Curs 2
16
CURSUL 2 4.2. Elemente constructive ale echipamentelor pentru sudare sub flux 4.2.1. Elemente constructive pentru dispozitivul de avans al sarmei-electrod. Acestea sunt in principal urmatoarele : a) Reductorul. Specifiv acestor reductoare este realizarea unui raport mare de tranzmitere deoarece actionarea se face folosind motoare cu turatie ridicata 4000 … 5000 rot/min. Variantele clasice de reductoare contin una sau doua trepte de angrenaje melcate. Corpul reductorului se poate executa in varianta turnata (din fonta sau aliaje usoare) sau sudata (din oteluri slab aliate). Echipamentele pentru sudare fabricate in tara folosesc in prezent pentru actionare grupuri motor-reductor tip MRF-1 care inglobeaza un reductor melc-roata melcata cu raport de transmitere 1 :30. Constructia reductorului se simplifica fiind necesara doar o treapta de angrenaje pentru transmiterea miscarii. Urmarind un randament mai ridicat, pentru a utiliza mai rational puterea motorului si extinderea posibilitatilor de lucru s-au realizat reductoare pentru sudare cu mai multe sarme. Angrenajele melcate se executa din cupluri de materiale : roata din bronz sau textolit iar melcul din otel (OLC 45). Se impun conditii de ungere si etansare specifice. b) Rolele de avans (antrenare). In timpul functionarii, rolele sunt supuse unui proces intens de uzura in special la sarme rigide sau cu
Transcript of Curs 2

CURSUL 2
4.2. Elemente constructive ale echipamentelor pentru sudare sub flux
4.2.1. Elemente constructive pentru dispozitivul de avans al sarmei-electrod.
Acestea sunt in principal urmatoarele :a) Reductorul. Specifiv acestor reductoare este realizarea unui raport mare de
tranzmitere deoarece actionarea se face folosind motoare cu turatie ridicata 4000 … 5000 rot/min. Variantele clasice de reductoare contin una sau doua trepte de angrenaje melcate. Corpul reductorului se poate executa in varianta turnata (din fonta sau aliaje usoare) sau sudata (din oteluri slab aliate). Echipamentele pentru sudare fabricate in tara folosesc in prezent pentru actionare grupuri motor-reductor tip MRF-1 care inglobeaza un reductor melc-roata melcata cu raport de transmitere 1 :30. Constructia reductorului se simplifica fiind necesara doar o treapta de angrenaje pentru transmiterea miscarii. Urmarind un randament mai ridicat, pentru a utiliza mai rational puterea motorului si extinderea posibilitatilor de lucru s-au realizat reductoare pentru sudare cu mai multe sarme. Angrenajele melcate se executa din cupluri de materiale : roata din bronz sau textolit iar melcul din otel (OLC 45). Se impun conditii de ungere si etansare specifice.
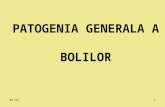
b) Rolele de avans (antrenare). In timpul functionarii, rolele sunt supuse unui proces intens de uzura in special la sarme rigide sau cu duritate mare. Ele se executa din oteluri aliate, tratate termic pentru a se obtine o duritate a suprafetei active de 56 … 64 HRC. Sarma este ghidata pe canalul rolei motoare (de avans) avand fete inclinate si unghiul deschiderii de 60 … 90° (fig. 4.8, a). Suprafetele active sunt stiate pentru a se asigura o mai buna aderenta. Existenta unor frecari prea mari pe traseul parcurs de sarma avand cauze diverse (intepenirea unei role de indreptare sau a derulatorului de sarma etc.) conduce la o miscare in slturi a acesteia si patinarea rolei de avans. Exista astfel tendinta de a se mari forta de strangere care duce la aparitia unor impresiuni (urme) cu muchii ascutite pe suprafata sarmei. Acestea conduc la o uzura intensa a piesei de contact pentru transmiterea curentului de sudare, sarmei. Folosirea unor role cu un canal de forma trapezoidala, cu fetele avand unghiuri de inclinare de 8,5° … 22,5° fata de verticala, realizeaza o buna aderenta iar forta de antrenare este nau nare, Viteza de avans a sarmei depinde de diametrul corespunzator punctelor de contact a rolei de antrenare. Rezulta ca la folosirea unor sarme moi (usor deformabile) sau cu diametrul variabil, viteza de avans ca prezenta abateri fata de valorile impuse. O solutie practica este realizarea rolelor cu doua canale (fig. 4.8, b). la uzarea unui canal, rola este intoarsa si lucreaza cu celalalt canal, identic.

Fig. 4.8. Role motoare pentru avansul sarmei electrod :a – rola cu duprafete active striate ; b – rola cu canale trapezoidale.
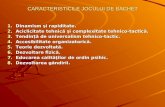
c) Dispozitivul de strangere (presare). Sarma electrod adera la suprafata canalului rolei de avans 9 datorita presiunii exercitate de o rola de presare 7 (strangere). Fiind necesare forte de strangere corespunzatoare unor diametre diferite de sarma si calitati de materiale, se folosesc dispozitive cu arcuri de compresiune (fog. 4.9). Prestrangerea arcului se realizeaza cu piulita 1 iar modificarea fortei de strangere prin deplasarea axiala a bucsei 2. Forta se transmite prin tija intermediara 4 asupra parghiei articulate 5. Sarma de 8 este presata in canalul rolei motoare (de avaans) 9. Dispozitivul trebuie sa realizeze deblocarea rapida poate fi asigurata cu un mecanism cu excentric actionat cu o parghie, solutie folosita la tractorul TU 1000 (fig. 4.9). Rola de presare este construita dintr-un rulment 7 montat pe un ax cu excentricitatea 10. Actionarea se face prin parghia de deblocare 6. Forta de strangere realizata cu arcul de compresiune trebuie sa fie cel putin egala cu forta de strangere a sarmei. Deformatia completa a arcului se compune din sageata la asigurarea fortei de strangere a sarmei si sageata care apare la decuparea mecanismului cu eccentric. Bucsa 2 are un filet exterior cu pas fin pemitand deplasarea xiala la valoarea dorita. Un dispozitiv de conceptie similara este folosit la tractorul AST-3. Alte solutii folosesc dispunerea rolei de presare pe o parghie articulata, forta de apasare fiind obtinuta de un arc de compresiune. Folosirea unui rulment ca rola de presare asigura prin suprafata exterioara neteda un contact punctiform. O alta varianta consta in executarea unor role din otel aliat, tratat termic pentru a se obtine o duritate de 45…55 HRC. Suprafata de lucru are un canal in forma de V cu un unghi de 90° si fete netede. Un canal similar se poate prelucra si pe inelul exerior al rulmentului, folosit ca rola de presare.
Fig. 4.9. Dispozitiv de strangere al sarmei electrod.
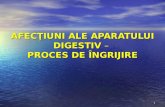
d) Dispozitive de indreptare a sarmei electrod. Sarmele dispuse in derulor capara o curba locala, datorita careia poate aparea o solicitare suplimentara a rolelor de avans. Indreptarea se realizeaza cu role speciale dispuse in planul de desfasurare al sarmei. Un proces de indreptare partiala se poate realiza prin deplasarea rolei de presare 1 fata de rola motoare 2 a mecanismului de avans a sarmei (fig. 4.10, a). similar se pot folosi doua role de ghidare pe traseul parcurs de sarma (fig. 4.10, b). Pozitia uneia din role este reglabila corespunzator diametrului de sarma utilizat. Una din variantele curente foloseste un grup de trei role pentru indreptare (fig. 4.10, c). Gradul de indreptare este reglat de rola mijlocie. Aceste dispozitive se

folosesc cu rezultate satisfacatoare la indreptarea sarmelor cu grosimi mai mari de 2 mm. Cu cresterea diametrului sarmei, ele sunt mai rigide iar deformatiile au valori constate si raze mari de curbura. In cazul unor sarme mai subtiri, posibilitatea unor deformatii locale cu raze mici de curbura este mai mare in special cand infasurarea in caseta derulatorului se face manual. Mecanismele cu mai multe role (fig. 4.10, d) sunt mai eficiente. Cu ajutorul grulului de doua role se regleaza gradul de indreptare al sarmei. Rolele au un canal de forma dreptunghiulara care realizeaza totodata si ghidarea sarmei, eliminand posibilitatea devierii laterale a acesteia. Eficienta procesului de indreptare este conditionata de coincidenta dintre planul de desfasurare al sarmei din derulator si planul de indreptare. Solutia de a folosi un mecanism de indreptare cu role dispune in mai multe plane, este greoaie si complica sistemul constructiv, desi ar conduce la rezultate mai eficiente. Valoarea rezistentei de trecere a sarmei prin mecanismul de indreptare constituie o componenta importanta a fortei de tractiune dezvoltata de mecanismul de avans. La mecanisme cu mai multe role, acestea sunt montate pe rulmenti pentru a reduce frecarile din lagare.
Fig. 4.10. Scheme de indreptare a sarmei electrod.
Pe traseul sarmei de la derulor la mecanismul de avans se dispune un element de ghidare cu rola, erglabil, pentru obtinerea unei traectorii corespunzatoare. O solutie imbunatatita consta din folosirea unui grup de doua role, avand canale cu fete netede in forma de V si racordare cu raza mare (fig. 4.11). Ele sunt montate intr-un corp comun dipus pe un support reglabil izolat electric fata de corpul tractorului.
Fig. 4.11. Grupul de role pentru ghidarea sarmei electrod.
4.2.2. Elemente constructive ale capului pentru sudare sub flux
Capul pentru sudare reprezinta o parte componenta a instalatiei pentru sudare sub strat de flux care asigura avansul sarmei electrod, tranzmiterea curentului de sudare si a mediului protector in care are loc procesul de sudare si producerea unui arc intre sarma electord si piesa de sudat. Alcatuirea constructiva a diverselor elemente componente ale acestuia se face in functie de cerintele tehnologice, rezultatele obtinute cu tipuri similare deja in exploatare si prevederile din standarde (STAS 11279-80). Piesa de contact ca element esential, are rolul de alimentare a sarmei la valorea curentului de sudare si de ghidare precisa a acesteia in zona cusaturii. Partile frontale sunt apropiate de arcul de sudare si au solicitari termice destul de mari. Capil de sudare sustine piesa de contact si se executa ca element detasabil pentru a permite inlocuirea acesteia. Alimentarea corecta cu energie a

arcului electric este conditionata de marimea jocurilor dintre sarma si piesa de contact. Sarmele cu diametre mici (sub 2 mm) sunt destul de elastice astfel ca se poate asigura usor un contact exterior. Piesele de contact se executa din cupru sub forma de bara trasa ½ tare.
Tipul constructiv utilizat la tractorul AST-3 (fig. 4.12, a) cuprinde corpul tubular 3, piesa de contact 1 si piulita olandeza de strangere 2. Canalele se pot executa dezaxat astfel ca prin incovoierea sarmei se asigura un contact mai bun pentru preluarea curentului de sudare. Pentru sarme groase piesa de contact este sub forma a doua role care se rotesc la inaintarea sarmei (fig. 4.12, b). Rola 5 are un canal in forma de V si este dispusa pe o parghie articulara 3. Prin intermediul arcului 4 se asigura contactul necesar cu sarma. Curentul de sudare se tranzmite prin corpul 2 si rola 1. Ambele role sunt executate din cupru, iar corpul din alama. In variantele a,b curentul de sudare este adus print-un cablu la suportul tractorului in care se fixeaza corpul-circula prin acesta iar prin piesa de contact este preluat de sarma. Elementul de conducere a curentului la tractorul AST-4 (fig. 4.12, c) este format din corpul paralelipipedic 4, in care se infilereaza teava 5. In locasul cilindric practicat in corp se dispune piesa de contact 2.
Fig. 4.12. Capete pentru sudare sub flux cu piese de contact tip :a – bucsa ; b – role ; c – bucsa sectionata ; d – placi.
Realizat sub forma unei bucse cu un canal decupat dupa generatoare , ea permite, strangerea capetelor si aparsarea corespunzatoare a sarmei. Reglarea fortei de strangere se face cu dispozitivul 1 cu arc de compresiune. Curentul de sudare este adus prin intermediul unui cablu la surubul 3. Deplasarea axiala a piesei de contact e impiedicata de surubul 6. O solutie imbunatatita se foloseste la capul pentru sudare al tractorului TU-1000 (fig. 4.12, d). Ansamblul este format din elemente separate, corpul 4 cu un stut de fixare la partea superioara si corpul 5. Corpul 5 se poate deplasa prin intermediul a trei stifturi de ghidare 3, realizand prin intermediul pieselor de contact 2 o usoara presiune asupra sarmei. Reglarea fortei de strangere necesare asigurarii contactului se realizeaza cu ajutorul a doua arcuri de compresiune 6, dispuse pe un support 7. Suruburile 1 fixeaza in locasurile corespunzatoare piesele de contact. Corpul 4 este fix fata de elementul de fixare de pe tractorul pentru sudare. Piesele de contact se schimba corespunzator diametrului sarmei cu care se lucreaza. Aceasta varianta asigura o buna ghidare a sarmei si un contact pe toata lungimiea canalului din piesele de contact (a 60 mm). O lungime redusa a pieselor de contact si respectiv a canalului pentru sarma, nu realizeaza o buna ghidare. Un proces de ghidare corecta se impune pentru sudarea imbinarilor in randuri multiple si in special la sudarea cu mai multe sarme cand se cere respectarea unei anumite pozitii relative intre ele. Pozitia corecta a capului de sudare, respectiv stabilirea lungimii libere a capatului sarmei, se stabileste in

ansamblul tractorului prin deplasarea axiala, in alezajul de fixare din corpul acestuia. Tractooarele de constructie moderna (TU-600, TU-1000) au un sistem de reglare a pozitiei capului de sudare, asigurarea pozitiei dorite fiind mult mai comoda si eficienta.
4.2.3. Dispozitive pentru alimentare cu flux
La tractoarele pentru sudare si capetele autopropulsate, fluxul necesar protectiei cusaturii se depoziteaza intr-un buncar. Capacitatea acestuia (5…20dm3) este functie de puterea motorului pentru realizarea miscarii de deplasare a tractorului. La instalatiile cu cap de sudare fix, capacitatea buncarului poate fi pana la 100 dm3. Fluxul se scurge in zona de lucru printr-o conducta flexibila care se inchide printr-un robinet (clapeta) cand nu se sudeaza. In procesul de sudare circa o cincime din flux se topeste si participa la reactiile metalurgice ale baii de metal topit. Recuperarea manuala a fuxului nefolosit, desi are o productivitate scazuta este utilizata pentru imbinari sudate din table dispuse in plan orizontal. Operatia e dificila la cusaturile inelare si dupa generatoare ale corpurilor tubulare cu diametrul mare, sudarea interioara a tevilor, imbinari de colt pozitionate in jgheab etc. Fluxul se poate recupera mecanizat folosind dispozitive cu ejectoare, pompe de vid, exhaustoare sau ventilatoare. O solutie curenta este cea de tip ejector (fig. 4.13, a).
Prin tubul de cauciuc 2, aerul comprimat cu o presiune de 3…6 bar se scurge prin duza 3 cu o viteza relativ mare datorita orificiului cu diametrul redus al acesteia (2…3 mm). Presiunea dinamica a fluidului creste substantial deoarece este proportionala cu patratul vitezei. Aceasta are ca efect scaderea presiunii statice la valori destul de reduse, realizand astfel in camera 4 o depresiune. Vidul partial conduce la un proces de aspirare (suctiune) a fluxului amestecat cu aer, pe tubul flexibil 7. Fluxul este transportat in continuare de aerul in miscare in corpul de forma cilindrica 8. Accesul amestecului se face tangential, obtinandu-se o miscare turbionar fata de axa verticala a corpului. Datorita fortelor centrifuge particulele de flux sunt deviate spre peretele interior al corpulul *, in timp ce amestecul de aer, praf si pulbere fina se situeaza in axa coloanei si se evacueaza spre partea superioara. Facilitatea turbionarii amestecului este realizata de un element deflector 6 dispus in corpul cilindric 8. Peretii sunt caprusiti cu o folie de cauciuc care evita sfaramarea granulelor de flux daca acestea ar lovi direct peretii metalici. Praful si pulberea fina antrenate de aer sunt retinute de un sac de filtrare 5, protejand astfel operatorulsudor. La partea inferioara printr-o firiza rezistenta 9 se face legatura cu buncarul propriuzis de flux. Tubul flexibil 7 este prevazut la partea inferioara cu o gra de aspiratie metalica. Traseul de circulatie a amestecului de aer comprimat si flux este captusit de asemenea cu folie de cauciuc pentru a prevenii sfaramarea fluxului. Aspiratorul de flux poate fi dispus direct pe corpul buncarului pentru flux cu posibilitatea de a fi demontat usor cand L nu este utilizat. Cele doua elemente pot realiza o constructie unica, (fig. 4.13, b). Sistemul lucreaza pe acelasi principiu

al ejectorului insa, vidul partial se creeaza in spatil 12 al buncarului, care este etans prin valcula de flux 13. Periodic procesul de aspiratie se intrerupe, iar la deschidera valvulei 13, fluxul se scurge in spatiul 14 al buncarului, care alimenteaza zona arcului prin tubul flexibil 16.
Fig. 4.13. Dispozitive pentru flux :a – aspirator pentru flux ; b – aspirator si buncar pentru flux.
Aspiratia cu valvula 13 deschisa conduce la formarea unui vid partial si in spatiul 14 astici ca nu se mai poate realiza alimentarea corecta cu flux. Accesul de aer si flux se realizeaza. Tot tangential, iar praful si particulele fine sunt retinute de un sac de panza 11 care se curata periodic. Evacuarea aerului se face printr-un tub cu sectiune progresiva 10 pentru a reduce vireza de scurgere a acestuia si diminua zgomotul produs, care este suparator. Secventele de lucru trebuie urmarite sau realizate cu un sistem automat pentru a preveni golirea accidentala compieta a spatiului 14 inainte de terminarea cusaturii. Prin clapeta 15 sudorul dozeaza cantitatea necesara de flux prin procesul de sudare. Ea ramane inchisa cand nu se sudeaza. Solutia utilizarii aerului comprimat de la reteaua industriala este comoda, dar are unele inconveniente. Atenuarea picaturilor de apa pe traseul de alimentare conduce la umezirea fluxurilor, aspect cu implicatii tehnologice negative in special la fluxurile bazice. De asemenea sunt nedorite picaturile fine de ulei antrenate de aer, provenite din instalatia de ungere. Aceasta impune un sistem suplimentar de filtrare si incalzire (uscare) a aerului in special pentru primul tip constructiv unde fluxul este mai intens supus influentelor mentionate. Presiunile uzuale pe reteaua de aer comprimat uzinal se pot realiza o inaltime de ridicare a fluxului de pana la 2 m. La instalatii specializate se realizeaza pneumatic operatii de transport si recirculare a fluxului, conform unui anumit ciclu de lucru. Operatia se realizeaza cu un ejector dispus la partea inferioara a unui rezervor de flux. Antrenarea este singura si se poate realiza pentru diverse pozitii de lucru. Diversele solutii constructive actuale urmaresc mentinerea granulatiei fluxului prin evitarea sfaramarii la operatii de aspiratie sau transport.
4.2.4. Deruloare pentru sarma
Un derulor pentru sarma cuprinde un element pe care se infasoara sarma si o frana pentru mentinerea intinsa a acesteia in timpul lucrului. Un element de tip cadru support (fig. 4.14, a), realizeaza un derulor de tip deschis. El este constituit din brate 3 cu o bordura pentru rigidizare sudata la bucsa 4. Rigidizarea suplimentara a cadrului se realizeaza cu placa 5.
Fig. 4.14. Elemente ale deruloarelor pentru sarma :a – cadru support ; b – caseta.

Tijele cilindrice 2 avand capete filetate servesc pentru sustinerea sarmei. In bratele 3 se prelucreaza cateva gauri dupa cateva diametre de divizare. Tijele 2 se pot monta in alte pozitii, schimbandu-se atfel diametrul de infasurare al sarmei. Placutele de sprijin 7 delimiteaza lateral spatiul ocupat de sarma. Ele pot fi rabatate prin desfacerea piulitelor de blocare 6, astfel ca se poate introduce direct colacul de sarma, chiar in starea de livrare a acestuia. Derularea sarmei are loc de la exteriorul spre interiorul colacului. Caseta (fig. 4.14, b) se executa din tabla subtire sub forma corpului 7. Un perete frontal are o decupare cilindrica pentru derularea sarmei. Celalalt perete are practicar trei guri cilindrice pentru reducerea masei casetei. Bucsa support 2 este sudata la corpul 1, pentru rigidizare folosind nervurile 3. Pentru infasurarea sarmei in caseta trebuie folosit un dispozitiv adecvat care sa asigure inscrierea corecta a sipirelor, evitand indoirile. Derularea sarmei are loc de la interiorul colacului rulat in caseta. Datorita elasticitatii sarmei aceasta are tensinta de a se desfasura, fapt ce se constata usor la derulorul de tip deschis. Montarea unei frane car realizeaza o frecare suplimentara a cadrului pe axul de rotatie, impiedica rotirea libera si desfasurarea necontrolata a sarmei. O solutie simpla consta in utilizarea fortei produse de un aer de compresiune (fig. 4.15).
Fig. 4.15. frana derulorului pentru sarma.
Cadrul pentru sarma 3 se monteaza pe axul support 2 cu pozitie fixa, suspendat intr-o pozitie convenabila de corpul traductorului pentru sudare. Pentru a realiza izolatia electrica, deoarece la capatul sarmei se conecteaza curentul de sudare, se folosesc saibele 7 si bucsa 4 din textolit. Prin rotirea piulitei fluture 6 in sensul de comprimare al arcului 5, forta de stingere axiala impiedica rotirea libera a cadrului 3. Sarma nu se poate desfasura liber deoarece capatul este strans de rolele mecanismului de avans. Reglarea stingerii axiale respectiv franarii se face astfel incat sarma sa fie intinsa, cu o trecere lina spre mecanismul de avans si evitand suprasolicitarea motorului de actinare al acestuia. Casetele formeaza un derulor de tip inchis, astfel ca desfasurarii sarmei este impiedicata. Montarea pe axul support se face similar (fig. 4.15) arcul este strans insa mai putin. Pentru inscrierea sarmei in acelasi plan de desfasurare, se foloseste la casete un inel de deviere-derulare. Acesta se monteaza intr-o mica tija support ce se fixeaza la corpul tractorului intr-o pozitie convenabila.
4.3. MASURAREA PARAMETRILOR PROCESULUI DE SUDARE SUB STRAT DE FLUX
Orice instalatie pentru sudare sub strat de flux este prevazuta in mod obligatoriu cu dispozitive pentru masurarea Va, Is, Vs si uneori a Va.

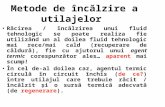
In cazul lucrarilor pretentioase, pentru supravegherea unor parametri ai procesului de sudare (curent, tensiune, viteza, temperatura de preincalzire etc.) se recurge la monitoare de masura a caror schema structurala, pentru un singur canal de masurare, este de forma aratata in fig. 4.16.
Fig. 4.16. Schema bloc a unui monitor pentru sudare.
Marimea de masurat M este aplicata traductorului de masura TM, care o convertest intr-un semnal electric pe care-l aplica la internarea etajului de integrare IM. Rostul acestuia este ca dupa dorinta, sa furnizeze la iesire un semnal proportional cu valoare medie, valoarea efectiva a marimii M.
Variatia in timp a acestei valori este inregistrata de catre etajul de inregistrare EI. Acesta, de la caz la caz, poate fi un instrument inregistrator, un inregistrator pe banda perforata, pe banda magnetica etc.
Aceeasi valoare este afisata numeric de catre etajul EAN, impreuna cu valorile limita interioara, respectiv superioara, admise pentru parametrul in cauza. Aceste valori sunt fixate de catre operator prin intermediul etajelor de referinta RI si RS.
Semnalul de iesire al etajului IM, este adus la un nivel convenabil pentru preluarea ulterioara de catre etajul de adaptare EA, a carui marime de iesire este aplicata etajul de comparare EC in care se realizeaza compararea cu semnalele de referinta.
Semnalul de eroare astfel obtinut este predat etajului de temporizare ET, care permite trecerea mai departe a semnalului numai daca iesirea din limitele prescrise a marimii M, a persistat o durata mai mare decat o valoare limita inferioara prescrisa de catre operator cu ajutorul etajului ET.
In unele situatii etajul ET realizeaza si stabilirea unei valori medii a semnalului de eroare, media fiind stabilita pe un interval de timp modificabil dupa dorinta.
Daca abaterea netolerata se mentine un timp mai lung decat cel tolerat este actionat etajul de semnalizare optica sau acustica ESA.
Unele instalatii sunt echipate si cu un etaj de marcare EMA, solidar cu capul de sudare, care la primirea unei comenzi proiecteaza o picatura de vopsea pe piesa de sudat. Prin aceastasunt indicate locurile din cusatura care au fost executate cu parametrii iesiti din camp admis pentru abateri. Ulterior aceste locuri sunt supuse unui control mai sever.
De asemenea, abaterile respective pot fi inregistrate de catre un etaj separat EIA sau chear de etajul EI.
Cu linie punctata este de asemenea figurata eventuala legatura inversa cu echipamentul de sudare ES, asigurandu-se in acest fel legatura inversa necesara pentru reducerea automata in campul de toleranta a parametrului supravegheat.

La monitoarele moderne, supravegherea temperaturii piesei de sudat (temperatura de preincalzire, temperatura intre straturi etc.) se face fara contact cu piesa, utilizand un pirometru in infrarosu, care permite si masurarea temperaturilor relativ mici, de exemplu, intre 0 si 500°C. In alte cazuri masurarea temperaturii se face prin contact, recurgandu-se de pilda la termorezistente.
Unele monitoare sunt de asemenea prevazute cu un etaj pentru calcularea si fisarea valorii realizate pentru energia liniara.
Cateodata monitorul pemite si masurarea directa a timpului de racire intre 800 si 500° (t8/5), utilizand drept traductor de temperatura fire de termocupla nesudate si implantate in baia de metal lichid de catre operator, utilizand pentru acesta un clest de o constructie speciala. La solidificare firele de termocuplu se sudeaza de la sine de cusatura.
Schema bloc pentru masurarea lui t8/5 este aratata in fig. 4.17. Firele de termocuplu 1 si 2 implantate in cusatura 3, furnizeaza o tensiune proportionala cu diferenta de temperatura intre sudura calda si rece. Ea este amplificata pana la un nivel convenabil de catre amplificatorul de masura AM, a carei marime de iesire este aplicata la intrarea etajului poarta P 800, care se deschide in momentul cand in cursul racirii temperatura atinge 800°C. Poarta P 500 este astfel realizata incat ea este deschisa cata vreme temperatura este mai mare decat 500°C si se inchide in momentul cand in perioada de racire temperatura atinge 500°C.
Fig. 4.17. Schema bloc pentru masurarea timpului de racire t8/5
Drept urmare in momentul deschiderii portii P 800, poarta P 500 diind deschisa, semnalul ajunge la numaratorul de impulsuri NI care se declanseaza si incepe sa numere impulsurile permite de la generatorul de impulsuri GIE, a caror frecventa este stabilizata. Numaratoarea omceteaza in momentul inchiderii portii P 500. Numarul de impulsuri, convenit in unitati de timp, de obicei zecimea de secunda, este afisat numeric de catre etajul AN.
Portile P sunt reglabile in asa fel incat sa fie posibila masurarea timpului de racire si intre alte limite, de exemplu 1300 – 1000 sau 500 - 200°C.
e)