C5 2003.pdf
9
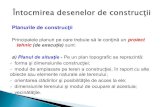
C. 5 (9pg) 30.10.2003 Pregatirea capetelor componentelor si prelucrarea îmbinarilor dupa sudarea prin topire intermediara Pentru asigurarea unei încalziri uniforme si a unei deformatii plastice egale, capetele componentelor trebuie sa aiba sectiunea transversala aproximativ identica atât ca forma cât si ca dimensiuni. În figura 5.1 sunt prezentate câteva din modalitatile de prelucrare a capetelor componentelor, inegale ca forma si dimensiuni, în vederea sudarii. Figura 5.1. Modalitati de pregatire a capetelor componentelor Lungimile l 1 si l 2 indicate în figura trebuie sa fie: - pentru bare: 6 2 1 + ≥ tot s l 5.1 - pentru tevi si table: δ 5 2 2 + ≥ tot s l 5.2 unde: s tot -scurtarea totala a componentelor; δ -grosimea peretelui tevii sau a tablei. Daca dimensiunile capetelor nu difera cu mai mult de 15% sudarea se poate realiza fara prelucrarea acestora. Pregatirea componentelor consta în prelucrarea mecanica si curatirea de oxizi si impuritati a suprafetelor frontale respectiv curatirea suprafetelor acestora în zona fixarii în bacurile masinii în care se face contactul electric. Prelucrarea mecanica a componentelor se poate face prin forfecare, prin taiere cu ferastrau mecanic, prin aschiere pe masini unelte (strunjire), prin taiere cu flacara oxigaz si curatirea ulterioara a zgurii, în functie de forma si dimensiunile componentelor. Precizia prelucrarii depinde de varianta de sudare STI: pentru sudarea automata cu preîncalzire abaterea admisa între suprafetele frontale este de 0,5…0,8 mm, pentru sudarea automata prin topire directa ≤ 0,1s top respectiv pentru sudarea manuala cu preîncalzire ≤ 0,2s top . Prelucrarea suprafetelor în zona de contact a bacurilor se poate face cu peria de sârma, cu hârtie abraziva, cu disc abraziv, pe cale chimica, prin sablare. Prelucrarea îmbinarii dupa sudare consta în îndepartarea bavurii formate la sudare respectiv în aplicarea tratamentului termic postsudare, daca este cazul. Bavura se îndeparteaza prin prelucrare mecanica imediat dupa sudare sau dupa tratamentul
-
Upload
mircea-teodora-adela -
Category
Documents
-
view
43 -
download
0
Transcript of C5 2003.pdf

C. 5 (9pg) 30.10.2003 Prega�tirea capetelor componentelor s�i prelucrarea îmbina�rilor dupa� sudarea prin topire intermediara� Pentru asigurarea unei înca�lziri uniforme s�i a unei deformat�ii plastice egale, capetele componentelor trebuie sa� aiba� sect�iunea transversala� aproximativ identica� atât ca forma� cât s�i ca dimensiuni. În figura 5.1 sunt prezentate câteva din modalita�t�ile de prelucrare a capetelor componentelor, inegale ca forma� s�i dimensiuni, în vederea suda�rii.
Figura 5.1. Modalita�t�i de prega�tire a capetelor componentelor
Lungimile l1 s�i l2 indicate în figura� trebuie sa� fie:
- pentru bare: 621 +≥ totsl 5.1
- pentru t�evi s�i table: δ522 +≥ totsl 5.2
unde: stot-scurtarea totala� a componentelor;
δ -grosimea peretelui t�evii sau a tablei. Daca� dimensiunile capetelor nu difera� cu mai mult de 15% sudarea se poate
realiza fa�ra� prelucrarea acestora. Prega�tirea componentelor consta� în prelucrarea mecanica� s�i cura�t�irea de oxizi
s�i impurita�t�i a suprafet�elor frontale respectiv cura�t�irea suprafet�elor acestora în zona fixa�rii în bacurile mas�inii în care se face contactul electric. Prelucrarea mecanica� a componentelor se poate face prin forfecare, prin ta�iere cu fera�stra�u mecanic, prin as�chiere pe mas�ini unelte (strunjire), prin ta�iere cu flaca�ra� oxigaz s�i cura�t�irea ulterioara� a zgurii, în funct�ie de forma s�i dimensiunile componentelor. Precizia prelucra�rii depinde de varianta de sudare STI: pentru sudarea automata� cu preînca�lzire abaterea admisa� între suprafet�ele frontale este de 0,5…0,8 mm, pentru sudarea automata� prin topire directa� ≤ 0,1stop respectiv pentru sudarea manuala� cu preînca�lzire ≤ 0,2stop. Prelucrarea suprafet�elor în zona de contact a bacurilor se poate face cu peria de sârma�, cu hârtie abraziva�, cu disc abraziv, pe cale chimica�, prin sablare.
Prelucrarea îmbina�rii dupa� sudare consta� în îndepa�rtarea bavurii formate la sudare respectiv în aplicarea tratamentului termic postsudare, daca� este cazul. Bavura se îndepa�rteaza� prin prelucrare mecanica� imediat dupa� sudare sau dupa� tratamentul

termic. În cazul t�evilor bavura interioara� se îndepa�rteaza� concomitent cu sudarea, prin suflarea cu un gaz de protect�ie (de ex. dioxid de carbon).
În cazul materialelor sensibile la ca�lire, respectiv a componentelor cu sect�iune mare se aplica� un tratament termic de revenire înalta� prin înca�lzirea la temperaturi de 550…700°C. Tratamentul termic se poate face imediat dupa� sudare chiar în bacurile mas�inii prin înca�lzirea prin efect Joule-Lenz la trecerea unui curent prin capetele libere s�i îmbinarea sudata�, prin introducerea piesei sudate în cuptor, prin înca�lzirea locala� folosind curent�i de înalta� frecvent�a� (CIF), prin înca�lzirea locala� cu flaca�ra� de gaze. Aplicarea tratamentului termic postsudare depinde de compozit�ia chimica� a materialului de baza� respectiv forma s�i sect�iunea componentelor. Defectele îmbina�rilor sudate prin presiune cap la cap Proprieta�t�ile de rezistent�a� s�i plasticitate ale îmbina�rilor sudate prin presiune cap la cap sunt apropiate de cele ale metalului de baza� daca� sunt respectate condit�iile tehnologice de sudare. În figura 2 se prezinta� aspectul macroscopic al îmbina�rilor sudate prin presiune cap la cap.
Figura 2. Aspectul macroscopic al îmbina�rii sudate prin presiune cap la cap a. sudarea în stare solida� SSS; b. sudarea prin topire intermediara� STI cu topire directa�;
c. sudarea prin topire intermediara� STI cu preînca�lzire În cazul unor tehnologii de sudare necorespunza�toare, a unei prega�tiri
defectuoase a capetelor componentelor sau a unor deformat�ii plastice deficitare, în îmbinarea sudata� pot apare defecte în zona de contact sau în zona influent�ata� termic care afecteaza� calitatea îmbina�rii sudate. Definirea defectelor s�i a cauzelor de aparit�ie a acestora se analizeaza� în cele ce urmeaza�. a. Fisurile. Fisura este o discontinuitate bidimensionala� s�i este considerata� defectul cel mai periculos din îmbinarea sudata�. Ea se poate produce în timpul ra�cirii îmbina�rii (fisurare la cald) sau ulterior ra�cirii acesteia (fisurare la rece). Dupa� direct�ia fat�a� de suprafat�a de contact fisurile pot fi longitudinale sau transversale. Dupa� locul de formare fisurile pot fi în cusa�tura�, în ZIT, în bavura� (fisura� de refulare sub forma� de virgula�). Cauzele aparit�iei fisurilor sunt:
- deformat�ii plastice prea mari respectiv scurta�ri la refulare exagerate; - fragilizarea îmbina�rii sudate prin precipitarea constituent�ilor structurali duri
s�i fragili; - tensiuni interne ridicate datorate supraînca�lzirii materialului s�i ra�cirii
fort�ate; - prezent�a sulfurilor s�i impurita�t�ilor în metalul de baza�; - regimuri de sudare prea dure;

b. Golurile. Sunt discontinuita�t�i tridimensionale. Dupa� natura lor acestea pot fi: • Suflurile. Sunt cavita�t�i produse în îmbinarea sudata� datorita� degaja�rii
gazelor în timpul ra�cirii metalului topit s�i care nu mai au timp sa� fie eliminate din baia metalica�.
Rretasurile. Se produc în timpul solidifica�rii metalului topit ca urmare a contract�iei acestuia la trecerea din faza lichida� în faza solida� însot�ita� de mics�orarea de volum. Se datoresc existent�ei metalului lichid între gra�unt�ii cristalini (prin topirea eutecticilor) sau refula�rii insuficiente pe durata ra�cirii îmbina�rii sudate. • Craterele neînchise. Sunt zone cu distant�e mici între materialul celor doua�
capete. Apar în cazul înca�lzirii neuniforme a suprafet�elor frontale (nu s-a obt�inut o pelicula� topita� pe întreaga suprafat�a�), la folosirea unor curent�i de sudare prea mari (densita�t�i de curent ridicate) care dau cratere adânci respectiv la o refulare insuficienta�.
c. Incluziunile solide. Pot fi incluziuni de oxizi sau incluziuni de metal netopit. Se datoresc oxida�rii intense la sudare provocata� de topirea instabila�, durata de topire lunga�, viteza mica� de refulare, durata� prea mare a înca�lzirii. La acestea se mai adauga� refularea insuficienta� s�i existent�a impurita�t�ilor în metalul de baza�. d. Defectele de lega�tura�. Definesc lega�turile imperfecte ale componentelor. Acestea pot fi:
• Lipsa de întrepa�trundere. Este o lipsa� de lega�tura� între cele doua� componente între care nu se formeaza� gra�unt�i cristalini comuni. Poate apare datorita� unei insuficiente activa�ri termice (înca�lzire insuficienta�) sau mecanice (refulare insuficienta�). Se poate datora s�i unei pelicule continue de oxizi formate pe suprafet�ele frontale datorita� oxida�rii intense a acestora la sudare.
• Lega�tura insuficienta�. Este definita� de sect�iunea mai mica� a îmbina�rii comparativ cu sect�iunea componetelor. Cauzele sunt identice cu cele de mai sus.
• Exfolieri ale s�irurilor de laminare. Cauze: prezent�a impurita�t�ilor sau incluziunilor în metalul de baza�, supraînca�lzirea exagerata� (curent de sudare mare respectiv timp de ment�inere sub curent mare), timp de preînca�lzire prea mare respectiv temperatura� de preînca�lzire ridicata�.
e. Defecte de forma�. Sunt abateri ale formei îmbina�rii sudate sau ale suprafet�ei exterioare fat�a� de cele normale, figura 5.3.
Figura 5.3. Defecte de forma� (stânga), de aliniere (mijloc) s�i dimensionale (dreapta) În aceasta� categorie intra�: • Cresta�tura. Este o adâncitura� formata� pe suprafat�a sudurii în cazul unei
înca�lziri longitudinale neuniforme a capetelor componentelor. • Îngros�area excesiva�. Îmbinarea sudata� are o grosime excesiva� (bavura�
mare) ca urmare a unei înca�lziri extinse sau a unei refula�ri exagerate.

Llipsa de aliniere. Axele componentelor sunt deplasate una fat�a� de alta, ment�inându-se de obicei paralele. Cauze: dezaxarea bacurilor de strângere, rigiditate redusa� a mas�inii, uzura ghidajelor batiului bacului mobil, prindere defectuoasa� a pieselor în bacuri. • Defect unghiular. Definit de formarea unui unghi între axele
componentelor. Cauzele sunt identice cu cele de mai sus. • Deformarea capetelor. Definit de deplasarea relativa� a suprafet�elor în
contact însot�ita� de flambarea lungimii capa�tului liber. Cauze: prega�tire deficitara� a suprafet�elor frontale ale componentelor, lungime libera� init�iala� prea mare, supraînca�lzirea materialului pe o zona� extinsa�.
• Defect dimensional. Dimensiunile sudurii nu corespund valorilor prescrise: la�t�ime insuficienta� a sudurii, la�t�ime exagerata� a sudurii, sudura� asimetrica�. Cauze: înca�lzire redusa�, exagerata�, sau nesimetrica� a capetelor componentelor.
• Evazarea. Consta� în formarea unei ridica�turii a componentelor cu peret�i subt�iri în zona îmbina�rii datorita� unei fort�e de refulare prea mari;
• deteriorarea suprafet�ei de prindere în bacuri. Se manifesta� prin cavita�t�i, fisuri, amprente, ciupituri, arsuri, pe suprafat�a componentelor în zona de prindere. Cauze: fort�a de strângere insuficienta� (patinarea pieselor în bacuri), cura�t�ire necorespunza�toare a suprafet�elor (producere de microarce, înca�lzire prin efect Joule-Lenz), înca�lzire puternica� a bacurilor prin efect Joule-Lenz în zona de contact, îndoirea componentelor în zona de fixare în bacuri.
Alegerea mas�inii pentru sudare prin presiune cap la cap Alegerea mas�inii pentru sudare se face pornind de la forma, dimensiunile (ma�rimea sect�iunii), natura materialului componentelor, felul regimului aplicat (dur sau moale), starea suprafet�elor frontale care determina� parametrii tehnologici de sudare necesari, respectiv calitatea ceruta� îmbina�rii sudate care determina� varianta de sudare prin presiune cap la cap posibil de aplicat. De exemplu în cazul pieselor de rigiditate foarte mica� de tipul benzilor sau în cazul sect�iunilor foarte mari de material (zeci de mii de mm2) sudarea se poate face numai prin procedeul STI. La alegerea mas�inii se t�ine cont s�i de volumul product�iei (unicate, serie, sau masa�) prin alegerea unei mas�ini universale sau specializate. Pornind de la cele prezentate mai sus alegerea mas�inii se face pe baza puterii electrice maxime debitate respectiv a puterii electrice specifice care reprezinta� raportul dintre puterea aparenta� s�i sect�iunea maxima� a componentelor, adica� puterea electrica� necesara� pe mm2. Astfel la sudarea SSS a componentelor cu sect�iune plina� puterea specifica� necesara� variaza� între 0,12 … 0,15 kVA/mm2, iar la componentele de tip t�eava� este de 0,2 kVA/mm2. Cu cât sect�iunea este mai mica� respectiv regimul de sudare mai moale (timp de curent mare) puterea necesara� a mas�inii este mai redusa�. La procedeul STI cu topire directa� puterea specifica� necesara� la componente cu sect�iune plina� variaza� între 0,15 … 0,4 kVA/mm2 (valori mici se iau pentru sect�iuni mari s�i invers).

La sudarea STI cu preînca�lzire puterea electrica� specifica� necesara� este mai mica� decât la sudare STI cu topire directa� la aceeas�i forma� s�i dimensiune a componentelor, variind în limitele 0,05 … 0,2 kVA/mm2, cu aceeas�i recomandare de mai sus la alegerea valorii efective. De fapt în acest caz puterea specifica� necesara� se reduce la juma�tate fat�a� de sudarea STI cu topire directa�. Aceasta se explica� prin efectul benefic al preînca�lzirii s�i a duratelor de sudare mai lungi. La alegerea mas�inii trebuie sa� se t�ina� cont s�i de fort�a maxima� de refulare sau de strângere în bacuri care determina� în mare ma�sura� calitatea îmbina�rii sudate.
Deoarece sudarea prin presiune cap la cap se preteaza� la product�ia de serie mare sau masa� cel mai recomandat este folosirea unor mas�ini specializate pentru un singur produs sau o gama� restrânsa� de forme s�i dimensiuni (de exemplu mas�ini specializate pentru sudarea benzilor de fera�stra�u circular fa�ra� sfârs�it, sudarea barelor de torsiune, etc.).
2. Sudarea electrica� prin presiune prin suprapunere
2.1. Principiu s�i clasificare
2.1.1. Sudarea prin presiune prin suprapunere în puncte SPP Consta� în realizarea unei îmbina�ri sudate între suprafet�ele în contact a doua� sau mai multe componente suprapuse în zonele prin care trece curentul de sudare. Schema de principiu a procedeului este prezentata� în figura 5.4.
Figura 5.4. Schema de principiu la sudarea SPP Componentele 2 sunt strânse cu fort�a de apa�sare F între electrozii de contact 1
legat�i la secundarul sursei de sudare. Înca�lzirea componentelor în zona de trecere a curentului are loc prin efect Joule-Lenz. La început înca�lzirea maxima� se obt�ine la contactul componentelor apa�sate de electrozii de contact datorita� rezistent�ei de contact de valori ridicate s�i a ra�cirii intense promovate de electrozii de contact la contactul acestora cu suprafat�a componentelor. Rezistent�a de contact scade însa� foarte repede pâna� la anularea ei datorita� înca�lzirii locale s�i act�iunii fort�ei de apa�sare ca urmare a cres�terii sect�iunii în zona de contact (înmuierea s�i aplatizarea asperita�t�ilor suprafet�elor). Prin înca�lzirea materialului are loc cres�terea rezistivita�t�ii electrice a materialului componentelor fapt ce intensifica� efectul Joule-Lenz prin cres�terea rezistent�ei. Prin urmare componentele se înca�lzesc în continuare. Pentru ot�eluri obis�nuite rezistivitatea cres�te de zece ori în apropierea nucleului topit fat�a� de valoarea ei la temperatura ambianta�.
Când temperatura în zona de contact atinge o anumita� valoare încep sa� se formeze gra�unt�i cristalini comuni prin apropierea la distant�e interatomice a suprafet�elor componentelor. Daca� curentul se întrerupe în acest stadiu se obt�ine o îmbinare slaba� datorita� gra�unt�ilor grosolani din care este format nucleul s�i datorita�

prezent�ei impurita�t�ilor. Daca� curentul nu se întrerupe rezulta� un nucleu topit cu diametrul d2, care este înconjurat în planul de contact de un inel d3 de gra�unt�i cristalini comuni format�i prin sudarea în stare solida� sub act�iunea fort�ei de apa�sare, figura 5.4. Dupa� formarea nucleului topit se întrerupe curentul, metalul se solidifica� s�i se obt�ine punctul sudat având o structura� dendritica� în zona centrala�. Succesiunea fazelor de sudare SPP este prezentata� în figura 5.5:
Figura 5.5. Succesiunea fazelor la sudarea SPP a. componentele suprapuse se as�eaza� deasupra electrodului de contact inferior; b. strângerea componentelor prin coborârea electrodului de contact superior prin
aplicarea fort�ei de apa�sare F în scopul asigura�rii unui contact electric bun; c. conectarea curentului de sudare, înca�lzirea s�i formarea nucleului topit prin efect
Joule-Lenz în zona de contact dintre componente; d. întreruperea curentului de sudare (dupa� un timp foarte scurt) s�i ment�inerea fort�ei
de apa�sare; e. anularea fort�ei de apa�sare s�i retragerea electrodului superior.
Caracteristicile mecanice ale punctului sudat sunt influent�ate de însus�irile metalului din nucleul topit s�i ZIT precum s�i de dimensiunile nucleului topit.
Clasificarea suda�rii SPP: • dupa� pozit�ia electrozilor:
Ø sudarea SPP directa� (figura 5.4), la care electrozii de contact sunt plasat�i de o parte s�i de alta a componentelor;
Ø sudarea SPP indirecta�, figura 5.6, la care electrozii de contact sunt plasat�i de aceeas�i parte a componentelor; aceasta se poate realiza folosind un singur electrod de contact (fig.5.6.a) sau doi electrozi de contact plasat�i pe o singura� parte.
Figura 5.6. Sudarea SPP indirecta�:1-electrozi de contact;2-componente;3-placa� de cupru • dupa� numa�rul de puncte realizate:
Ø sudarea în puncte individuale prin realizarea unui singur punct; Ø sudarea în puncte duble, la care pentru realizarea fieca�rui punct se utilizeaza�
câte un electrod de contact s�i un electrod comun sub forma� de placa� (fig. 5.6.b). Aceasta� varianta� se foloses�te la sudarea componentelor de maxim 1,5
a.
b

… 2 mm grosime. Daca� componenta inferioara� are o grosime de 2 … 3 ori mai mare decât cea superioara� se poate renunt�a la placa de cupru.
Ø Sudarea în puncte multiple, când se utilizeaza� mai mult�i electrozi de contact, realizându-se doua� sau mai multe puncte simultan sau într-o secvent�a� controlata� automat.
2.1.2. Sudarea prin presiune prin suprapunere în relief SPR Procedeul SPR este derivat din procedeul SPP. La sudarea SPP suprafat�a de trecere a curentului s�i presiunea necesara� sunt determinate de forma s�i dimensiunile vârfului electrozilor de contact, figura 5.7.a. La sudarea SPR trecerea curentului s�i presiunea sunt localizate într-un punct determinat de proeminent�a existenta� pe suprafat�a uneia dintre componente, figura 5.7.b. De asemenea electrozii de contact sunt înlocuit�i cu electrozi pla�ci. Îmbinarea sudata� arata� ca s�i la sudarea SPP, figura 5.7.c.
Figura 5.7. Trecerea curentului de sudare la SPP (a) s�i SPR (b) Proeminent�a delimiteaza� perfect suprafat�a de trecere a curentului de sudare. Ea asigura� o buna� delimitare a contactului dintre componente favorizând astfel concentrarea cantita�t�ii de ca�ldura� degajate, ceea ce constituie un avantaj. Se precizeaza� ca� curentul de sudare trece de la o componenta� la alta doar prin proeminent�a�. La începutul operat�iei de sudare ca�ldura este puternic localizata� s�i intensa� la contactul componentelor datorita� suprafet�ei mici de contact dintre componente care determina� o rezistent�a� de contact mare respectiv o densitate de curent ridicata�. Pe ma�sura înca�lzirii zonei de contact suprafat�a de trecere a curentului cres�te prin aplatizarea proeminent�ei s�i a asperita�t�ilor, iar când întregul volum de material care formeaza� proeminent�a devine plastic aceasta se aplatizeaza� determinând apropierea componentelor s�i formarea nucleului topit, iar sub act�iunea fort�ei de apa�sare a pla�cilor electrozi realizarea îmbina�rii sudate. Principalele avantaje ale suda�rii SPR sunt: ü productivitate ridicata� datorita� posibilita�t�ii de sudare a mai multor puncte
simultan; ü concentrarea mai puternica� s�i localizata� a ca�ldurii prin intermediul proeminent�ei
(bosajului); ü uzura� mai mica� a electrozilor de contact datorita� formei acestora s�i densita�t�ii de
curent reduse prin ei. Datorita� faptului ca� proeminent�a mai poarta� numele de bosaj, procedeul SPR
mai este cunoscut s�i sub denumirea de sudarea prin presiune prin suprapunere cu bosaje.
a b c

2.1.3. Sudarea prin presiune prin suprapunere în linie SPL Sudarea SPL are loc între fet�ele a doua� componente aflate în mis�care rectilinie, strânse între rolele-electrod antrenate în mis�care de rotat�ie cu ajutorul unui mecanism special cu ax cardanic. Sudura poate fi continua� sau intermitenta�. Electrozii de contact sunt înlocuit�i cu role de contact. Schema de principiu a procedeului este prezentata� în figura 5.8.
Figura 5.8. Schema de principiu a suda�rii SPL Prin rotirea rolelor 1 s�i 2 racordate la secundarul transformatorului de sudare 3, componentele 4 s�i 5 sunt antrenate în mis�care rectilinie s�i are loc sudarea prin înca�lzirea componentelor în zona de contact prin efectul Joule-Lenz la trecerea curentului prin rezistent�a de contact dintre componente. Cusa�tura este rezultatul forma�rii unui s�ir de puncte sudate care pot fi distincte sau suprapuse (sudura� etans�a�). Sudarea SPL se poate realiza s�i dintr-o parte când se recomanda� folosirea unei pla�ci de cupru 3 pentru mics�orarea efectului de s�untare a curentului, figura 5.8.
Fazele procesului de sudare SPL sunt prezentate în figura 5.9:
Figura 5.9. Fazele suda�rii în linie SPL a. as�ezarea componentelor suprapuse pe rola inferioara� s�i coborârea rolei superioare; b. strângerea componentelor prin intermediul rolelor de fort�a de apa�sare; ma�rimea
suprafet�ei de contact dintre componente s�i role depinde de diametrul rolelor s�i de fort�a de apa�sare;
c. imprimarea unei mis�ca�ri de rotat�ie rolelor care antreneaza� componentele în mis�care rectilinie;
d. conectarea curentului care prin efect Joule-Lenz înca�lzes�te componentele s�i formeaza� s�irul de puncte sudate; cusa�tura va fi etans�a� sau nu în funct�ie de condit�iile electrice, de presiunea de apa�sare s�i de viteza de deplasare a componentelor; zona topita� din componentele sudate are forma� eliptica� în sect�iunea transversala�, asema�na�toare unui punct sudat SPP.
e. întreruperea curentului, anularea fort�ei de apa�sare, ridicarea rolei superioare s�i decuplarea mis�ca�rii de rotat�ie a rolelor.
Principiul suda�rii în linie descris mai sus presupune o trecere neîntrerupta� a curentului de sudare. În practica� acest caz nu este obis�nuit s�i se limiteaza� doar la sudarea tablelor cu grosime mica�, sub 0,8 mm respectiv la sudarea cu viteze mari de

sudare, peste 6 m/min. De obicei curentul de sudare se întrerupe periodic (sub forma unor impulsuri de curent) pentru limitarea preînca�lzirii s�i deformat�iei componentelor sub act�iunea acumula�rii locale excesive de ca�ldura�.
O cusa�tura� etans�a� obt�inuta� prin SPL este constituita� dintr-o serie de puncte suprapuse, ceea ce justifica� comparat�ia cu sudarea SPP. Se disting însa� doua� particularita�t�i la sudarea SPL s�i anume:
ü propagarea ca�ldurii are loc în fat�a rolelor de contact, fapt ce modifica� sensibil valoarea rezistent�ei de contact dintre componente;
ü fenomenul de s�untare a curentului este mai puternic, datorita� distant�ei mici dintre punctele sudate sau chiar suprapunerea lor part�iala� (la suduri etans�e).