Compartimentul General 2015 Part3 — Копия
36
Mod Data Litera UTM FIMCM gr. MSP-111 Masina Unealta Agregat pentru gaurirea a 8 gauri coaxiale cu diametrele Ø 6 si Ø 14 si filetarea 8 gauri cu M8, № Semnat Coala Executat Radu N. Verificat Aprobat Nastas A. UTM 521.3.006 G Controlat Stoicev P. 1 39 Coala Coli
-
Upload
nicolae-radu -
Category
Documents
-
view
235 -
download
0
description
teza
Transcript of Compartimentul General 2015 Part3 — Копия
CUPRINS
INTRODUCERE Asigurarea unei modernizari calitative durabile a industriei de maini unelte prin eficientizarea producerii in baza implementarii noilor metode si tehnologii de productie, ce presupun generalizarea mecanizrii complexe i automatizarea proceselor de producie, n scopul sporirii mai rapide a activitii de munca.
Masini unelte agregate sunt masini construite din parti normalizate sau unificate, acestea se folosesc in mod individual sau in cadrul unei linii tehnologice automate, care include mai multe masini-unelte, masini agregate si centre de prelucrare, cu asigurarea automatizarii tuturor operatiilor de prelucrare, control si transport. Din punct de vedere al gradului de specializare fac parte din categoria masinilor unelte speciale -destinate prelucrarii unei piese de o anumita forma si cu anumite dimensiuni, utilizate in fabricatia de serie mare si de masa sau chiar pentru efectuarea numai a unor operaii simple de gurire, alezare, filetare, lrgire, adncire, lamare, frezare, strunjire.
In plan general, in scopul modernizarii i automatizarii proceselor tehnologice, ridicarii calitii produselor, creterii volumului de producie n mrime fizic i valoric, mbuntirea condiiilor de munc se impune utilizarea unor masini de mare productivitate, pe care sa se realizeze pe ct posibil prelucrarea integral a pieselor, cu reducerea la minimum a timpului de lucru, executarea si concentrarea a o serie de operaii simultan, ceea ce micoreaz timpul de baz, i cu un grad ridicat de automatizare a procesului de prelucrare pentru reducerea timpului auxiliar.In aceasta lucrare ne propunem sa promovam ultimele inovatii in industria de masini unelte, punctind principalele aspecte legate de producerea si utilizarea masinilor unelte de inalta performata - masinilor-unelte agregat.
1.1Analiza particularitilor constructive i tehnologice ale piesei in prelucrare de tip ,,Flansa
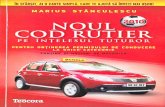
Figura 1. Piesa tip Flansa (2D)Piesa de tip FLANSA este tehnologic deoarece are suprafee de rugozitate joase de Rz=12,5 i abateri de planicitate precise, semifabricatul se va obine prin turnare din Otel 45, semifabricatul necesit prelucrri mecanice prin mai multe instalri ceea ce mrete timpul de producere a ei i inclusiv sinecostul, Proiectarea mainii unealt pentru prelucrarea filetului M8 si gurilor in trepte 6 i 14 cu precizia H14 . Prelucrarea gurilor n trepte si a filetului este ultima operaie prin achiere i noi vom avea parte de suprafee de bazare de o bun precizie si o rugozitate joasa ceea ce ne va oferi o poziionare exact pentru gurire si filetare.
6H14 i 14H14 se pot obtine printr-o singur trecere, deoarece vom folosi un burghiu combinat ce permite executarea acestor guri in trepte dintr-o singur trecere, ceea ce va reduce considerabil timpul de producere a piesei.Filetul M8 cu pas normal ce nu are cerine tehnice de o precizie sporit de asemenea ne permite de a l prelucra cu tarozi de main printr-o singur trecere, vom proiecta si un dispozitiv de prindere orientare i fixare a semifabricatului care ne va permite sa prelucram gurile in trepte si gurile filetate dintr-o singur instalare.
Figura 2.Piesa tip Flansa (3D)1.2 Componenta schematica i principiul de funcionare a mainii unelte agregat
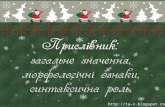
Principiul de funcionare a mainii unelte agregat vezi fig.3 :
Robotul industrial va apuca semifabricatul din magazia nr.1 care asigur maina unealt cu semifabricate i o va poziiona pe dispozitivul de prindere si orientare in poziia I de ncrcare descrcare, dup care masa rotativ se va roti la 120 poziionnd semifabricatul in poziia II de lucru care este dotat cu capul de for nr.1 cu 4 burghie combinate unde se va guri 4 guri dupa care cu ajutorul unui cilindru pneumatic dispozitivul de prindere se va roti la 45 unde capul de forta va mai executa 4 gauri, apoi masa rotativ se va roti iari la 120 poziionnd semifabricatul n poziia III de lucru care este dotat cu un cap de for pentru filetat se va executa filetarea a 4 guri M8 dupa care cilindru pneumatic al dispozitivului de prindere va reveni in pozitia initiala si capul de forta va executa filetarea altor 4 gauri M8, dup care piesa finit revine in poziia I de ncrcare descrcare i dispozitivul de fixare si orientare va elibera piesa la care robotul industrial o apuc i o aez in magazia nr.2 dupa care piesa va fi transportata in secia controlul calitii.
Figura 3. Componenta schematica i principiul de funcionare a mainii
unelte agregat
Componenta a Mainii unelte agregat:
1 Cap de gaurit cu burghiu combinat sub 6 si 142 Cap de filetat M83.4 Motor hidraulic liniar5 Dispozitiv de prindere orientare si fixare
6 Semifabricatul
7 Batiu
8 Masa rotativa ,rotirea se efectueaza in directia acelor ceasornicului
9 Robot industrial
10 Semifabricatele 11 Magazia nr.1, 12 Magazia nr. 2, 13 Piesa finita
1.3. Subansamblurile mainii unelte agregat i particularitile constructive ale lor.Maina-unealta agregat de gaurit este compus din mai multe subansambluri i mecanisme, care la un loc asigur eficiena garantat a lucrrilor.Specificm aici ansamblurile de baz a mainii, unde ulterior descriem subansamblurile din care se compune fiecare din acestea.Principalul subansamblu al mainii unelte este batiul care va trebui s fie rigid i s consume vibraiile ce vor aprea in procesul de achiere, pe batiu sunt asamblate toate mecanismele de acionare: 1.3.1. Dispozitivul de orientare fixare a semifabricatuluiComponenta a Dispozitivului de prindere agregat:
1,3 Falcile (principale si secundare)2 Cama4 Tije5 Spatiul de fixare a dispozitivului6 Flansa pentru autocentrare7 Carcasa
8 Caneluri inelare
9 Flansa de centrare a dispozitivului10 Flansa de desprindere11 Manson 12 Semifabricatul
Figura 6. Schema de orientare pozitionare si fixare a semifabricatului (2D)
Figura 6.1. Schema de rotire a dispozitivului de orientare pozitionare si fixare a semifabricatului 1.3.2. Principiului de funcionare a mecanismului de rotire a meseiMasa rotativ este pusa in micare de rotaie de motorul hidraulic rotativ iar fixarea o executa motorul hidraulic liniar. Masa rotativ are trei posturi de lucru i rezult c are i 3 poziii la rotire. Masa rotativ este pus n funciune de un sistem hidraulic, iar poziionarea este asigurat de un mecanism mecanic.
Figura 7.Schema hidraulica de actionare(rotire si fixare) a mesei rotativPrincipiu de functionare:n poziia iniial electromagnei distribuitorului 1i 2 (fug. 7) sunt demagnetizai. La rotirea mesei se conecteaz electromagneii distribuitor 1(cilindru 12 dezangreneaz dinii de pe partea frontal a inelelor) i 2(uleiul sub presiune nimerete n spaiul 8 asigurnd ieirea fixatorului 11 din canelura discului 10), prin intermediul mpingtorului 7 supapa 3 (de tipul 3G61-41M) se deplaseaz n stnga, conectnd camera hidromotorului 9 cu liniile de presiune i scurgere. Hidromotorul, prin intermediul angrenajului unitar (a roilor dinate), rotete suportul mesei n direcia, indicat de sgeat (uite fig.8). La apropierea de pozii unghiului , deconecteaz electromagnetul distribuitorului 2, i ca rezultat fixatorul 11, sub aciunea spiralei 6 i presiunea lichidului n partea frontal a valvei 3 se alipete de suprafaa cilindric exterioar a discului 10. n continuare, la rotirea de mai departe a mesei n intervalul unghiular i n corespundere cu profitul discului 11, fixatorul 11 mpreun cu valva 3 se deplaseaz n dreapta , i valva cu suprafeele ei conice droseleaz (dirijeaz) fluxul de ulei concomitent la ntrare i eire din hidromotor, asigurnd frnarea lui lent cu urmrirea drumului pe parcurs. Dup ce fixatorul sare n canelura discului, ntreruptorul 14 d semnal pentru ntreruperea electromagnetului 1 i cilindru 12 pune n angrenaj dinii laterali ai inelelor, asigurnd fixaia exact a manonului mesei. Aa dar o micare oarecare de rotaie a hidromotorului se asigur datorit conectrii camerelor lui de lucru prin canelura valvei ( deoarece cursa fixatorului 11 n dreapta este limitat de opritor dintre fixator i canelura discului exist un interstiiu lateral). Blocul microntreruptoarelor 13 transmite semnalul pentru a se prelungi ciclul de lucru al M.U. Frecvena de lucru rotaia poate fi limitat droselul 5.
Pentru mecanismele de divizare ,precizia unghiular a unghiului de rotire poate fi atins fr a utiliza inelelor cu dini frontali. n acest caz distribuitorul 1 i cilindrul 12 vor lipsi , iar fixatorul 11 fr interstiiu ntr n canelura discului 10.
Pentru mesele rotative ,capurile de revolver, magazinele cu scule, este necesar de a realiza rotirea i fixaia periodic a organului de lucru(mesei) n poziia unghiular necesar cu o precizie destul de nalt ntr-un timp restrns,iar mecanismul de acionare,amplasat n zona de deservire-s fie ct e de posibel mai compact.Acionarile hidraulice permit ntr-un mod ct mai reuit de a rezolva aceast problem.
Suportul mesei rotative 11 (fig.8) a mesei rotative a MU-agregat este amplasat pe arborele 13,care se poate roti prin intermediul motorului 5prin angrenajul roilor dinate 4 i 6,cu posibilitatea de a se mica n direcia sa axial cu ajutorul cilindrului 8.Fixarea unghiular preventiv i frinarea hidromotorului n cursa de funionare a lui se efectuiaz prin intermediul fixatorului 7,care interacioneaz cu discul profilat 1(fig.8 sec.A-A),iar fixarea definitiva prin dinii prii laterale ale inelelor 10 i 12, rigid unite cu corpul 9 al suportului i planaiba mesei 11.
Pentru urmrirea poziiei unghiulare a mesei (planaibei) se utilizeaz un subansamblu electronic 3,iar pentru indicaia poziiei axiale un bloc de ntreruptoareFigura 8.Mecanismul de acionare a mesei rotative a MU agregat cu 3
poziionri.
Suportul mesei rotative 11 (fig.8) a mesei rotative a MU-agregat este amplasat pe arborele 13,care se poate roti prin intermediul motorului 5prin angrenajul roilor dinate 4 i 6,cu posibilitatea de a se mica n direcia sa axial cu ajutorul cilindrului 8.Fixarea unghiular preventiv i frinarea hidromotorului n cursa de funionare a lui se efectuiaz prin intermediul fixatorului 7,care interacioneaz cu discul profilat 1(fig.8 sec.A-A),iar fixarea definitiva prin dinii prii laterale ale inelelor 10 i 12, rigid unite cu corpul 9 al suportului i planaiba mesei 11.Pentru urmrirea poziiei unghiulare a mesei (planaibei) se utilizeaz un subansamblu electronic 3,iar pentru indicaia poziiei axiale un bloc de ntreruptoare1.3.4. Manipulatorul i elementele lui
Deoarece n sarcin s-a pus condiia de automatizare ct mai mult posibil a procesului de prelucrare, atunci din componena mainii unelte nu trebuie s lipseasc manipulatorul. Construcia acestuia trebuie s corespund cerinelor procesului de prelucrare, i dac tot am vorbit mai sus de anumite restricii a ceia ce ine de precizia i coaxilitatea gurilor, atunci acesta tot trebuie s dispun de un grad nalt de precizie n ceia ce ine precizia de poziionare a ansamblului de piese n dispozitivul de prindere. Manipulatorul trebuie s poata efectua toate micrile necesare de care sunt nevoie n procesul de prelucrare. Un element foarte important din componena manipulatorului este griperul (G) sau prehensorul, care are funcia de a manipula cu piesa i a o poziiona n poziia cerut de procesul tehnologic.
PAGE 9