Comp Ens Area Razei de Taiere
17
2012 Zlate Dumitru Daniel 6/5/2012 Compensarea razei de taiere
-
Upload
marius-calin -
Category
Documents
-
view
45 -
download
0
Transcript of Comp Ens Area Razei de Taiere
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 1/17
2012
Zlate Dumitru Daniel6/5/2012
Compensarea razei
de taiere
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 2/17
Compensarea razei de taiere
Conturul unei parti - de asemenea, cunoscut ca un profil - este programat normal, pentruaplicatiile de frezat prin stabilirea adâncimii pe prima axă Z, apoi se deplasează instrumentulde tăiere individual de-a lungul axei X, axa Y, sau ambele axe simultan. Aceste miscari dintreschimbare punctelor conturului pote fi programata în inci sau milimetri si se poate utiliza ovaloare absolută a poziţie sau o distanţă incrementata.
În orice caz, reţineţi că acest tip de programare utilizează centrul liniei al axului pe X si Y sauX si Z şi mişcările uneltei.
Deşi programarea utilizand centrul liniei ( LINIA DE CENTRU ) este o metodă foarteconvenabila pentru dezvoltarea programului, acesta este, de asemenea, o metodă inacceptabilă pentru prelucrare. În timpul contactului cu materialul, marginea instrumentului de tăiere trebuiesă atingă partea conturului programat ,nu linia de centru.
Traiectoria uneltei pentru toate operaţiunile de conturare este întotdeauna echivalenta cumişcare uneltei de tăiere. Indiferent dacă este utilizat un centru de prelucrare CNC sau pe unstrung CNC, marginea uneltei de tăiere trebuie să fie întotdeauna tangenta la contur, ceea ceînseamnă ca unealta de taiere trebuie sa creeze un traseu în cazul în care centrul puctului detăiere este întotdeauna la aceeaşi distanţă de partea conturului. Aceasta se numeşte parteaechidistanta a uneltei.
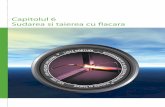
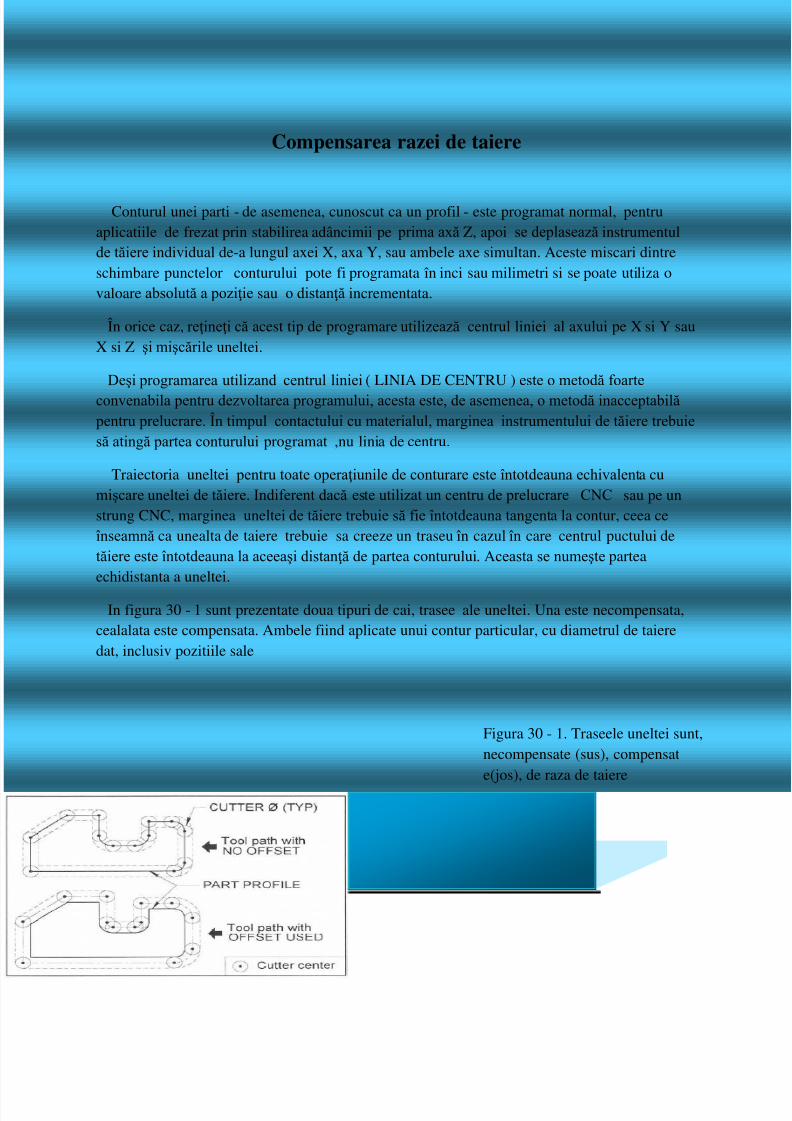
In figura 30 - 1 sunt prezentate doua tipuri de cai, trasee ale uneltei. Una este necompensata,cealalata este compensata. Ambele fiind aplicate unui contur particular, cu diametrul de taieredat, inclusiv pozitiile sale
Figura 30 - 1. Traseele uneltei sunt,necompensate (sus), compensate(jos), de raza de taiere
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 3/17
Calcularea manuala
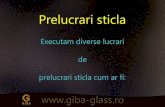
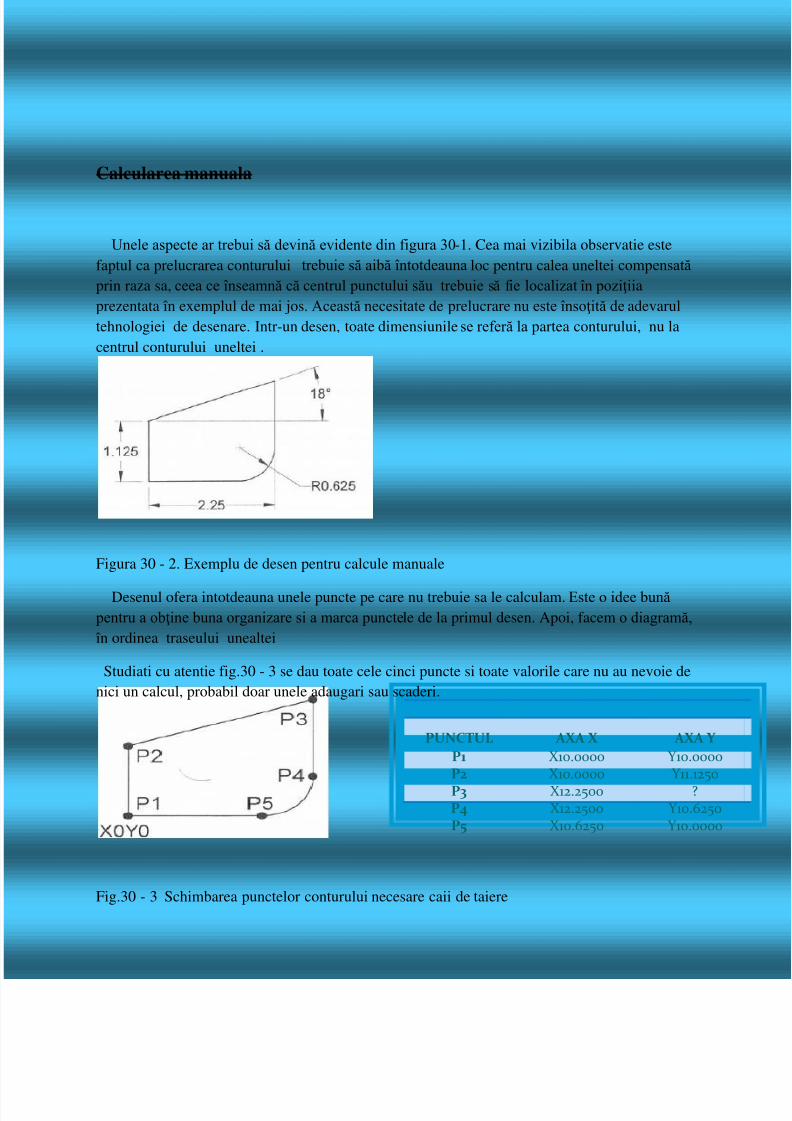
Unele aspecte ar trebui să devină evidente din figura 30-1. Cea mai vizibila observatie estefaptul ca prelucrarea conturului trebuie să aibă întotdeauna loc pentru calea uneltei compensată prin raza sa, ceea ce înseamnă că centrul punctului său trebuie să fie localizat în poziţiiaprezentata în exemplul de mai jos. Această necesitate de prelucrare nu este însoţită de adevarultehnologiei de desenare. Intr-un desen, toate dimensiunile se referă la partea conturului, nu lacentrul conturului uneltei .
Figura 30 - 2. Exemplu de desen pentru calcule manuale
Desenul ofera intotdeauna unele puncte pe care nu trebuie sa le calculam. Este o idee bună pentru a obţine buna organizare si a marca punctele de la primul desen. Apoi, facem o diagramă, în ordinea traseului unealtei
Studiati cu atentie fig.30 - 3 se dau toate cele cinci puncte si toate valorile care nu au nevoie denici un calcul, probabil doar unele adaugari sau scaderi.
Fig.30 - 3 Schimbarea punctelor conturului necesare caii de taiere
PUNCTUL AXA X AXA Y
P1 X10.0000 Y10.0000P2 X10.0000 Y11.1250P3 X12.2500 ?P4 X12.2500 Y10.6250P5 X10.6250 Y10.0000
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 4/17
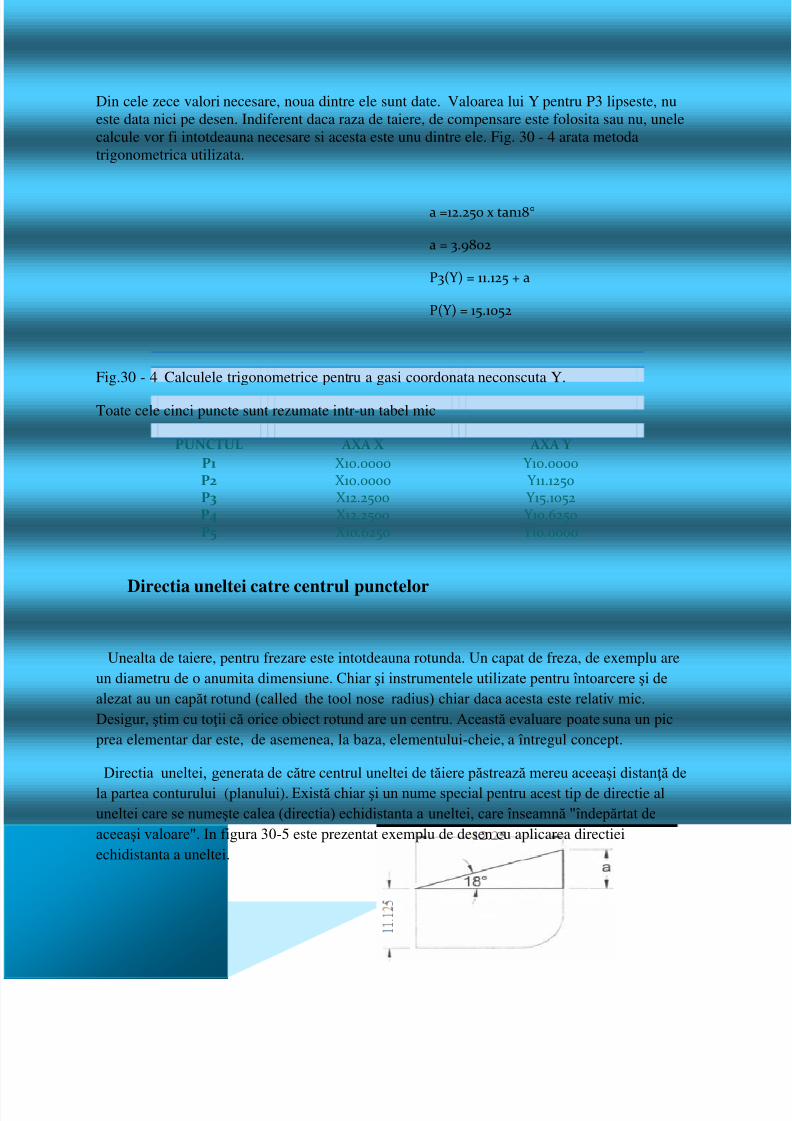
Din cele zece valori necesare, noua dintre ele sunt date. Valoarea lui Y pentru P3 lipseste, nueste data nici pe desen. Indiferent daca raza de taiere, de compensare este folosita sau nu, unelecalcule vor fi intotdeauna necesare si acesta este unu dintre ele. Fig. 30 - 4 arata metodatrigonometrica utilizata.
Fig.30 - 4 Calculele trigonometrice pentru a gasi coordonata neconscuta Y.
Toate cele cinci puncte sunt rezumate intr-un tabel mic
PUNCTUL AXA X AXA Y
P1 X10.0000 Y10.0000P2 X10.0000 Y11.1250P3 X12.2500 Y15.1052P4 X12.2500 Y10.6250P5 X10.6250 Y10.0000
Directia uneltei catre centrul punctelor
Unealta de taiere, pentru frezare este intotdeauna rotunda. Un capat de freza, de exemplu areun diametru de o anumita dimensiune. Chiar şi instrumentele utilizate pentru întoarcere şi dealezat au un capăt rotund (called the tool nose radius) chiar daca acesta este relativ mic.Desigur, ştim cu toţii că orice obiect rotund are un centru. Această evaluare poate suna un picprea elementar dar este, de asemenea, la baza, elementului-cheie, a întregul concept.
Directia uneltei, generata de către centrul uneltei de tăiere păstrează mereu aceeaşi distanţă dela partea conturului (planului). Există chiar şi un nume special pentru acest tip de directie aluneltei care se numeşte calea (directia) echidistanta a uneltei, care înseamnă "îndepărtat deaceeaşi valoare". In figura 30-5 este prezentat exemplu de desen cu aplicarea directieiechidistanta a uneltei.
a =12.250 x tan18
a = 3.9802
P3(Y) = 11.125 + a
P(Y) = 15.1052
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 5/17
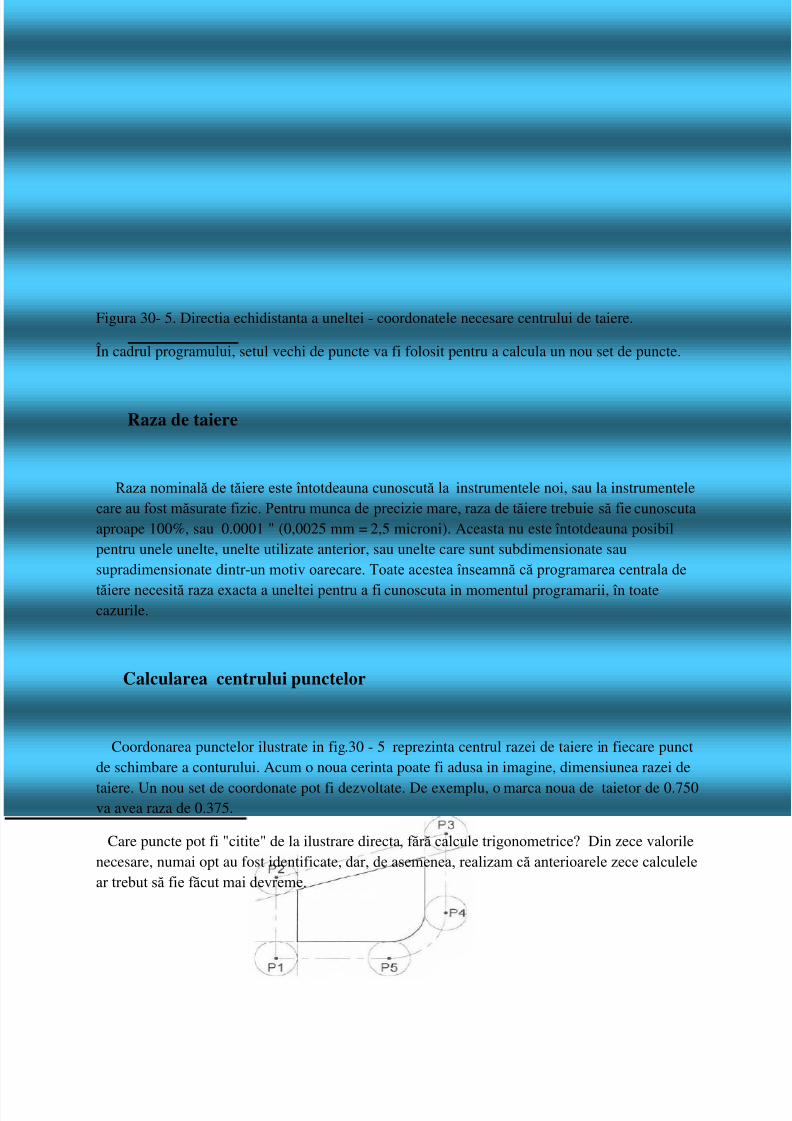
Figura 30- 5. Directia echidistanta a uneltei - coordonatele necesare centrului de taiere.
În cadrul programului, setul vechi de puncte va fi folosit pentru a calcula un nou set de puncte.
Raza de taiere
Raza nominală de tăiere este întotdeauna cunoscută la instrumentele noi, sau la instrumentelecare au fost măsurate fizic. Pentru munca de precizie mare, raza de tăiere trebuie să fie cunoscutaaproape 100%, sau 0.0001 " (0,0025 mm = 2,5 microni). Aceasta nu este întotdeauna posibilpentru unele unelte, unelte utilizate anterior, sau unelte care sunt subdimensionate sausupradimensionate dintr-un motiv oarecare. Toate acestea înseamnă că programarea centrala de
tăiere necesită raza exacta a uneltei pentru a fi cunoscuta in momentul programarii, în toatecazurile.
Calcularea centrului punctelor
Coordonarea punctelor ilustrate in fig.30 - 5 reprezinta centrul razei de taiere in fiecare punctde schimbare a conturului. Acum o noua cerinta poate fi adusa in imagine, dimensiunea razei de
taiere. Un nou set de coordonate pot fi dezvoltate. De exemplu, o marca noua de taietor de 0.750va avea raza de 0.375.
Care puncte pot fi "citite" de la ilustrare directa, fără calcule trigonometrice? Din zece valorilenecesare, numai opt au fost identificate, dar, de asemenea, realizam că anterioarele zece calculelear trebut să fie făcut mai devreme.
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 6/17
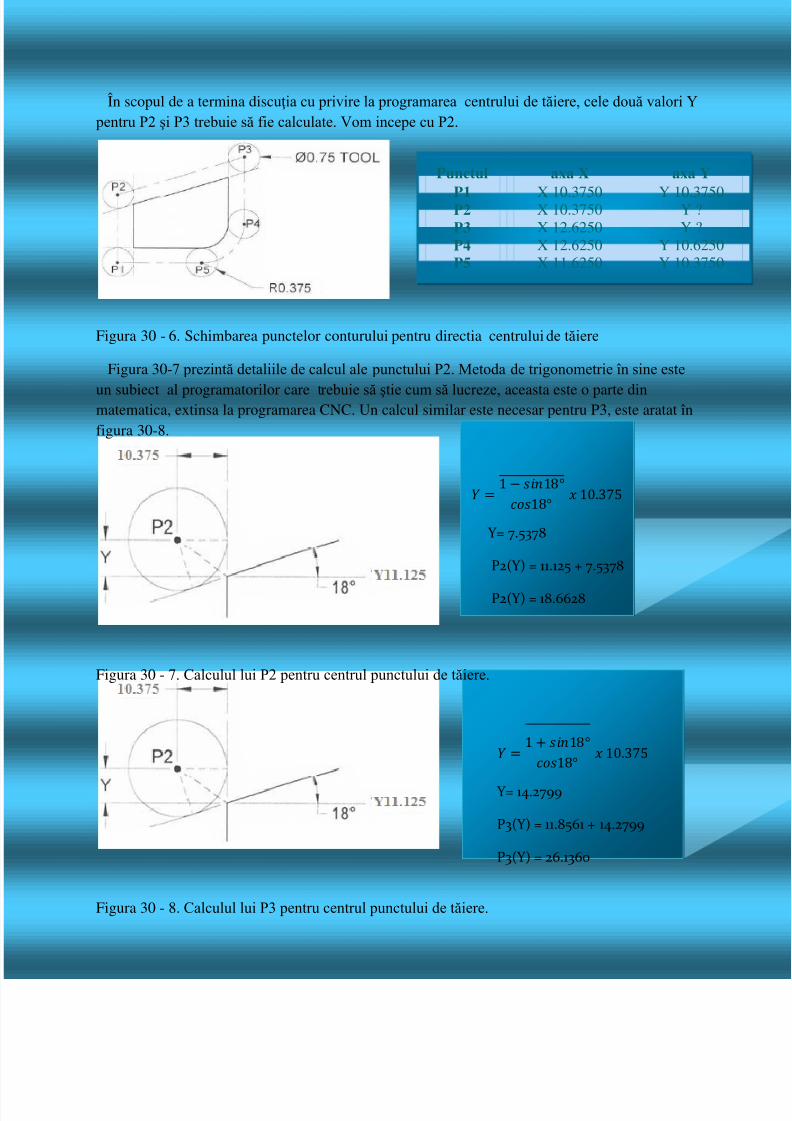
În scopul de a termina discuţia cu privire la programarea centrului de tăiere, cele două valori Y pentru P2 şi P3 trebuie să fie calculate. Vom incepe cu P2.
Figura 30 - 6. Schimbarea punctelor conturului pentru directia centrului de tăiere Figura 30-7 prezintă detaliile de calcul ale punctului P2. Metoda de trigonometrie în sine este
un subiect al programatorilor care trebuie să ştie cum să lucreze, aceasta este o parte dinmatematica, extinsa la programarea CNC. Un calcul similar este necesar pentru P3, este aratat înfigura 30-8.
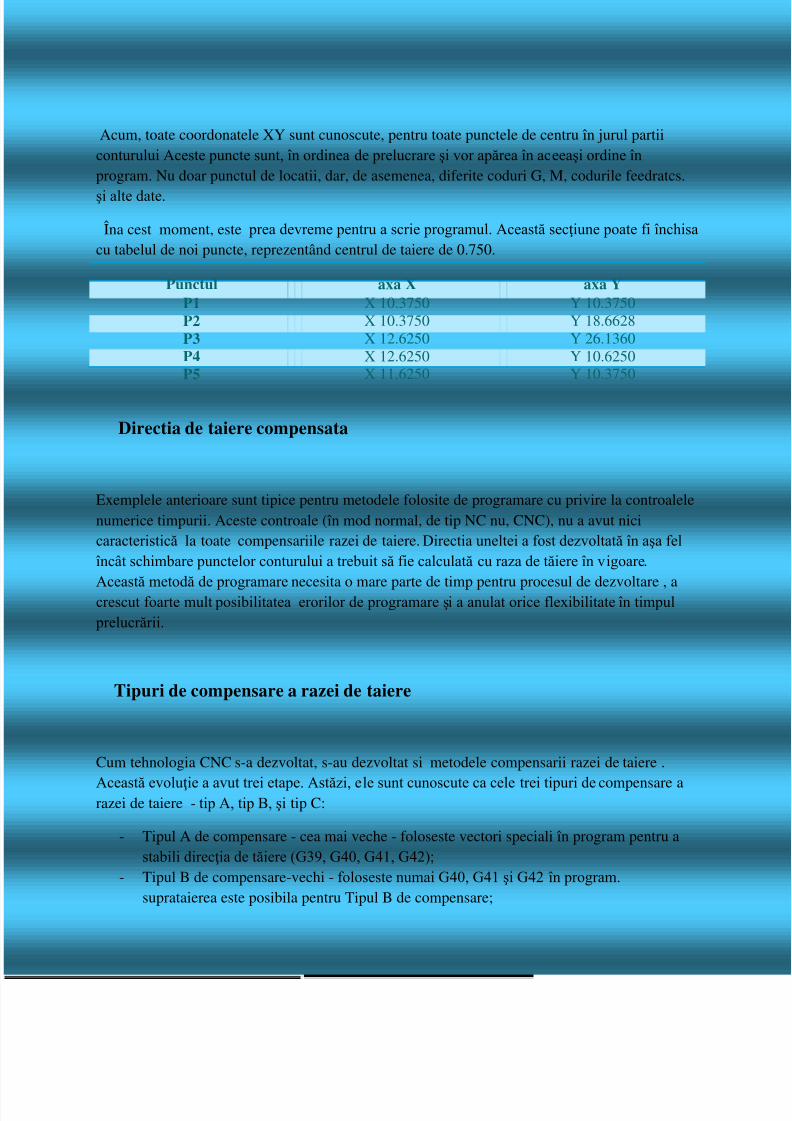
Figura 30 - 7. Calculul lui P2 pentru centrul punctului de tăiere.
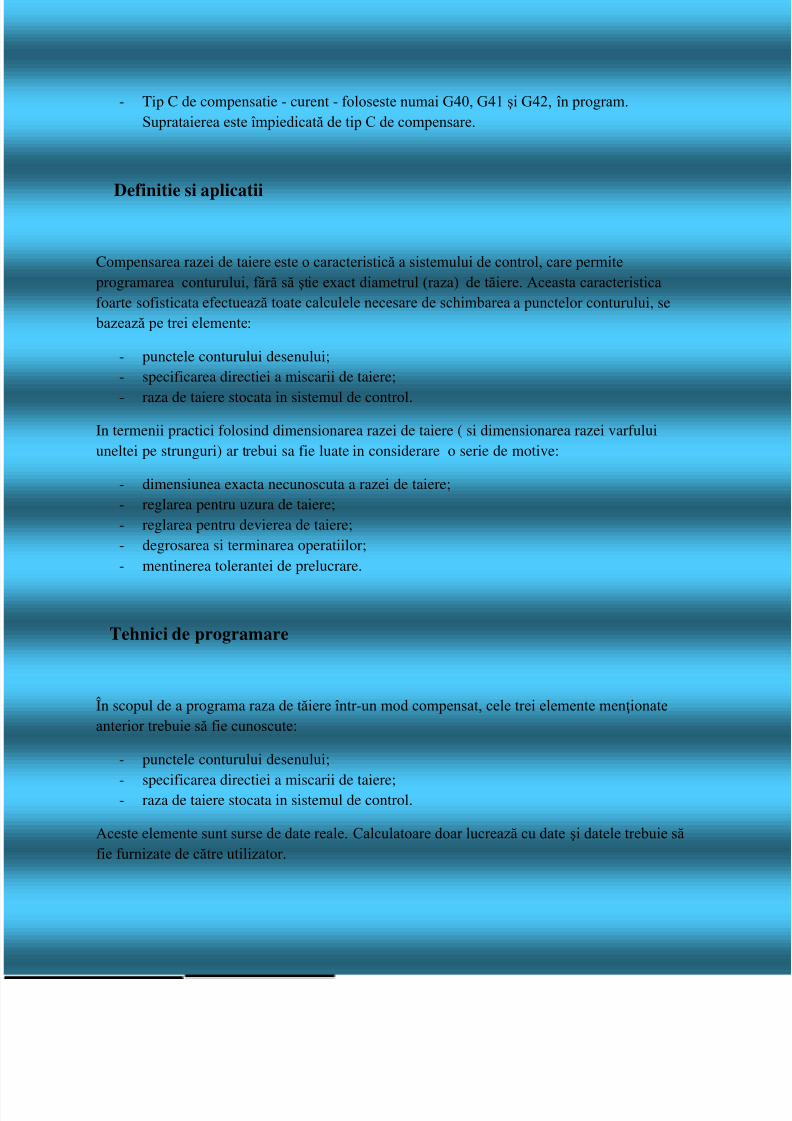
Figura 30 - 8. Calculul lui P3 pentru centrul punctului de tăiere.
Punctul axa X axa Y
P1 X 10.3750 Y 10.3750P2 X 10.3750 Y ?P3 X 12.6250 Y ?P4 X 12.6250 Y 10.6250P5 X 11.6250 Y 10.3750
Y= 7.5378
P2(Y) = 11.125 + 7.5378
P2(Y) = 18.6628
Y= 14.2799
P3(Y) = 11.8561 + 14.2799
P3(Y) = 26.1360
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 7/17
Acum, toate coordonatele XY sunt cunoscute, pentru toate punctele de centru în jurul partiiconturului Aceste puncte sunt, în ordinea de prelucrare şi vor apărea în aceeaşi ordine înprogram. Nu doar punctul de locatii, dar, de asemenea, diferite coduri G, M, codurile feedratcs.
şi alte date.
Îna cest moment, este prea devreme pentru a scrie programul. Această secţiune poate fi închisacu tabelul de noi puncte, reprezentând centrul de taiere de 0.750.
Punctul axa X axa Y
P1 X 10.3750 Y 10.3750P2 X 10.3750 Y 18.6628P3 X 12.6250 Y 26.1360P4 X 12.6250 Y 10.6250P5 X 11.6250 Y 10.3750
Directia de taiere compensata
Exemplele anterioare sunt tipice pentru metodele folosite de programare cu privire la controalelenumerice timpurii. Aceste controale (în mod normal, de tip NC nu, CNC), nu a avut nicicaracteristică la toate compensariile razei de taiere. Directia uneltei a fost dezvoltată în aşa felîncât schimbare punctelor conturului a trebuit să fie calculată cu raza de tăiere în vigoare.
Această metodă de programare necesita o mare parte de timp pentru procesul de dezvoltare , acrescut foarte mult posibilitatea erorilor de programare şi a anulat orice flexibilitate în timpul prelucrării.
Tipuri de compensare a razei de taiere
Cum tehnologia CNC s-a dezvoltat, s-au dezvoltat si metodele compensarii razei de taiere .
Această evoluţie a avut trei etape. Astăzi, ele sunt cunoscute ca cele trei tipuri de compensare arazei de taiere - tip A, tip B, şi tip C:
- Tipul A de compensare - cea mai veche - foloseste vectori speciali în program pentru astabili direcţia de tăiere (G39, G40, G41, G42);
- Tipul B de compensare-vechi - foloseste numai G40, G41 şi G42 în program.suprataierea este posibila pentru Tipul B de compensare;
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 8/17
- Tip C de compensatie - curent - foloseste numai G40, G41 şi G42, în program.Suprataierea este împiedicată de tip C de compensare.
Definitie si aplicatii
Compensarea razei de taiere este o caracteristică a sistemului de control, care permiteprogramarea conturului, fără să ştie exact diametrul (raza) de tăiere. Aceasta caracteristicafoarte sofisticata efectuează toate calculele necesare de schimbarea a punctelor conturului, se bazează pe trei elemente:
- punctele conturului desenului;- specificarea directiei a miscarii de taiere;
- raza de taiere stocata in sistemul de control.
In termenii practici folosind dimensionarea razei de taiere ( si dimensionarea razei varfuluiuneltei pe strunguri) ar trebui sa fie luate in considerare o serie de motive:
- dimensiunea exacta necunoscuta a razei de taiere;- reglarea pentru uzura de taiere;- reglarea pentru devierea de taiere;- degrosarea si terminarea operatiilor;- mentinerea tolerantei de prelucrare.
Tehnici de programare
În scopul de a programa raza de tăiere într -un mod compensat, cele trei elemente menţionateanterior trebuie să fie cunoscute:
- punctele conturului desenului;
- specificarea directiei a miscarii de taiere;- raza de taiere stocata in sistemul de control.
Aceste elemente sunt surse de date reale. Calculatoare doar lucrează cu date şi datele trebuie săfie furnizate de către utilizator.
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 9/17
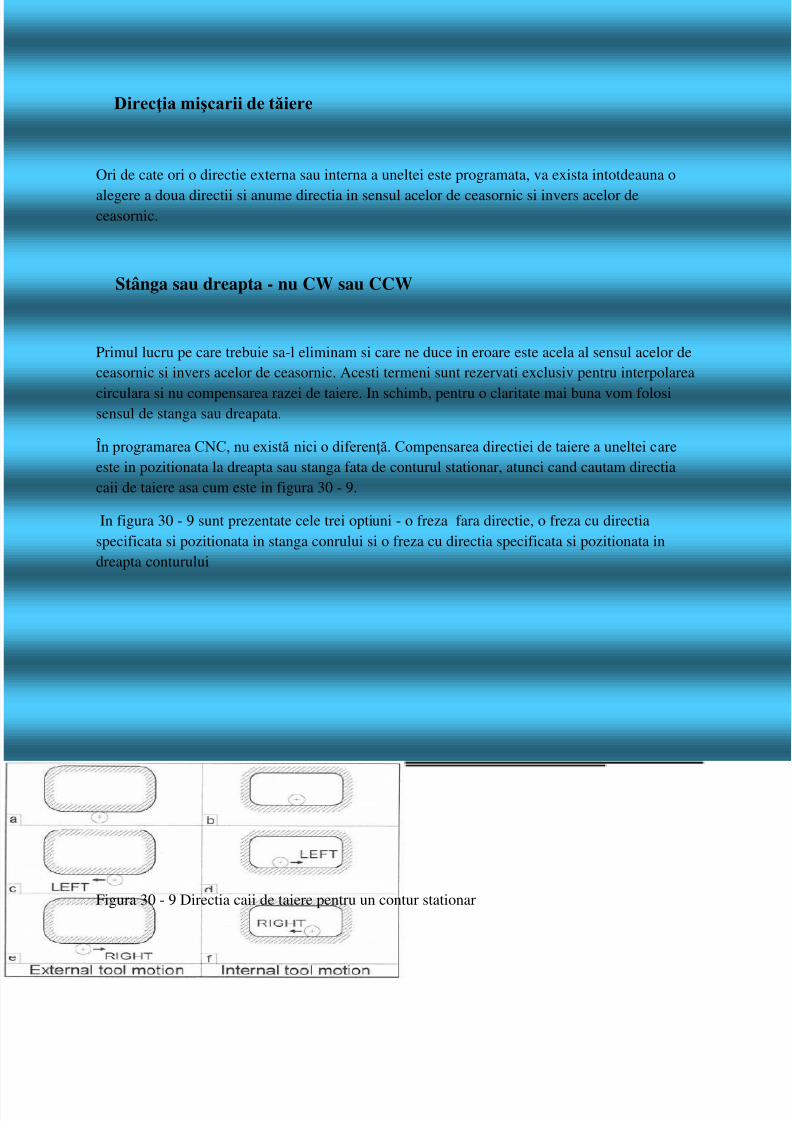
Direcţia mişcarii de tăiere
Ori de cate ori o directie externa sau interna a uneltei este programata, va exista intotdeauna o
alegere a doua directii si anume directia in sensul acelor de ceasornic si invers acelor deceasornic.
Stânga sau dreapta - nu CW sau CCW
Primul lucru pe care trebuie sa-l eliminam si care ne duce in eroare este acela al sensul acelor deceasornic si invers acelor de ceasornic. Acesti termeni sunt rezervati exclusiv pentru interpolarea
circulara si nu compensarea razei de taiere. In schimb, pentru o claritate mai buna vom folosisensul de stanga sau dreapata.
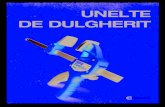
În programarea CNC, nu există nici o diferenţă. Compensarea directiei de taiere a uneltei careeste in pozitionata la dreapta sau stanga fata de conturul stationar, atunci cand cautam directiacaii de taiere asa cum este in figura 30 - 9.
In figura 30 - 9 sunt prezentate cele trei optiuni - o freza fara directie, o freza cu directiaspecificata si pozitionata in stanga conrului si o freza cu directia specificata si pozitionata indreapta conturului
Figura 30 - 9 Directia caii de taiere pentru un contur stationar
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 10/17
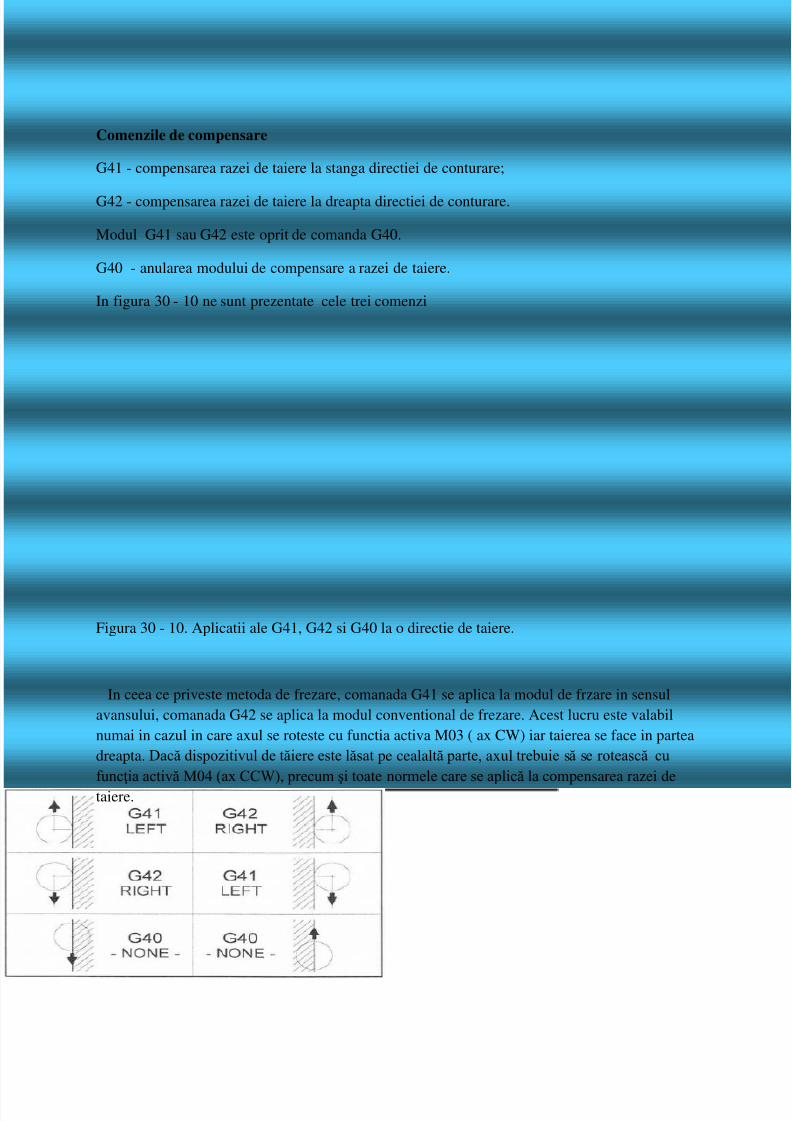
Comenzile de compensare
G41 - compensarea razei de taiere la stanga directiei de conturare;
G42 - compensarea razei de taiere la dreapta directiei de conturare.
Modul G41 sau G42 este oprit de comanda G40.
G40 - anularea modului de compensare a razei de taiere.
In figura 30 - 10 ne sunt prezentate cele trei comenzi
Figura 30 - 10. Aplicatii ale G41, G42 si G40 la o directie de taiere.
In ceea ce priveste metoda de frezare, comanada G41 se aplica la modul de frzare in sensulavansului, comanada G42 se aplica la modul conventional de frezare. Acest lucru este valabilnumai in cazul in care axul se roteste cu functia activa M03 ( ax CW) iar taierea se face in parteadreapta. Dacă dispozitivul de tăiere este lăsat pe cealaltă parte, axul trebuie să se rotească cu
funcţia activă M04 (ax CCW), precum şi toate normele care se aplică la compensarea razei detaiere.
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 11/17
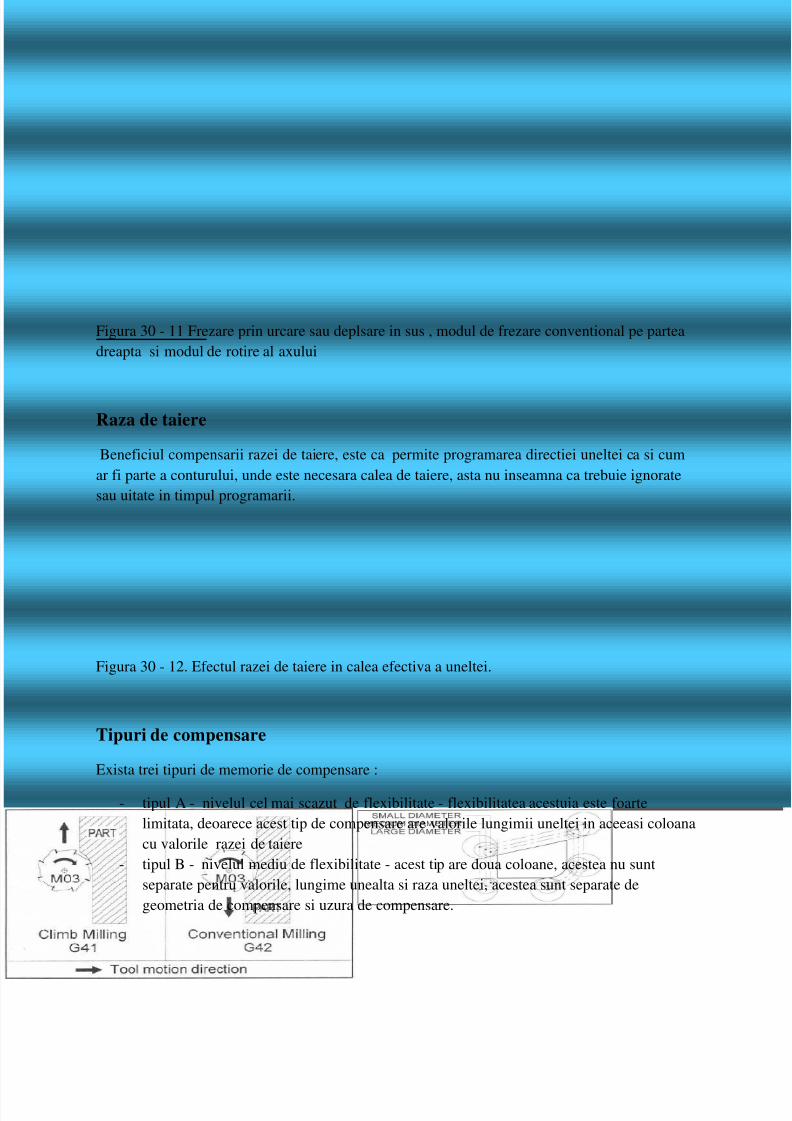
Figura 30 - 11 Frezare prin urcare sau deplsare in sus , modul de frezare conventional pe parteadreapta si modul de rotire al axului
Raza de taiere
Beneficiul compensarii razei de taiere, este ca permite programarea directiei uneltei ca si cumar fi parte a conturului, unde este necesara calea de taiere, asta nu inseamna ca trebuie ignoratesau uitate in timpul programarii.
Figura 30 - 12. Efectul razei de taiere in calea efectiva a uneltei.
Tipuri de compensare
Exista trei tipuri de memorie de compensare :
- tipul A - nivelul cel mai scazut de flexibilitate - flexibilitatea acestuia este foartelimitata, deoarece acest tip de compensare are valorile lungimii uneltei in aceeasi coloanacu valorile razei de taiere
- tipul B - nivelul mediu de flexibilitate - acest tip are doua coloane, acestea nu suntseparate pentru valorile, lungime unealta si raza uneltei, acestea sunt separate degeometria de compensare si uzura de compensare.
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 12/17
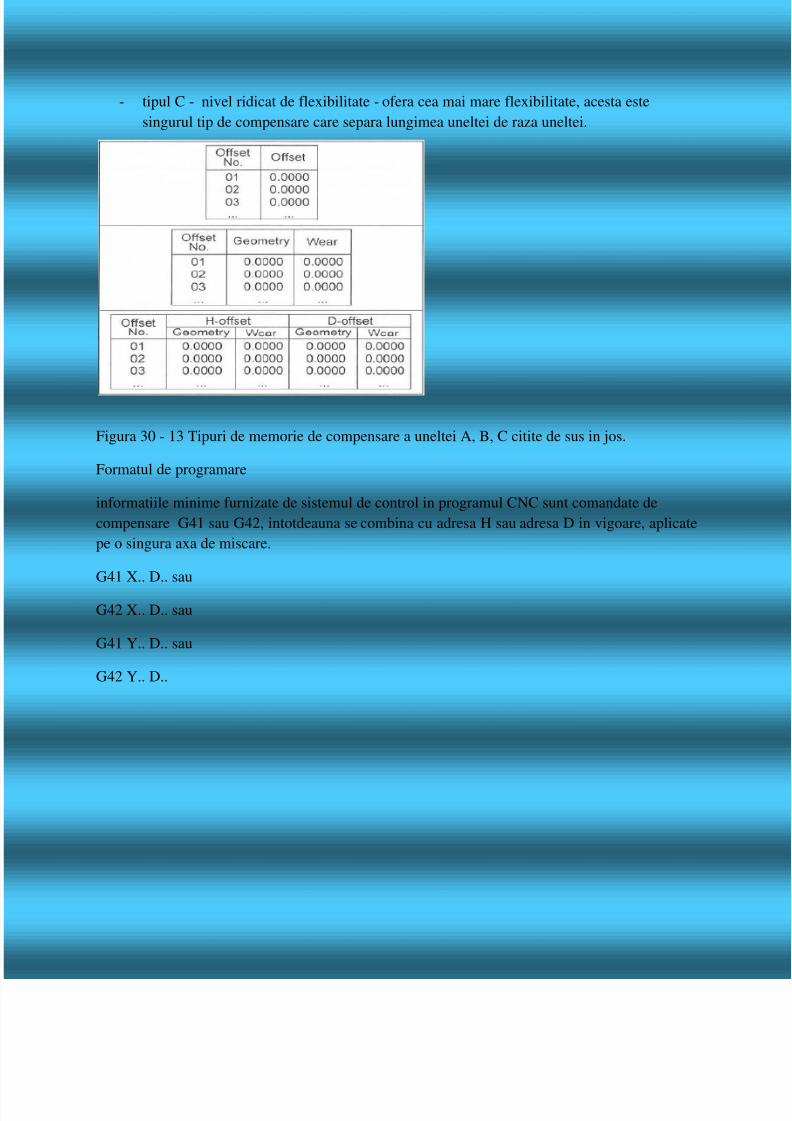
- tipul C - nivel ridicat de flexibilitate - ofera cea mai mare flexibilitate, acesta estesingurul tip de compensare care separa lungimea uneltei de raza uneltei.
Figura 30 - 13 Tipuri de memorie de compensare a uneltei A, B, C citite de sus in jos.
Formatul de programare
informatiile minime furnizate de sistemul de control in programul CNC sunt comandate decompensare G41 sau G42, intotdeauna se combina cu adresa H sau adresa D in vigoare, aplicatepe o singura axa de miscare.
G41 X.. D.. sau
G42 X.. D.. sau
G41 Y.. D.. sau
G42 Y.. D..
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 13/17
Aplicarea compensarii razei de taiere
Meoda de start
Pornind de la compensarea razei de tăiere diferenţa este mai mult decât utilizarea G41 X .. D.. înprogram (sau ceva similar). Pornind de la respectarea mijloacele de com pensare a două regulicardinale şi mai multe considerente importante şi decizii. Regula numarului cardinal de bazaeste una simpla, care se referă la poziţia de start, de tăiere.
Cand selectati pozitia de start a unlteti, trebuie sa avem in vedere cateva intrebari, chestiuni:
- care este diametru de taiere ?- ce distante sunt necare ?- directia uneltei ?- poate fi folosita alta unealta de alt diametru?- cat de mult material trebuie eliminat ?
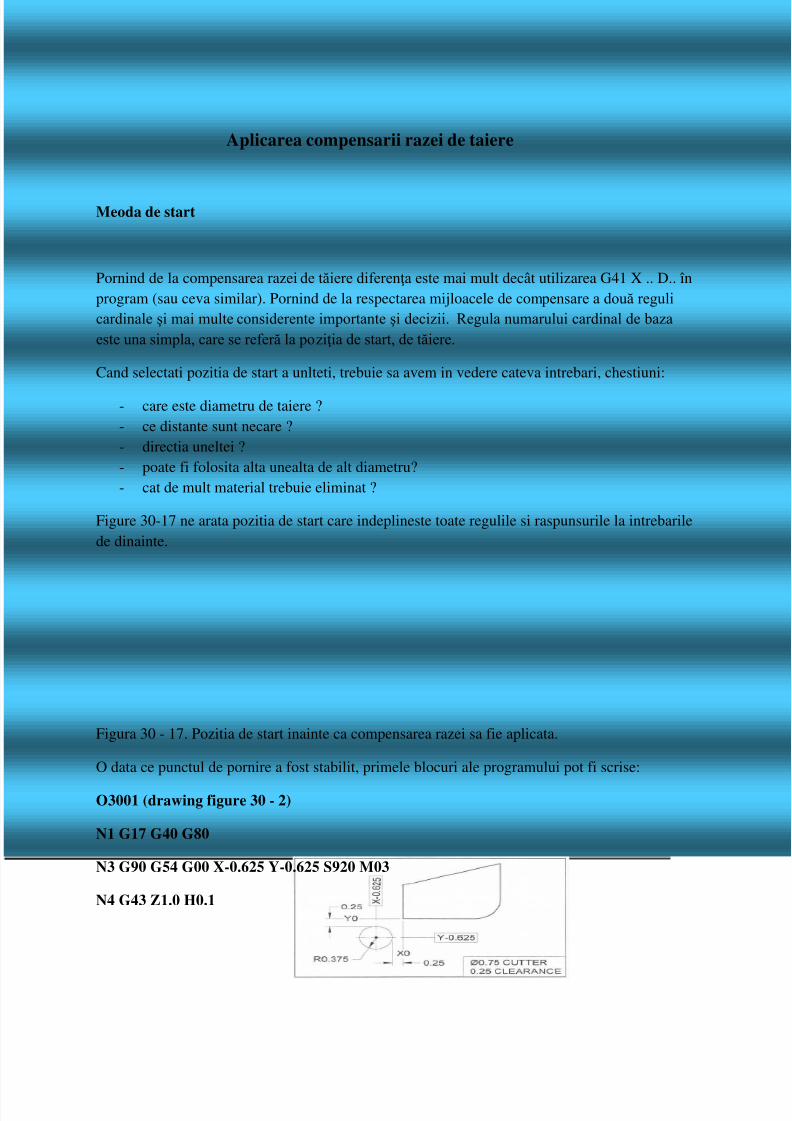
Figure 30-17 ne arata pozitia de start care indeplineste toate regulile si raspunsurile la intrebarilede dinainte.
Figura 30 - 17. Pozitia de start inainte ca compensarea razei sa fie aplicata.
O data ce punctul de pornire a fost stabilit, primele blocuri ale programului pot fi scrise:
O3001 (drawing figure 30 - 2)
N1 G17 G40 G80
N3 G90 G54 G00 X-0.625 Y-0.625 S920 M03
N4 G43 Z1.0 H0.1
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 14/17
N5 G01 Z-0.55 F25.0 M08 ( PENTRU O GROSIME PLATA DE 0.5 )
N6 ……
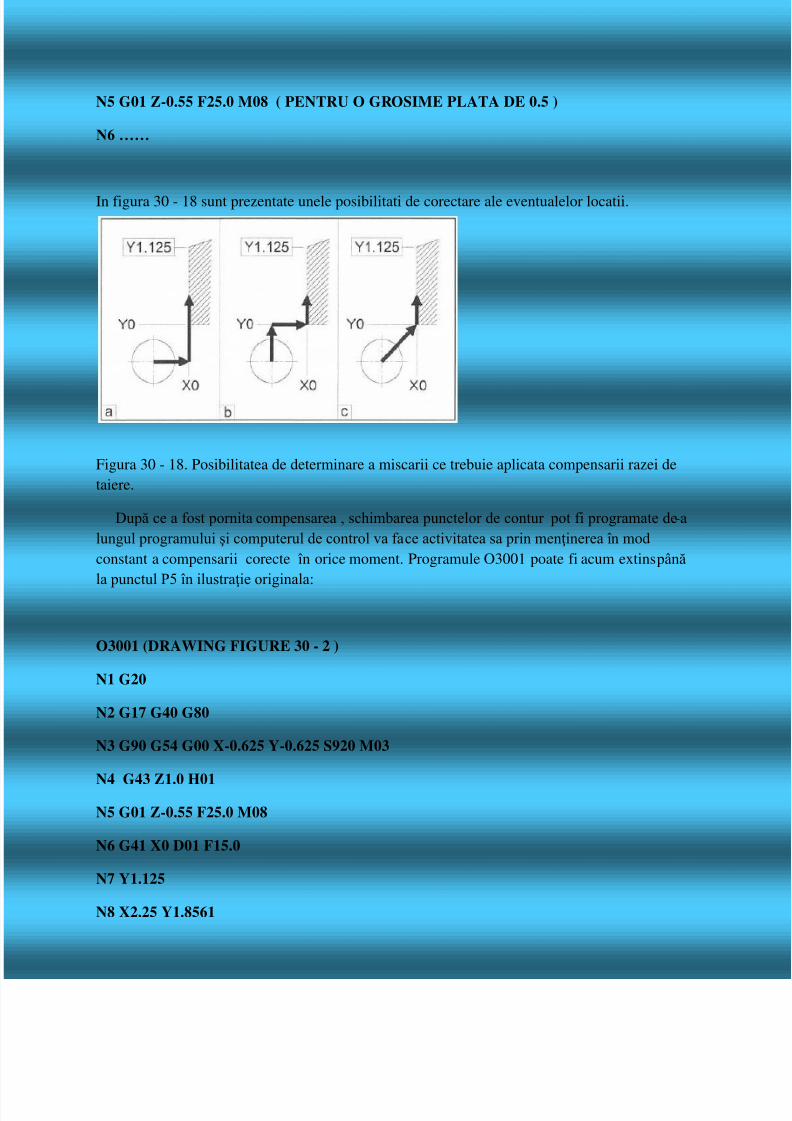
In figura 30 - 18 sunt prezentate unele posibilitati de corectare ale eventualelor locatii.
Figura 30 - 18. Posibilitatea de determinare a miscarii ce trebuie aplicata compensarii razei detaiere.
După ce a fost pornita compensarea , schimbarea punctelor de contur pot fi programate de-alungul programului şi computerul de control va face activitatea sa prin menţinerea în modconstant a compensarii corecte în orice moment. Programule O3001 poate fi acum extins pânăla punctul P5 în ilustraţie originala:
O3001 (DRAWING FIGURE 30 - 2 )
N1 G20
N2 G17 G40 G80
N3 G90 G54 G00 X-0.625 Y-0.625 S920 M03
N4 G43 Z1.0 H01
N5 G01 Z-0.55 F25.0 M08
N6 G41 X0 D01 F15.0
N7 Y1.125
N8 X2.25 Y1.8561
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 15/17
N9 Y0.625
N10 G02 X1.625 Y0 R0.625
N11 G01 X-0.625
Anularea compesarii
Cel mai sigur loc pentru a anula compensarea razei de taiere pentru orice masina, este de departeconturul terminat Acest lucru ar trebui sa fie intotdeauna o zona clara a pozitiei. Pozitia de startpoate fi de asemenea pozitia de sfarsit.
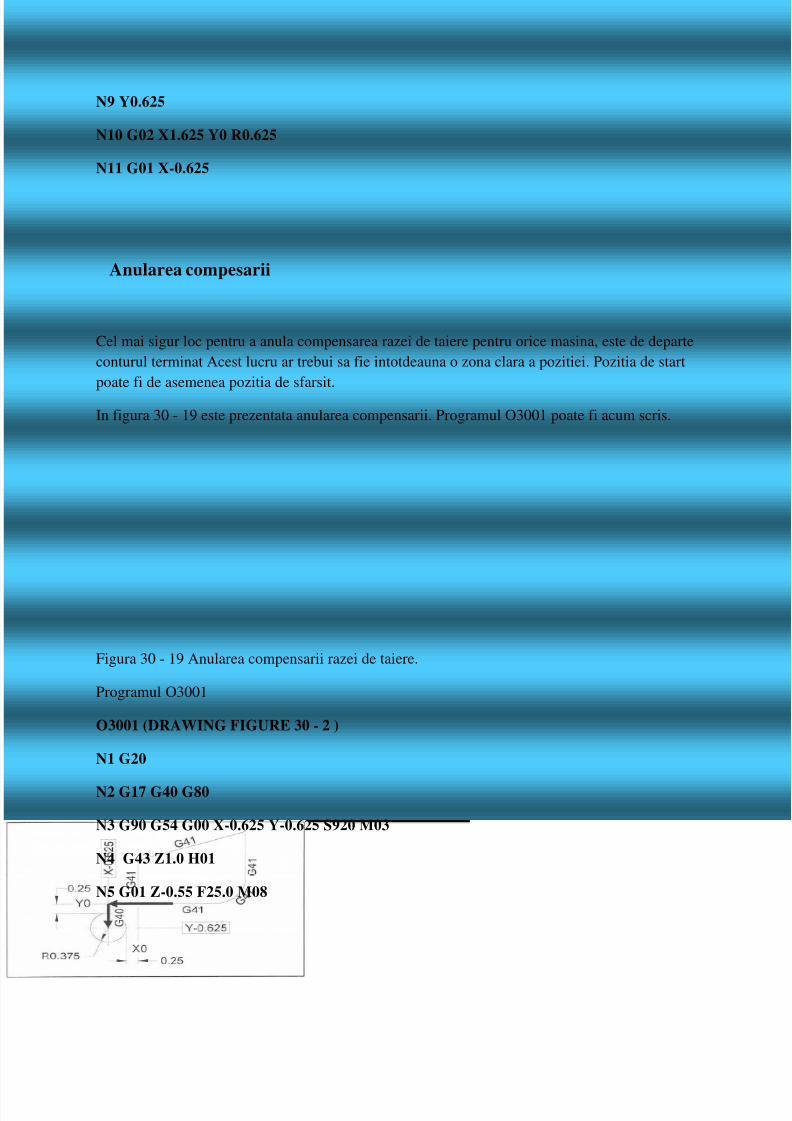
In figura 30 - 19 este prezentata anularea compensarii. Programul O3001 poate fi acum scris.
Figura 30 - 19 Anularea compensarii razei de taiere.
Programul O3001
O3001 (DRAWING FIGURE 30 - 2 )
N1 G20
N2 G17 G40 G80
N3 G90 G54 G00 X-0.625 Y-0.625 S920 M03
N4 G43 Z1.0 H01
N5 G01 Z-0.55 F25.0 M08
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 16/17
N6 G41 X0 D01 F15.0 ( START OFFSET )
N7 Y1.125
N8 X2.25 Y1.8561
N9 Y0.625
N10 G02 X1.625 Y0 R0.625
N11 G01 X-0.625
N12 G00 G40 Y-0.625 ( STOP OFFSET )
N13 Z1.0 M09
N14 G28 X-0.625 Y-0.625 Z1.0
N15 M30
%
Exemplu - single NO MOTION block
N17 G90 G54 G00 X-0.75 Y-0.75 S800 M03
…….
N20 G01 X0. D01 F17.0 ( START OFFSET )
N21 M08 ( NO MOTION BLOCK )
N22 Y2.5 ( MOTION BLOCK)
…..
Exemplu - two NO MOTION block
N17 G90 G54 G00 X-0.75 Y-0.75 S800 M03
…….
N20 G01 X0. D01 F17.0 ( START OFFSET )
N21 M08 ( NO MOTION BLOCK )
5/17/2018 Comp Ens Area Razei de Taiere - slidepdf.com
http://slidepdf.com/reader/full/comp-ens-area-razei-de-taiere 17/17
N22 G04 ( NO MOTION BLOCK)
N23 ( MOTION BLOCK )
…..
Exemplu de program cu eroare de dimensionare
O3002
N1 G20
N2 G17 G40 G80
N3 G90 G54 G00 X-0.5 Y0.5 S1100 M03
N4 G43 Z1.0 H01
N5 G01 Z-0.55 F20.0
N6 G41 X0 D01 F12.0 ( START OFFSET )
N7 M08 ( NO MOTION BLOCK )
N8 G04 P1000 ( NO MOTION BLOCK )
N9 Y2.5 ( MOTION BLOCK )
N10 X3.5 ( MOTION BLOCK )
N11 Y0 ( MOTION BLOCK )
N12 G01 X-0.5 ( MOTION BLOCK )
N13 G00 G40 Y-0.5 ( CANCEL OFFSET )
N14 Z1.0 M09
N15 G28 X-0.5 Y-0.5 Z1.0
N16 M30
%