Curs 3 - Imbinarea Tevilor
51
IM B IN AR EA TEVILO R TEHNOLOGIA INSTALATIILOR
-
Upload
florin-maria-bogdan-chirila -
Category
Documents
-
view
153 -
download
3
description
Curs 3 - Imbinarea Tevilor
Transcript of Curs 3 - Imbinarea Tevilor
IMBINAREA TEVILOR
TEHNOLOGIA INSTALATIILOR
TEHNOLOGIA INSTALATIILOR
1. Tevi din metal
TEHNOLOGIA INSTALATIILOR
1.1 Imbinarea tevilor din otel
Imbinarea conductelor se poate face:- demontabil -nedemontabil.
Imbinari demontabile
Se pot face:- prin infiletare -prin flanse .
Imbinarea prin fitinguri cu filet se face la diametre pana laeste obligatorie, pentru conducte cu diametrul de 3/8" pana la3/4" inclusiv, uneori pana la11/2" la instalatiile interioare.
Pentru etansare se utilizeaza fuior de canepa imbibatcu pasta de miniu de plumb sau pasta de grafitamestecata cu ulei de in dublu fiert, sau alte materialeomologate in acest scop.

TEHNOLOGIA INSTALATIILOR
Pentru etansare se utilizeaza fuior de canepa imbibat cu pasta de miniu de plumb sau pasta de grafit amestecata cu ulei de in dublu fiert, sau alte materiale omologate in acest scop.
Operatia de imbinare se executa cu ajutorul clestilorspeciali pentru instalatii si anume:-cleste mops cu autoblocare;
-cleste pentru tevi(suedez), utilizat pentru tevi pana la1” sau 2‘’; -cleste universal pentru tevi, produs in 3 marimi: ¼-1’’;¼-2’’; ¾-4’’.
Clupa electrica de filetat
TEHNOLOGIA INSTALATIILOR
Operatia de imbinare la banc, se realizeaza astfel:-se fixeaza tronsonul filetat in menghina; -se unge filetul cu miniu de plumb; -se aseaza pe filet materialul de etansare; -se insurubeaza piesa de imbinare (cot, mufa etc.); -se pregateste in mod similar tronsonul de teava cucare urmeaza a se face imbinarea si se insurubeaza inpiesa de imbinare, fixata pe primul tronson.
La imbinarea la pozitie, operatiile se succed astfel:-se pregatesc tronsoanele de teava cu piesa delegatura ca mai sus; -se fixeaza provizoriu la pozitie cele doua tronsoane;
-se executa imbinarea, folosind pentru fixarea unuia dintronsoane, clestele cu autoblocare;
TEHNOLOGIA INSTALATIILOR
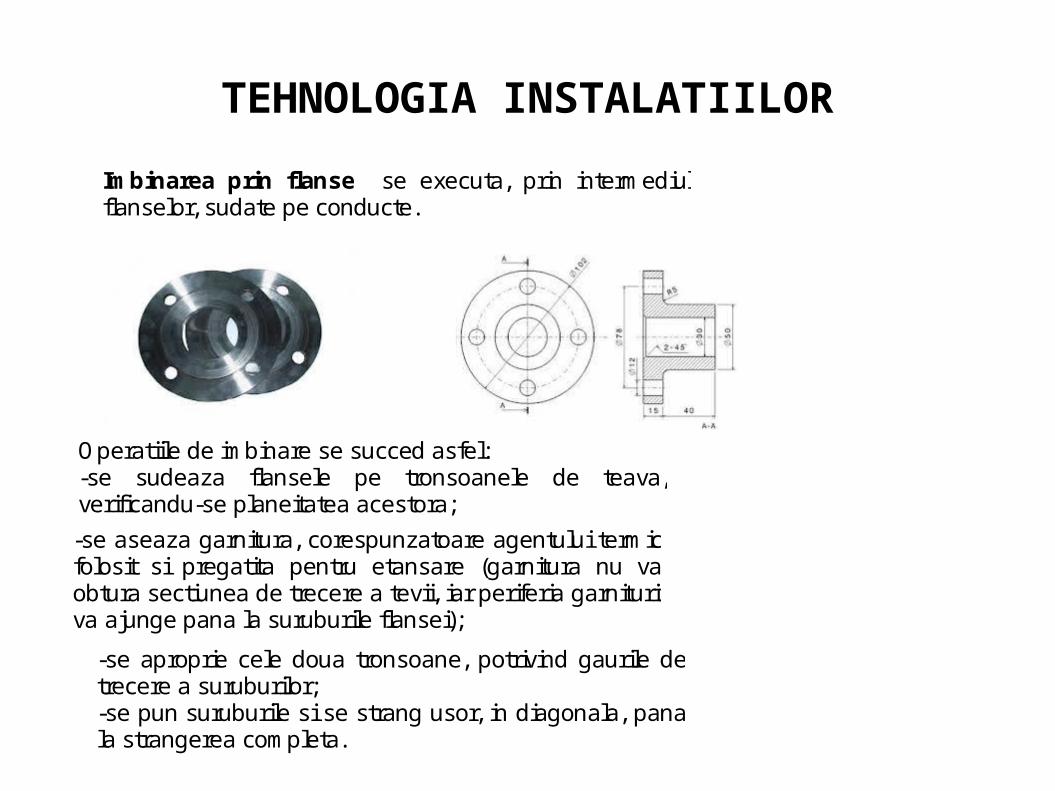
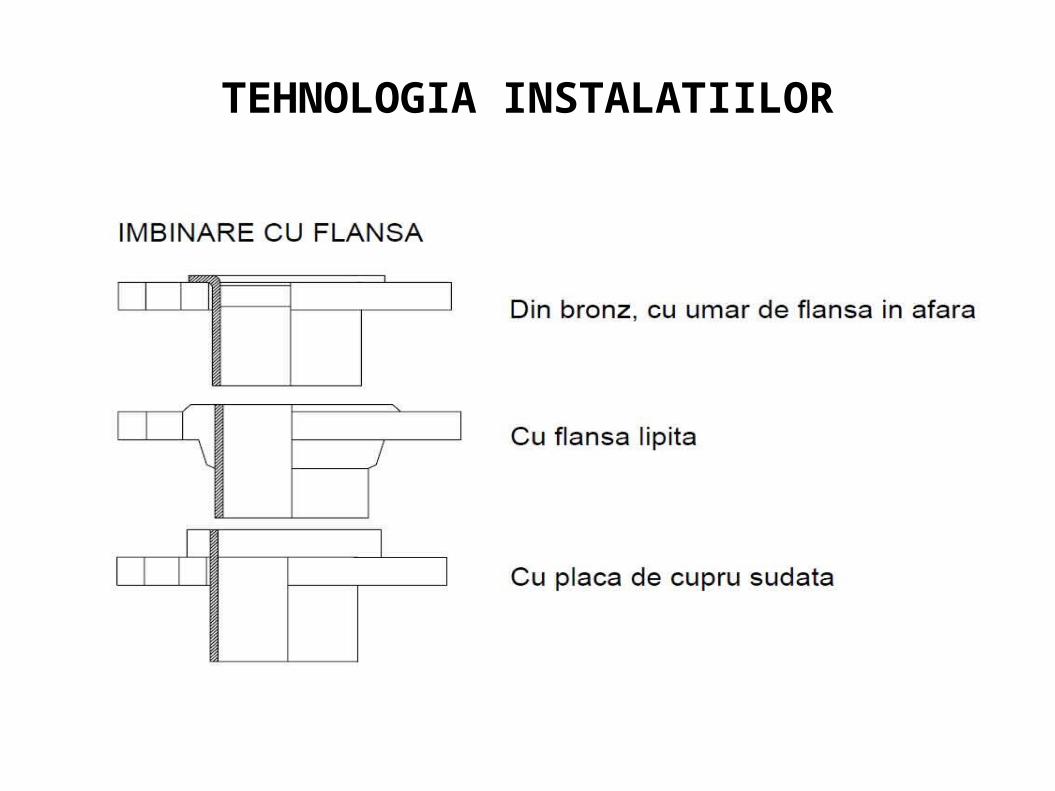
Imbinarea prin flanse se executa, prin intermediulflanselor, sudate pe conducte.
Operatiile de imbinare se succed asfel:-se sudeaza flansele pe tronsoanele de teava,verificandu-se planeitatea acestora;
-se aseaza garnitura, corespunzatoare agentului termicfolosit si pregatita pentru etansare (garnitura nu vaobtura sectiunea de trecere a tevii, iar periferia garnituriiva ajunge pana la suruburile flansei);
-se aproprie cele doua tronsoane, potrivind gaurile detrecere a suruburilor; -se pun suruburile si se strang usor, in diagonala, panala strangerea completa.
TEHNOLOGIA INSTALATIILOR
Etansarea imbinarilor prin flanse pentru temperaturi ≤ 100°C se va face cu garnituri confectionate din carton STAS 1735 unse cu pasta de miniu de plumb si grafit imbinat cu ulei de in fiert.
In cazul temperaturilor > 100°C, se vor utiliza garnituride klingherit grafitat.
Imbinari nedemontabile
Imbinarea prin sudura este unul din procedeele celemai utilizate in executarea instalatiilor, in special a celorde incaIzire.
Astfel se efectueaza:-imbinarea cap la cap; -ramificatiile din conductele principale; -fixarea flanselor;
-curbele din segmenti; -lirele de dilatare etc.
TEHNOLOGIA INSTALATIILOR
Procedeele utilizate pentru sudarea elementelor deinstalatii sunt: -sudura oxiacetilenica (autogena); -sudura electrica.
Sudura oxiacetilenicaSe executa cu acetilena si oxigen folosind drept
material de adaos sarma de sudat.
In conditii normale de temperatura si presiune,acetilena este un gaz incolor, inodor si inflamabil.Acetilena tehnica are un miros specific neplacut, foartepronuntat datorita impuritatilor (hidrogen sulfurat, etc.).
La executarea sudarii oxiacetilenice se va tine cont deNormativul din 28/04/2006 pentru asigurarea indepliniriicerintelor privind siguranta in exploatare si securitatea laincendiu pentru instalatiile de acetilena.
TEHNOLOGIA INSTALATIILOR
Aceasta se prepară în generatoare de acetilenă, din carbură de calciu (carbid), care în contact cu apa produce acetilenă, conform reacţiei:
CaC2+ 2H2O=C2H2+ Ca(OH)2+ Q1
Acetilena fiind o hidrocarbura nesaturata, cu triplalegatura, in anumite conditii se poate descompune inelemente, reactive puternic exoterma si care odataamorsata decurge cu viteza foarte mare (exploziv), dupa
urmatoarea relatie:
2C2H2+5O2=4CO2+2H2O+Q2
Pentru sudarea diferitelor metale şi aliaje este necesarăfolosirea de metale de adaos corespunzătoare calitativ cumaterialul de bază, adică de o compoziţie chimică care săconfere cusăturii sudate aceleaşi caracteristici mecanice.
TEHNOLOGIA INSTALATIILOR
UTILAJE PENTRU SUDAREA CU FLACĂRĂ DE GAZE
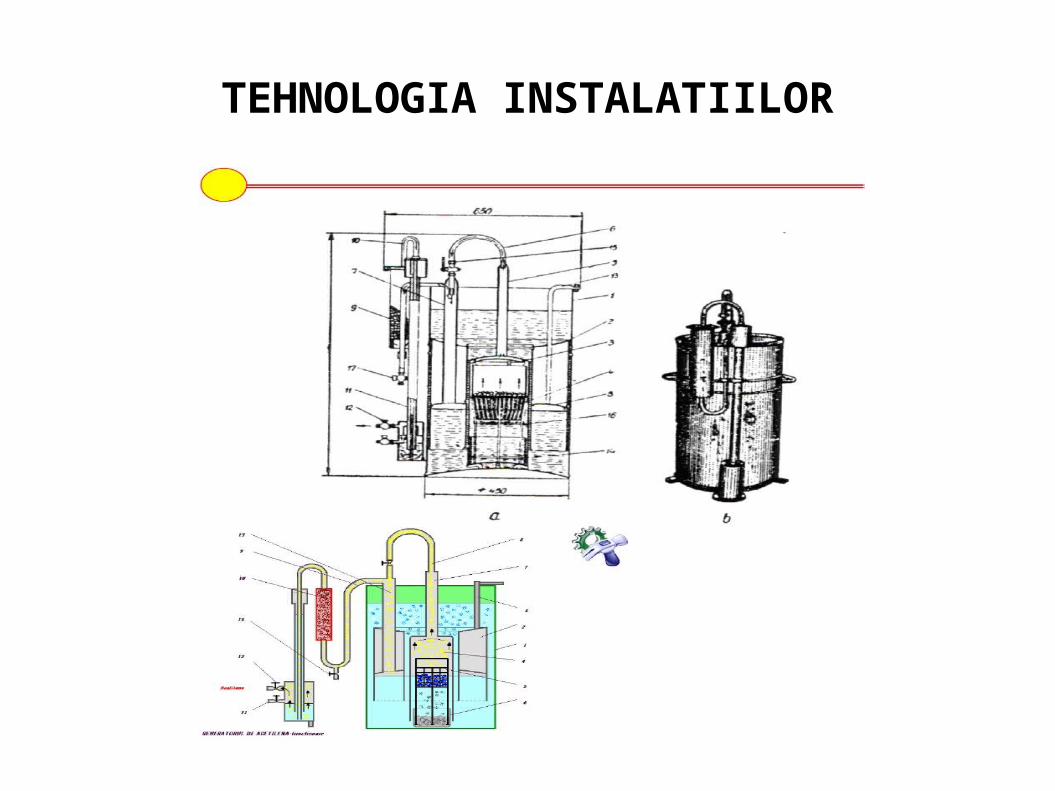
Generatoare de acetilenăPentru posturile de sudare obişnuite se folosesc
generatoare de acetilenă transportabile, cu debite orarede 0,8; 1,25; 2 şi 3,2 m3/h
Presiunea la care este debitată acetilenă din generatoare:-generatoare de presiune joasă, la care presiunea de lucrumaximă admisă, să nu depăşească 0,1 x105 Pa;
-generatoare de presiune medie, cu presiune nominală intre0,1 x105 Pa, si1,5 x105 Pa.
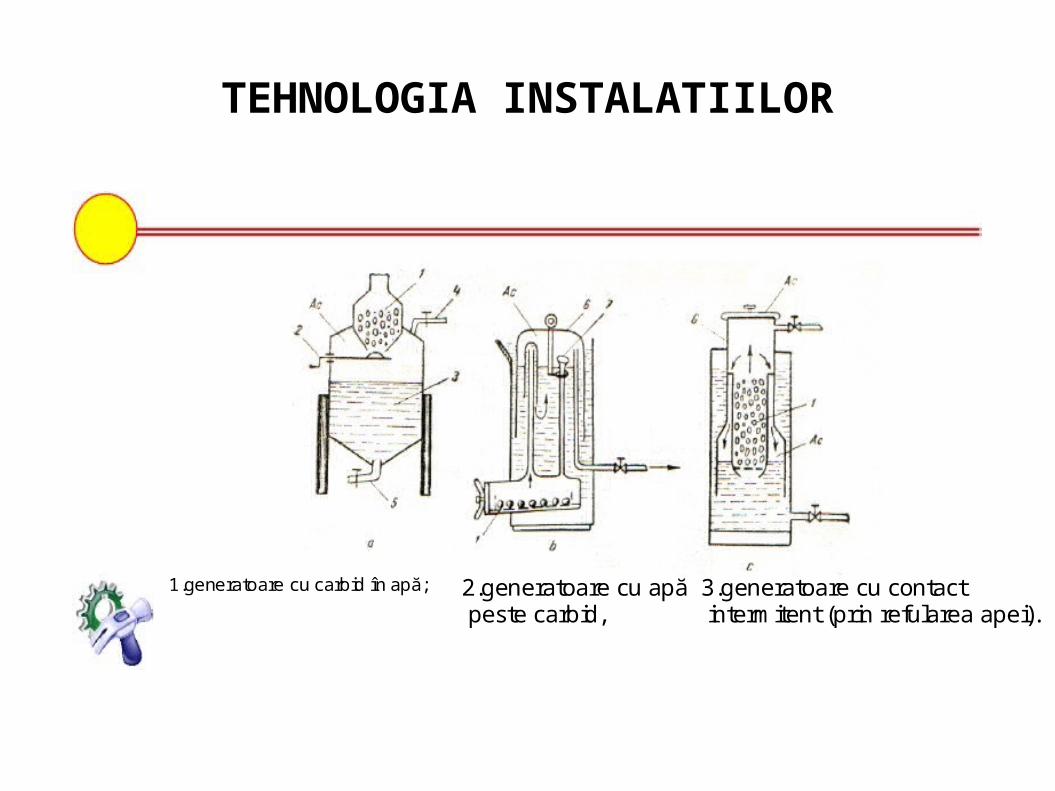
După modul in care se realizează contactul intre carbid şiapă,generatoarele se clasifică în:1.generatoare cu carbid în apă;
2.generatoare cu apă peste carbid, cu răcire umedă sauuscată;3.generatoare cu contact intermitent (prin refularea apei).
TEHNOLOGIA INSTALATIILOR
1.generatoare cu carbid în apă; 2.generatoare cu apă peste carbid,
3.generatoare cu contact intermitent (prin refularea apei).
TEHNOLOGIA INSTALATIILOR

TEHNOLOGIA INSTALATIILOR
Pentru a realiza o sudura corespunzatoare se va alege tipul arzatorului (suflaiului) si dimensiunea becului in functie de grosimile peretilor tevilor, ce urmeaza a fi sudate.
Relatia dintre diametrul sarmei de sudat si grosimeaperetelui tevii este:
d=s/2+1 (mm);

TEHNOLOGIA INSTALATIILOR
Oxigenul necesar se livreaza in butelii, avand capacitatea de 40 l si care pot inmagazina 6 m3 oxigen la presiunea de 150 daN/cm2. Printr-un reductor de
constructie speciala, presiunea de lucru a oxigenuluieste redusa la 1,3-8,5 daN/cm2.Acetilena poate fi livrata la presiunea de 15 daN/cm 2, inbutelii avand capacitatea de 40 l.

TEHNOLOGIA INSTALATIILOR
Furtune oxigen si acetilena
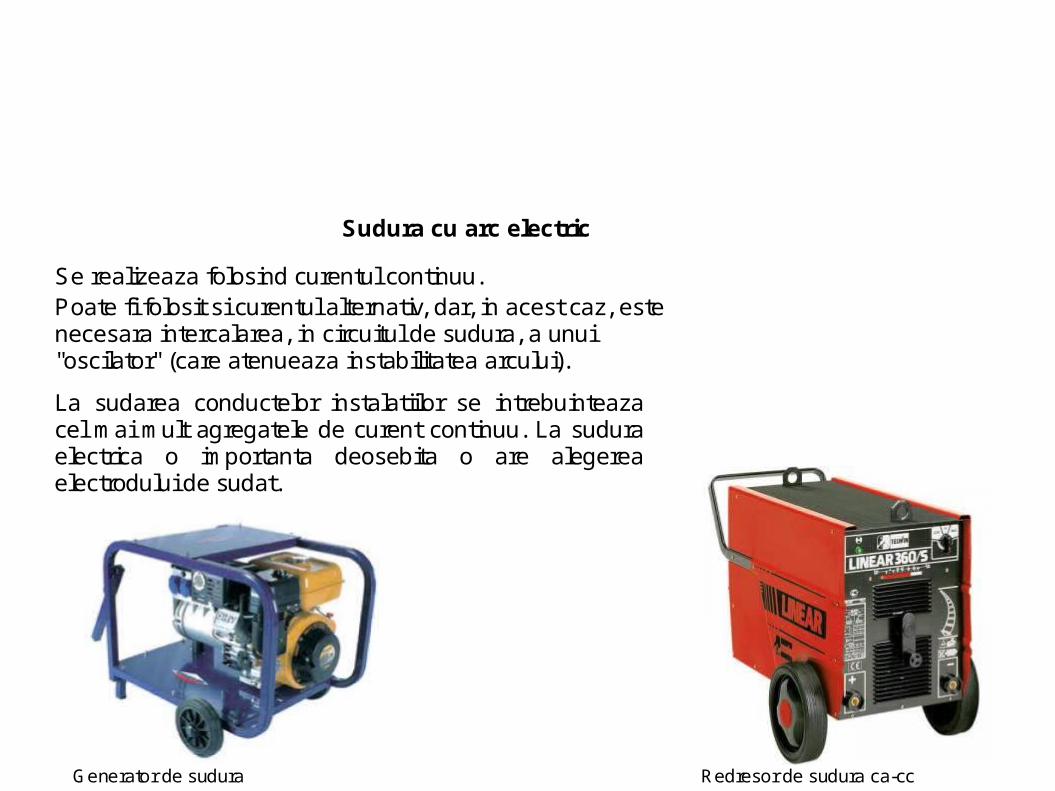
Sudura cu arc electric
Se realizeaza folosind curentul continuu. Poate fi folosit si curentul alternativ, dar, in acest caz, estenecesara intercalarea, in circuitul de sudura, a unui"oscilator" (care atenueaza instabilitatea arcului).
La sudarea conductelor instalatiilor se intrebuinteazacel mai mult agregatele de curent continuu. La suduraelectrica o importanta deosebita o are alegereaelectrodului de sudat.
Generator de sudura Redresor de sudura ca-cc
TEHNOLOGIA INSTALATIILOR
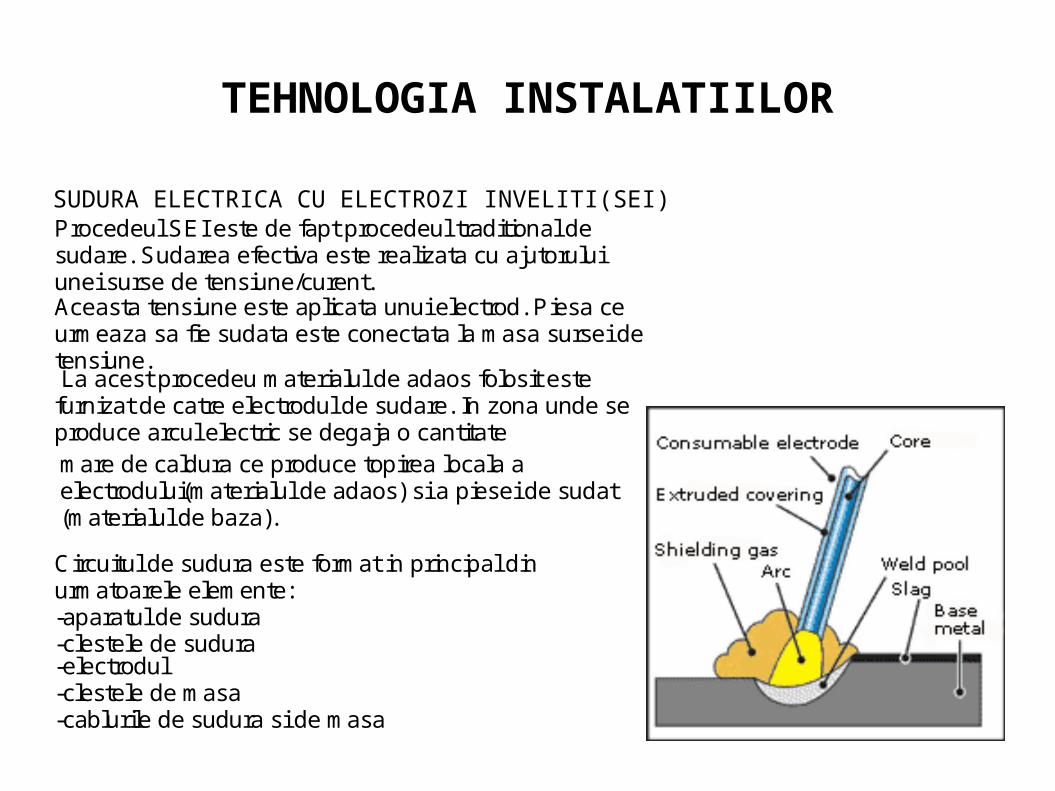
SUDURA ELECTRICA CU ELECTROZI INVELITI(SEI)Procedeul SEI este de fapt procedeul traditional desudare. Sudarea efectiva este realizata cu ajutoruluiunei surse de tensiune/curent.Aceasta tensiune este aplicata unui electrod. Piesa ceurmeaza sa fie sudata este conectata la masa sursei detensiune. La acest procedeu materialul de adaos folosit estefurnizat de catre electrodul de sudare. In zona unde seproduce arcul electric se degaja o cantitatemare de caldura ce produce topirea locala aelectrodului(materialul de adaos) si a piesei de sudat(materialul de baza).
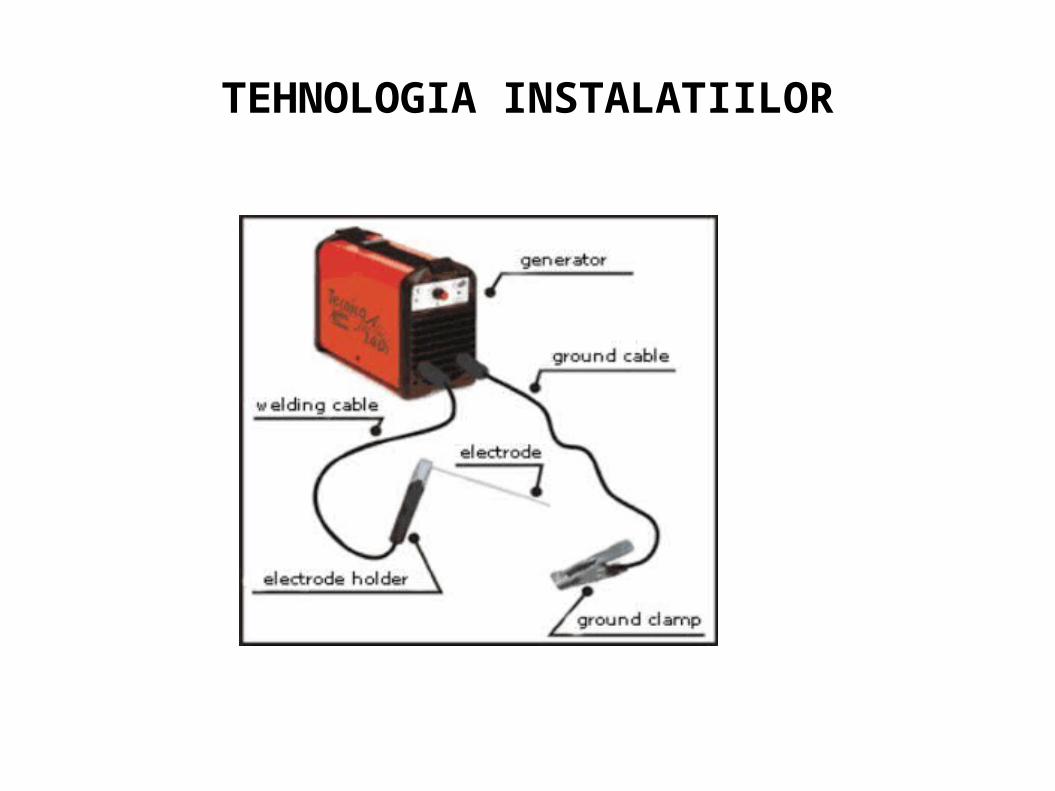
Circuitul de sudura este format in principal dinurmatoarele elemente:-aparatul de sudura-clestele de sudura-electrodul-clestele de masa-cablurile de sudura si de masa
TEHNOLOGIA INSTALATIILOR
TEHNOLOGIA INSTALATIILOR
Sudura cu arc electric cu electrozi inveliti se bazeaza peprincipiul curentului constant, adica valoarea curentuluielectric nu trebuie sa se modifice cand distanta dintreelectrod si piesa de sudat se mareste sau se micsoreaza.
Proprietatea principala de baza a unui aparat de sudura cuelectrozi inveliti este prin urmare capacitatea sa de amentine o valoare cat mai constanta a curentului cand suntvariatii ale lungimii arcului electric.
In functie de tipul dispozitivului de reglare a curentuluielectric exista trei tipuri de aparate de sudura cu arc electric:- aparate de sudura electromecanice-transformatoare desudura
- aparate de sudura controlate electronic(cu reglaj cutiristori)- invertoare de sudura
TEHNOLOGIA INSTALATIILOR
In functie de polaritatea sursei de putere se distingurmatoarele doua categorii:
a) aparat de sudura in curent alternativ(CA):- tensiunea de iesire are o forma sinusoidala si isi schimbasensul periodic(cu frecventa de 50Hz).
- aceasta tensiune de sudura se obtine prin transformareatensiunii de alimentare(cu valoare mare) intr-o tensiuneavand valoarea optima necesara sudurii.
b) aparat de sudura in curent continuu(CC).Tensiunea de sudura se obtine prin redresarea tensiuniidin secundarul unui transformator de sudura folosindu-se o punte redresoare monofazata sau trifazata.
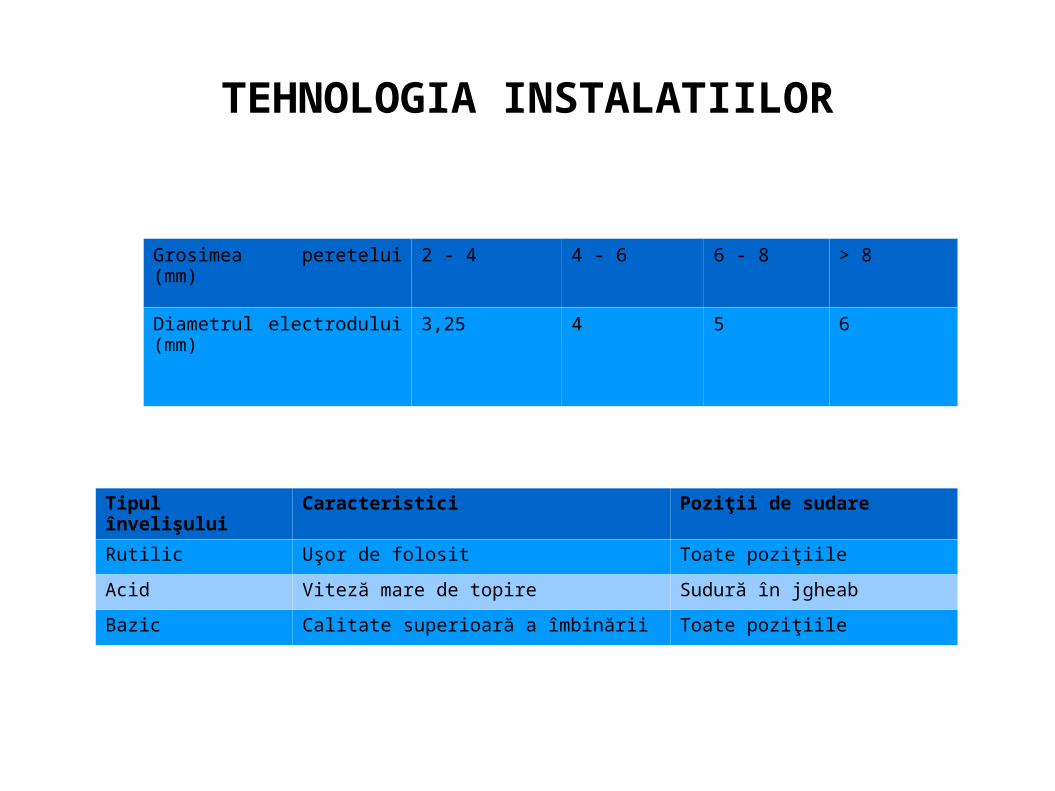
Tipurile de electrozi folositi pentru sudura electrica aconductelor sunt tip supertit fin de 1,5 - 2 - 2,5 - 3,25 - 4 - 5 -6 si pot fi folositi astfel:
TEHNOLOGIA INSTALATIILOR
Grosimea peretelui (mm) 2 - 4 4 - 6 6 - 8 > 8
Diametrul electrodului (mm) 3,25 4 5 6
Tipul învelişului Caracteristici Poziţii de sudare
Rutilic Uşor de folosit Toate poziţiile
Acid Viteză mare de topire Sudură în jgheab
Bazic Calitate superioară a îmbinării Toate poziţiile
TEHNOLOGIA INSTALATIILOR
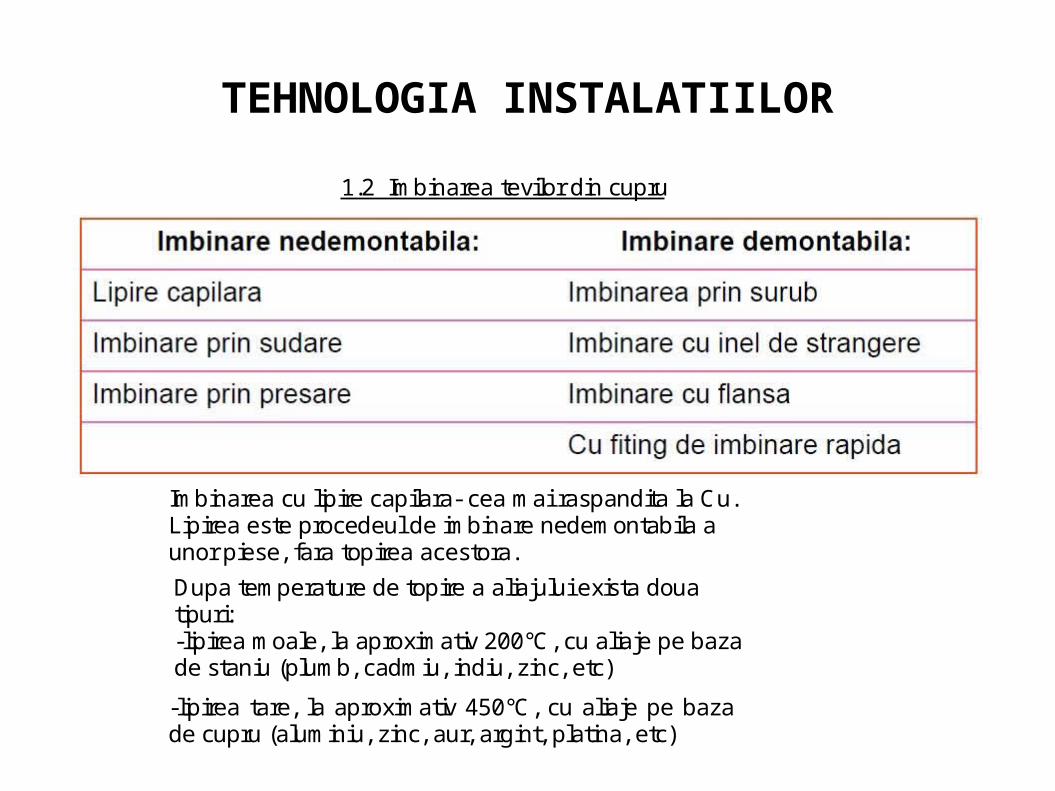
1.2 Imbinarea tevilor din cupru
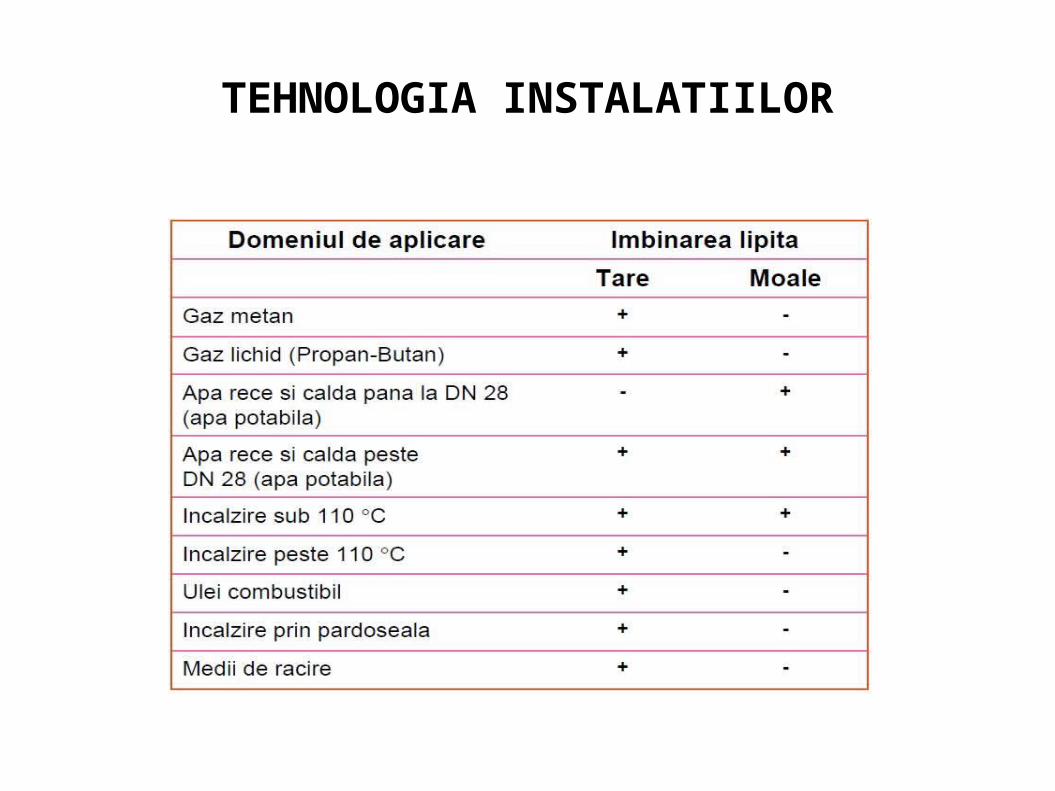
Imbinarea cu lipire capilara- cea mai raspandita la Cu.Lipirea este procedeul de imbinare nedemontabila aunor piese, fara topirea acestora.
Dupa temperature de topire a aliajului exista douatipuri:-lipirea moale, la aproximativ 200°C, cu aliaje pe bazade staniu (plumb, cadmiu, indiu, zinc, etc)
-lipirea tare, la aproximativ 450°C, cu aliaje pe bazade cupru (aluminiu, zinc, aur, argint, platina, etc)
TEHNOLOGIA INSTALATIILOR
TEHNOLOGIA INSTALATIILOR
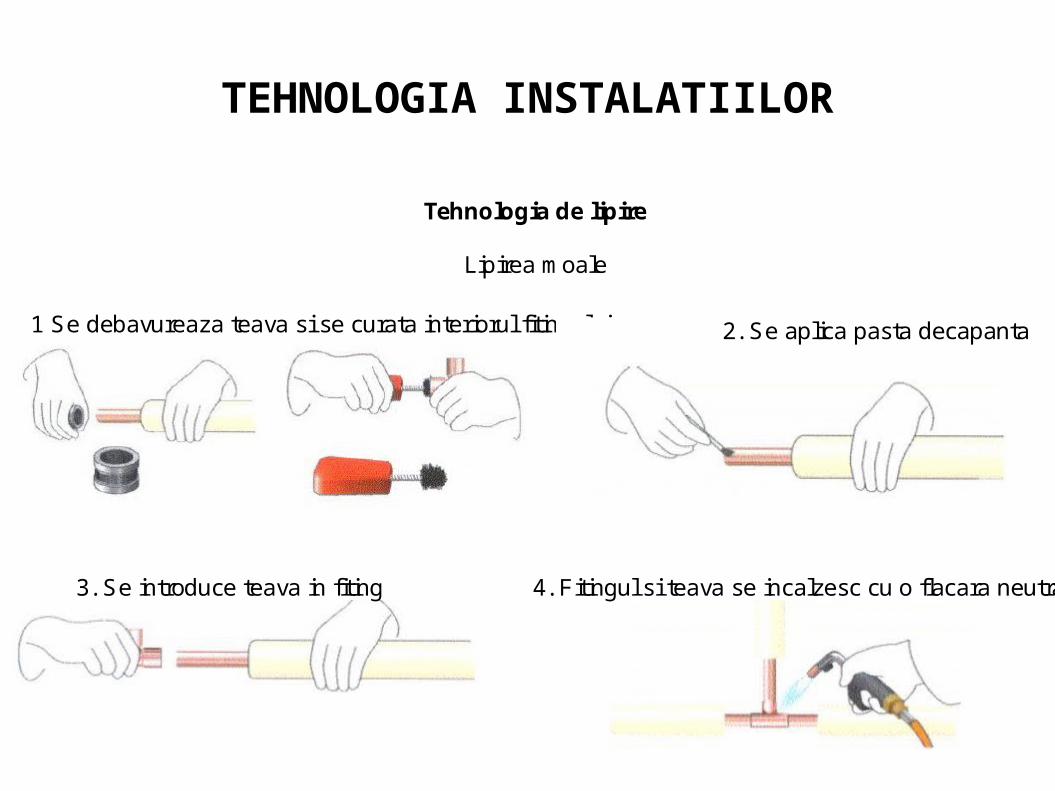
Tehnologia de lipire
Lipirea moale
1 Se debavureaza teava si se curata interiorul fitingului 2. Se aplica pasta decapanta
3. Se introduce teava in fiting 4. Fitingul si teava se incalzesc cu o flacara neutra
TEHNOLOGIA INSTALATIILOR
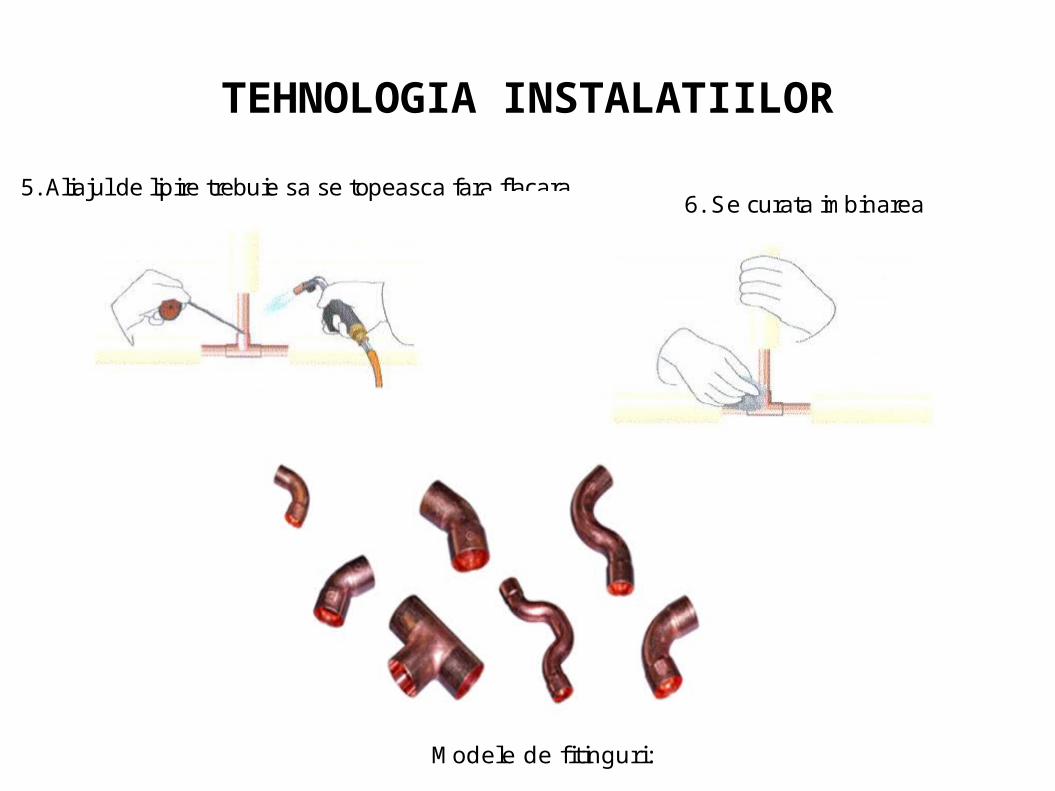
5. Aliajul de lipire trebuie sa se topeasca fara flacara6. Se curata imbinarea
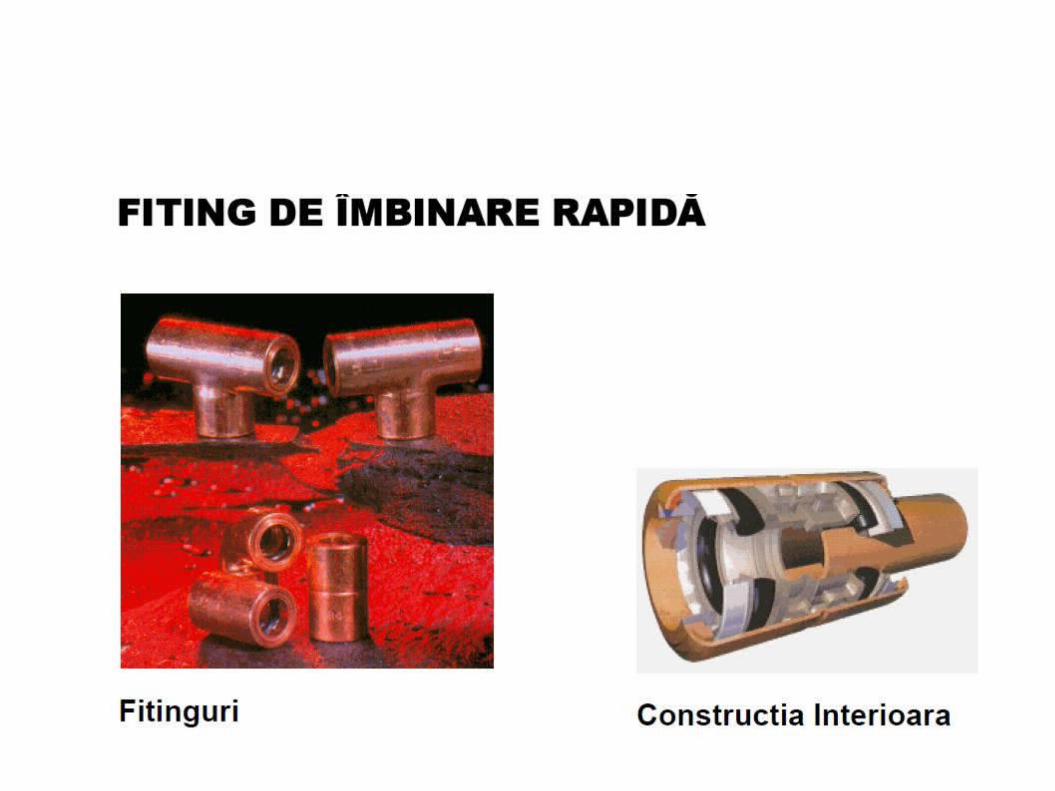
Modele de fitinguri:
TEHNOLOGIA INSTALATIILOR
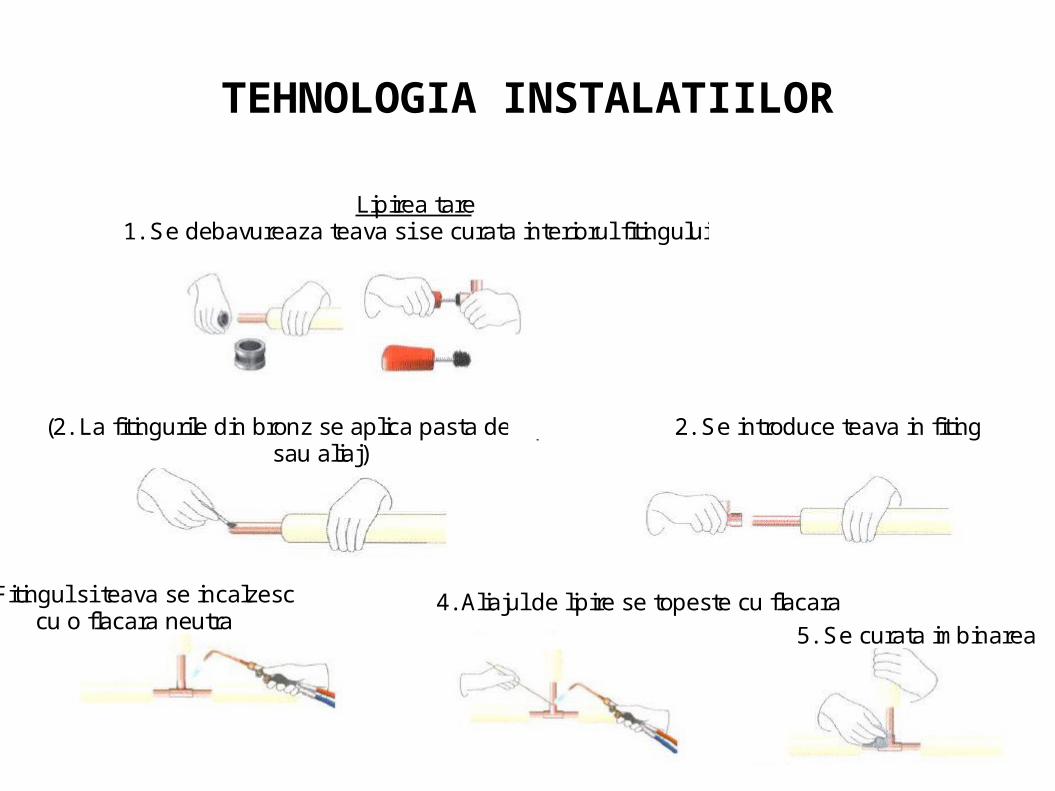
Lipirea tare1. Se debavureaza teava si se curata interiorul fitingului
(2. La fitingurile din bronz se aplica pasta decapantasau aliaj)
2. Se introduce teava in fiting
3. Fitingul si teava se incalzesc cu o flacara neutra
4. Aliajul de lipire se topeste cu flacara
5. Se curata imbinarea

TEHNOLOGIA INSTALATIILOR

TEHNOLOGIA INSTALATIILOR
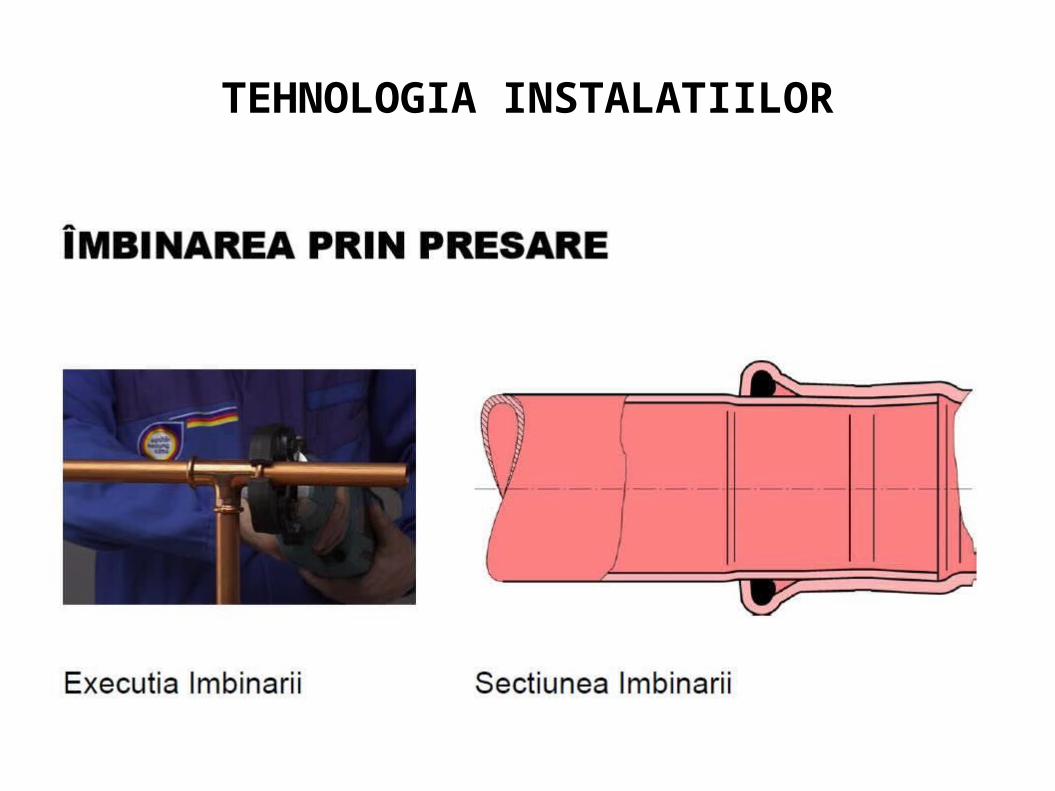
Imbinarea prin presare
TEHNOLOGIA INSTALATIILOR
TEHNOLOGIA INSTALATIILOR
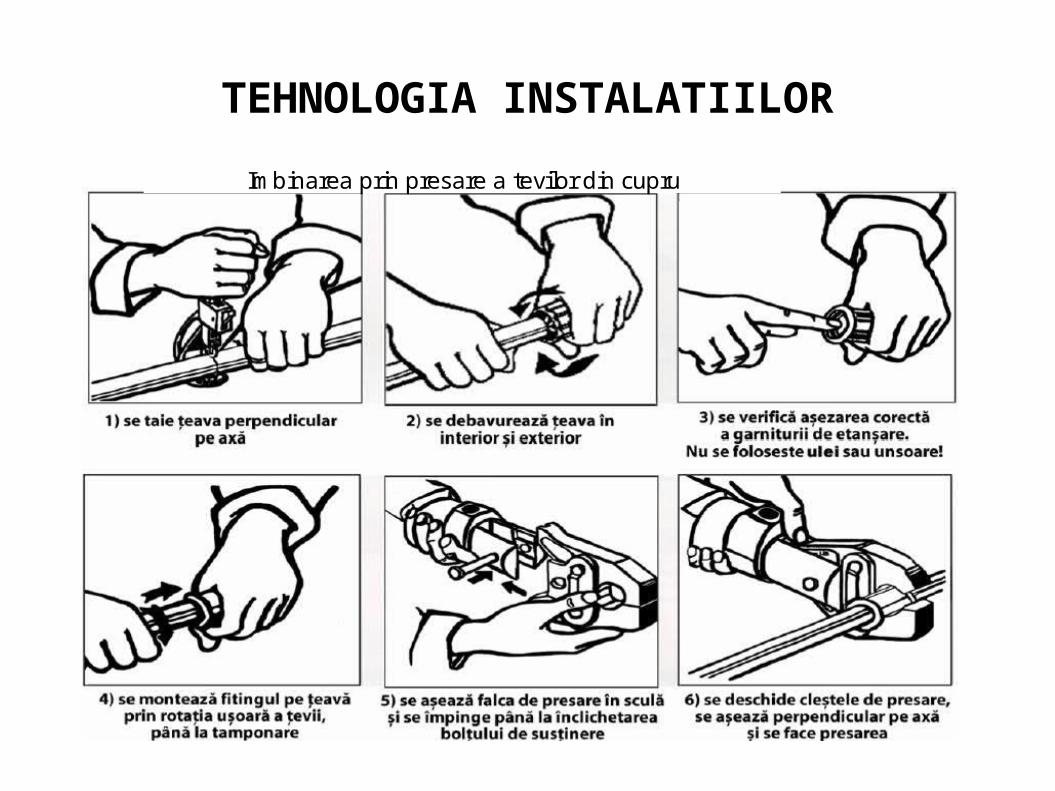
Imbinarea prin presare a tevilor din cupru

TEHNOLOGIA INSTALATIILOR
Scule de presare
– cu baterie
– dela retea
TEHNOLOGIA INSTALATIILOR
TEHNOLOGIA INSTALATIILOR
1.3 Imbinarea tevilor din fonta
Metoda utilizata pentru îmbinarea tevilor siracordurilor din fonta ductila depinde de modul deintrebuintare.
– imbinarile cu flanse sunt în general mai folositepentru instalatiile industriale,
– îmbinarile prin mufare-la retelele de aductiune side distributie îngropate.
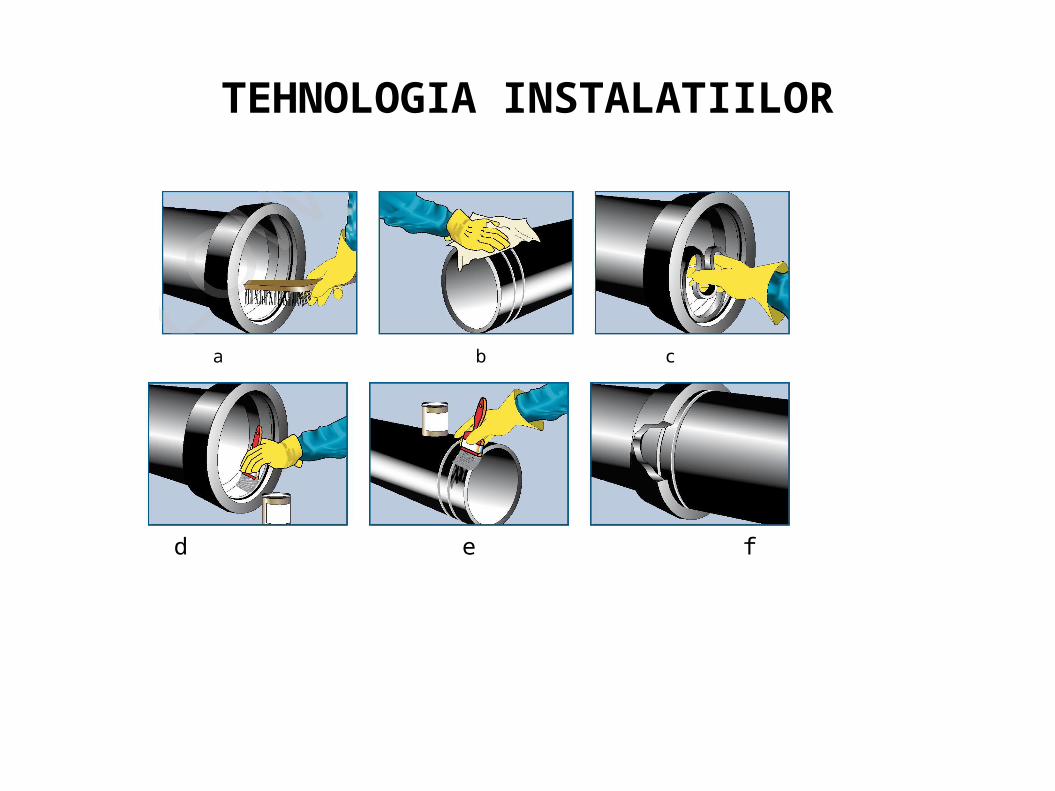
-cu mufe automate. Se face la tuburi si racorduri cu DN60-DN 600. Se realizeaza prin introducera capatuluiunui tub in mufa altui tub, cu o forta de impingereproportional cu diametrul tubului.
TEVI DE SCURGERE
Etansarea se face cu garnitura de elastomeri, montataintr-un lacas, in interiorul mufei tubului.
TEHNOLOGIA INSTALATIILOR
a b c
d e f
TEHNOLOGIA INSTALATIILOR
-cu mufe mecanice. Se face cand nu exista spatiu demontaj sufficient. Etansarea este asigurata princomprimarea axiala a unui inel de imbinare cu ajutorulunor contraflanse si a unor buloane care
se sprij ina pe gulerul exterior al mufei. Se utilizeaza laconducte ingropate sau aeriene, cu DN 60-DN 1000mm.
TEHNOLOGIA INSTALATIILOR
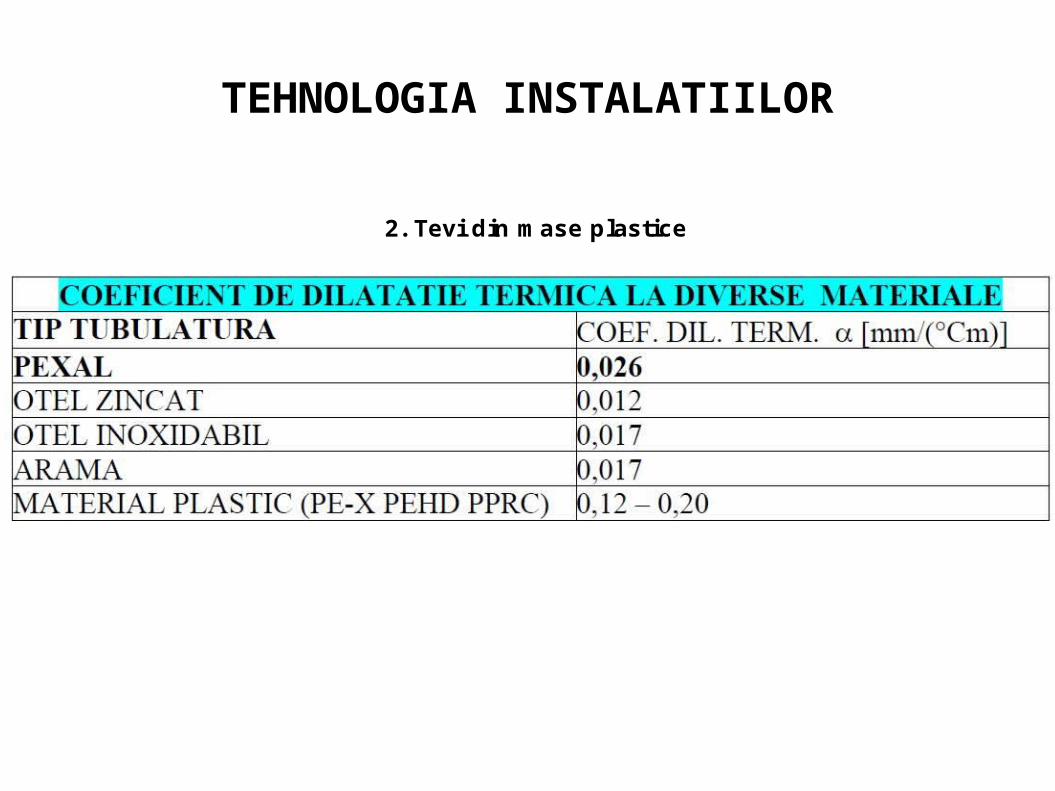
2. Tevi din mase plastice
TEHNOLOGIA INSTALATIILOR
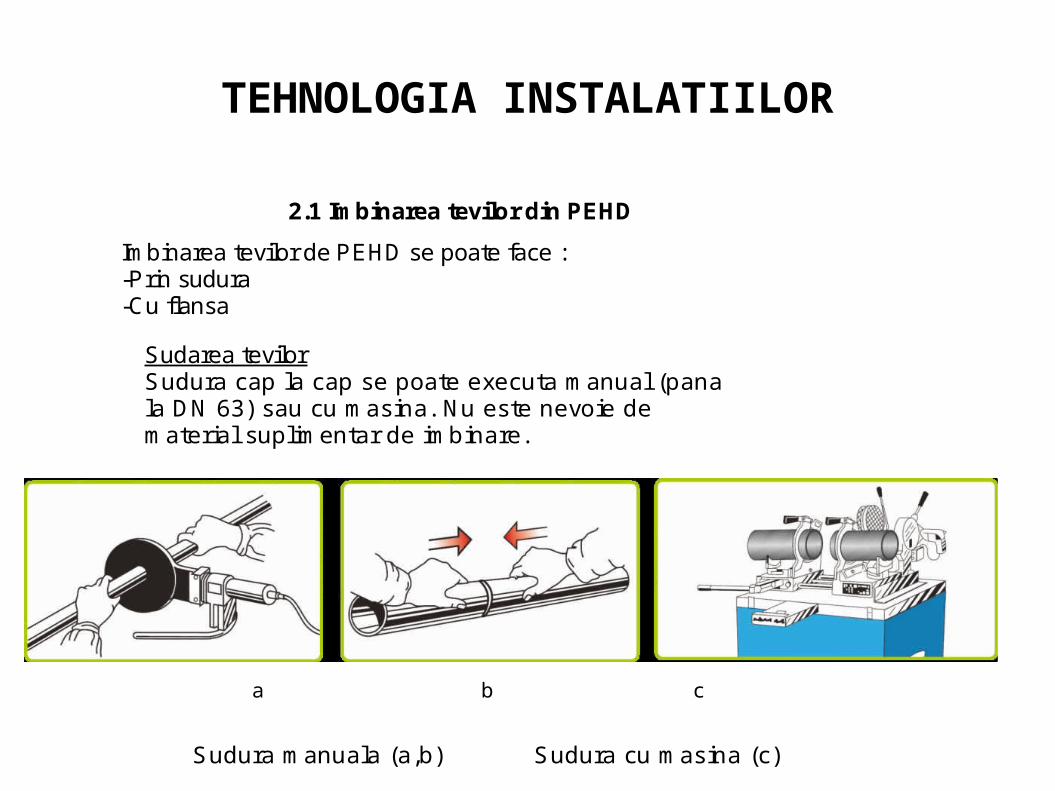
2.1 Imbinarea tevilor din PEHD
Imbinarea tevilor de PEHD se poate face :-Prin sudura-Cu flansa
Sudarea tevilorSudura cap la cap se poate executa manual (panala DN 63) sau cu masina. Nu este nevoie dematerial suplimentar de imbinare.
a b c
Sudura manuala (a,b) Sudura cu masina (c)

TEHNOLOGIA INSTALATIILOR
Imbinarea se poate face in doua moduri:-cu ajutorul unui disc cu rezistenta electrica (vezi a)-cu termoelemente (rezistente electrice)incorporate in piesele care vor fi sudate.
Mufe electrosudabile
Teu
Cot
Bransament

TEHNOLOGIA INSTALATIILOR
Imbinarile cu flanseSe fac atunci cand pe traseele conductelor seintercaleaza robineti cu flansa, in care caz sesudeaza la conducta o piesa cu flansa. Se
recomanda folosirea mansonului electrosudabil
Flansa Capat flansa
TEHNOLOGIA INSTALATIILOR
2.2 Imbinarea tevilor din Pexal
Fitingurile sunt elemente de racordare a tuburilormultistrat. Ele pot sa lege fie tuburile multistratintre ele fie sa faca legatura intre acestea si alteelemente ale instalatiilor.
SISTEME DE IMBINAREO gama completa de racorduri din alama,disponibile in versiunile:
– prin strangere;
– prin sertizare.
Racorduri prin strangereSe efectuiaza prin presiune, prin strangerea piulitei peogiva taiata, profilurile ambelor bucati sunt facute saprovoace strangerea progresiva a ogivei si sa distribuiepresiunea pe toata suprafata de contact.
-cu inel alunecator

TEHNOLOGIA INSTALATIILOR
Racorduri prin sertizare
Sertizare-Operație de reducere, prin deformarea plastică a secțiunii la capătul unei piese tubulare, în vederea asamblării ei cu o altă piesă.
Se va util iza un cleste, care in mod normal segaseste pe piata (cu un profil special de sertizare),piesele speciale, care alcatuiesc racordul.
Cleste m anual de sertizare M asina de sertizat
Freza tub m ultistrat D ispozitiv cu role taiat tuburi
TEHNOLOGIA INSTALATIILOR
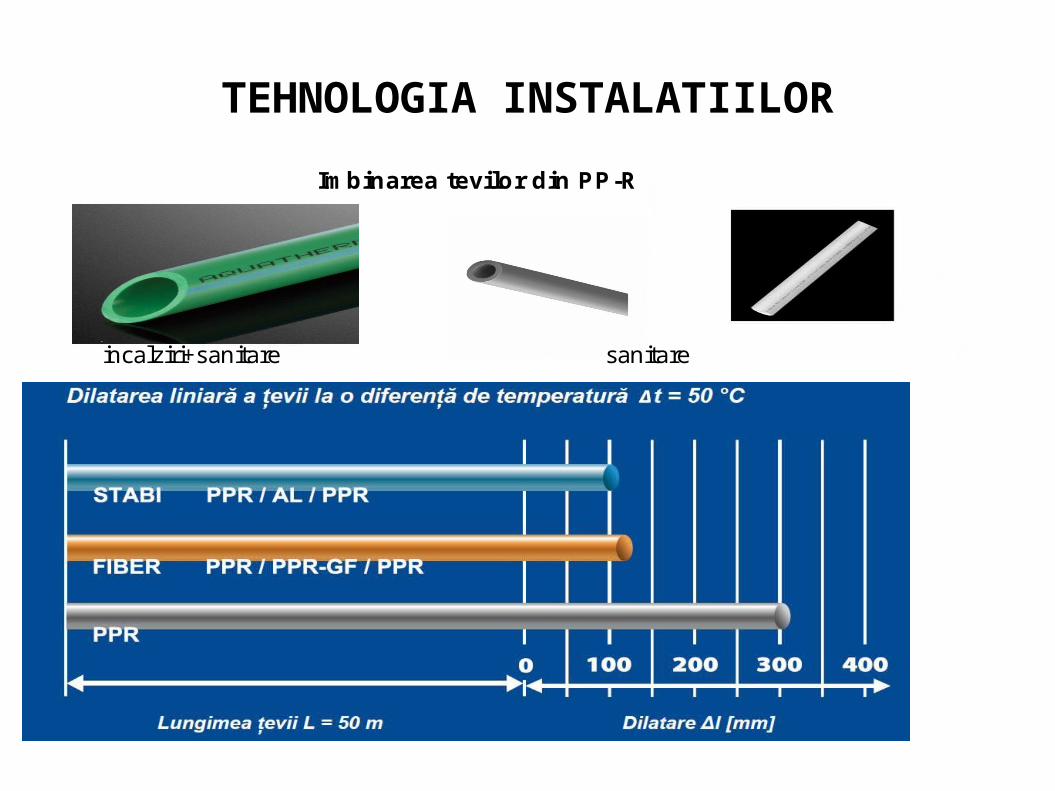
Imbinarea tevilor din PP-R
incalziri+sanitare sanitare
TEHNOLOGIA INSTALATIILOR
Ţevile PPR se asamblează prin procedurile uzuale depolifuziune.Imbinarea părţilor din material plastic se efectuează prinsudare polifuzionară,sau prin sudarea cap la cap. Pentru realizarea imbinării este necesar să se respecteprocedura şi să se utilizeze aparatele corespunzătoare.
Pentru imbinările cu filet este necesar să se utilizeze fitinguricu filet.Tăierea filetelor la elementele din material plastic esteinterzisă.Filetele se etanşează cu bandă din teflon sau cu chiturispeciale de etansareTăierea ţevilorŢevile pot fi tăiate (decupate) numai cu scule bine ascuţite.Se vor utiliza foarfeci speciale sau tăietoarele de conductedin material plastic.

TEHNOLOGIA INSTALATIILOR

TEHNOLOGIA INSTALATIILOR
Aparat de sudura
Matrita sudura

TEHNOLOGIA INSTALATIILOR
Imbinarea tevilor din PP si PVC pentru canalizare
Tevile de canalizare interioara din PP PVC sunt prevazuteprin fabricatie cu inel de etansare. Ele sunt mufate sisanfrenate pe linia de fabricatie.Imbinarea se face astfel:-se verifica perpendicularitatea taierii pe axul tevii, precum sicalitatea sanfrenarii.-se curata partile de asamblat-teava, mufa, garnitura-inelul de cauciuc se introduce in locas cu partea sub forma
de V spre interior-se lubrefiaza capatul tevii sau fitingului pe intreagacircumferinta-se face imbinarea prin impingere longitudinala.
TEHNOLOGIA INSTALATIILOR
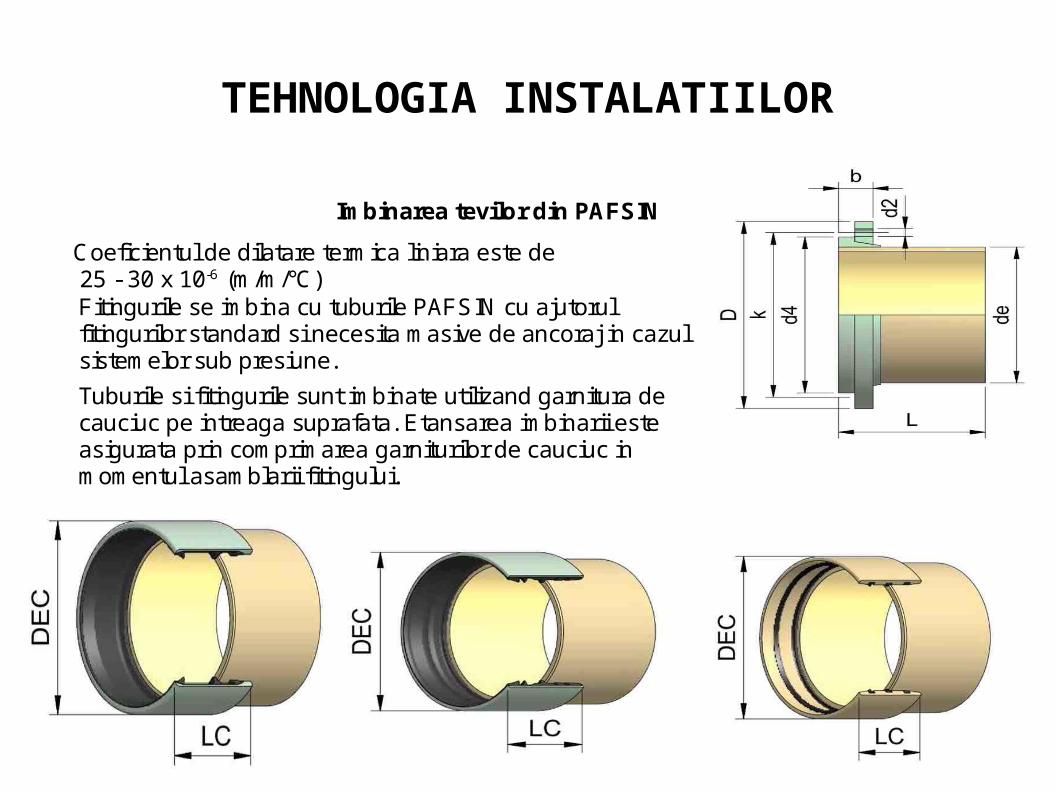
Imbinarea tevilor din PAFSIN
Coeficientul de dilatare termica liniara este de 25 - 30 x 10-6 (m/m/°C)Fitingurile se imbina cu tuburile PAFSIN cu ajutorulfitingurilor standard si necesita masive de ancoraj in cazulsistemelor sub presiune.
Tuburile si fitingurile sunt imbinate utilizand garnitura decauciuc pe intreaga suprafata. Etansarea imbinarii esteasigurata prin comprimarea garniturilor de cauciuc inmomentul asamblarii fitingului.
TEHNOLOGIA INSTALATIILOR
Imbinarea tevilor din azbociment
-Nu se corodeaza
-Suporta presiuni de 5 bari, putand ajunge si la 10-12bari.
-Imbinarea se face prin mufe din azbociment prevazutecu garnituri de cauciuc
-Conductele de azbciment se sparg foarte usor(maiales mufele).
TEHNOLOGIA INSTALATIILOR
Imbinarea tevilor din beton
-Tuburile au lungimi de 5m si diametre de 400mm;600mm; 800mm si 1000mm
-Imbinarea se face direct,tub cu tub
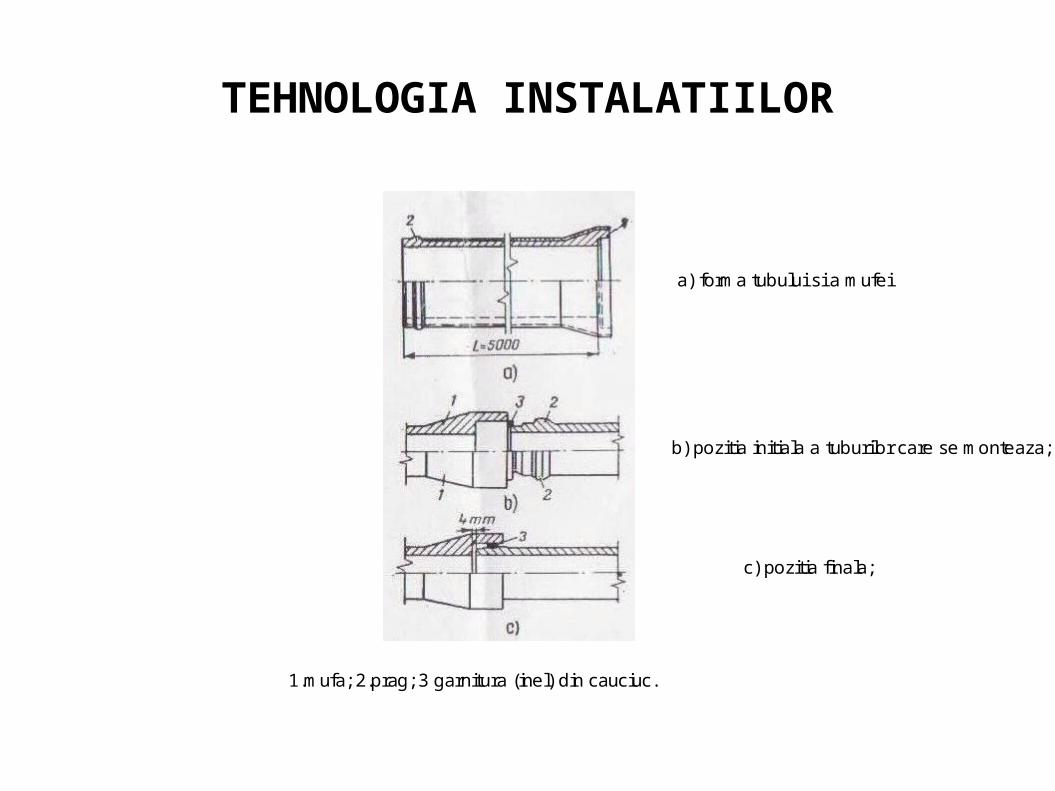
-Tuburile din beton armat precomprimat se introduc in santcu mufa catre amonte si se imbina introducand capatul unuitub in mufa cealuilalt. Etansarea imbinarii se face cu ineledin cauciuc, de sectiune circulara
piesele de legatura, ca de exemplu: coturi, ramificatii,racorduri la diferite armaturi, se executa din tabla dinotel sudata si sant protejate anticorosiv la interior siexterior cu bitum sau cu un strat de material plastic.
TEHNOLOGIA INSTALATIILOR
a) forma tubului si a mufei
b) pozitia initiala a tuburilor care se monteaza;
c) pozitia finala;
1.mufa; 2.prag; 3 garnitura (inel) din cauciuc.