Teoria calculul si constructia motoarelor pentru A.R. - Grunwald.pdf
description
FACULTATEA DE MECANICA
Calculul şi construcţia M.A.I.
Proiect – Semestrul I
2015-2016
1
Universitatea Tehnica din Cluj-Napoca.Facultatea de Mecanica sectia Autovehicule Rutiere
Calculul si construcţia pistonului pentru motorul cu aprindere prin comprimare ce echipează
automobilul Land Rover Freelander 2.0 TD4
2

Table of Contents
Memoriul Tehnic.................................................................................................................................4
PISTONUL – Obiectiv si rol functional..................................................................................................4
Cerinte si conditii impuse pistonului – Regim de functionare...............................................................7
Deformarea pistonului sub actiunea fortelor................................................................................................7
Bataia pistonului..........................................................................................................................................7
Starea termica a pistonului...........................................................................................................................7
Ungerea, frecarea si uzarea pistonului..........................................................................................................8
Evacuarea caldurii din piston........................................................................................................................8
Masa pistonului...........................................................................................................................................8
Arhitectura pistonului.........................................................................................................................9
Arhitectura capului pistonului......................................................................................................................9
Arhitectura mantalei....................................................................................................................................9
Umerii mantalei.........................................................................................................................................10
Materiale pentru pistoane................................................................................................................10
Tipuri constructive............................................................................................................................12
Variante similare..............................................................................................................................13
Fisa Tehnica Land Rover Freelander TD4...........................................................................................15
Memoriul justificativ de calcul..........................................................................................................20
Alegerea parametrilor initiali............................................................................................................20
Parametrii procesului de comprimare...............................................................................................21
Parametrii procesului de ardere........................................................................................................22
Parametrii procesului de destindere..................................................................................................23
Parametrii principali ai motorului.....................................................................................................23
Dimensiunile principale ale motorului...............................................................................................24
Calculul randamentului termic..........................................................................................................25
Calculul pistonului.............................................................................................................................26
Calculul de verificare al capului pistonului.........................................................................................27
Diametrul pistonului la montaj.........................................................................................................29
Intretinere si reparare.......................................................................................................................32
Contributii personale si concluzii.......................................................................................................32
Bibliografie.......................................................................................................................................33
3
Memoriul Tehnic
PISTONUL – Obiectiv si rol functional
Pistonuleste un organ de masina, care are o mişcare rectilinie alternativă într-un cilindru şi care serveşte la închiderea unui spaţiu de volum variabil al cilindrului, umplut cu aer, amestec carburant sau cu un fluid sub presiune.
Pistonul este folosit pentru transformarea energiei interne în lucru mecanic la maşinile motoare, sau invers, la maşinile generatoare. În primul caz pistonul este acţionat de energia internă, iar în al doilea el acţionează asupra aerului sau fluidului (compresor, motor hidraulic). De obicei pistonul este cuplat la un mecanism bielă-manivelă.Pistoanele se bucura de o gama larga de utilizari cu diferite aplicatii:
la motoarele cu ardere interna la compresoare cu piston la motoare cu aburi la pompe cu piston la actionari hidraulice
Utilizarea pistoanelor este in general oportuna atunci cand inervine comprimarea unui fluid, sau unde presiunea unui fluid este folosita pentru o actionare.
Grupul piston este alcatuit din 3 organe:1. Pistonul2. Boltul3. Segmentii
La motoarele cu ardere interna , grupul piston asigura evolutia fluidului motor in cilindru si indeplineste urmatoarele functii:
Transmite bielei forta de presiune a gazelor Transmite cilindrului reactiunea normala produsa de biela (ghideaza piciorul bielei in
cilindru) Etanseaza cilindrul in ambele sensuri impiedicand scaparea gazelor in exterior si intrarea
uleiului in interior Evacueaza o parte din caldura generata prin arderea amestecului carburant
Primele doua functii sunt preluate de piston impreuna cu boltul iar urmatoarele doua functii de piston impreuna cu segmentii Pistonul mai indeplineste un numar de functii suplimentare si anume contine integral sau partial camera de ardere , creeaza o miscare dirijata a gazelor in cilindru , e un organ de pompare pentru motoarele in 4 timpi.
4
Pistonul se compune din ormatoarele parti:
Fig.1 Constructia pistonului
1-capul pistonului; 2-guler de protectie al segmentului de foc; 3- canalul segmentului de foc; 4- canalul segmentului de compresie; 5-gulerul segmentului de ungere; 6- canalul
segmentului de ungere; 7-mantaua pistonului; 8- alezajul boltului; 9- canal pentru colectarea gazelor arse; 10-gaura de recuperare a uleiului raclat de pe camasa cilindrului; Hc – inaltime
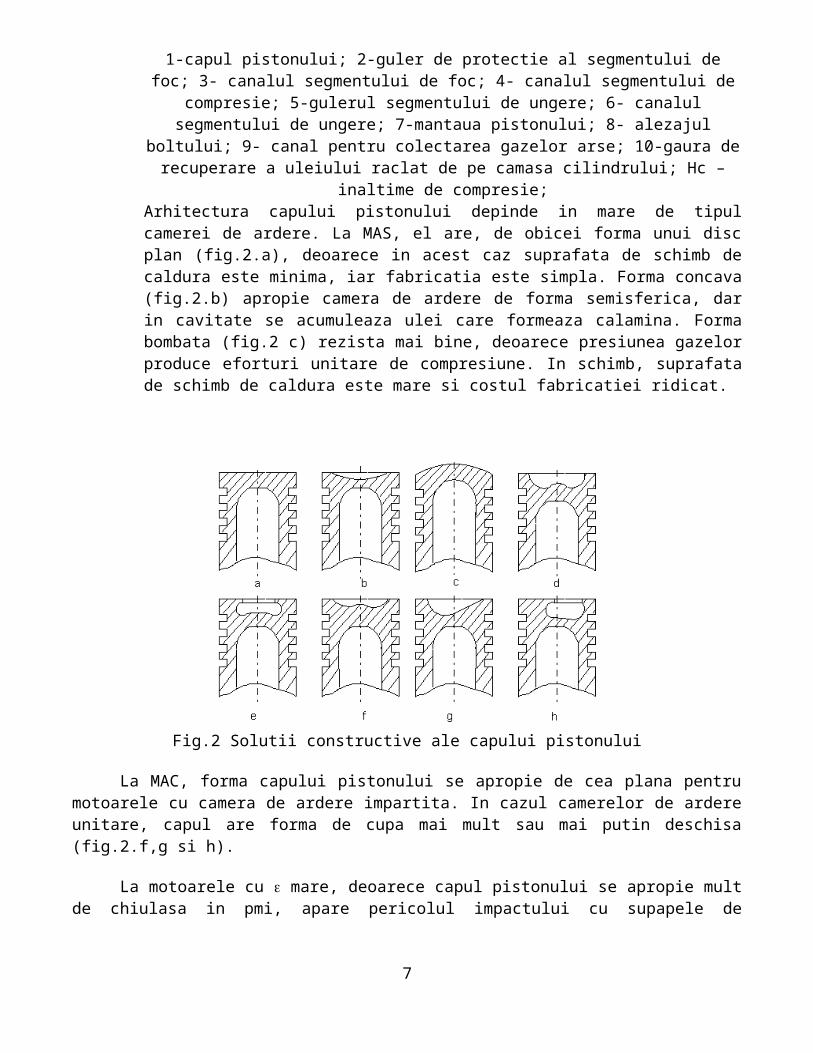
de compresie;Arhitectura capului pistonului depinde in mare de tipul camerei de ardere. La MAS, el are, de obicei forma unui disc plan (fig.2.a), deoarece in acest caz suprafata de schimb de caldura este minima, iar fabricatia este simpla. Forma concava (fig.2.b) apropie camera de ardere de forma semisferica, dar in cavitate se acumuleaza ulei care formeaza calamina. Forma bombata (fig.2 c) rezista mai bine, deoarece presiunea gazelor produce eforturi unitare de compresiune. In schimb, suprafata de schimb de caldura este mare si costul fabricatiei ridicat.
5
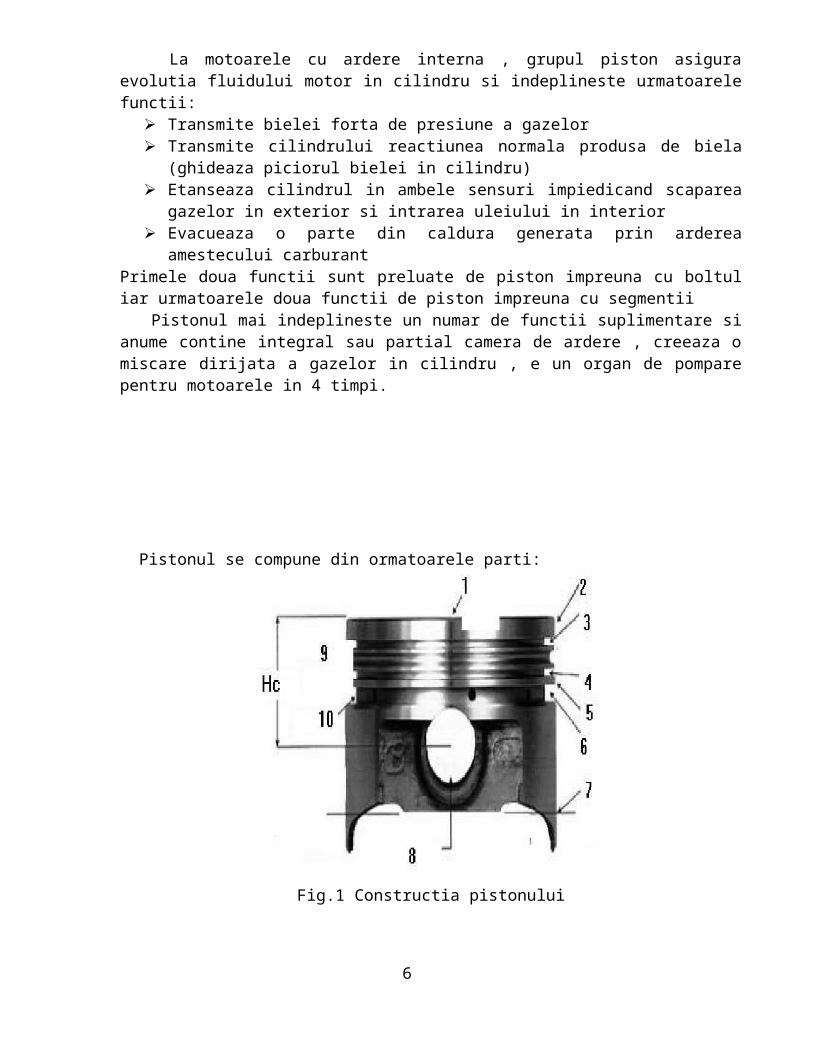
Fig.2 Solutii constructive ale capului pistonului
La MAC, forma capului pistonului se apropie de cea plana pentru motoarele cu camera de ardere impartita. In cazul camerelor de ardere unitare, capul are forma de cupa mai mult sau mai putin deschisa (fig.2.f,g si h).
La motoarele cu e mare, deoarece capul pistonului se apropie mult de chiulasa in pmi, apare pericolul impactului cu supapele de distributie. In acest caz, in capul pistonului se evazeaza locasuri in dreptul supapelor.
Pentru a mari rigiditatea capului pistonului, partea lui inferioara se nervureaza. La pistoanele pentru MAC, se urmareste in primul rand descarcarea termica a primului segment care are o tendinta mai activa de coxare decat in cazul MAS-urilor. In acest scop, pentru a impiedica orientarea fluxului de caldura numai catre primul segment, se racordeaza larg capul pistonului cu RPS . O alta metoda consta in amplasarea canalului primului segment cat mai jos fata de capul pistonului, de obicei sub marginea lui inferioara .
Deoarece materialul din dreptul primului segment isi pierde mai usor duritatea si suporta atacul agentilor corozivi, o solutie eficienta de protejare o constituie utilizarea unor insertii de metal, de forma unui inel cu canelura sau a unui disc inelar din otel . Uneori, prin intermediul unui cilindru canelat la exterior, incorporat in RPS (fig.2.3.e) se protejeaza toate canalele de segmenti.
In anumite situatii, cand solicitarile termice ale capului pistonului sunt ridicate, insertia de metal se prevede si in capul pistonului, in dreptul jetului de flacara sau combustibil . Insertia de metal, in cazul pistoanelor din Al, se confectioneaza din fonta cenusie, fonta speciala sau austenitica, avand coeficientul de dilatare apropiat de cel al aluminiului.
6
Cerinte si conditii impuse pistonului – Regim de functionare
Deformarea pistonului sub actiunea fortelor
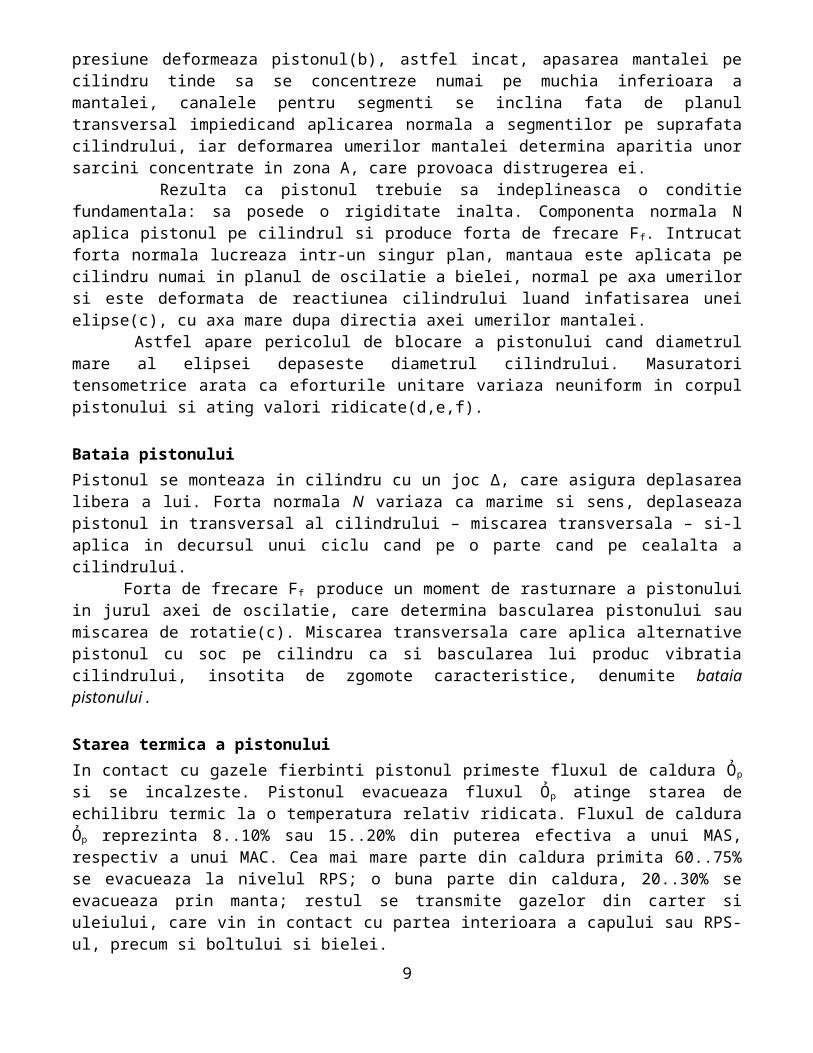
In timpul functionarii capul pistonului este supus actiunii fortei de presiune Fp, care se transmite prin umerii mantalei la bolt. Forta de presiune deformeaza pistonul(b), astfel incat, apasarea mantalei pe cilindru tinde sa se concentreze numai pe muchia inferioara a mantalei, canalele pentru segmenti se inclina fata de planul transversal impiedicand aplicarea normala a segmentilor pe suprafata cilindrului, iar deformarea umerilor mantalei determina aparitia unor sarcini concentrate in zona A, care provoaca distrugerea ei. Rezulta ca pistonul trebuie sa indeplineasca o conditie fundamentala: sa posede o rigiditate inalta. Componenta normala N aplica pistonul pe cilindrul si produce forta de frecare Ff. Intrucat forta normala lucreaza intr-un singur plan, mantaua este aplicata pe cilindru numai in planul de oscilatie a bielei, normal pe axa umerilor si este deformata de reactiunea cilindrului luand infatisarea unei elipse(c), cu axa mare dupa directia axei umerilor mantalei. Astfel apare pericolul de blocare a pistonului cand diametrul mare al elipsei depaseste diametrul cilindrului. Masuratori tensometrice arata ca eforturile unitare variaza neuniform in corpul pistonului si ating valori ridicate(d,e,f).
Bataia pistonuluiPistonul se monteaza in cilindru cu un joc ∆, care asigura deplasarea libera a lui. Forta normala N variaza ca marime si sens, deplaseaza pistonul in transversal al cilindrului – miscarea transversala – si-l aplica in decursul unui ciclu cand pe o parte cand pe cealalta a cilindrului. Forta de frecare Ff produce un moment de rasturnare a pistonului in jurul axei de oscilatie, care determina bascularea pistonului sau miscarea de rotatie(c). Miscarea transversala care aplica alternative pistonul cu soc pe cilindru ca si bascularea lui produc vibratia cilindrului, insotita de zgomote caracteristice, denumite bataia pistonului.
Starea termica a pistonuluiIn contact cu gazele fierbinti pistonul primeste fluxul de caldura Ỏp si se incalzeste. Pistonul evacueaza fluxul Ỏp atinge starea de echilibru termic la o temperatura relativ ridicata. Fluxul de caldura Ỏp
reprezinta 8..10% sau 15..20% din puterea efectiva a unui MAS, respectiv a unui MAC. Cea mai mare parte din caldura primita 60..75% se evacueaza la nivelul RPS; o buna parte din caldura, 20..30% se evacueaza prin manta; restul se transmite gazelor din carter si uleiului, care vin in contact cu partea interioara a capului sau RPS-ul, precum si boltului si bielei. Evacuarea de caldura din piston produce inevitabil un gradient de temperature in peretii acestuia. Variatia temperaturii in lungul pistonului este totdeauna aceeasi: descreste de la cap spre partea inferioara a mantalei.Echilibrul termic al pistonului, deci nivelul maxim de temperatura, depinde de regimul de functionare a motorului. Astfel, reducerea sarcinii si turatiei micsoreaza nivelul temperaturilor din piston, deoarece in primul caz se reduce doza de combustibil, iar in al doilea caz se reduce numarul de cicli in unitatea de timp.Diferenta functionala de temperatura(diferenta dintre temperatura in functionare si temperatura la montaj sau “la rece”) produce dilatarea pistonului cu implicatii foarte mari. Pistonul se dilata radial si longitudinal. Dilatarea longitudinala da pistonului forma tronconica. Dilatarea mai mare a capului si RPS-ului(construita pe baza masuratorilor experimentale, prin amplificarea deformatiilor de 100 ori), creeaza pericol de gripaj si compromite asezarea corecta a segmentilor fata de planul normal la axa cilindrului.
7
Pentru a preveni griparea sau blocarea pistonului in cilindru din cauza dilatarilor, chiar in regim nominal se prevede intre cele doua organe un joc diametral ∆', numit jocul la cald(d). La sarcini si turatii reduse, la mersul in gol, pistonul este “rece” si jocul diametral ∆, numit jocul la rece, se amplifica de cateva ori, iar pistonul functioneaza cu zgomot. La montaj, jocul diametral ∆ numit si jocul de montaj(e) este de cateva ori maim re decat ∆'.Diferenta locala de temperatura produce tensiuni termice si deformatii in piston, zona capului fiind cea mai periculoasa.
Ungerea, frecarea si uzarea pistonuluiUleiul ajunge pe oglinda cilindrului proiectat de manetoane. Vitezele mari de deplasare a pistonului, asigura un regim hidrodinamic de ungere, indeosebi pe portiunile medii ale cursei si la turatii mari. In jurul punctelor moarte cand viteza pistonului se reduce pana la anulare, se produce intreruperea filmului de ulei. Conditiile grele de ungere impun cuplului de frecare piston-cilindru sa posede proprietati antifrictiune superioare pentru a se preveni griparea si a se micsora coeficientul de frecare. Procesul de uzare a pistonului este determinat de tipurile principale de uzare si anume: uzarea adeziva, uzarea abraziva, uzarea de contact, uzarea prin oboseala. Daca jocurile de montaj sunt insuficiente, ungerea este nesatisfacatoare, deformarea pistonului este neuniforma, apar rizuri pe suprafata mantalei. Prin bataia pistonului se expulzeaza pelicula de ulei si apar puncte de contact direct. In cazul unui montaj incorect sau al supraincalzirii pistonului, uzarea de contact evolueaza pana la griparea pistonului. Aparitia intre manta si cilindru a unor particule dure(aschii de metal, praf, particule de calamine sau lac) deplasate indeosebi de curentul de ulei, produc uzura abraziva. Materialul pistonului din dreptul primului canal incalzindu-se puternic isi pierde rezistenta si duritatea, iar socurile repetate ale segmentului pe flancurile canalului produc tesirea sau ruperea lor. Deformarea flancurilor canalelor reduce intr-atat eficienta de etansare a segmentilor incat constituie principala cauza care scoate din functiune pistonul.
Evacuarea caldurii din pistonTemperatura ridicata a pistonului afecteaza nu numai siguranta in functionare si uzarea; se micsoreaza gradul de umplere, creste inclinarea la detonatie a motorului. Evacuarea caldurii din piston devine astfel un deziderat de prima importanta. Se observa de la inceput ca exista o anumita corelatie intre caldura evacuate prin RPS si cea evacuata prin manta. In solutia clasica de piston, RPS nu vine in contact cu cilindrul, dar caldura se evacueaza prin intermediul segmentilor. Mantaua care ghideaza pistonul in cilindru trebuie sa aiba dilatari mici pentru ca jocul la rece si zgomotul sa fie reduse. Ca urmare este de dorit sa se micsoreze fluxul termic prin manta, ceea ce presupune insa o crestere a fluxului termic la nivelul RPS. Acest deziderat conduce la o incalzire importanta a RPS-ului, care intensifica fenomenul de coxare a segmentilor. Evacuarea de caldura din piston se realizeaza pe mai multe cai. Una dintre solutiile eficiente consta in utilizarea unor materiale cu conductibilitate ridicata, care usureaza deplasarea fluxului termic. Daca se mareste coeficientul de conductibilitate λ, atunci factorul de solicitare termica a materialului Fst va fi sporit, ceea ce permite o incarcare termica mai inalta a capului pistonului. Odata cu cresterea incarcarii termice a pistonului s-a impus racirea fortata a capului care urmareste:
1) sa reduca temperatura maxima pentru a spori valoarea factorului Fst in functionare;2) sa reduca temperature primului canal pentru a preveni blocarea segmentului;3) sa reduca diferentele de temperature pentru a micsora tensiunile termice si deformatiile.
8
Masa pistonuluiTendinta generala de reducere a masei organelor de masini, in scopul economiei de metal este accentuata in cazul pistoanelor de un deziderat suplimentar: reducerea fortelor de inertie in vederea sporirii turatiei – cale eficienta de marire a puterii motorului. Se poate proiecta un piston cu masa redusa daca:
1) se micsoreaza grosimea peretilor – apare in discutie rigiditatea si rezistenta mecanica;2) se reduce inaltimea RPS – procedeu limitat de numarul si inaltimea segmentilor;3) se scurteaza mantaua – procedeu limitat de valoarea maxima a presiunilor specifice;4) se utilizeaza aliaje cu densitate redusa – procedeu limitat de rezistenta mecanica mai mica a
acestor materiale.
Experimental s-a constatat ca masa pistonului creste cu puterea a treia a alezajului , ceea ce a permis sa se defineasca densitatea(greutatea specifica) aparenta a pistonului fara segmenti si bolt, de forma:
ρp= mp/D3 [kg/dm3]
γp = Gp/D3 [kgf/dm3]
Faptul ca la acelasi alezaj, masa pistonului se distribuie pe o plaja de valori ∆m p, arata ca un piston se poate realize in variante constructive diferite.
Arhitectura pistonului
Arhitectura capului pistonului.Capul pistonului depinde in mare masura de tipul camerei de ardere. La MAS are de obicei forma unui disc plan, deoarece in acest caz suprafata de schimb de caldura este minima, iar fabricatia este simpla. Forma concave apropie camera de ardere de forma semisferica dar in concavitate se acumuleaza ulei care formeaza calamina. Forma bombata rezista mai bine, deoarece presiunea gazelor produce eforturi unitare de compresiune, dar are in schimb o suprafata mai mare de schimb de caldura, iar costul fabricatiei creste. Pentru a mari rigiditatea capului pistonului partea lui inferioara se nervureaza; in present se utilizeaza nervure numai in planul de oscilatie a bielei, care fac legatura cu umarul mantalei. Racirea fortata a capului pistonului impune solutii constructive adecvate. In general, la MAS solutiile respective nu sunt utilizabile deoarece complica constructia pistonului, il fac mai inalt s deci cu masa mai mare(de exemplu, distanta de la cap la primul canal este de numai 4..7mm). Uneori, la pistoanele motoarelor de putere raportata mare se utilizeaza insertia de metal pentru primul segment. Lipsa unor solutii speciale la MAS este justificata de solicitarea mai redusa a capului pistonului. Apoi, masa redusa a pistonului si simplitatea constructive fiind deziderate principale, capul se executa zvelt, cu linie simpla.Arhitectura mantalei.Presiunea pe suprafata mantalei se distribuie neuniform pe un sector de 80..100º intrucat forta normala lucreaza intr-un singur plan. In dreptul boltului mantaua se evazeaza (b) deoarece suprafata lateral ape sectorul Θ nu preia practice forta portanta. Se reduc astfel frecarea, pericolul de gripaj si masa pistonului. Evazarea trebuie acceptata si pentru ca permite dilatarea umerilor mantalei pe directia axei
9
lor. S-a demonstrate ca in timpul functionarii mantaua ia forma eliptica. Aceasta deformare se evita confectionand initial pistonul sub forma eliptica cu ovalitatea maxima ∆0.
Tab1Influenta ovalitatii pistonului asupra scaparilor de gaze
Ovalitatea ∆0 [mm] 0.12 0.18 0.20 0.23 0.25 0.30 0.35Gaze scapate [l/min] 1.63 1.65 1.70 2.04 2.77 5.63 12.70
Mantaua de forma eliptica influenteaza eficienta de etansare la gaze. Pentru MAS apar exigente sporite in ceea ce priveste bataia; ele pot fi satisfacute mai usor deoarece pistonul este mai putin solicitat. O solutie curenta consta in separarea mantalei de capul piston practicand o taietura intr-un plan normal pe axa pistonului, sub canalul segmentului de ungere. Prin acest procedeu fluxul de caldura este impiedicat sa se deplaseze spre manta si temperature acesteia scade cu 30-50%, de aceea solutia se numeste piston cu manta rece. Dezavantajele constau in faptul ca RPS-ul are un nivel ridicat de temperature, iar pistonul, in ansamblu, o rigiditate insuficienta.O alta solutie eficienta este mantaua elastica. In acest scop se taie mantaua in lungul ei si se confectioneaza peretii mantalei cu o grosime redusa(≈2mm). La rece, mantaua se monteaza cu joc mic iar la cald, taietura preia dilatarile. Aceasta solutie a permis realizarea unor jocuri de montaj de 0.08…0.10mm. In timpul functionarii, dilatarile repetate ale mantalei duc la deformari permanente, iar mantaua isi pierde elasticitatea si nu mai preia forta normala. Dezavantajul se inlatura practicand o taietura oblica incomplete – prevazuta la capat cu un orificiu care inlatura concentrarea tensiunilor – pentru a preveni rizarea locala a cilindrului. Solutia se combina, de obicei cu precedenta si se obtine o taietura in forma de T sau II. Acest procedeu permite realizarea unor jocuri de montaj de 0.024…0.036mm. De asemenea se utilizeaza pe o scara larga pistoanele cu placute de metal.Placutele se pot confectiona si din invar(otel cu un continut de 36% Ni si 64% Fe si coef de dilatare liniara de 30 de ori mai mic decat al aluminiului) si se incorporeaza in piston in dreptul umerilor mantalei. Placutele de otel au in plus rolul de a mari rigiditatea mantalei si umerilor acesteia; de aceea, asemenea pistoane, denumite autotermice se pot utiliza si pe motoarele solicitate intens(unele MAS-uri de autobuze si camioane). Artificiile constructive folosite la pistoanele MAS-ului nu se utilizeaza la pistoanele pentru MAC deoarece au o rigiditate insuficienta si conduc la o incalzire intensa a RPS.De asemenea, la MAC nu se utilizeaza mantaua taiata, nici longitudinal, nici transversal. Se utilizeaza insa solutia de manta eliptica.Umerii mantalei. Pentru a se obtine o rigiditate corespunzatoare a pistonului, umerii mantalei se aseaza la o distanta minima de cap. Din aceasta cauza centrul de oscilatie se situeaza deasupra mijlocului mantalei.Pozitia axei de oscilatie are in acest caz o importanta deosebita pentru functionarea linistita a pistonului. Forta de frecare produce un moment de basculare in apropiere de PMS. Momentul total de rasturnare este pozitiv cand pistonul urca si negativ cand pistonul coboara.Pentru a se atenua efectul de basculare in acest caz, la motoarele moderne se dezaxeaza umerii mantalei in sensul fortei normale, dezvoltate in cursa de destindere, iar momentul de rasturnare nu isi schimba semnul in jurul PMS, dar are valori mai mari. Daca dezaxarea se alege rational se obtine o distributie mai uniforma a solicitarilor laterale, reducerea bataii si marirea durabilitatii pistonului. Locasurile boltului trebuie sa aiba o rigiditate mare, altfel se produce deformarea lor, a capului si a canalelor pentru segmenti. Cand conditiile de lucru ale boltului sunt mai grele, pentru a micsora uzura, se introduce in locas o bucsa de bronz sau OL, se mareste diametrul boltului si se acorda atentie ungerii locasului.
10
Materiale pentru pistoane
Materialul utilizat la fabricatia pistonului trebuie sa indeplineasca mai multe cerinte; unele se refera la functionarea normala, altele la durabilitate si la fabricatie. Pistoanele pentru automobile se executa din aliaje de aluminiu sau fier, cu proprietati opuse. Pe baza proprietatilor densitate si coeficient de conductibilitate se poate realiza un piston din aliaj de Al cu pereti grosi care evacueaza mai usor caldura si reduce temperatura maxima a capului si a primului canal de segment. In schimb daca se opteaza pentru confectionarea pistonului din fonta sau din otel ,peretii pistonului vor fi mai subtiri ,datorita calitatilor mecanice superioare ale acestor materiale insa caldura va fi evacuata mai greu ceea ce poate creea probleme pentru motoarele cu o performanta mai mare.
Tab.2Influenta materialului asupra temperaturii pistonului
Materialul Temperatura[ºC] Centrul capului Primul canal de segment
Fonta sau otelAliaj de Al
425 300 250 220
In constructia de pistoane se utilizeaza doua grupe principale de aliaje de aluminiu: aliaje pe baza de siliciu, numite silumin aliaje pe baza de cupru, numite duraluminiu
Aliajul silumin este de trei feluri:1. hipoeutectic(cu Si mai putin de 11.7%); 2. eutectic(cu Si intre 11.7…13.5%); 3. hipereutectic(cu Si intre 13.5…25%).
Cresterea continutului de Si pana la 12% imbunatateste caracteristicile mecanice si proprietatile anticorrosive ale aliajului. Se utilizeaza pentru pistoane rigide, cu o incarcare termica mare, in ultimii ani indeosebi la motoarele supraalimentate. Aliajele hipereutectice mai contin cantitati reduse de Cu(1%), Ni(1%), magneziu, mangan, fier, care sporesc rezistenta la rupere, duritatea, rezistenta la coroziune si refractaritatea aliajului.Cuprul este principalul element de durificare a aliajului si mareste totodata conductibilitatea lui. Aliajele de piston se comporta diferit la uzura. Absenta uleiului dintre piston si cilindru in perioadele grele de functionare a motorului(la rodaj, la pornirea motorului rece) intensifica uzarea pistonului. O sporire a durabilitatii se obtine prin acoperirea pistonului, indeosebi a mantalei, cu straturi protectoare, care au calitatea de a mari aderenta uleiului la metal, de a imbunatati calitatile de antifrictiune ale suprafetei, de a fi rezistente la atacuri chimice.Cositorirea si plumbuirea pistonului. Se acopera pistonul cu un strat de staniu(5…30μm) care micsoreaza perioada de rodaj datorita plasticitatii lui si previne aparitia de rizuri la pornirea motorului rece, datorita calitatilor bune de alunecare.
11

Grafitarea pistoanelor. Se acopera pistonul cu un strat bogat in grafit care previne griparea pistonului, deoarece stratul protector retine uleiul. El retine de asemenea impuritatile dure din ulei si netezeste neregularitatile de prelucrare.
Eloxarea pistonului. Se acopera pistonul cu un strat de oxizi de aluminiu(oxidare electrolitica), de 10…30μm; stratul dur si poros retine uleiul si mareste rezistenta la uzura. Pentru pistonul motorului 2.0 TD4 Rover am ales confectionarea dintr-un aliaj silumin hipereutectic cu Si 22% si o densitate de 2,6 kg/dm3 cu marca 18CuMgNi. Acest aliaj are un coeficient de dilatare la 20...30ºC α=17,5*10 -6 [1/K] si un coeficient al conductibilitatii la 25ºC λ=486 [kJ/m*h*K].
Tipuri constructive
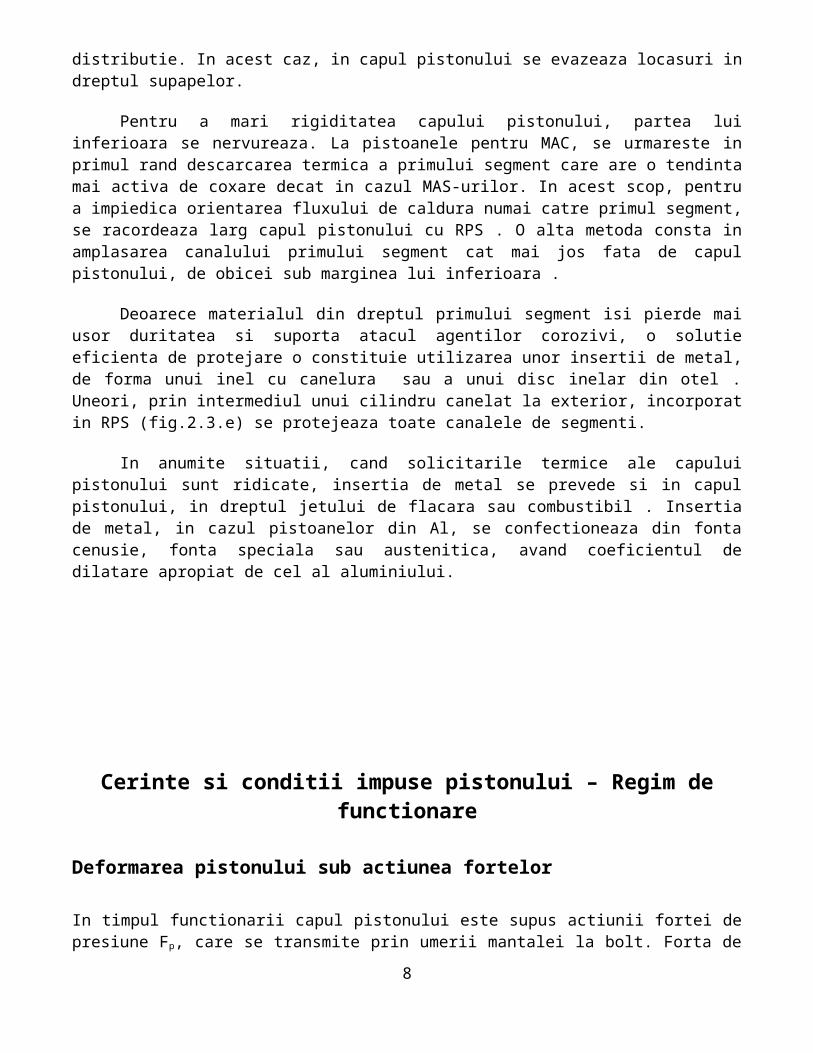
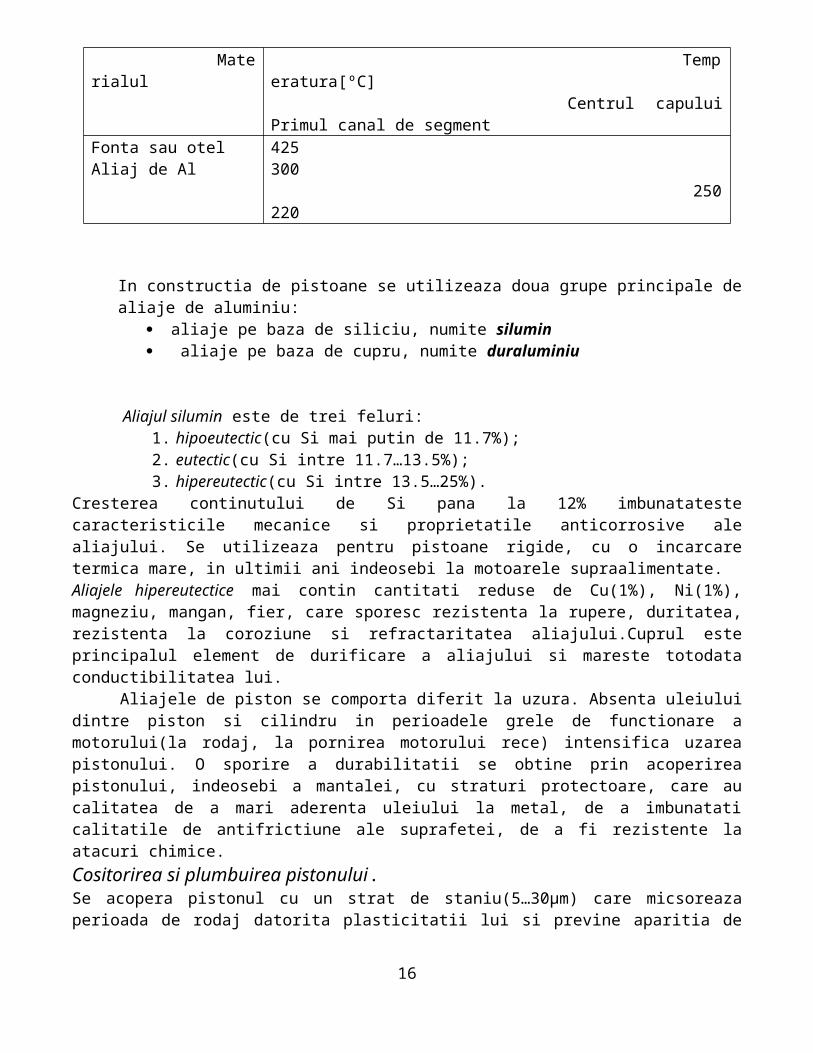
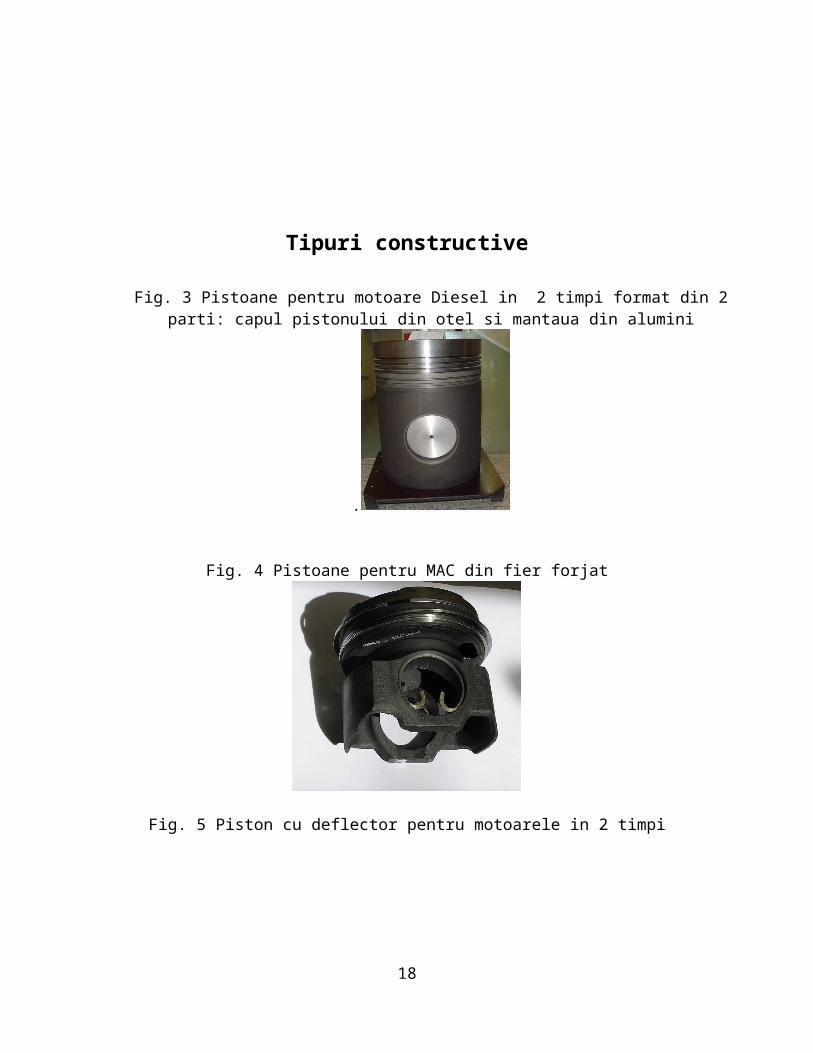
Fig. 3 Pistoane pentru motoare Diesel in 2 timpi format din 2 parti: capul pistonului din otel si mantaua din alumini
12

.
Fig. 4 Pistoane pentru MAC din fier forjat
Fig. 5 Piston cu deflector pentru motoarele in 2 timpi
Pentru proiectarea pistonului de motor 2.0 TD4 al autoturismului Land Rover Freelander am ales varianta constructiva de piston cu manta turnata. Aceasta este conforma tipului de motor ales, regimului de functionare al autoturismului, precum si duratei de viata asteptate.
Variante similare
13
Pentru realizarea proiectului este util sa se studieze principalele caracteristici ale unor modele similare observand tendinta lor de a avea caracteristici apropiate ca valori. Prin analiza principalelor caracteristici ale acestor modele se obtin informatii ce pot fi folosite la proiectarea pistonului de pe autovehiculul ales.Aceste informatii ne ofera o imagine de ansamblu pentru autovehiculul proiectat si niste limite in care acesta trebuie sa se incadreze.
Urmatoarele variante similare au fost alese deoarece fac parte din clasa B, clasa medie, iar la aceasta ora sunt concurenti directi in aceasta clasa.
Land Rover Freelander2.0 TD4
Ford Kuga2.0 TDCi
Hyundai Tucson
2.0 CRDI
Renault Koleos2.0 dci
Opel Antara
2.0 CDTi
Volkswagen Tiguan2.0 TDI
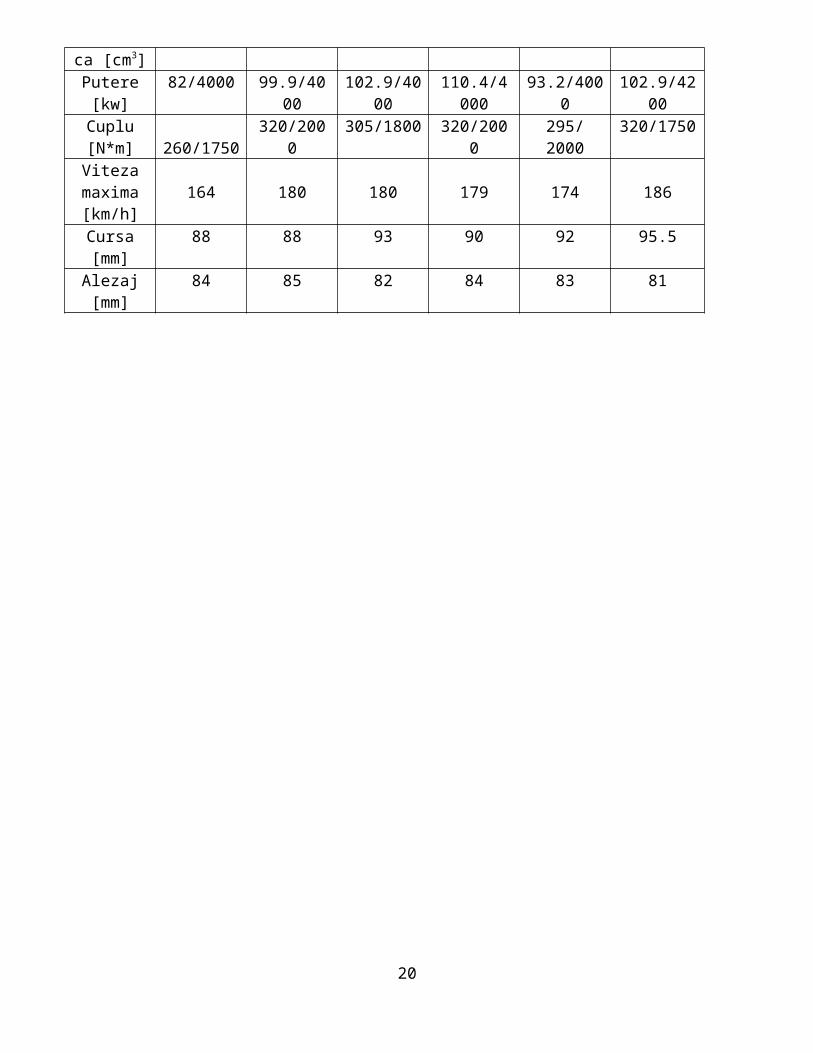
Capacitate cilidrica
[cm3]1951 1997 1991 1995 1991 1968
Putere[kw]
82/4000 99.9/4000 102.9/4000 110.4/4000 93.2/4000 102.9/4200
Cuplu[N*m]
260/1750 320/2000 305/1800 320/2000 295/ 2000 320/1750
Viteza maxima[km/h]
164 180 180 179 174 186
Cursa [mm]
88 88 93 90 92 95.5
Alezaj[mm]
84 85 82 84 83 81
14
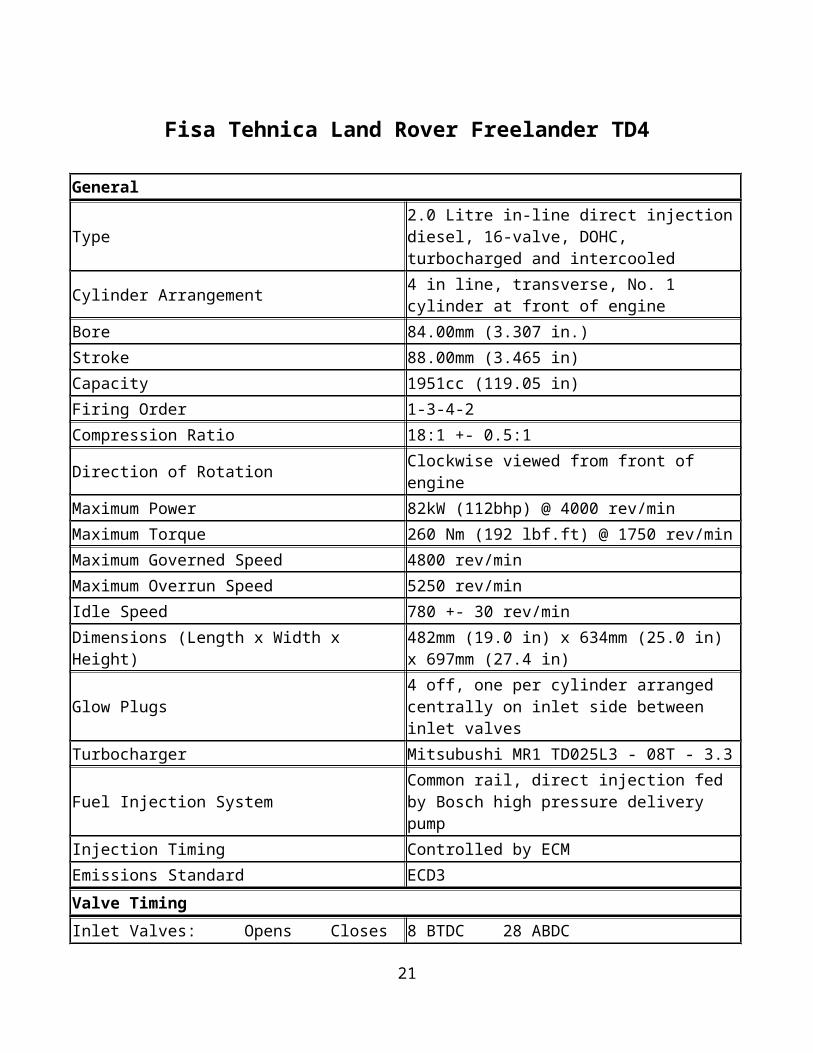
Fisa Tehnica Land Rover Freelander TD4
General
Type 2.0 Litre in-line direct injection diesel, 16-valve, DOHC, turbocharged and intercooled
Cylinder Arrangement 4 in line, transverse, No. 1 cylinder at front of engine
Bore 84.00mm (3.307 in.)Stroke 88.00mm (3.465 in)Capacity 1951cc (119.05 in)Firing Order 1-3-4-2Compression Ratio 18:1 +- 0.5:1Direction of Rotation Clockwise viewed from front of engineMaximum Power 82kW (112bhp) @ 4000 rev/minMaximum Torque 260 Nm (192 lbf.ft) @ 1750 rev/minMaximum Governed Speed 4800 rev/minMaximum Overrun Speed 5250 rev/minIdle Speed 780 +- 30 rev/min
Dimensions (Length x Width x Height) 482mm (19.0 in) x 634mm (25.0 in) x 697mm (27.4 in)
Glow Plugs 4 off, one per cylinder arranged centrally on inlet side between inlet valves
Turbocharger Mitsubushi MR1 TD025L3 - 08T - 3.3
Fuel Injection System Common rail, direct injection fed by Bosch high pressure delivery pump
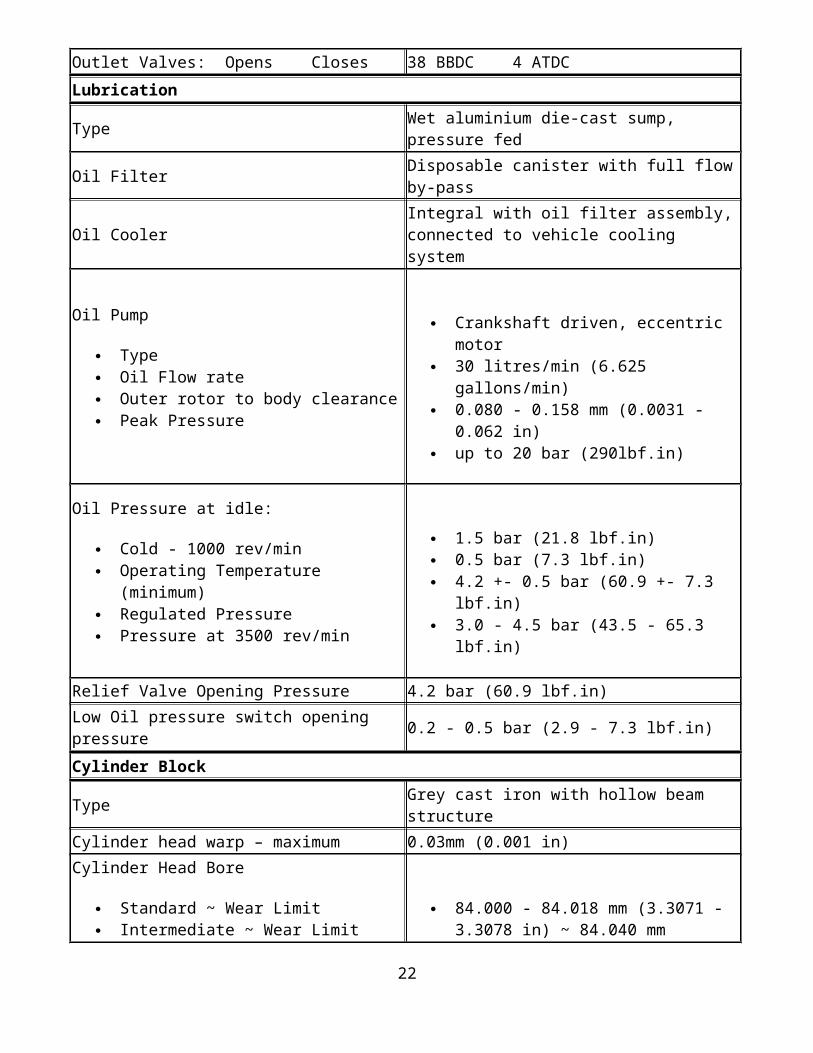
Injection Timing Controlled by ECMEmissions Standard ECD3Valve TimingInlet Valves: Opens Closes 8 BTDC 28 ABDCOutlet Valves: Opens Closes 38 BBDC 4 ATDCLubricationType Wet aluminium die-cast sump, pressure fedOil Filter Disposable canister with full flow by-pass
Oil Cooler Integral with oil filter assembly, connected to vehicle cooling system
Oil Pump
Type Oil Flow rate
Crankshaft driven, eccentric motor 30 litres/min (6.625 gallons/min)
15
Outer rotor to body clearance Peak Pressure
0.080 - 0.158 mm (0.0031 - 0.062 in) up to 20 bar (290lbf.in)
Oil Pressure at idle:
Cold - 1000 rev/min Operating Temperature (minimum) Regulated Pressure Pressure at 3500 rev/min
1.5 bar (21.8 lbf.in) 0.5 bar (7.3 lbf.in) 4.2 +- 0.5 bar (60.9 +- 7.3 lbf.in) 3.0 - 4.5 bar (43.5 - 65.3 lbf.in)
Relief Valve Opening Pressure 4.2 bar (60.9 lbf.in)Low Oil pressure switch opening pressure 0.2 - 0.5 bar (2.9 - 7.3 lbf.in)Cylinder BlockType Grey cast iron with hollow beam structureCylinder head warp – maximum 0.03mm (0.001 in)
Cylinder Head Bore
Standard ~ Wear Limit Intermediate ~ Wear Limit 1st Oversize (Grinding Dimension) ~ Wear
Limit
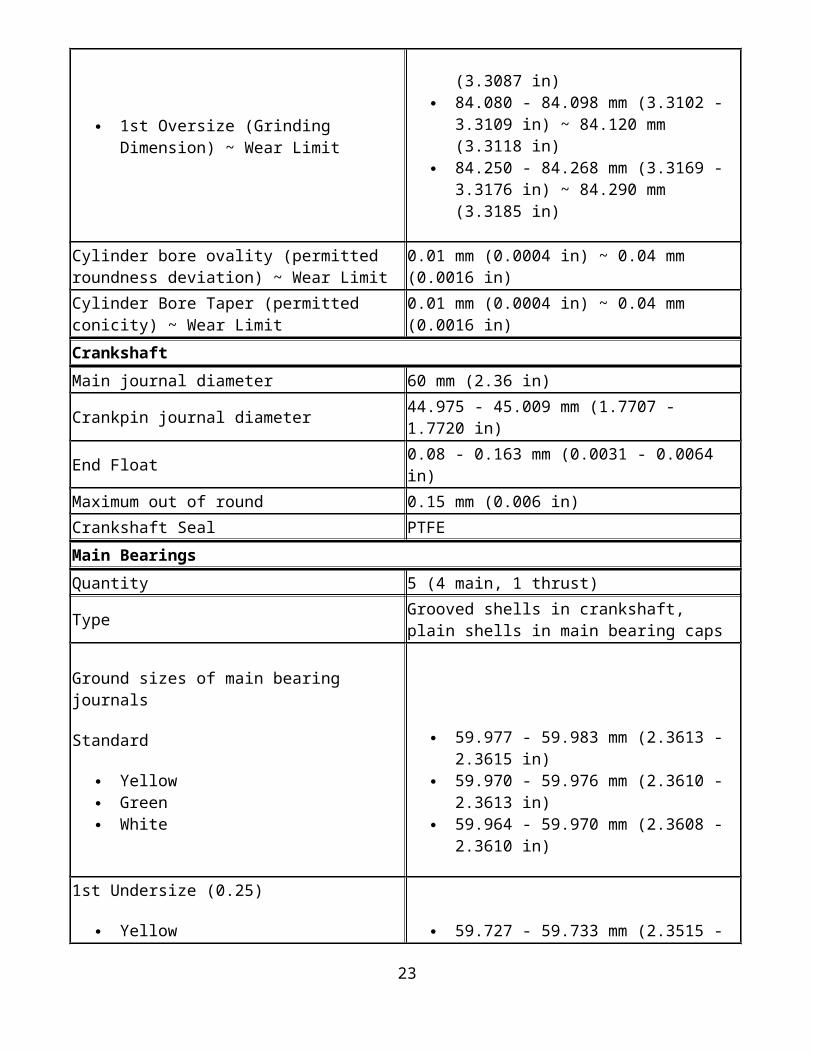
84.000 - 84.018 mm (3.3071 - 3.3078 in) ~ 84.040 mm (3.3087 in)
84.080 - 84.098 mm (3.3102 - 3.3109 in) ~ 84.120 mm (3.3118 in)
84.250 - 84.268 mm (3.3169 - 3.3176 in) ~ 84.290 mm (3.3185 in)
Cylinder bore ovality (permitted roundness deviation) ~ Wear Limit 0.01 mm (0.0004 in) ~ 0.04 mm (0.0016 in)
Cylinder Bore Taper (permitted conicity) ~ Wear Limit 0.01 mm (0.0004 in) ~ 0.04 mm (0.0016 in)
CrankshaftMain journal diameter 60 mm (2.36 in)Crankpin journal diameter 44.975 - 45.009 mm (1.7707 - 1.7720 in)End Float 0.08 - 0.163 mm (0.0031 - 0.0064 in)Maximum out of round 0.15 mm (0.006 in)Crankshaft Seal PTFEMain BearingsQuantity 5 (4 main, 1 thrust)
Type Grooved shells in crankshaft, plain shells in main bearing caps
Ground sizes of main bearing journals
Standard
Yellow Green
59.977 - 59.983 mm (2.3613 - 2.3615 in) 59.970 - 59.976 mm (2.3610 - 2.3613 in)
16

White 59.964 - 59.970 mm (2.3608 - 2.3610 in)
1st Undersize (0.25)
Yellow Green White
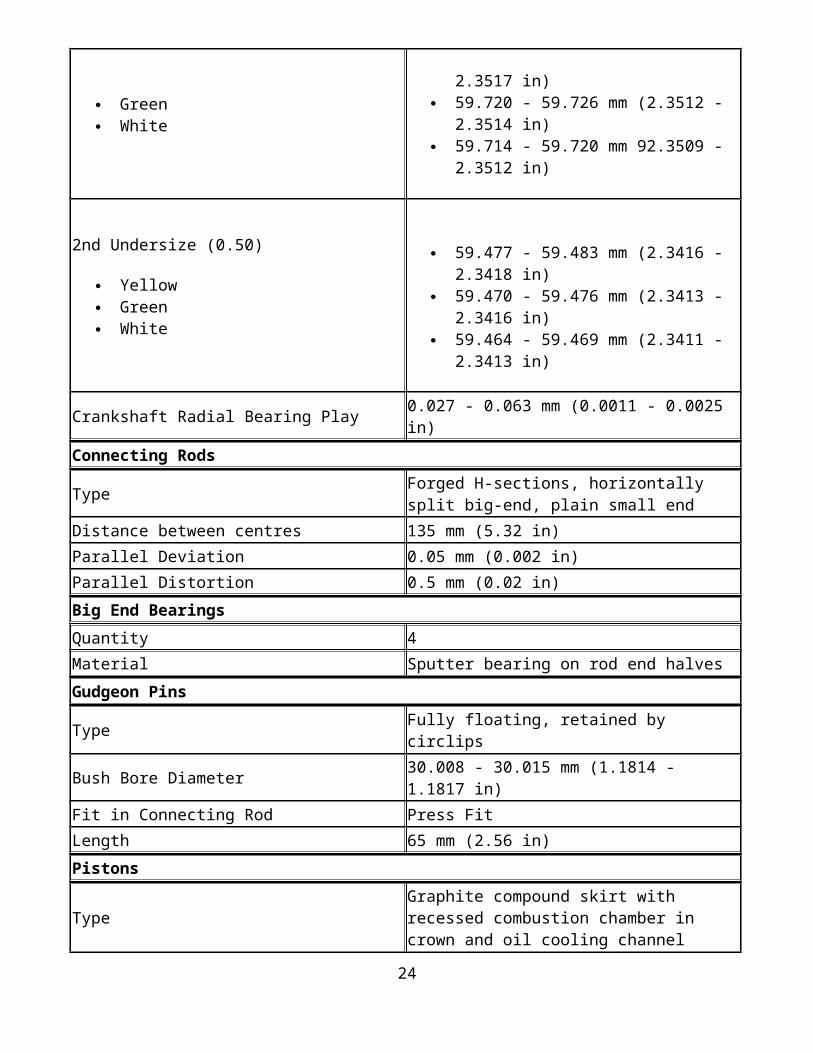
59.727 - 59.733 mm (2.3515 - 2.3517 in) 59.720 - 59.726 mm (2.3512 - 2.3514 in) 59.714 - 59.720 mm 92.3509 - 2.3512 in)
2nd Undersize (0.50)
Yellow Green White
59.477 - 59.483 mm (2.3416 - 2.3418 in) 59.470 - 59.476 mm (2.3413 - 2.3416 in) 59.464 - 59.469 mm (2.3411 - 2.3413 in)
Crankshaft Radial Bearing Play 0.027 - 0.063 mm (0.0011 - 0.0025 in)Connecting Rods
Type Forged H-sections, horizontally split big-end, plain small end
Distance between centres 135 mm (5.32 in)Parallel Deviation 0.05 mm (0.002 in)Parallel Distortion 0.5 mm (0.02 in)Big End BearingsQuantity 4Material Sputter bearing on rod end halvesGudgeon PinsType Fully floating, retained by circlipsBush Bore Diameter 30.008 - 30.015 mm (1.1814 - 1.1817 in)Fit in Connecting Rod Press FitLength 65 mm (2.56 in)Pistons
Type Graphite compound skirt with recessed combustion chamber in crown and oil cooling channel
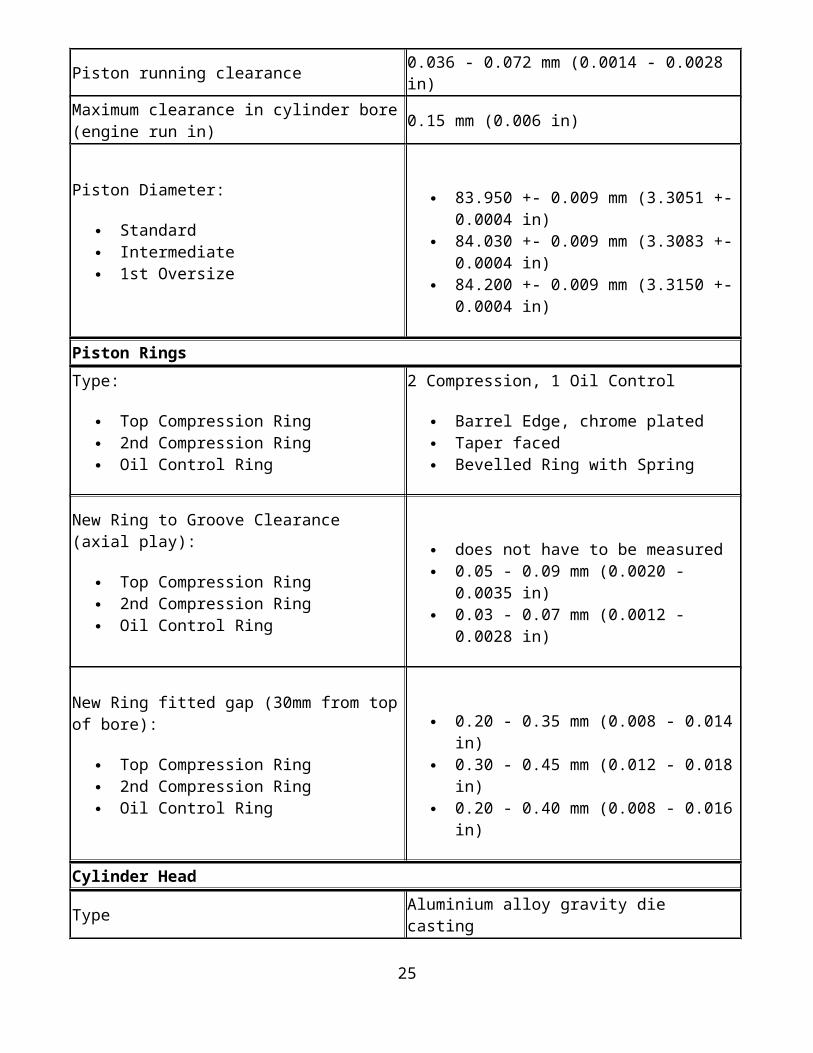
Piston running clearance 0.036 - 0.072 mm (0.0014 - 0.0028 in)Maximum clearance in cylinder bore (engine run in) 0.15 mm (0.006 in)
Piston Diameter:
Standard Intermediate 1st Oversize
83.950 +- 0.009 mm (3.3051 +- 0.0004 in) 84.030 +- 0.009 mm (3.3083 +- 0.0004 in) 84.200 +- 0.009 mm (3.3150 +- 0.0004 in)
Piston RingsType: 2 Compression, 1 Oil Control
17
Top Compression Ring 2nd Compression Ring Oil Control Ring
Barrel Edge, chrome plated Taper faced Bevelled Ring with Spring
New Ring to Groove Clearance (axial play):
Top Compression Ring 2nd Compression Ring Oil Control Ring
does not have to be measured 0.05 - 0.09 mm (0.0020 - 0.0035 in) 0.03 - 0.07 mm (0.0012 - 0.0028 in)
New Ring fitted gap (30mm from top of bore):
Top Compression Ring 2nd Compression Ring Oil Control Ring
0.20 - 0.35 mm (0.008 - 0.014 in) 0.30 - 0.45 mm (0.012 - 0.018 in) 0.20 - 0.40 mm (0.008 - 0.016 in)
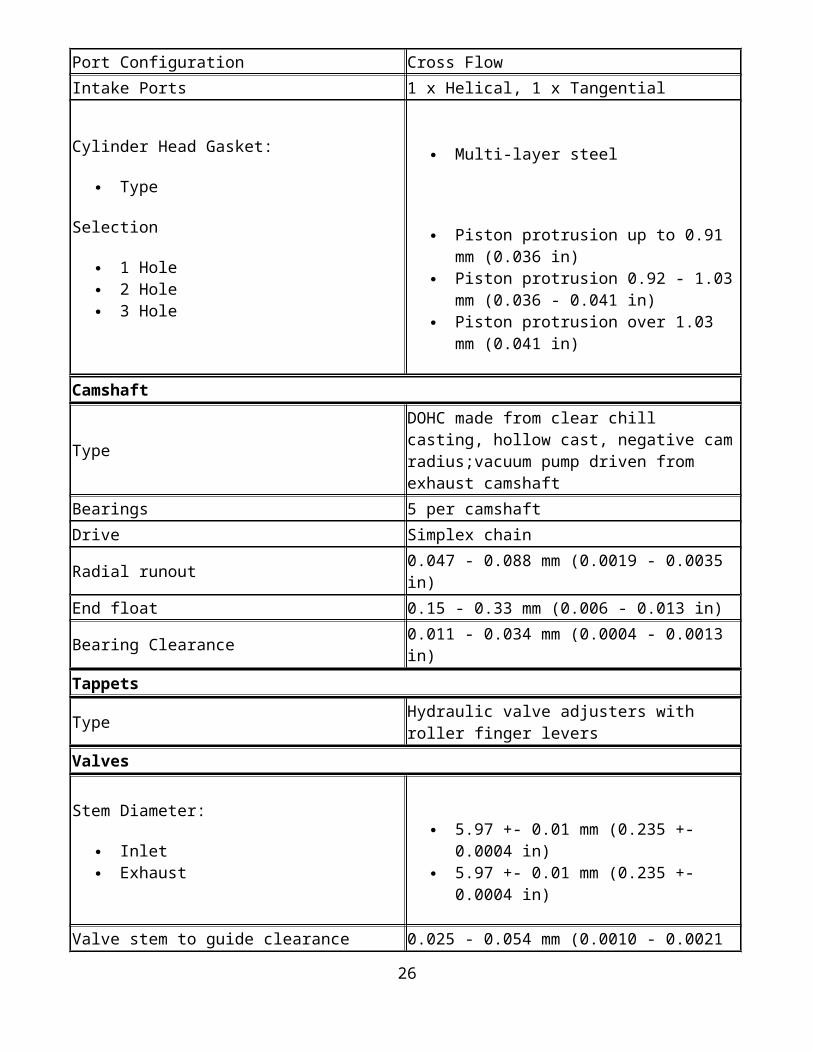
Cylinder HeadType Aluminium alloy gravity die castingPort Configuration Cross FlowIntake Ports 1 x Helical, 1 x Tangential
Cylinder Head Gasket:
Type
Selection
1 Hole 2 Hole 3 Hole
Multi-layer steel
Piston protrusion up to 0.91 mm (0.036 in) Piston protrusion 0.92 - 1.03 mm (0.036 -
0.041 in) Piston protrusion over 1.03 mm (0.041 in)
Camshaft
TypeDOHC made from clear chill casting, hollow cast, negative cam radius;vacuum pump driven from exhaust camshaft
Bearings 5 per camshaftDrive Simplex chainRadial runout 0.047 - 0.088 mm (0.0019 - 0.0035 in)End float 0.15 - 0.33 mm (0.006 - 0.013 in)Bearing Clearance 0.011 - 0.034 mm (0.0004 - 0.0013 in)TappetsType Hydraulic valve adjusters with roller finger leversValves
18

Stem Diameter:
Inlet Exhaust
5.97 +- 0.01 mm (0.235 +- 0.0004 in) 5.97 +- 0.01 mm (0.235 +- 0.0004 in)
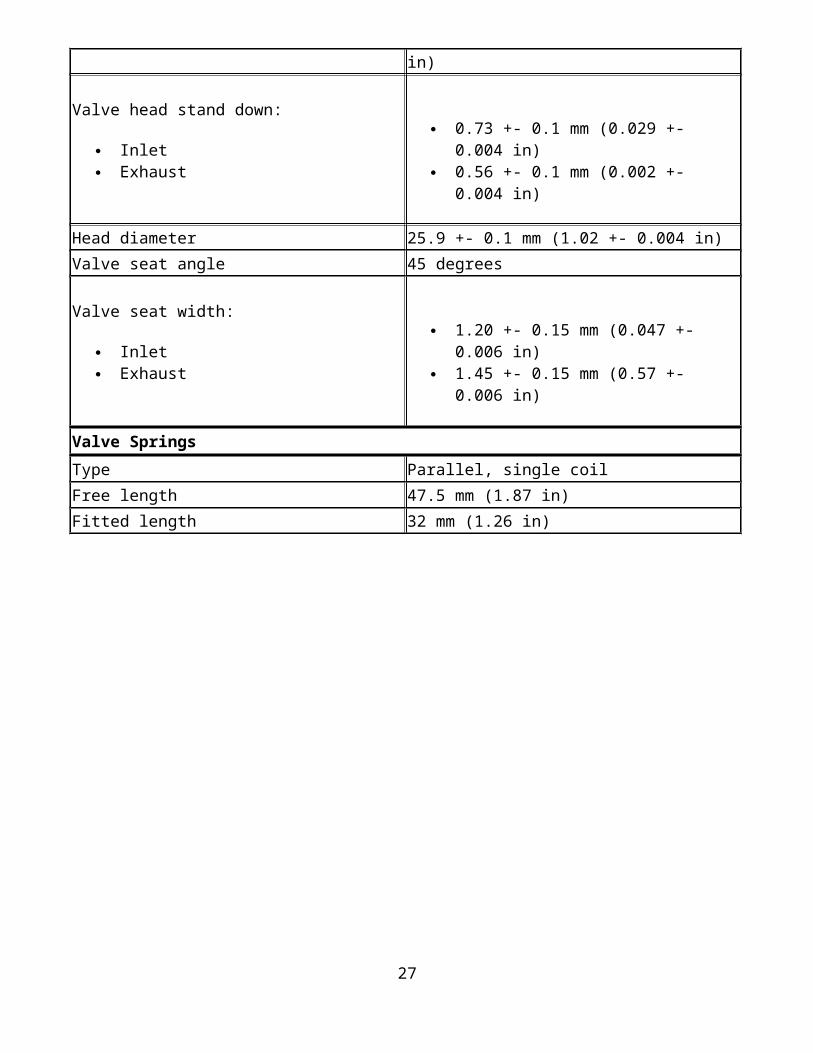
Valve stem to guide clearance 0.025 - 0.054 mm (0.0010 - 0.0021 in)Valve head stand down:
Inlet Exhaust
0.73 +- 0.1 mm (0.029 +- 0.004 in) 0.56 +- 0.1 mm (0.002 +- 0.004 in)
Head diameter 25.9 +- 0.1 mm (1.02 +- 0.004 in)Valve seat angle 45 degreesValve seat width:
Inlet Exhaust
1.20 +- 0.15 mm (0.047 +- 0.006 in) 1.45 +- 0.15 mm (0.57 +- 0.006 in)
Valve SpringsType Parallel, single coilFree length 47.5 mm (1.87 in)Fitted length 32 mm (1.26 in)
19
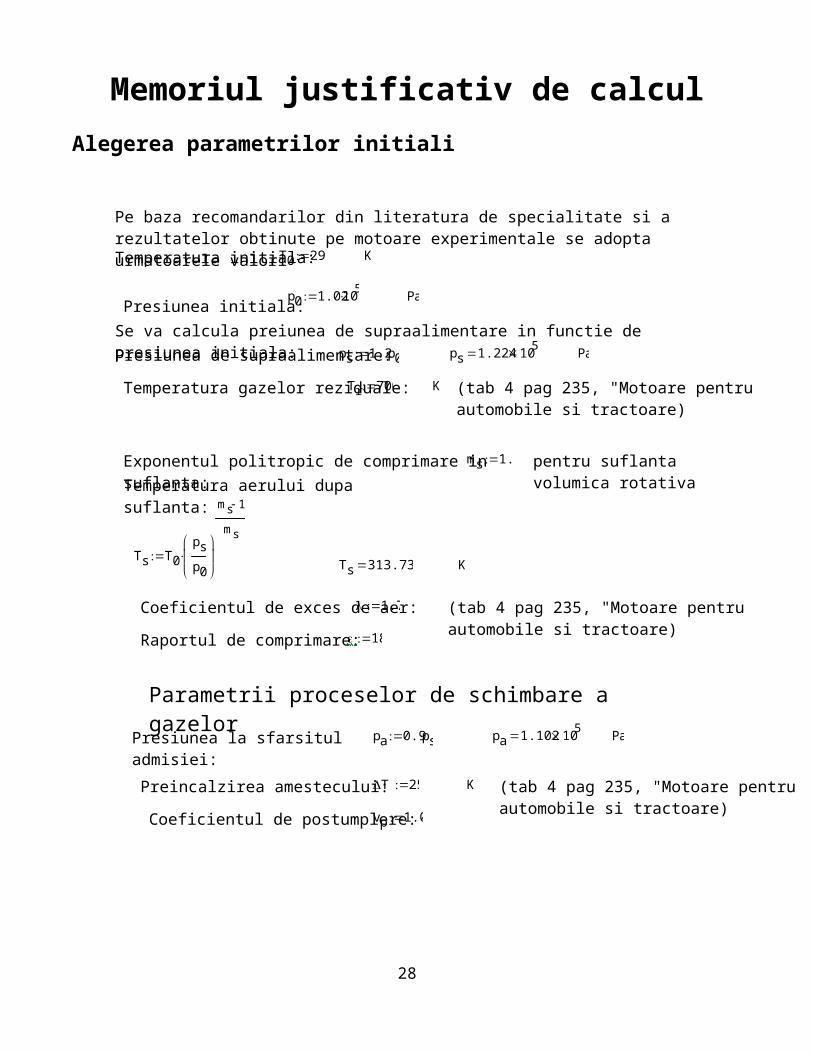
Memoriul justificativ de calculAlegerea parametrilor initiali
20
Pe baza recomandarilor din literatura de specialitate si a rezultatelor obtinute pe motoare experimentale se adopta urmatoarele valoriTemperatura initiala: T0 293 K
p0 1.02105 PaPresiunea initiala:Se va calcula preiunea de supraalimentare in functie de presiunea initiala:Presiunea de supraalimentare: ps 1.2 p0 ps 1.224 105 Pa
Temperatura gazelor reziduale: Tr 700 K (tab 4 pag 235, "Motoare pentru automobile si tractoare)
Exponentul politropic de comprimare in suflanta: ms 1.6 pentru suflanta volumica rotativaTemperatura aerului dupa suflanta:
Ts T0psp0
ms 1
ms
Ts 313.733 K
Coeficientul de exces de aer: 1.75 (tab 4 pag 235, "Motoare pentru automobile si tractoare)
Raportul de comprimare: e 18
Parametrii proceselor de schimbare a gazelor
Presiunea la sfarsitul admisiei: pa 0.9 ps pa 1.102 105 Pa
Preincalzirea amestecului: T 25 K (tab 4 pag 235, "Motoare pentru automobile si tractoare)
Coeficientul de postumplere: vp 1.05
Parametrii procesului de comprimare
21
Se determina presiunea gazelor reziduale in functie de presiunea de supraalimentare si are urmatoarea valoare pentru MAC supraalimentate:
Presiunea gazelor reziduale: pr 0.98ps pr 1.2 105 Pa
Calculul coeficientului gazelor reziduale se realizeaza astfel:
rTs T
Tr
pr 105
e pa vp pr 105 r 0.03
Temperatura la sfarsitul admisiei este data de relatia:
TaTs T r Tr
1 r Ta 349.114
Calculul coeficientului de umplere:
vpr 105 Ts
ps 105 Ta
ee 1
vp1 r v 0.951
Parametrii procesului de ardere
22
Exponentul mediu politropic al comprimarii determinat pe baza exponentului adiabatic de comprimare:
(tab 4 pag 235, "Motoare pentru automobile si tractoare)
n1 1.35 astfel:
mc n1 0.04 mc 1.31
Presiunea la sf comprimarii
pc pa emc pc 4.858 106
Pa
Temperatura la sf comprimarii:
Tc Ta emc 1
Tc 855.267 K
Cantitatea de aer teoretica arderii sau cantitatea minima de aer necesara arderii complete se determina tinand seama de proportia volumica de oxigenin aer (21%)
Compozitia motorinei conform tab 7 c 0.875 h 0.133 o 0.010
Lmin1
0.21c12
h4
o32
Lmin 0.504 kmolkg
Cantitatea de aer necesara arderii combustilului:
L Lmin L 0.882kmolkg
Coeficientul de variatie molara a incarcaturii proaspete:
o
Lh4
c12
L o 1.12
Coeficientul real de variatie a incarcaturii proaspete:
fo r
1 r f 1.117
Caldura specifica molara medie a amestecului initial:Kj
Kmol KCv1 20 17.410 3 Tc Cv1 34.882
Coeficientul de utilizare a caldurii: 0.78
Coeficientul de crestere a presiunii: 1.6
Puterea calorica inf a motorinei: Qi 41868Kjkg
Constanta universala a gazelor: Rm 8.314
Temperatura la sf arderii:
Tz
Qi
Lmin 1 r
Cv1 Rm Tc
27.36 36.5410 4 Tz Rm
f
Tz 1.992 103 K
Parametrii procesului de destindere
Parametrii principali ai motorului
23
Caldura specifica molara media a gazelor de ardere λ>1
Cv2 27.36 36.5410 4 Tz Cv2 34.638Kj
Kmol K
Presiunea la sfarsitul arderii: pz pc
pz 7.772 106
Gradul de destindere:Gradul de destindere prealabila
o Tz
Tc 1.631
e
11.038
Presiunea la sfarsitul destinderii:
pbpz
md
pb 3.957 105 Pa
Temperatura la sf destinderii:
TbTz
md 1
Tb 1.119 103 K
Exponentul mediu politropic de destindere se alege: md 1.24 pentru MAC supraalimentate
Coeficientul de rotunjire a diagramei: r 0.98 (tab 4 pag 235)
Randamentul mecanic: m 0.82 (tab 9 pag 238)
Dimensiunile principale ale
motorului
24
Presiunea medie a ciclului teoretic:
pi1pc
e 1 1( )
md 1
11
md 1
1
md 11
1
emc 1
pi1 9.445 105 Pa
Calculul litrajului Vt:
Este cunoscuta valoarea cursei pistonului respectiv a alezajului din fisa tehnica a motorului:
Cursa pistonului: S 88 mm
Alezajul: D 84 mm
Nr de cilindrii: i 4
Raportul cursa alezaj: SD
1.048
Vt3.1415D3
4 i 10 6
Vt 1.951 dm3
Cilindreea unitara:
Vs3.1415D2
4S 10 6 Vs 0.488 dm3
Volumul camerei de ardere:
VcVs
e 1 Vc 0.029 dm3
Volumul total al unui singur cilindru:
Va Vc Vs Va 0.516 dm3
Volumul ocupat de gaze la sf arderii:
Vz Vc Vz 0.047 dm3
Calculul
randamentului termic
25
Turatia de putere a motorului: np 4000
rotmin
Ciclul teoretic al motorului supraalimentat se compune din trei cicluri: ciclul motorului propriu-zis , ciclul turbinei cu gaze si ciclul suflantei, rezultand un ciclu final(a-a'-c-y-z-b-b'-a), echivalent cu lucrul mecanic total Lt.
Gradul de crestere a presiunii in suflanta:
spspa
s 1.111
Coeficientul adiabatic: 1.25
Raportul de compresie al suflantei: espsp0
es 1.2
Raportul total de compresie: e t es e e t 21.6
Gradul de destindere al gazelor:
tpbp0
t 3.879
Randamentul termic al ciclului pt MAC supraalimentat:
ts 11
e t 1
st
1
1
1 1( )
ts 0.677
Calculul pistonului
26
Diametrul si cursa pistonului:
D 84 mm
S 88 mm
Inaltimea de compresie:L1 0.65D L1 54.6 mm
Lungimea mantalei:
Lm 0.7 D Lm 58.8 mm
Lungimea pistonului:
Lp 1.1 D Lp 92.4 mm
Diametrul interior al pistonului:
Dci 48 mm
Diametrul interior al mantalei:
Dim 0.93 D Dim 78.12 mm
Distanta de protectie a segmentului de foc:
h 0.15 D
h 12.6 mm
Distanta dintre canalele de segmenti:
hf 0.055D hf 4.62 mm
Inaltimea canalelor pentru segmenti:hf1 4 mm
Grosimea capului pistonului:
1 0.15 D 1 12.6 mm
Calculul de verificare al capului pistonului
27
Diametrul exterior al boltului:
deb 0.29 D deb 24.36 mm
Diametrul exterior al locasului boltului:
dEb 0.4 D dEb 33.6 mm
Proprietatile materialului folosit turnare (Si18CuMgNi4)
2.68g
cm3
E 3.1 109N
mm2
1 130w
m k
c 3.5 108 Pa
i 830N
mm2
o 300N
mm2
Tmax 1800 k
p 3.3 10 61
grd
Presiunea maxima asupra pistonului = presiunea maxima din timpul arderii
pmax pz pmax 7.772 106 N
28
Efortul unitar in capul pistonului
m 0.75 pmax 1 Dci2 1
2
m 2.115 107 N
Efortul in sectiunea A-A:ae pentru raclarea uleiulceasta sectiune este determinata de diametrul exterior al pistonului, de diametrul interior al acestuia si de 2 fante folosite pentru raclarea uleiuluidiametrul gaurii de raclare a uleiuluidg 2 mm
numarul de gauri z 8
Dex D
Dint=76mm
ARPS4
Dex2 Dint
2
z dg
Dex Dint
2
ARPS=448mm2
Fgmax pz 1 D24
10 6 Fgmax 2.194 104 N
N
mm2AFgmaxARPS
A 33.926
Presiunea specifica pe manta:
Nmax 0.1 pmax D2
4
Nmax 2.194 109 N
Aev Lm 5 68
Aev 3.658 103
pmtNmax
D Lm Aev
pmt 1.713 106 N
29
Diametrul pistonului la montaj:
Coeficientul de dilatare termica a camasii de cilindru:
c 10 10 61
grd
Coeficientul de dilatare a pistonului1
grdp 3.3 10 6
Temperatura pistonului si a camasii de cilindru in timpul functionarii:
tp 250 273.15
Ktp 523.15
tc 120 273.15
tc 393.15 K
Temperatura de montaj:
t0 15 273.15 t0 288.15 K
Jocuri la montaj :
0.004D
0.336 mm
Diametrul pistonului la montaj
DpD 1 c tc t0
1 p tp t0
Dp 83.687 mm
Jocul la rece
r D Dp 0.313
30
Jocul la cald:
Dc D 1 c tc t0
Dc 84.088 mm
Dpc Dp 1 p tp t0
Dpc 83.752 mm
c Dc Dpc mm
c 0.336
Distributia de temperatura pe suprafata pistonului
Tg 3.722103 K
Pe 82559 W
mD 0.084
150w
m2 K
0.4 coeficient care ia in calcul natura materialului si temperatura
Qp0.15 Pe
6 Qp 2.064 103
Ap D2
41.1 Ap 3.105 10 3 m2
gpm 205W
m2 K
c 10
i 1 11
31
Xi
00.0010.0020.0030.0040.0050.0060.0070.0080.0090.01
Ti TgQpAp
1gpm
Xi
D
Ti
330.141325.709321.277316.845312.413307.981303.549299.117294.685290.253285.821
1 10 3 0.011.14 103
1.12 103
1.1 103
1.08 103
1.06 103Distributia temperaturii pe profilul longitudinal al pistonului
Lungimea pistonului
Tem
pera
tura
Ti
xi
Intretinere si reparare. De cele mai multe ori uzura accentuate a pistoanelor se datoreaza ungerii necorespunzatoare. Fara o ungere adecvata apar forte de frecare foarte mari intre segmenti si camasa cilindrului sau intre mantaua pistonului si cilindru.Odata aparute aceste uzuri , jocul dintre piston si camasa cilindrului creste ceea ce cauzeaza scurgeri de gaze de ardere sau infiltrari de ulei in camera de ardere. De asemenea comprimarea nu se mai poate realize in conditii optime scazand astfel eficienta motorului. Pentru repararea acestor defecte se poate recurge la schimbarea segmentilor, a camasii cilindrului sau rectificarea acesteia din urma si inlocuirea pistoanelor cu unele de dimensiuni corespunzator mai mari.
Contributii personale si concluzii.
Prin buna cunoastere a proceselor si caracteristicilor ce se desfasoara intr-un motor cu ardere interna , precum si prin buna cunoastere a miscarilor pe care pistonul le face in interiorul cilindrului , putem optimiza forma mantalei pentru reducerea masei pistonului.In present se tinde spre micsorarea dimensiunilor pistoanelor si a masei lor prin folosirea de materiale mai performante ceea ce duce la cresterea eficientei motoarelor , reducerea de emisii poluante si cresterea performantelor.
32
Bibliografie:
1. Berthold Grumwald – Teoria, calculul si constructia motoarelor pentru autovehicule rutiere, Editura Didactica si Pedagogica, Bucuresti 1986
2. Bataga A. Nicolae – Motoare cu Ardere Interna, Editura Didactica si Pedagocica, Bucuresti 1979
3. Burnete Nicolae – Constructia si calculul Motoarelor cu Ardere interna. Pistoane, Editura Todesco, Cluj- Napoca 2001
4. Bobescu Gheorghe s.a. – Motoare pentru automobile si tractoare, Editura TEHNICA, Chisinau 1998
5. Rus Ioan – Autovehicule Rutiere, Editura Sincron, Cluj-Napoca 2002
6. Fig. 1 :http://4wheelonline.com/atv/ATV_Piston_Rings_Pins_and_Clips.105402
7. Fig. 2 :http://www.scrigroup.com/tehnologie/tehnica-mecanica/PISTONUL-ANALIZA-FUNCTIONALA-P12157.php
8. Fig. 3 :http://ro.wikipedia.org/wiki/Fi%C8%99ier:KSGD.jpg
9. Fig. 4 : http://ro.wikipedia.org/wiki/Fi%C8%99ier:Stahlkolben.JPG
10. Fig 5: http://ro.wikipedia.org/wiki/Fi%C8%99ier:Nasenkolben.png
11. Fisa Tehnica :http://www.myfreelander.co.uk/Engine/td4.htm
Anexa:-Desen de executie -Desen de ansamblu
33