
CAP5 FREZAREA
14
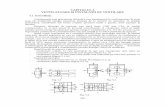
CAP.5. FREZAREA. PROCEDEE DE FREZARE. 5.1. Caracteristicile procesului de frezare. (fig.5.1.) fig.5.1. Frezarea este procedeul de prelucrare prin aşchiere care se realizează cu ajutorul unei scule SA.cu dinţi multipli numită freză; mişcarea principală de aşchiere fiind executată de freză iar mişcarea de avans este executată fie de masa maşinii respectiv de semifabricatul SF, fie de către scul aşchietoare. Suprafeţelele prelucrate pot fi suprafeţe cilindrice, plane, profilate interioare sau exterioare.
-
Upload
munteanu-danut -
Category
Documents
-
view
271 -
download
1
description
r
Transcript of CAP5 FREZAREA

CAP.5. FREZAREA. PROCEDEE DE FREZARE.
5.1. Caracteristicile procesului de frezare. (fig.5.1.)
fig.5.1. Frezarea este procedeul de prelucrare prin aşchiere care se realizează cu ajutorul unei scule SA.cu dinţi multipli numită freză; mişcarea principală de aşchiere fiind executată de freză iar mişcarea de avans este executată fie de masa maşinii respectiv de semifabricatul SF, fie de către scul aşchietoare. Suprafeţelele prelucrate pot fi suprafeţe cilindrice, plane, profilate interioare sau exterioare.

fig.5.2.
Principiul de lucru este următorul (fig.5.2.): -freza execută mişcarea de rotaţie cu turaţia n iar semifabricatul execută mişcarea de avans din combiaţia cărora rezultă o traiectorie cicloidală descrisă de un punct considerat pe tăişul frezei. Frezarea se execută de fiecare dinte deci intermitent adică pe o porţiune determinată de unghiul de contact la o rotaţie a frezei. Din aceste motive scula aşchietoare nu se încălzeşte foarte mult pentru a se deforma termic. Grosimea aşchiilor la frezare variazp între amin si amax.
a amax În funcţie de avans faţă de sensul mişcării de rotaţie deosebim două metode de frezare care sunt exempificate în fig.5.3. În cazul frezării contra avansului (fig.5.3.a.)dintele frezei aşchiază materialul treptat grosimea aşchiei crescând de la o valoare minimă la o valoare maximă. Acest procedeu se recomandă la frezarea semifabricatelor obiţinute prin turnare sau forjare care au la suprafaţă crustă.

fig.5.3
Cea de a doua metodă de frezare (fig.5.3. b)se caracterizează prin faptul că dintele frezei detaşează aşchia de la grosimea maximă creând astfel condiţii de apariţii a vibraţiilor şI de aceea nu se recomandă la prelucrarea materialelor dure. În ceea ce priveşte calitatea suprafeţei în cazul frezării în sensul avansului este mai bună decât în cazul frezării in contra avansului deoarece în cazul frezării contra avansului dintele frezei înainte de a intra în aşchiere tasează materialul lucru care duce la înrăutăţirea calităţii suprafeţei. Din punct de vedere al forţelor de aşchiere se observă că în cazul frezării contra avansului componenta pe verticală a forţei Fv are tendinţa de desprindere a semifabricatului de pe masa maşinii de frezat. Din acest motiv în cazul în care nu este prins suficient de rigid pot apărea vibraţii. Componenta orizontală a FH opunându-se mişcării de avans, preia jocurile din lanţul cinematic de avans lucru care prezintă un avantaj. În cazul finisării Fv are tendinţa de apăsare a semifabricatului pe masa maşinii de frezat realizând astfel o fixare mai bună a acestuia pe maşină.
5.2. Elementele constructive şi clasificarea frezelor. În figură se prezintă elementele constructive ale unei freze cu alezaj:

fig.5.4.
A = faţa de aşchiere 0 = unghiul de degajare transversal 0 unghiul de aşezare 1 = unghiul spatelui dintelui pasul unghiular h = înălţimea dinţilor
Clasificarea se face după: a).-construcţia dinţilor:-freze cu dinţi înclinaţi -freze cu dinţi detalonaţi Dinţii frezaţi au o formă simplă poligonală şi sunt realizaţi prin frezare. Ei se ascut pe faţa de degajare şi din acest motiv apar modificări ale înălţimii dinţilor şI al profilului dinţilor. Dinţii detalonaţi se folosesc la prelucrarea prin frezare a suprafeţelor profilate. Ei îţi păstrează profilul în secţiune radială şi unghiul de aşezare rămâne neschimbat deoarece ascuţirea se realizează

pe faţa de degajare. Spatele dintelui este prelucrat după profilul unei curbe de detalonare care poate fi spirală arhimedică sau spirală logaritmică. b).-felul suprafeţei după care sunt aşezaţi dinţii frezei: -freze cilindrice -freze frontale -freze cilindro-frontale -freze disc -freze unghiulare -freze profilate c).-sensul de înclinare sau direcţia dinţilor: -freze cu dinţi drepţi -freze cu dinţi elicoidali -freze cu dinţi în direcţii diferite d).-modul de fixare a frezei: -freze cu coadă:- conică - cillindrică -freze cu alezaj e).-după construcţie: -freze monobloc -freze cu dinţi demontabili
5.4. Regimuri de aşchiere la frezare. Elementele geometrice ale aşchiei. Parametrii regimului de frezare se aleg astfel încât să se obţină o durabilitate cât mai mare asculei aşchietoare, în condiţiile obţinerii unui consum energetic minim la o solicitare normală a maşinii de frezat. -vitteza de aşchiere este valoarea vitezei punctului cel mai îndepărtat de pe tăiş
vd n
1000 m / min
- avansul pe rotaţie sr [ mm/rot ] reprezintă mărimea cursei de avans efectuate în timpul rotaţiei complete a frezei. -viteza de avans sm [ mm/min ] reprezintă mărimea deplasării piesei într-un minut. s sm r n
-avansul pe dinte sd [ mm/dinte ] este mărimea deplasării piesei la rotirea frezei cu un dinte. s s z n s s zr d m d -adâncimea de aşchiere t reprezintă mărimea tăişului principal aflat în contact cu piesa şi măsurat într-un plan perpendicular pe direcţia avansului. -lungimea de contact tl este lungimea între tăişull sculei aşchietoare şI piesă raportată la o rotaţie afrezei măsurată în planul de lucru şi perpendiculară pe direcţia de avans (fig.5.5. ).

fig.5.5.
Elementele geometrice: a-grosimea aşchhiei şi reprezintă distanţa dintre doup suprafeţe de aşchiere generată de doi dinţi consecutivi ai frezei măsurată în direcţie radială. a sy d sin -variabilă în funcţie de unghiul de contact . b-lăţimea de aşchiere este dimensiunea aşchiei considerată pe suprafaţa aşchiată şI măsurată pe o direcţie perpendiculară pe direcţia mişcării de aşchiere.
bt
max cos
unghiul de înclinare al dinţilor
t - lăţimea de aşchiere
5.5. Generarea suprafeţelor prin frezare. Prin frezare se pot prelucra suprafeţe exterioare plane, rotunde şi profilate. În medie prin frezare se obţine o precizie de prelucrare corespunzător claselor 4, 5, 6, de precizie şi o rugozitate de 50…12,5 mm la degroşare şi 6,3…1,6 mm la finisare.

A.Frezarea suprafeţelor plane orizontale (fig. 5.6.a, b).
fig.5.6.
Se poate executa cu freze cilindrice pe maşini de frezat orizontale şi cu freze cilindro-frontale pe maşini de frezat vertical.Lăţimea frezei cilindrice şi diametrul frezei cilindro-frontale trebuie să fie mai mare ca lăţimea suprafeţei prelucrate.
B.Frezarea suprafeţelor plane verticale (fig. 5.7. a, b).
fig.5.7. Se poate executa cu partea frontală a frezelor cilindro-frontale pe maşini frezat orizontale (fig.a.) iar la maşini de frezat verticale cu partea cilindrică a frezelor deget. C.Frezarea suprafeţelor înclinate (fig.5.8. a, b, c). Pe maşinile de frezat orizontale se execută cu freză conică (fig.a.), la maşinile de frezat verticale se folosesc freze cilindrice, frontale sau cilindro-frontale prin înclinarea semifabricatului (fig. b.) sau prin înclinarea arborelui principal (fig. c.)

fig.5.8.
D.Prelucrarea simultană a mai multor suprafeţe plane (fig. 5.9.) .
fig.5.9.

Se execută folosind freze combinate.
fig.5.10.
E.Prelucrarea canalelor de pană (fig. 5.10. a, b, c, d). Forma sculei depinde de forma canalului de pană: freză cilindrică (fig. a.), freză disc modul (fig. b, d.) şi freză deget modul (fig. c.).
F.Prelucrarea canalelor T.(fig.5.11.)
fig.5.11. Se execută cu ajutorul frezelor pentru canale T. Mai întâi se prelucrează un canal de secţiune dreptunghiulară de lăţime b iar apoi canalul de forma finală.

G.Frezarea canalelor în formă de coadă de rândunică (fig.5.12).
fig.5.12. Se prelucrează cu freze conice după efectuarea unui canal iniţial de lăţime b.
H.Frezarea suprafeţelor profilate (fig.5.13.)
fig.5.13. Se execută cu freze profilate sau cu ajutorul frezelor combinate. Frezele profilate se folosesc doar pentru prelucrarea unor suprafeţe de dimensiuni mici. Suprafeţele profilate de dimensiuni mari se pot realiza folosin dispozitive de copiat mecanice. Se mai pot executa retezări (cu freză fierăstrău), danturări, prelucrări de arbori, etc.
5.6.Ma şini unelte folosite la frezare. După domeniul de utilizare şi construcţia lor maşinile de frezat se clasifică în: 1.Maşini de frezat cu consolă. -orizontale -verticale -universale 2.Maşini de frezat plan. 3.Maşini de frezat longitudinal

4.Maşini de frezat circular 5.Maşini speciale de frezat -canale - arbori canelaţi -filete -roţi dinţate În fig5.14. de mai jos sunt prezentate maşinile de frezat cu consolă orizontală(fig.5.14.a.) şi verticală (5.14.b.)
a. fig.5.14. b.
Dintre elementele componente amintim: 1-placă de bază 2-batiu 3, 6, 14-ghidaje 4-consolă 5-şurub avans vertical 7-sanie transversală 8-masă 9-freză 10-dorn port-freză 11-arbore principal 12-lagăr mobil 13-suport
I-mişcare principală II-mişcare de avans longitudinal III-mişcare de avans transversal IV-mişcare de avans vertical V-mişcare de reglare

![Cap.7 Frezarea ]I g`urirea - prestige-therm.ro · PDF fileSeria EcoTherm Instruc\iuni privind frezarea ]I g`urirea profilelor Instruc\iuni privind frezarea capetelor montan\ilor Opera\iile](https://static.fdocumente.com/doc/165x107/5a7869b87f8b9a4b538eb275/cap7-frezarea-i-gurirea-prestige-thermro-a-seria-ecotherm-instruciuni.jpg)










![Cap.7 Frezarea ]I g`urirea - · PDF fileSeria EcoTherm Instruc\iuni privind frezarea ]I g`urirea profilelor Instruc\iuni privind frezarea capetelor montan\ilor Opera\iile de frezare](https://static.fdocumente.com/doc/165x107/5a78b2667f8b9a21538c0fb3/cap7-frezarea-i-gurirea-seria-ecotherm-instruciuni-privind-frezarea-i-gurirea.jpg)


![Cap.7 Frezarea ]I g`urirea - · PDF fileInstruc\iuni privind frezarea ]I g`urirea profilelor Instruc\iuni privind frezarea capetelor montan\ilor Opera\iile de frezare ]I g`urire se](https://static.fdocumente.com/doc/165x107/5a7869b87f8b9a4b538eb28c/cap7-frezarea-i-gurirea-a-instruciuni-privind-frezarea-i-gurirea-profilelor.jpg)
![Cap.7 Frezarea ]I g`urirea - Magnicom · 2011. 7. 24. · Instruc\iuni privind frezarea ]I g`urirea profilelor Instruc\iuni privind frezarea capetelor montan\ilor Opera\iile de frezare](https://static.fdocumente.com/doc/165x107/6121256704ffd1627a56e5c4/cap7-frezarea-i-gurirea-2011-7-24-instruciuni-privind-frezarea-i-gurirea.jpg)
