Curs Nr.1 2 Tcm Exterioare
63
10.06.22 1 Elaborarea procesului de Elaborarea procesului de prelucrare prelucrare Stabilirea proceselor elementare ale Stabilirea proceselor elementare ale entităţilor entităţilor
-
Upload
tatuaje-brasov-beatris -
Category
Documents
-
view
68 -
download
2
Transcript of Curs Nr.1 2 Tcm Exterioare

19.04.23 1
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor elementare ale Stabilirea proceselor elementare ale entităţilorentităţilor

19.04.23 2
Elaborarea procesului de prelucrare Elaborarea procesului de prelucrare Stabilirea proceselor elementare ale Stabilirea proceselor elementare ale entităţilorentităţilor
Procesele de prelucrare elementareProcesele de prelucrare elementare realizează îndepărtarea adaosurilor de prelucrare ale entităţilor pieseientităţilor piesei, garantând obţinerea specificaţiilor acesteia.
Regula : Dacă toleranţele dimensionale, geometrice şi de Dacă toleranţele dimensionale, geometrice şi de stare ale unei suprafeţe sunt mai restrictive decât ale stare ale unei suprafeţe sunt mai restrictive decât ale semifabricatului, atunci acea suprafaţă necesită semifabricatului, atunci acea suprafaţă necesită prelucrare.prelucrare.
Prelucrările sunt grupate în operaţii şi faze de natură diferită:degroşare,degroşare,semifinisare,semifinisare,finisare,finisare,netezire.netezire.

19.04.23 3
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Prelucrarea de degroşarePrelucrarea de degroşareare ca obiectiv principal îndepărtarea eficientă a
unei mari părţi din adaosul de prelucrare;regimul de aşchiere intens, forţele de aşchiere
mari pot genera deformaţii ale piesei, tensiuni interne în material, impunându-se luarea de măsuri : aplicarea de tratamente termice de
detensionare; gruparea prelucrărilor de degroşare în operaţii
de degroşare, separat de celelalte operaţii;

19.04.23 4
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
permite apropierea de suprafaţa finită şi asigură un adaos de prelucrare relativ constant pentru prelucrările care urmează, cu adâncimi de aşchiere mici şi uniforme, având drept consecinţe: minimizarea deformaţiilor elastice ale sculei şi
piesei, stabilizarea parametrilor de aşchiere la
prelucrarea întregii serii de piese, garantarea repetitivităţii prelucrărilor şi a
calităţii tuturor pieselor din seria fabricată.

19.04.23 5
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor elementare ale Stabilirea proceselor elementare ale entităţilorentităţilor
Prelucrarea de semifinisare are ca obiectiv asigurarea formei şi poziţiei
suprafeţei prelucrate în sistemul de referinţă al piesei.
Prelucrarea de finisare urmăreşte garantarea preciziei şi calităţii
suprafeţei. Prelucrarea de netezire
este necesară în cazul unor cerinţe de calitate superioară.

19.04.23 6
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Piesa este un corp geometric constituit din suprafeţe exterioare şi interioare de diferite forme: cilindrice, conice, plane, profilate, speciale (filete, danturi, caneluri etc.).
Procedeele de prelucrare se stabilesc în funcţie de forma suprafeţelor.

19.04.23 7
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Ultrasonic
Electrical Discharge
Turning Milling Drilling
Cutting with Conventional Tools(Single point or multi point cutting tools
having a clearly defined geometry)
Grinding Honing Laping
Cutting with Non-Conventional Tools(Abrasive tools that have a random
geometry of cutting part)
Traditional Machining
PlasmaBeam
Machining by
Non-Traditional Machining
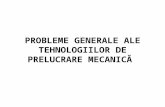
Machining types(Cutting processes types)
LaserBeam
Boring Broaching ElectroChemical
ElectronBeam
Water Jet
Shaping

19.04.23 8
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Procedeul de prelucrare dominant este determinat de mişcările necesare generării suprafeţelor:
Regula : Dacă piesa posedă o axă de revoluţie şi Dacă piesa posedă o axă de revoluţie şi poate fi antrenată în mişcare de rotaţie în jurul poate fi antrenată în mişcare de rotaţie în jurul acestei axe, procedeul de prelucrare dominant acestei axe, procedeul de prelucrare dominant este strunjireaeste strunjirea.

19.04.23 9
ElaborareaElaborarea procesului de procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor

19.04.23 10
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Procedee de prelucrare prin aşchiere specifice tipurilor de suprafeţe:
suprafeţe cilindrice şi conice exterioare: strunjire, frezare, broşare, rectificare, vibronetezire,
deformare plastică; suprafeţe cilindrice şi conice interioare:
burghiere, lărgire, adâncire, lamare, strunjire, alezare, broşare, rectificare, honuire, deformare plastică;
suprafeţe plane: rabotare, mortezare, frezare, broşare, strunjire,
rectificare, lepuire; suprafeţe profilate:
strunjire, frezare, broşare, rectificare; filete:
strunjire, frezare, rectificare, deformare plastică;

19.04.23 11
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor danturi:
roţi cilindrice: frezare:
copiere: freză disc-modul, freză deget-modul rostogolire: freză melc-modul
mortezare:copiere: cap cu cuţite profilaterostogolire: cuţit-pieptene, cuţit-roată
rectificare:copiere: disc abraziv profilatrostogolire: disc abraziv biconic (Niles), discuri
abrazive taler (Maag), melc abraziv (Reishauer)şeveruire: şever disc, şever cremalieră, şever melchonuire rodare

19.04.23 12
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor

19.04.23 13
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor

19.04.23 14
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
roţi conice: frezare:
copiere: freză disc-modul, rostogolire:
dinţi drepţi: freze disc (Konvoid) dinţi curbi: cap cu cuţite (arc de cerc – Gleason;
eloidă – Fiat, Oerlikon), freză melc conică (paloidă – Klingelnberg)
rabotare:copiere după şablon: un cuţit,rostogolire: două cuţite (Gleason)
broşare circulară (Revacycle), rectificare prin rostogolire ~ frezare

19.04.23 15
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
melci: strunjire: profil arhimedic (ZA – cuţit în plan axial),
evolventic (ZE – cuţit în plan tangenţial la cercul de bază), convolut (ZN1 – cuţit normal pe spiră, ZN2 – cuţit normal pe gol),
frezare: profil elicoidal (ZK1 – freze-disc biconice, ZK2 – freze-deget conice)
rectificare: profil evolventic (ZE – disc abraziv cilindric sau biconic);
roţi melcate: frezare cu freză-melc;
caneluri: frezare, mortezare, broşare, rectificare, deformare
plastică

19.04.23 16
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Caracteristicile procedeelor de prelucrare

19.04.23 17
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor

19.04.23 18
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Se stabileşte procedeul de prelucrare final al suprafeţei, care garantează obţinerea toleranţelor dimensionale, geometrice şi de stare a suprafeţei înscrise pe desenul de definire a piesei;
Se stabilesc celelalte prelucrări, în ordine inversă efectuării lor, până la forma iniţială a semifabricatului (generare ascendentă).
Numărul de faze (secvenţe) de prelucrare a unei suprafeţe este determinat de treapta de precizie şi clasa de rugozitate a suprafeţei.

19.04.23 19
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Regula : Din constrângeri economice, o fază de prelucrare Din constrângeri economice, o fază de prelucrare poate ameliora precizia cu cel mult două trepte.poate ameliora precizia cu cel mult două trepte.

19.04.23 20
Elaborarea procesului de Elaborarea procesului de prelucrareprelucrare Stabilirea proceselor Stabilirea proceselor elementare ale entităţilorelementare ale entităţilor
Procesele elementare de prelucrare a alezajelor:

PRELUCRAREA SUPRAFEŢELOR EXTERIOARE DE REVOLUŢIE

Suprafeţele cilindrice exterioare intâlnite la piesele din construcţia de maşini se prelucrează prin urmatoarele procedee:
• procedee de strunjire;• procedee de frezare;• procedee de rectificare. Dacă se impun condiţii de precizie dimensional- geometrică
foarte strânsă ultima prelucrarea a acestor suprafeţe este unul din următoarele procedee:
• strunjire de netezire;• vibronetezire;• lustruire şi rulare prin deformare plastică. Suprafeţele conice exterioare se prelucrează prin
următoarele procedee:• procedee de strunjire;• procedee de frezare;• procedee de rectificare. Dacă se impun condiţii de precizie dimensional- geometrică
foarte strânsă ultima prelucrarea a acestor suprafeţe este unul din următoarele procedee:
• strunjire de netezire;• vibronetezire;• lustruire si rulare prin deformare plastică.

STRUNJIREA SUPRAFEŢELOR CILINDRICE EXTERIOARE
a. Schema de strunjire la prelucrarea pe strunguri universale
Prelucrarea arborilor în trepte

Curs pentru tehnologi Schaeffler Romania
24
2.1. Prelucrarea prin strunjire a suprafeţelor exterioare de revoluţie
Trebuie subliniat că strunjirea este procedeul care se utilizează cel mai mult la prelucrarea arborilor.
Referitor la precizia de prelucrare, prin strunjire se poate obţine: creşterea preciziei dimensionale; îmbunătăţirea calităţii suprafeţei; mărirea preciziei de formă; creşterea preciziei de poziţie.

Curs pentru tehnologi Schaeffler Romania
25

Curs pentru tehnologi Schaeffler Romania
26

Curs pentru tehnologi Schaeffler Romania
27
În cazul în care se prelucrează arbori în trepte, umerii treptelor, dacă diferenţa între diametrele treptelor ≤ adaosul de prelucrare, se pot realiza odată cu obţinerea diametrelor treptelor prin strunjire
longitudinală, utilizându-se cuţite cu unghiurile ϰ corespunzătoare
Dacă se impune o precizie de poziţie ridicată a umerilor, (ca de exemplu perpendicularitate) sau diferenţa între diametrele treptelor este mai mare atunci este necesar ca prelucrarea umerilor să se facă cu avans transversal

Curs pentru tehnologi Schaeffler Romania
28
În ceea ce privesc schemele de strunjire la prelucrarea cu un singur cuţit, acestea sunt date în figura , diferenţierile între acestea vizând modul de divizare a adaosului de prelucrare.
Se înţelege că în funcţie de modul în care s-a divizat adaosul de prelucrare timpul de prelucrare şi eforturile de aşchiere pot fi mai mari sau mai mici. Astfel, în cazul figurii a, strunjirea se face din trei treceri, adaosul de prelucrare la fiecare trecere este mai mic decât în celelalte cazuri, eforturile de aşchiere sunt mai mici, dar timpul de prelucrare (suma celor trei timpi) este cel mai mare. Sub aspectul productivităţii schema cea mai convenabilă este cea din figura b. Conform acestei scheme, aici poate să apară dificultatea ca pe o anumită treaptă adaosul de prelucrare să fie prea mare, trebuind astfel ca acesta să fie divizat (treapta de diametru cel mai mic). Schema din figura c este o combinaţie a primelor două.

Curs pentru tehnologi Schaeffler Romania
29
Pentru creşterea productivităţii prelucrării prin strunjire a arborilor foarte adesea, mai ales în cazul producţiilor de seria mare şi masă, se recurge la
prelucrarea cu multicuţite. Schemele din figurile b şi c prezintă avantajul de a
asigura prelucrării o productivitate mai mare, cursa suportului fiind egală cu lungimea treptei celei mai mari (ca lungime). Pentru mărirea şi mai mult a productivităţii se poate lucra pe aceeaşi treaptă cu mai multe cuţite, cu condiţia ca lungimea treptei respective să fie un multiplu al lungimii celei mai scurte trepte.
Dezavantajul ultimelor două scheme este acela că pe treptele cele mai mici ca diametru se poate întâmpla ca adaosul de prelucrare să fie prea mare.
În schema din figura a cuţitele lucrează numai cu un avans longitudinal, în timp ce în schemele din figurile b şi c cuţitele lucrează mai întâi cu avans transversal de pătrundere pentru reglarea la cotă, după care urmează avansul longitudinal.

Curs pentru tehnologi Schaeffler Romania
30
Strungurile destinate în mod special prelucrărilor cu multicuţite se caracterizează prin următoarele:
au putere mare; au o rigiditate mare; păpuşa mobilă şi pinola trebuie să aibă o construcţie specială; în general aceste strunguri au mai multe sănii, cel puţin două. O sanie
lucrează cu avans longitudinal, iar alta cu avans transversal.
Aceste sănii lucrează simultan, pentru creșterea productivităţii.

Curs pentru tehnologi Schaeffler Romania
31
Prelucrările cu multicuţite se utilizează nu numai în cazurile în care arborii au o formă complexă, ci şi în cazurile în care arborii sunt drepţi în scopul măririi productivităţii.
În ceea ce priveşte regimul de așchiere aceasta se stabileşte în conformitate cu subcapitolul 2.4 şi anume.Dacă este vorba de prelucrarea cu o singură sculă, atunci, după stabilirea valorilor adâncimii de aşchiere t şi avansului s, compatibile cu precizia ce trebuie obţinută şi caracteristicile maşinii-unelte şi sculei (cel mai convenabil este ca valorile lui t, s să se adopte şi apoi să se verifice cu ajutorul relaţiilor restrictive cunoscute), se va calcula viteza de aşchiere v conform relaţiei:

Curs pentru tehnologi Schaeffler Romania
32
În cazul în care arborele are suprafeţe de diametre variabile, iar strungul în timpul prelucrării nu permite variaţia turaţiei, atunci este necesar ca turaţia ce se va regla să se calculeze conform relaţiei:
În cazul prelucrării unui arbore cu multicuţite, avându-se în vedere particularităţile prelucrării şi în cazul în care, de asemenea, maşina nu permite modificarea turaţiei în timpul lucrului, recomandăm metoda coeficientului W, conform căreia turaţia comună tcom se determină din:
coeficienţii wi se calculează cunoscându-se turaţiile ni pentru fiecare sculă, în ipoteza că fiecare cuţit ar lucra izolat. Deoarece, în general, treptele arborelui nu sunt identice, turaţiile ni trebuie corectate după cum urmează:

b. Schema de strunjire la prelucrarea pe strunguri semiautomate cu multicuţite
Cu avans longitudinal :
Cu avans de pătrundere urmat de avans longitudinal:

Cu avans transversal:

Universitatea Transilvania din Brașov Departamentul de Ingineria Fabricației (TCM)
3. FREZAREA (7 ORE)
V. DIȚU, A. NEDELCU Curs pentru tehnologi Schaeffler Romania 35
Mai ales, în cazul prelucrării arborilor de dimensiuni mari, turnaţi, forjaţi sau matriţaţi, pe motive de productivitate şi exploatare avantajoasă a sculelor, se dovedesc avantajoase aceste alte procedee de prelucrare. Motivele ar fi următoarele. În primul rând, în cazul strunjirii acestor piese de dimensiuni mari, viteza de aşchiere este limitată de forţele centrifuge mari care pot să apară, forţe care din multe puncte de vedere este de preferat să se micşoreze. În afară de aceasta, cuţitul de strunjit este o sculă care nu se comportă prea bine în cazul degroşării unor semifabricate turnate, unde incluziunile de nisip influenţează nefavorabil durabilitatea sculei. De asemenea, crusta superficială prea dură a semifabricatelor matriţate sau forjate influenţează în acelaşi mod, negativ, uzura şi durabilitatea cuţitului.
Avantajele frezării suprafeţelor exterioare de revoluţie, comparativ cu strunjirea sunt:
creşterea durabilităţii muchiei aşchietoare; permite utilizarea vitezelor de aşchiere mari, chiar la adaos
neuniform, ceea ce duce la productivităţi mai mari; frezarea poate fi adaptată pe diferite strunguri.
3.1. Prelucrarea prin frezare a suprafeţelor exterioare de revoluţie

Universitatea Transilvania din Brașov Departamentul de Ingineria Fabricației (TCM)
3. FREZAREA (7 ORE)
V. DIȚU, A. NEDELCU Curs pentru tehnologi Schaeffler Romania 36
La prelucrarea suprafeţelor exterioare de revoluţie prin frezare, atât scula cât şi piesa se rotesc în jurul axelor proprii cu viteze de rotaţie diferite (viteza de aşchiere rezultă din turaţia sculei), iar mişcările de avans, după caz, le execută piesa sau scula.
În ceea ce privesc sculele, acestea pot fi de diferite tipuri şi anume: freze-disc, cilindro-frontale, capete de frezat etc.
În figura sunt prezentate diferite posibilităţi de frezare a arborilor cu freze de diferite tipuri, frezarea putându-se efectua în sensul sau contra avansului.

Universitatea Transilvania din Brașov Departamentul de Ingineria Fabricației (TCM)
3. FREZAREA (7 ORE)
V. DIȚU, A. NEDELCU Curs pentru tehnologi Schaeffler Romania 37
La prelucrarea de degroşare se aleg freze cu diametrul mai mic, cu dinţi mai mari şi mai rari, care să permită aşchierea cu un avans pe dinte mai mare şi cu o adâncime de aşchiere mai mare. La prelucrările de finisare se aleg freze cu un diametru mai mare cu dinţi mai mulţi şi mai mici.
(1)
Sistemul de frezare din figura (1) se pretează la frezarea unor porţiuni scurte, fie ale unor arbori fie ale unor carcase sau batiuri (cepuri). Trebuie subliniat că sistemul se poate utiliza atât în cazul în care piesa se roteşte (arbori scurţi ţi nu grei), precum şi în cazul în care piesa nu se roteşte (batiuri, carcase, arbori grei).
(2)
Frezarea conform figurii (2) se poate utiliza mai ales la frezarea de degroşare a arborilor lungi, unde productivitatea sistemului este net superioară strunjirii arborilor.Principalul motiv care încă împiedică extinderea procedeului este calitatea nu tocmai bună a suprafeţei. Mărimea h este asigurată prin reglare, şi de ea depinde în mare măsură calitatea suprafeţei. Se înţelege de asemenea că mărimea h trebuie corelată cu calitatea suprafeţei şi prin intermediul avansului.

Universitatea Transilvania din Brașov Departamentul de Ingineria Fabricației (TCM)
3. FREZAREA (7 ORE)
V. DIȚU, A. NEDELCU Curs pentru tehnologi Schaeffler Romania 38
(3)Prelucrările conform figurii (3) sunt cele mai moderne prelucrări prin frezare a arborilor şi
sunt deosebit de productive. De regulă această prelucrare se utilizează la degroşare, maşinile acestea speciale având doi arbori principali paraleli, pe care se montează jocurile de freze şi un arbore pe care se centrează şi fixează piesa ce trebuie prelucrată.
Desigur, alegerea uneia din cele două scheme din figura (3) se alege şi funcţie de configuraţia piesei şi trebuie ştiut că reglarea frezelor conform schemei din figura (3)-a este mai dificilă. Distribuirea frezelor pe axe trebuie să se facă ţinându-se seama de faptul că forţele de aşchiere trebuie echilibrate cât mai bine.

Universitatea Transilvania din Brașov Departamentul de Ingineria Fabricației (TCM)
3. FREZAREA (7 ORE)
V. DIȚU, A. NEDELCU Curs pentru tehnologi Schaeffler Romania 39
(4)
În figura (4) sunt indicate fazele frezării.

FREZAREA SUPRAFEŢELOR CILINDICE ŞI CONICE EXTERIOARE
Metode de frezare a arborilor:
• frezare cu capete de frezat tubulare utilizată pentru prelucrarea unor arbori scurţi pe strunguri revolver;
• frezare cu freza cilindrică sau disc:

• frezarea cu capete de frezat frontale:

RECTIFICAREA SUPRAFEŢELOR CILINDICE EXTERIOARE
A. Rectificarea între vârfuri :
1. Rectificarea cu avans longitudinal din mai multe treceri
TP : 6-7;Ra : 1.6 – 0.8μm

2. Rectificarea cu avans longitudinal dintr-o singură trecere
La arborii în trepte
TP : 6-7;Ra : 1.6 – 0.8μm

3. Rectificarea cu avans de pătrundere
TP : 6-7;Ra : 1.6 – 0.8μm.

B. Rectificarea fără vârfuri
1. Rectificarea cu avans longitudinal
Discul conducător este aşezat înclinat cu unghiul faţă de cel de rectificat si deci piesa de prelucrat va avea o mişcare de avans longitudinal printre cele două discuri.
Vdr = 25-35 m/s;Vdc = 20-30m/min

2. Rectificarea cu avans longitudinal până la opritor
La rectificare se utilizează două discuri: • 1 disc de rectificat;• 2 disc conducător care este înclinat cu un unghi mic , de 0,50 faţă de axa discului 1.

3. Rectificarea cu avans transversal
Discul conducător 2 efectuează o mişcare de avans transversal Str
continuă în direcţie perpendiculară pe axa longitudinală a piesei de prelucrat.
Rectificarea rapida :Vdr = 50-60 m/s;Vp = 40-50 m/min

PROCEDEE DE NETEZIRE A SUPRAFEŢELOR EXTERIOARE

Tipuri de procedee:
• procedee de netezire prin aşchiere;• procedee de netezire prin deformare plastică;• procedee de netezire neconvenţionale.
Procedee de netezire a suprafeţelor exterioare prin aşchiere
1. Strunjirea de netezire a suprafeţelor exterioare cilindrice
De obicei, strunjirea de netezire se execută din două faze la aceeaşi prindere a piesei pe maşina-unealtă; în prima fază se îndepărtează 75%
din adaosul de prelucrare, iar în faza a doua 25%.
Prin strunjire de netezire se asigură o precizie dimensională corespunzătoare treptelor de toleranţă 5-6 ISO, iar rugozitatea Ra = 0,8...0,2μm.
Regimul de lucru la strunjirea de netezire este caracterizat prin folosirea unor viteze de aşchiere mari (100...3000 m / min.), avansuri mici (0,01 ...0,15 mm / rot) şi adâncimi de aşchiere mici (0,05...0,3 mm).

2. Frezarea fină a suprafeţelor plane
Pentru obţinerea unei rugozităţi Ra = 0,8... 0,4 μm şi o precizie geometrică ridicată (toleranţa de la planeitate cuprinsă între 0,02...0,04 mm /1000 mm lungime a suprafeţei prelucrate) se impun următoarele condiţii restrictive:
• bătaia frontală a tăişurilor dinţilor frezei în limitele de 0,01... 0,015 mm;
• adâncimea de aşchiere de 0,1 ...0,2 mm;• avansul de lucru de 0,03... 0,2 mm / dinte;• viteza de aşchiere de 200...300 m / min. la frezarea fină a pieselor
din oţel şi de 3000...6000 m / min. la frezarea aliajelor neferoase.3. Rectificarea cu bandă abrazivă
Schema constructivă a dispozitivului de rectificat cu bandă abrazivă se
prezintă în fig. 3.2., în care 1 reprezintă banda abrazivă; 2- roată
motoare; 3- roată pasivă; 4 - roată de întindere a benzii; 5 - sistem de
întindere a benzii.Fig. 3.2

Avantaje :
• productivitate ridicată;• precizie dimensională ridicată, abaterile încadrându-se în limitele
±0,005 mm;• calitate foarte bună a suprafeţei, rugozitatea Ra = 0,8- 0,05 μm
dependentă fiind şi de mărimea granulelor abrazive • viteză de aşchiere constantă;• elasticitatea benzii;• posibilitatea prelucrării unor suprafeţe mari ale pieselor;• reducerea puterii de aşchiere şi a solicitării termice a elementelor
sistemului tehnologic;• absenţa îndreptării sculei;• siguranţă în funcţionare.
Dezavantaje:
• variaţia preciziei dimensionale ca urmare a presiunii specifice variabile a benzii abrazive asupra profilului.

4. Lepuirea (rodarea) suprafeţelor cilindrice exterioare şi plane
Lepuirea reprezintă un procedeu de netezire care se aplică, în special, cu scopul îmbunătăţirii pe de o parte a calităţii suprafeţei obţinându-se
rugozităţi Ra = 0,05...0,012 μm (dacă la prelucrarea anterioară rugozitatea Ra nu a depăşit valorile 1,6... 0,4 μm), precum şi asigurarea unei precizii
geometrice ridicate (de formă şi de orientare a suprafeţelor prelucrate), respectiv pentru creşterea preciziei dimensionale până la treapta de
toleranţă IT4 (dacă anterior treapta de toleranţă obţinută este IT6).
Prelucrarea se realizează cu ajutorul unei pulberi abrazive fine imprimate pe sculă sau interpusă liber între piesa de prelucrat şi sculă; se folosesc, de asemenea şi paste abrazive aplicate pe sculă [37].
Scula de lepuit se execută, de obicei, din fontă aliată cu crom şi cupru cu duritatea HB = 140...260, sau din particule abrazive cu granulatie foarte fină (până la granulaţia 4).
Prin deplasarea relativă a sculei şi piesei, în prezenţa pulberii sau pastei abrazive, se îndepărtează particulele de material de pe suprafaţa de prelucrat.

Cinematica lepuirii mecanico-manuală a suprafeţelor cilindrice exterioară este exemplificată în fig.3.3, unde scula de lucru se prezintă sub forma unei bucşe 1, în interiorul căreia se află un inel elastic 2 cu posibilitatea de reglare la diametrul necesar pentru prelucrare cu ajutorul şuruburilor
3.
Fig. 3.3 Fig. 3.4
De menţionat că, discul superior 1 exercită o anumită forţă de apăsare asupra pieselor; acest disc se poate deplasa lateral în vederea introducerii pieselor în locaşurile speciale.
Pe baza schemei cinematice prezentate în fig. 3.4. se pot lepui şi suprafeţe cilindrice exterioare.

În privinţa regimului şi condiţiilor de lucru la prelucrarea suprafeţelor plane din oţel prin lepuire se recomandă:
• numărul de rotaţii ale discului superior: ns= 110... 120 rot / min;• numărul de rotaţii ale discului inferior: n = 100... 110 rot / min;• presiunea specifică de prelucrare: 1,5... 3,5 N/mm2 [MPa];• lichidul de aşchiere utilizat: petrol lampant cu adaos de 2,5% ulei mineral
şi acid stearic.
5. Honuirea suprafeţelor cilindrice exterioare
Pentru netezire se utilizează un dispozitiv special (fig. 3.6) prevăzut cu 4 ..6 bare abrazive denumit cap de honuit fixat pe o maşină unealtă specială .
Fig. 3.6
Adaosul de prelucrareeste de 0,02 - 0,2 mm. Viteza de rotaţie se alege între 45 - 75 m / min., iar cea de deplasareaxială între 10-22 m/min.
Rugozitatea obţinută în urma prelucrării este de Ra = 0,05 - 0,5 μm. Precizia dimensională obţinută după prelucrare corespunde treptelor IT6...IT7.

6. Superfinisarea suprafeţelor exterioare
Prin superfinisare se îmbunătăţeşte calitatea suprafeţei, obţinându-se rugozităţi până la Ra = 0,2,..0,025 μm sau chiar mai mici (0,01 μm). Precizia
dimensional- geometrică trebuie asigurată anterior prelucrării.
Cinematica procesului de superfinisare a suprafeţelor cilindrice exterioare este prezentată în fig. 3.7
Fig. 3.7

In fig. 3.8 sunt arătate schemele de dispunere a microneregularităţilor suprafeţei prelucrate, a forţelor de aşchiere şi forma aşchiilor detaşate pentru diferite unghiuri de încrucişare a barelor abrazive αc în construcţia capului de superfinisat
Fig. 3.8

Superfinisarea este un procedeu de prelucrare la care procesul de aşchiere se întrerupe automat, acesta decurgând în felul următor (fig. 3.9):
Fig. 3.9

Pe măsură ce microneregularităţile sunt retezate, suprafaţa portantă dintre sculă şi piesă creşte, presiunea specifică se micşorează, iar procesul de aşchiere scade în intensitate (următoarele 20-30 secunde).
Continuându-se prelucrarea, se ajunge la o valoare din ce în ce mai mică a presiunii specifice, astfel încât la un moment dat pelicula de lubrifiant nu mai este străpunsă, iar procesul de aşchiere încetează, oricât s-ar continua mişcările de lucru ale sculei şi piesei.
După cum se poate observa din fig. 3.7, pentru superfinisarea suprafeţelor cilindrice exterioare, cinematica procesului rezultă din suprapunerea
următoarelor mişcări: mişcarea principală I, rectilinie-alternativă, cu o frecvenţă de până la 1500 curse duble /min şi amplitudine de 2..6 mm;
mişcarea de avans axial S, (longitudinal) II şi mişcarea n de avans circular III.
Mişcările I şi II sunt efectuate de către barele abrazive, iar mişcarea III - de către piesa de prelucrat.
Presiunea de contact (IV) dintre barele abrazive şi suprafaţa piesei are, în general valori reduse, cuprinse între 1,4.. 1,8 daN/cm2 (.10_1 MPa)

19.04.23 59
Procesul elementar de prelucrare al unei suprafeţe cilindrice exterioare în treapta 6 de precizie şi rugozitatea Ra=0,8μm:
varianta I (materialul piesei nu necesită un tratament termic care să crească duritatea sa la peste 40 HRC):strunjire de netezire (treapta 6 de precizie, Ra =
0,8μm),strunjire de finisare (treapta 8 de precizie, Ra =
1,6μm),strunjire de semifinisare (treapta 10 de precizie, Ra =
6,3μm),strunjire de degroşare (treapta 12 de precizie, Ra =
12,5μm).

19.04.23 60
varianta II (materialul piesei necesită un tratament termic care măreşte duritatea sa la peste 40 HRC):rectificare de finisare (treapta 6 de precizie,
Ra = 0,8μm),rectificare de degroşare (treapta 8 de
precizie, Ra = 1,6μm),strunjire de finisare (treapta 10 de precizie,
Ra = 6,3μm), strunjire de degroşare (treapta 12 de
precizie, Ra = 12,5μm).

19/04/23 61
Bibliografie
Drăghici G. - Tehnologia fabricării produselor, Editura Politehnica Timişoara, 2010
Drăghici Gh. – Tehnologia tip a pieselor plane, cu axe încrucişate, cu profil complex şi elicoidal, Editura Tehnică Bucureşti, 1977
Ciocîrdia C. ş.a. – Tehnologia prelucrării carcaselor, Editura Tehnică Bucureşti, 1975
Gavrilaş I., Voicu N. – Tehnologia pieselor tip arbore, bucşe şi disc, pe maşini clasice şi cu comandă program, Editura Tehnică, Bucureşti, 1975
NEDELCU, A. - Tehnologii de prelucrare mecanică şi neconvenţionale, Editura Universităţii „Transilvania” din Braşov, Braşov, 2003, 2005

19/04/23 62
Bibliografie Gavrilaş I., Voicu N. – Tehnologia de fabricaţie a
roţilor dinţate pe maşini-unelte clasice şi cu comandă program, Editura Tehnică, Bucureşti, 1979
Grămescu T., ş.a. – Tehnologii de danturare a roţilor dinţate, Editura Universitas, Chişinău, 1993
Neagu C. ş.a. – Tehnologia construcţiilor de maşini, vol. I, II, Matrix ROM, Bucureşti, 2002
Picoş C. ş.a. – Normarea tehnică pentru prelucrări prin aşchiere, Vol. 1 Editura Tehnică Bucureşti, 1979, Vol. 2 Editura Tehnică Bucureşti, 1982

19/04/23 63
Bibliografie Picoş C. ş.a. – Proiectarea tehnologiilor de prelucrare
mecanică prin aşchiere, Manual de proiectare, Vol. 1 şi 2, Editura Universitas Chişinău, 1992
Vlase A. ş.a. – Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp , Vol. 1 Editura Tehnică Bucureşti, 1983, Vol. 2 Editura Tehnică Bucureşti, 1985
Vlase A. ş.a. – Tehnologii de prelucrare pe strunguri, Editura Tehnică Bucureşti, 1989
Vlase A. ş.a. – Tehnologii de prelucrare pe maşini de frezat, Editura Tehnică Bucureşti, 1993
Vlase A. ş.a. – Tehnologii de prelucrare pe maşini de găurit, Editura Tehnică Bucureşti, 1994
Vlase A. – Tehnologia construcţiilor de maşini, Editura Didactică şi Pedagogică, Bucureşti, 1996