura 6.6.a, alturi fiind alte variante posibile.
Simbolul din figura 6.6.b. se utilizeaz in cazurile n care se dorete indicarea explicit "suprafa obinut prin ndeprtare de material". Simbolul din figura 6.6.c. se utilizeaz pentru situaiile n care ndeprtarea de material este interzis.
a. b. c.
Fig. 6.6. Cele trei variante ale simbolului de baz pentru indicarea rugozitii pe desenele de execuie
-
144
Alturi de simbolul fundamental (una dintre cele trei variante prezentate mai sus) se nscrie valoarea parametrului de rugozitate prescris sau valorile limit admise, acolo unde este cazul (fig. 6.7.a i b.). de asemenea mai pot fi nscrise i alte indicaii privind realizarea sau msurarea valorii parametrului de rugozitate prescris (fig.6.7.c.).Ra1,6Ra1,6
Fig. 6.7. Indicarea valorii parametrului de rugozitate prescris
Ra1,6
Ra1,6
Ra0,8
a
b
c (f)
d e
a. b. c.
n figura 6.7.c. s-au folosit urmtoarele notaii: a. Valoarea numeric a parametrului de rugozitate precedat de simbolul acesteia. Exemplu: Ra3,2, Rz100.
b. Specificarea procedeului de fabricaie, indicaii privind tratamentul termic, termochimic, acoperire sau alte condiii referitoare la fabricaie.
Rectificat
Ra0,8
Fe/Ni 20
Ra0,4
Frezat
Ra6,3
c. nlimea ondulaiei, n micrometri, precedat de simbol sau de valoarea numeric a lungimii de baz n milimetri.
d. Simbolul orientrii neregularitilor (tab. 6.4.) e. Valoarea numeric a adaosului de prelucrare f. Valoarea numeric a unui alt parametru de rugozitate, n micrometri, precedat
de simbolul acestuia.
-
145
Exemplu:
-
146
* Dac este cazul se poate
simboliza, aa cum se vede n figura
6.9., orientarea neregularitilor
suprafeei, acestea fiind de fapt
urmele lsate de scula achietoare
pe suprafaa piesei.
* n tabelul 6.4. se indic
simbolurile standardizate pentru
orientarea acestor urme de achiere.
-
147
ISO 1302 prevede c indicarea rugozitii pe desene se face doar o singur dat pentru
o suprafa i numai pe una din proieciile piesei reprezentate, dac este posibil acolo
unde sunt indicate cotele dimensionale ale suprafeei respective. Simbolurile se dispun
astfel nct s poat fi citite de jos n sus i din dreapta desenului, n limitele nclinrii
admise, fr a fi ntrerupte sau ntretiate de linii de cot sau ajuttoare (fig. 6.10).
-
148
Dac un numr mic din suprafeele unei piese au alt rugozitate (fa de celelalte care
au toate aceiai rugozitate), aceasta se indic explicit pe suprafeele respective. Notarea
rugozitii majoritii suprafeelor se specific pe desen, dup care, ntre paranteze se
trece simbolul rugozitii. Acesta semnific faptul c toate suprafeele a cror stare nu
este indicat pe pies au aceeai rugozitate i anume cea din faa parantezei (fig. 6.11).
-
149
Pentru suprafee care