C14 2003.pdf
15
C. 14. 15.01.04 8. Sudarea în curenti de înalta frecventa – CIF 8.1. Principiul procedeului Sudarea CIF este un procedeu care se bazeaza pe încalzirea componentelor cu ajutorul unui curent de înalta frecventa, cu sau fara aplicarea unei presiuni de refulare. Încalzirea se realizeaza pe baza efectului Joule-Lenz într-un material, putând fi utilizat atât la materiale magnetice cât si la materiale amagnetice. În primul caz la încalzirea produsa prin efect Joule-Lenz se mai adauga si încalzirea datorata pierderilor prin histereza. Procedeul se aplica atât la sudarea cap la cap (sudare simultana pe întreaga sectiune a materialului) cât si la sudarea continua în linie a unor componente de lungime mare. Avantajele procedeului (comparative cu sudarea clasica): - randament energetic ridicat, puterea utila reprezentând cca. 60% din energia consumata; - controlul si introducerea localizata a caldurii în componente; - transmiterea mai facila a energiei în componente, chiar fara contact fizic; - solicitare termica si deformatii la sudare mai reduse ca efect al concentrarii caldurii respectiv a energiei liniare scazute; - productivitate ridicata ca urmare a posibilitati de sudare cu viteze foarte mari, de exemplu pâna la 300m/min la sudarea continua în linie. În functie de modul de formare a îmbinarii respectiv modul de aplicare a curentului în circuitul de sudare sudarea CIF se poate clasifica în: a. dupa modul de formare a sudurii: Sudarea CIF prin presiune: sudura se realizeaza prin încalzirea materialului la o temperatura inferioara temperaturii de topire si deformarea plastica a acestuia (asemanator cu sudarea electrica prin presiune în stare solida); Sudarea CIF prin topire: sudura se realizeaza prin încalzirea materialului la o temperatura superioara temperaturii de topire, amestecarea si solidificarea baii de metal topit a componentelor. b. dupa modul de aplicarea a curentului: sudarea CIF prin inductie; sudarea CIF prin contact. În mod uzual pentru sudarea CIF se utilizeaza curenti de frecventa ridicata în domeniul 3 – 1760 kHz. În functie de frecventa curentului deosebim: a. sudarea CIF cu frecventa medie: 3 – 10 kHz; b. sudarea CIF cu frecventa intermediara: 40 – 100 kHz; c. sudarea CIF cu radiofrecventa: = 200 kHz, de obicei 220 kHz, 440 kHz sau 1760 kHz. Obtinerea curentului de înalta frecventa se poate realiza cu ajutorul generatoarelor de frecventa (de tip inductor homopolar sau heteropolar) în cazul frecventelor medii, respectiv cu ajutorul unor surse electronice în cazul frecventelor intermediare sau de radio- frecventa.
-
Upload
mircea-teodora-adela -
Category
Documents
-
view
110 -
download
3
Transcript of C14 2003.pdf
C. 14. 15.01.04 8. Sudarea în curent�i de înalta� frecvent�a� – CIF
8.1. Principiul procedeului
Sudarea CIF este un procedeu care se bazeaza� pe înca�lzirea componentelor cu ajutorul unui curent de înalta� frecvent�a�, cu sau fa�ra� aplicarea unei presiuni de refulare. Înca�lzirea se realizeaza� pe baza efectului Joule-Lenz într-un material, putând fi utilizat atât la materiale magnetice cât s�i la materiale amagnetice. În primul caz la înca�lzirea produsa� prin efect Joule-Lenz se mai adauga� s�i înca�lzirea datorata� pierderilor prin histereza�. Procedeul se aplica� atât la sudarea cap la cap (sudare simultana� pe întreaga sect�iune a materialului) cât s�i la sudarea continua� în linie a unor componente de lungime mare. Avantajele procedeului (comparative cu sudarea clasica�):
- randament energetic ridicat, puterea utila� reprezentând cca. 60% din energia consumata�;
- controlul s�i introducerea localizata� a ca�ldurii în componente; - transmiterea mai facila� a energiei în componente, chiar fa�ra� contact fizic; - solicitare termica� s�i deformat�ii la sudare mai reduse ca efect al concentra�rii ca�ldurii
respectiv a energiei liniare sca�zute; - productivitate ridicata� ca urmare a posibilita�t�i de sudare cu viteze foarte mari, de
exemplu pâna� la 300m/min la sudarea continua� în linie. În funct�ie de modul de formare a îmbina�rii respectiv modul de aplicare a curentului
în circuitul de sudare sudarea CIF se poate clasifica în: a. dupa� modul de formare a sudurii:
Ø Sudarea CIF prin presiune: sudura se realizeaza� prin înca�lzirea materialului la o temperatura� inferioara� temperaturii de topire s�i deformarea plastica� a acestuia (asema�na�tor cu sudarea electrica� prin presiune în stare solida�);
Ø Sudarea CIF prin topire: sudura se realizeaza� prin înca�lzirea materialului la o temperatura� superioara� temperaturii de topire, amestecarea s�i solidificarea ba�ii de metal topit a componentelor.
b. dupa� modul de aplicarea a curentului: Ø sudarea CIF prin induct�ie; Ø sudarea CIF prin contact. În mod uzual pentru sudarea CIF se utilizeaza� curent�i de frecvent�a� ridicata� în
domeniul 3 – 1760 kHz. În funct�ie de frecvent�a curentului deosebim: a. sudarea CIF cu frecvent�a� medie: 3 – 10 kHz; b. sudarea CIF cu frecvent�a� intermediara�: 40 – 100 kHz; c. sudarea CIF cu radiofrecvent�a�: =� 200 kHz, de obicei 220 kHz, 440 kHz sau
1760 kHz. Obt�inerea curentului de înalta� frecvent�a� se poate realiza cu ajutorul generatoarelor
de frecvent�a� (de tip inductor homopolar sau heteropolar) în cazul frecvent�elor medii, respectiv cu ajutorul unor surse electronice în cazul frecvent�elor intermediare sau de radio-frecvent�a�.
8.2. Efectul pelicular s�i efectul de proximitate Înca�lzirea la sudarea CIF, pe baza efectului Joule-Lenz, este influent�ata� de doua� fenomene specifice procedeului s�i anume efectul pelicular s�i efectul de proximitate.
8.2.1. Efectul pelicular. Consta� în distribut�ia neuniforma� a densita�t�ii de curent într-un conductor parcurs de un curent variabil în timp (curent alternativ) prin concentrarea liniilor de curent la suprafat�a conductorului. Prin urmare densitatea de curent este maxima� la suprafat�a conductorului s�i scade spre interiorul acestuia conform relat�iei:
δx
x ejj−
⋅= 0 (14.1) unde:
- jx – densitatea de curent la adâncimea “x” de la suprafat�a conductorului; - j0 – densitatea de curent la suprafat�a conductorului (x=0); - d� – pa�trunderea;
Pa�trunderea d� reprezinta� distant�a de la suprafat�a conductorului la planul în care densitatea de curent scade la valoarea:
ejj 0=δ (14.2)
s�i depinde de frecvent�a curentului “f”, rezistivitatea electrica� “?�” respectiv permeabilitatea magnetica� “µ�” a materialului conform relat�iei:
µπ
δ⋅⋅
=f
(14.3)
Se observa� ca� la cres�terea frecvent�ei, curentul tinde sa� se concentreze pe o zona� din ce în ce mai mica� la suprafat�a conductorului, ceea ce conduce la o înca�lzire superficiala� a acestuia. În tabelul 14.1 se prezinta� valorile pa�trunderii d� pentru diferite materiale s�i la diferite frecvent�e ale curentului. Tabelul 14.1. Influent�a frecvent�ei curentului asupra pa�trunderii la diferite materiale
Pa�trunderea d� (mm) pentru Materialul Temperatura f = 10 kHz f = 40 kHz f = 440 kHz 20 0.28 0.14 0.05 780 4.80 2.40 0.80 Ot�el carbon 1400 5.40 2.70 0.85 20 3.80 1.90 0.58 Ot�el inoxidabil
austenitic 1400 5.20 2.60 0.78 20 0.80 0.40 0.13 Aluminiu 600 1.46 0.73 0.23 20 0.64 0.32 0.10 Cupru 1050 1.46 0.73 0.23
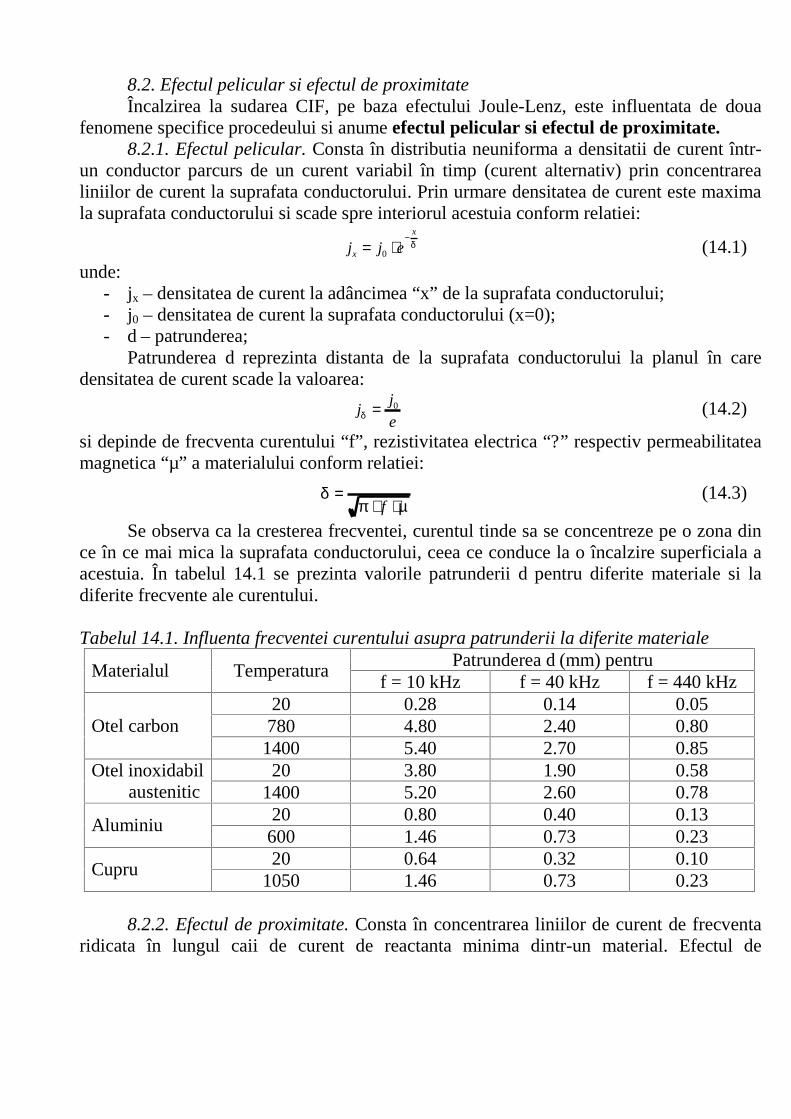
8.2.2. Efectul de proximitate. Consta� în concentrarea liniilor de curent de frecvent�a�
ridicata� în lungul ca�ii de curent de reactant�a� minima� dintr-un material. Efectul de
proximitate se obt�ine prin plasarea unui conductor de proximitate în apropierea suprafet�ei materialului, figura 14.1.
Figura 14.1. Evident�ierea efectului de proximitate a curentului CIF
Astfel, folosind efectul de proximitate în cazul înca�lzirii CIF, se poate asigura controlul s�i dimensiunile zonei de trecere a curentului prin piesa de sudat s�i localiza înca�lzirea acesteia prin pozit�ionarea în apropierea piesei a unui conductor de proximitate parcurs de un curent egal s�i în opozit�ie de faza� cu curentul prin piesa�.
8.3. Sudarea CIF prin presiune 8.3.1. Sudarea prin induct�ie
În acest caz înca�lzirea materialului se realizeaza� prin ca�ldura dezvoltata� prin efect Joule-Lenz cu ajutorul unor curent�i turbionari indus�i în piesa� de un câmp magnetic variabil. Pentru realizarea câmpului magnetic de amplitudine s�i frecvent�a� ridicate se utilizeaza� un inductor adaptat la forma s�i dimensiunile componentelor de sudat. Calea de trecere a curentului prin componente este controlata� prin efectul de proximitate, de dimensiunile inductorului s�i pozit�ia sa fat�a� de suprafat�a componentelor.
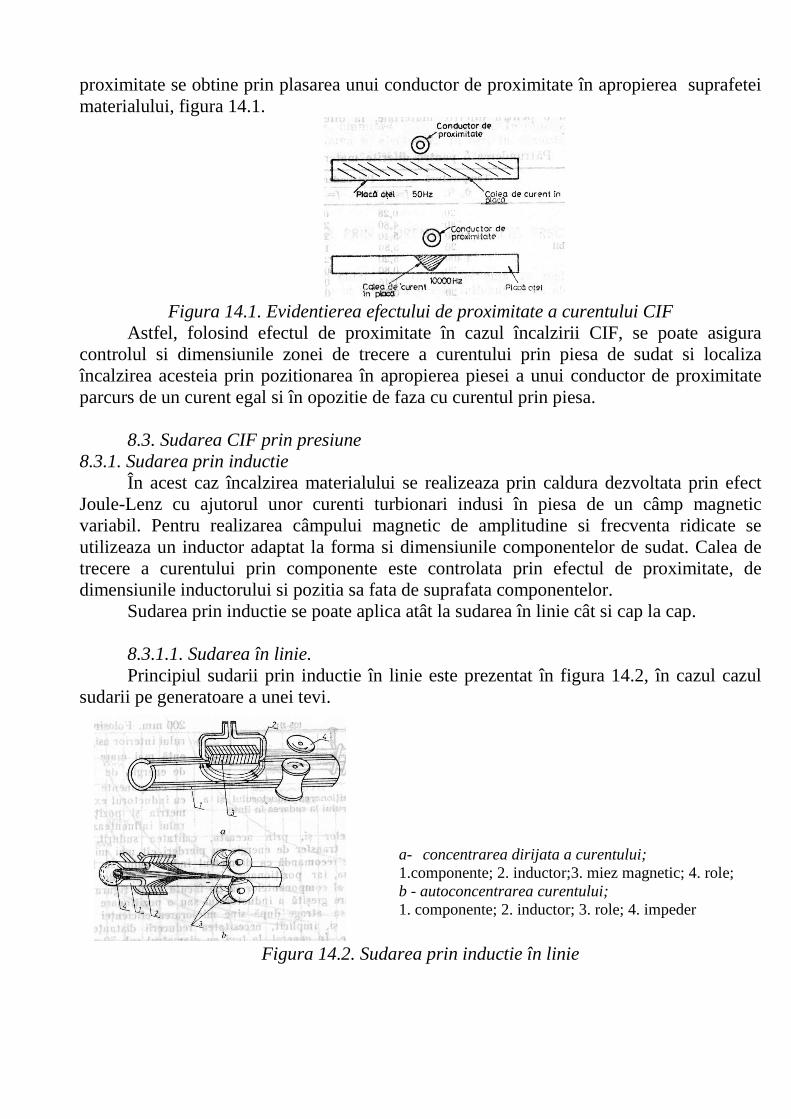
Sudarea prin induct�ie se poate aplica atât la sudarea în linie cât s�i cap la cap. 8.3.1.1. Sudarea în linie. Principiul suda�rii prin induct�ie în linie este prezentat în figura 14.2, în cazul cazul
suda�rii pe generatoare a unei t�evi.
Figura 14.2. Sudarea prin induct�ie în linie
a- concentrarea dirijata� a curentului; 1.componente; 2. inductor;3. miez magnetic; 4. role; b - autoconcentrarea curentului; 1. componente; 2. inductor; 3. role; 4. impeder
Calea de trecere a curentului indus este realizata� prin pozit�ia relativa� a inductorului fat�a de componente (varianta a) sau prin efectul de proximitate (varianta b). Cea mai utilizata� este varianta b cunoscuta� s�i sub denumirea de sudare cu autoconcentrare a curentului. Prega�tirea componentelor se face astfel încât suprafet�ele de îmbinat sa� formeze între ele o deschidere de 3 – 7°�. Datorita� efectului de proximitate, curentul indus trece prin circuitul în forma� de V format de suprafet�ele componentelor (vezi linia punctata�).
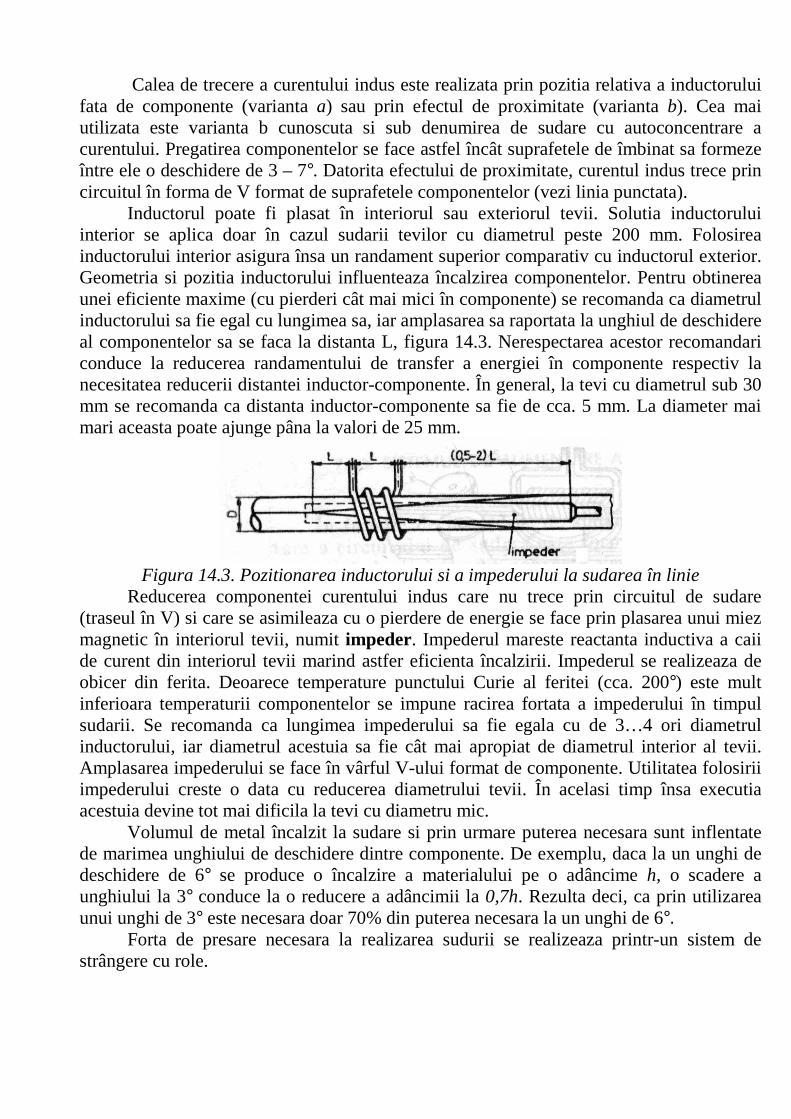
Inductorul poate fi plasat în interiorul sau exteriorul t�evii. Solut�ia inductorului interior se aplica� doar în cazul suda�rii t�evilor cu diametrul peste 200 mm. Folosirea inductorului interior asigura� însa� un randament superior comparativ cu inductorul exterior. Geometria s�i pozit�ia inductorului influent�eaza� înca�lzirea componentelor. Pentru obt�inerea unei eficient�e maxime (cu pierderi cât mai mici în componente) se recomanda� ca diametrul inductorului sa� fie egal cu lungimea sa, iar amplasarea sa raportata� la unghiul de deschidere al componentelor sa� se faca� la distant�a L, figura 14.3. Nerespectarea acestor recomanda�ri conduce la reducerea randamentului de transfer a energiei în componente respectiv la necesitatea reducerii distant�ei inductor-componente. În general, la t�evi cu diametrul sub 30 mm se recomanda� ca distant�a inductor-componente sa� fie de cca. 5 mm. La diameter mai mari aceasta poate ajunge pâna� la valori de 25 mm.
Figura 14.3. Pozit�ionarea inductorului s�i a impederului la sudarea în linie
Reducerea componentei curentului indus care nu trece prin circuitul de sudare (traseul în V) s�i care se asimileaza� cu o pierdere de energie se face prin plasarea unui miez magnetic în interiorul t�evii, numit impeder. Impederul ma�res�te reactant�a inductiva� a ca�ii de curent din interiorul t�evii ma�rind astfer eficient�a înca�lzirii. Impederul se realizeaza� de obicer din ferita�. Deoarece temperature punctului Curie al feritei (cca. 200°�) este mult inferioara� temperaturii componentelor se impune ra�cirea fort�ata� a impederului în timpul suda�rii. Se recomanda� ca lungimea impederului sa� fie egala� cu de 3…4 ori diametrul inductorului, iar diametrul acestuia sa� fie cât mai apropiat de diametrul interior al t�evii. Amplasarea impederului se face în vârful V-ului format de componente. Utilitatea folosirii impederului cres�te o data� cu reducerea diametrului t�evii. În acelas�i timp însa� execut�ia acestuia devine tot mai dificila� la t�evi cu diametru mic. Volumul de metal înca�lzit la sudare s�i prin urmare puterea necesara� sunt inflent�ate de ma�rimea unghiului de deschidere dintre componente. De exemplu, daca� la un unghi de deschidere de 6°� se produce o înca�lzire a materialului pe o adâncime h, o sca�dere a unghiului la 3°� conduce la o reducere a adâncimii la 0,7h. Rezulta� deci, ca� prin utilizarea unui unghi de 3°� este necesara� doar 70% din puterea necesara� la un unghi de 6°�. Fort�a de presare necesara� la realizarea sudurii se realizeaza� printr-un sistem de strângere cu role.
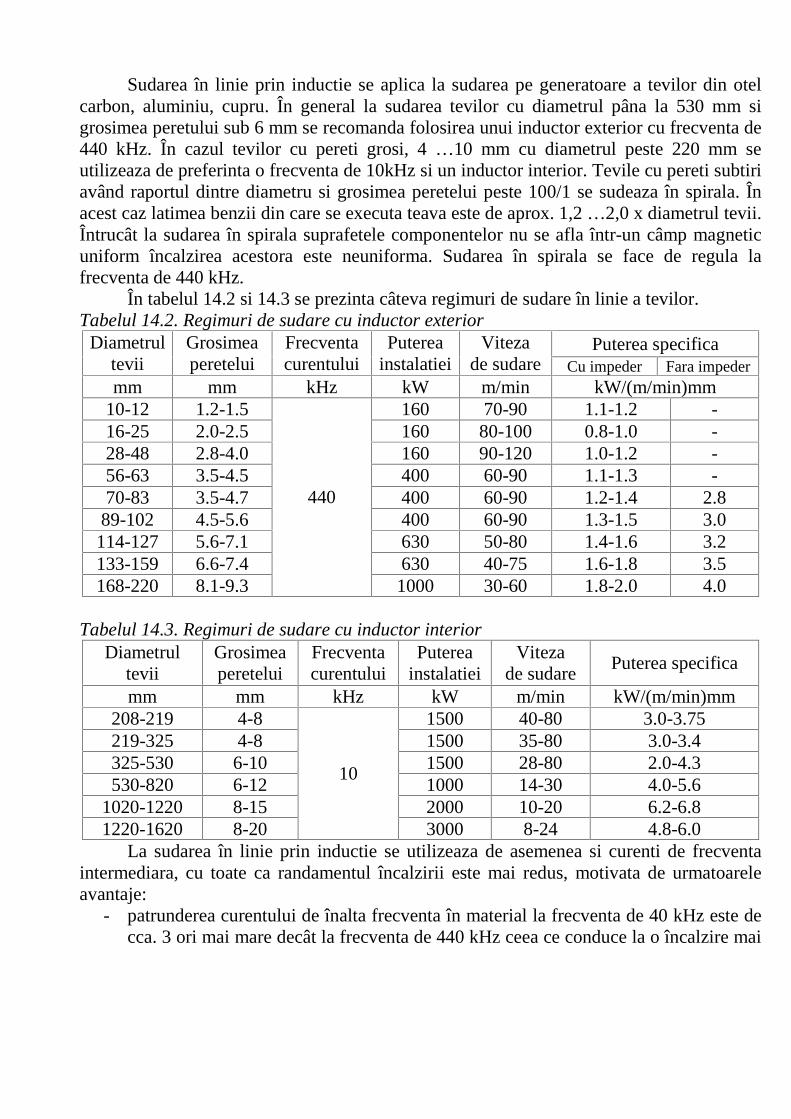
Sudarea în linie prin induct�ie se aplica� la sudarea pe generatoare a t�evilor din ot�el carbon, aluminiu, cupru. În general la sudarea t�evilor cu diametrul pâna� la 530 mm s�i grosimea peretului sub 6 mm se recomanda� folosirea unui inductor exterior cu frecvent�a de 440 kHz. În cazul t�evilor cu peret�i gros�i, 4 …10 mm cu diametrul peste 220 mm se utilizeaza� de preferint�a� o frecvent�a� de 10kHz s�i un inductor interior. T�evile cu peret�i subt�iri având raportul dintre diametru s�i grosimea peretelui peste 100/1 se sudeaza� în spirala�. În acest caz la�t�imea benzii din care se executa� t�eava este de aprox. 1,2 …2,0 x diametrul t�evii. Întrucât la sudarea în spirala� suprafet�ele componentelor nu se afla� într-un câmp magnetic uniform înca�lzirea acestora este neuniforma�. Sudarea în spirala� se face de regula� la frecvent�a de 440 kHz. În tabelul 14.2 s�i 14.3 se prezinta� câteva regimuri de sudare în linie a t�evilor. Tabelul 14.2. Regimuri de sudare cu inductor exterior
Puterea specifica� Diametrul t�evii
Grosimea peretelui
Frecvent�a curentului
Puterea instalat�iei
Viteza de sudare Cu impeder Fa�ra� impeder
mm mm kHz kW m/min kW/(m/min)mm 10-12 1.2-1.5 160 70-90 1.1-1.2 - 16-25 2.0-2.5 160 80-100 0.8-1.0 - 28-48 2.8-4.0 160 90-120 1.0-1.2 - 56-63 3.5-4.5 400 60-90 1.1-1.3 - 70-83 3.5-4.7 400 60-90 1.2-1.4 2.8
89-102 4.5-5.6 400 60-90 1.3-1.5 3.0 114-127 5.6-7.1 630 50-80 1.4-1.6 3.2 133-159 6.6-7.4 630 40-75 1.6-1.8 3.5 168-220 8.1-9.3
440
1000 30-60 1.8-2.0 4.0 Tabelul 14.3. Regimuri de sudare cu inductor interior
Diametrul t�evii
Grosimea peretelui
Frecvent�a curentului
Puterea instalat�iei
Viteza de sudare Puterea specifica�
mm mm kHz kW m/min kW/(m/min)mm 208-219 4-8 1500 40-80 3.0-3.75 219-325 4-8 1500 35-80 3.0-3.4 325-530 6-10 1500 28-80 2.0-4.3 530-820 6-12 1000 14-30 4.0-5.6
1020-1220 8-15 2000 10-20 6.2-6.8 1220-1620 8-20
10
3000 8-24 4.8-6.0 La sudarea în linie prin induct�ie se utilizeaza� de asemenea s�i curent�i de frecvent�a� intermediara�, cu toate ca� randamentul înca�lzirii este mai redus, motivata� de urma�toarele avantaje:
- pa�trunderea curentului de înalta� frecvent�a� în material la frecvent�a de 40 kHz este de cca. 3 ori mai mare decât la frecvent�a de 440 kHz ceea ce conduce la o înca�lzire mai
uniforma� a componentelor respective operarea cu o temperatura� de înca�lzire mai redusa�;
- exista� un interval de tolerant�a� mai mare pentru pozit�ionarea inductorului fat�a� de componente, inductorul putând avea un diametru dublu fat�a� de componente fa�ra� a afecta randamentul;
- procesul de sudare este mai stabil, nu se produc împros�ca�ri de material, iar bavura are dimensiuni mai reduse s�i este mai regulata�;
- echipamentul de sudare este mai simplu. În ceea ce prives�te caracteristicile îmbina�rilor sudate, datorita� concentra�rii ca�ldurii s�i
a vitezelor de ra�cire foarte ridicate (1500°�C/s), la sudarea ot�elurilor carbon s�i slab aliate apare pericolul forma�rii constituent�ilor structurali duri s�i fragili. În aceste cazuri se recomanda� preînca�lzirea materialului sau efectuarea unui tratament termic post sudare.
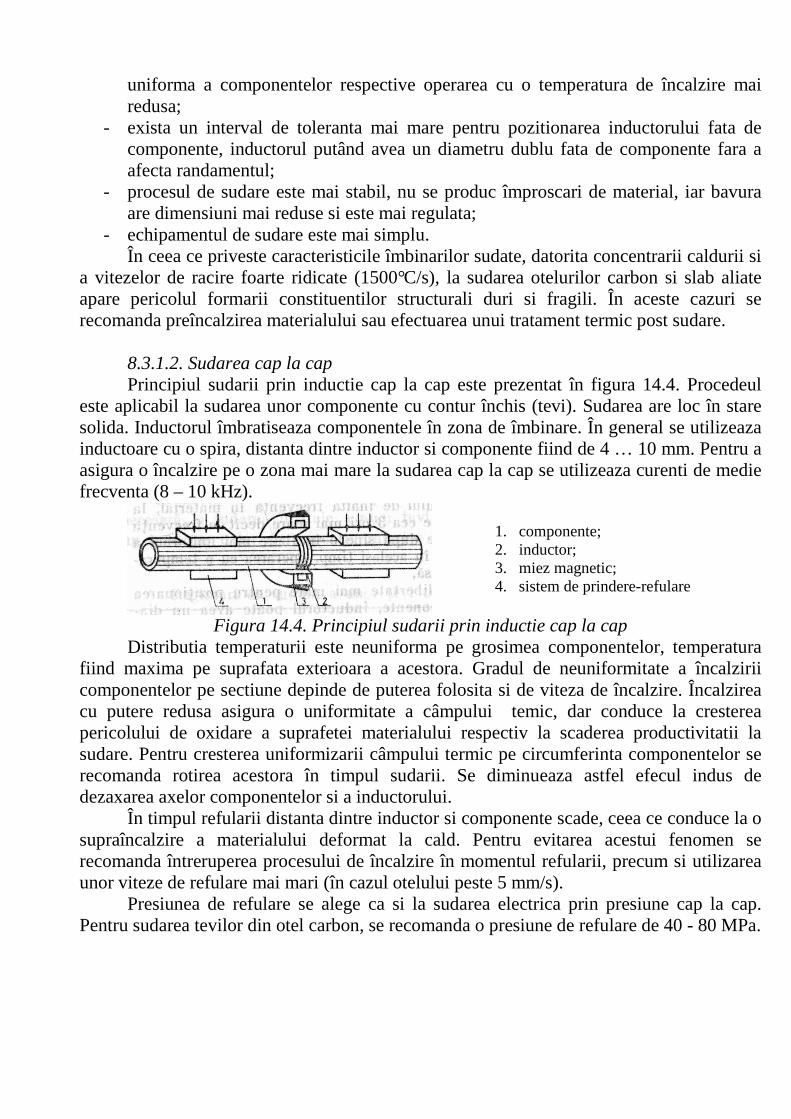
8.3.1.2. Sudarea cap la cap Principiul suda�rii prin induct�ie cap la cap este prezentat în figura 14.4. Procedeul este aplicabil la sudarea unor componente cu contur închis (t�evi). Sudarea are loc în stare solida�. Inductorul îmbra�t�is�eaza� componentele în zona de îmbinare. În general se utilizeaza� inductoare cu o spira�, distant�a dintre inductor s�i componente fiind de 4 … 10 mm. Pentru a asigura o înca�lzire pe o zona� mai mare la sudarea cap la cap se utilizeaza� curent�i de medie frecvent�a� (8 – 10 kHz).
Figura 14.4. Principiul suda�rii prin induct�ie cap la cap
Distribut�ia temperaturii este neuniforma� pe grosimea componentelor, temperatura fiind maxima� pe suprafat�a exterioara� a acestora. Gradul de neuniformitate a înca�lzirii componentelor pe sect�iune depinde de puterea folosita� s�i de viteza de înca�lzire. Înca�lzirea cu putere redusa� asigura� o uniformitate a câmpului temic, dar conduce la cres�terea pericolului de oxidare a suprafet�ei materialului respectiv la sca�derea productivita�t�ii la sudare. Pentru cres�terea uniformiza�rii câmpului termic pe circumferint�a componentelor se recomanda� rotirea acestora în timpul suda�rii. Se diminueaza� astfel efecul indus de dezaxarea axelor componentelor s�i a inductorului.
În timpul refula�rii distant�a dintre inductor s�i componente scade, ceea ce conduce la o supraînca�lzire a materialului deformat la cald. Pentru evitarea acestui fenomen se recomanda� întreruperea procesului de înca�lzire în momentul refula�rii, precum s�i utilizarea unor viteze de refulare mai mari (în cazul ot�elului peste 5 mm/s).
Presiunea de refulare se alege ca s�i la sudarea electrica� prin presiune cap la cap. Pentru sudarea t�evilor din ot�el carbon, se recomanda� o presiune de refulare de 40 - 80 MPa.
1. componente; 2. inductor; 3. miez magnetic; 4. sistem de prindere-refulare
Sudarea se poate face cu sau fa�ra� protect�ie de gaz. Prin folosirea gazelor de protect�ie (argon, amestec N2 + H2, sau gaz natural pentru t�evi din ot�el carbon) se poate reduce presiunea de refulare necesara�, reducându-se astfel bavura. Gazul de protect�ie influent�eaza� temperatura minima� de înca�lzire necesara� în zona îmbina�rii, de exemplu 1200°�C la protect�ia cu gaz natural respective 1300°�C la protect�ia cu amestec de azot s�i hidrogen. Alimentarea cu gaz se poate face din exterior sau din interiorul t�evii. Caracteristicile mecanice se plaseaza� la nivelul metalului de baza�, mai put�in rezistent�a la oboseala� care este inferioara�. Caracteristicile de forma� s�i structurale ale îmbina�rilor sudate sunt comparabile cu cele obt�inute la sudarea electrica� prin presiune cap la cap, cu except�ia bavurii care este de dimensiuni mai reduse. 8.3.2. Sudarea prin contact Sudarea prin contact se deosebes�te de sudarea prin induct�ie prin modul de transmitere a curentului de înalta� frecvent�a� în componente. În acest caz componentele de sudat sunt intercalate în circuitul de sudare, transmiterea curentului la componente realizându-se prin intermediul unor electrozi de contact executat�i din aliaj cupru-argint s�i ra�cit�i cu apa�. Comparativ cu electrozii utilizat�i la sudarea electrica� prin presiune în acest caz electrozii sunt de dimensiuni mai reduse respectiv fort�a de apa�sare pe componente este mai mica�. Calea de trecere a curentului de înalta� frecvent�a� prin componente este determinata� de pozit�ia contactelor s�i de efectul de proximitate. Sudarea prin contact se poate aplica atât la sudarea în linie cât s�i la sudarea cap la cap.
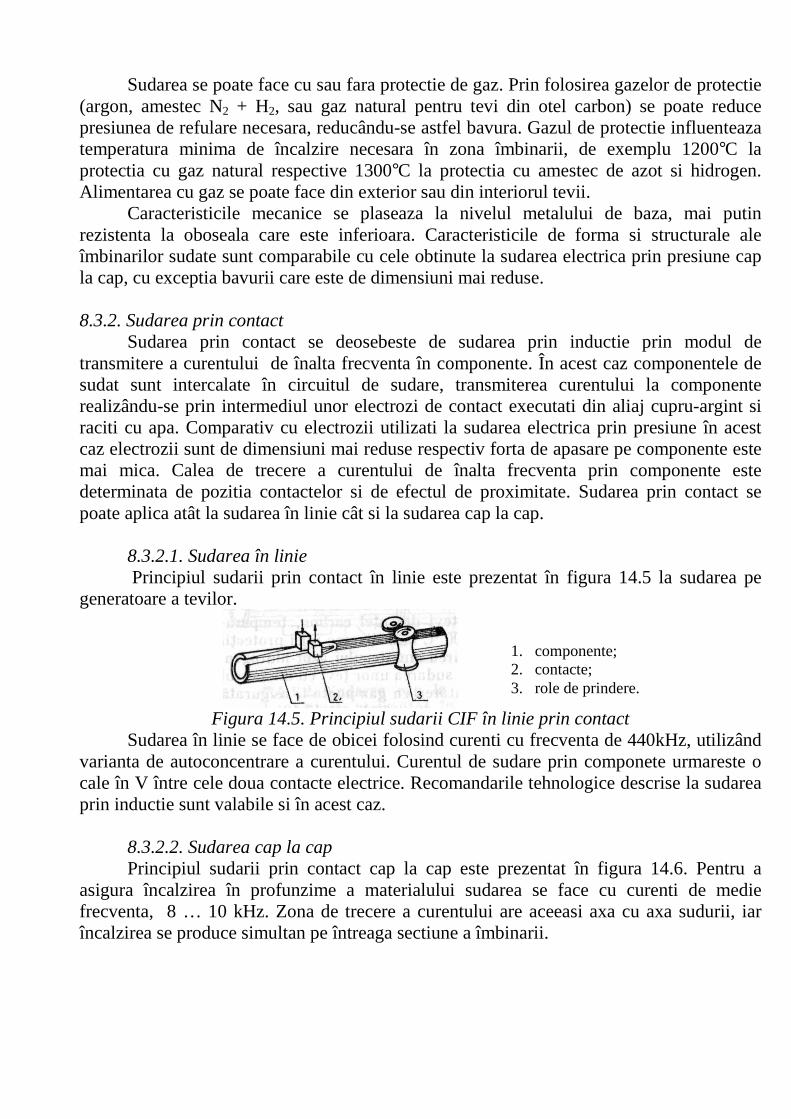
8.3.2.1. Sudarea în linie Principiul suda�rii prin contact în linie este prezentat în figura 14.5 la sudarea pe generatoare a t�evilor.
Figura 14.5. Principiul suda�rii CIF în linie prin contact
Sudarea în linie se face de obicei folosind curent�i cu frecvent�a de 440kHz, utilizând varianta de autoconcentrare a curentului. Curentul de sudare prin componete urma�res�te o cale în V între cele doua� contacte electrice. Recomanda�rile tehnologice descrise la sudarea prin induct�ie sunt valabile s�i în acest caz.
8.3.2.2. Sudarea cap la cap Principiul suda�rii prin contact cap la cap este prezentat în figura 14.6. Pentru a asigura înca�lzirea în profunzime a materialului sudarea se face cu curent�i de medie frecvent�a�, 8 … 10 kHz. Zona de trecere a curentului are aceeas�i axa� cu axa sudurii, iar înca�lzirea se produce simultan pe întreaga sect�iune a îmbina�rii.
1. componente; 2. contacte; 3. role de prindere.
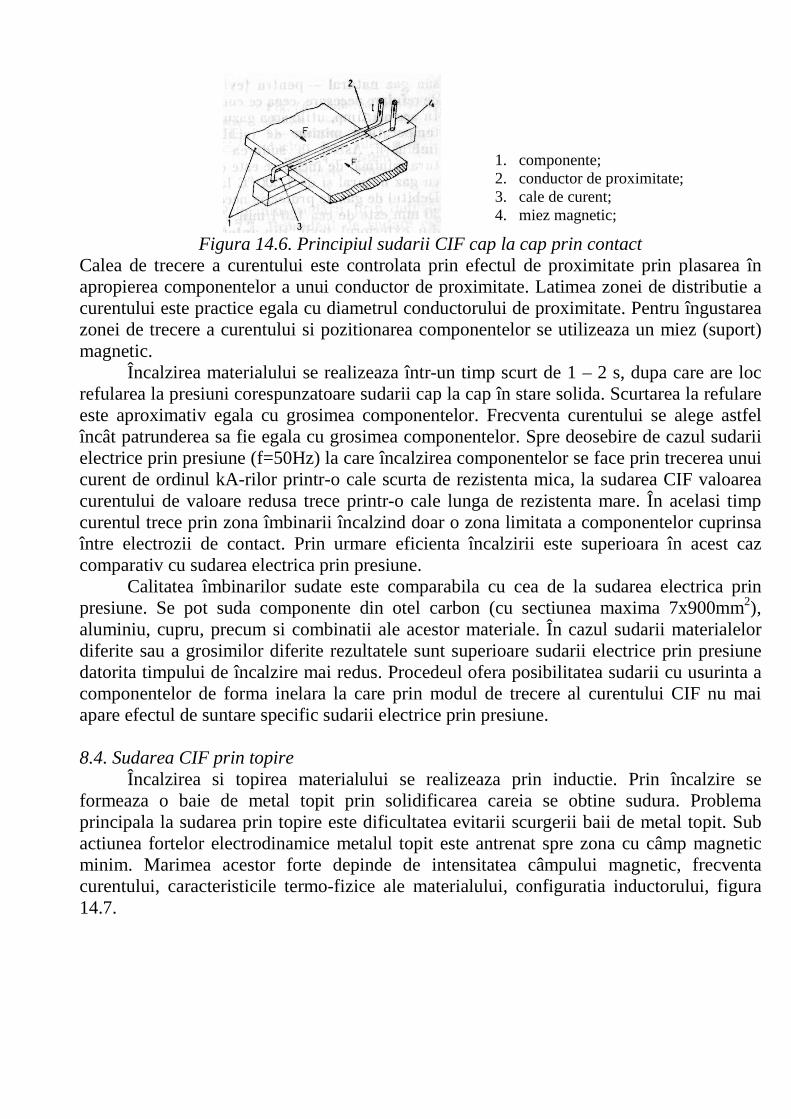
Figura 14.6. Principiul suda�rii CIF cap la cap prin contact
Calea de trecere a curentului este controlata� prin efectul de proximitate prin plasarea în apropierea componentelor a unui conductor de proximitate. La�t�imea zonei de distribut�ie a curentului este practice egala� cu diametrul conductorului de proximitate. Pentru îngustarea zonei de trecere a curentului s�i pozit�ionarea componentelor se utilizeaza� un miez (suport) magnetic. Înca�lzirea materialului se realizeaza� într-un timp scurt de 1 – 2 s, dupa� care are loc refularea la presiuni corespunza�toare suda�rii cap la cap în stare solida�. Scurtarea la refulare este aproximativ egala� cu grosimea componentelor. Frecvent�a curentului se alege astfel încât pa�trunderea sa� fie egala� cu grosimea componentelor. Spre deosebire de cazul suda�rii electrice prin presiune (f=50Hz) la care înca�lzirea componentelor se face prin trecerea unui curent de ordinul kA-rilor printr-o cale scurta� de rezistent�a� mica�, la sudarea CIF valoarea curentului de valoare redusa� trece printr-o cale lunga� de rezistent�a� mare. În acelas�i timp curentul trece prin zona îmbina�rii înca�lzind doar o zona� limitata� a componentelor cuprinsa� între electrozii de contact. Prin urmare eficient�a înca�lzirii este superioara� în acest caz comparativ cu sudarea electrica� prin presiune. Calitatea îmbina�rilor sudate este comparabila� cu cea de la sudarea electrica� prin presiune. Se pot suda componente din ot�el carbon (cu sect�iunea maxima� 7x900mm2), aluminiu, cupru, precum s�i combinat�ii ale acestor materiale. În cazul suda�rii materialelor diferite sau a grosimilor diferite rezultatele sunt superioare suda�rii electrice prin presiune datorita� timpului de înca�lzire mai redus. Procedeul ofera� posibilitatea suda�rii cu us�urint�a� a componentelor de forma� inelara� la care prin modul de trecere al curentului CIF nu mai apare efectul de s�untare specific suda�rii electrice prin presiune. 8.4. Sudarea CIF prin topire Înca�lzirea s�i topirea materialului se realizeaza� prin induct�ie. Prin înca�lzire se formeaza� o baie de metal topit prin solidificarea ca�reia se obt�ine sudura. Problema principala� la sudarea prin topire este dificultatea evita�rii scurgerii ba�ii de metal topit. Sub act�iunea fort�elor electrodinamice metalul topit este antrenat spre zona cu câmp magnetic minim. Ma�rimea acestor fort�e depinde de intensitatea câmpului magnetic, frecvent�a curentului, caracteristicile termo-fizice ale materialului, configurat�ia inductorului, figura 14.7.
1. componente; 2. conductor de proximitate; 3. cale de curent; 4. miez magnetic;
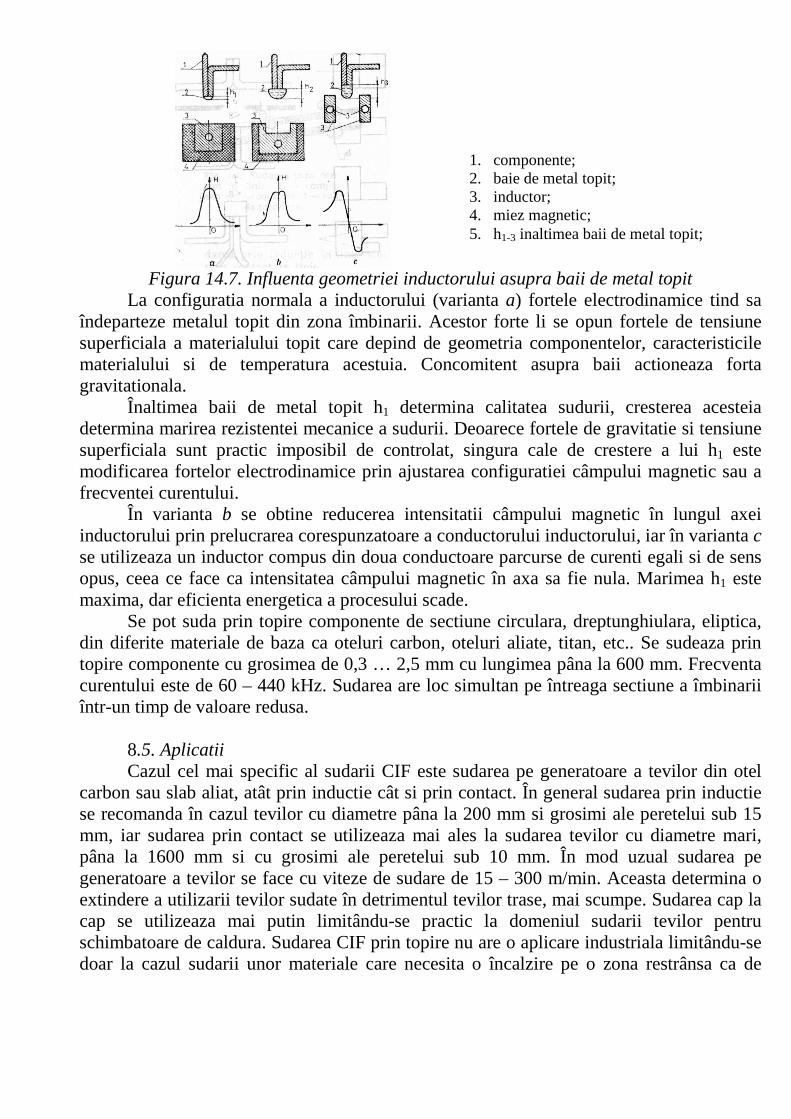
Figura 14.7. Influent�a geometriei inductorului asupra ba�ii de metal topit
La configurat�ia normala� a inductorului (varianta a) fort�ele electrodinamice tind sa� îndepa�rteze metalul topit din zona îmbina�rii. Acestor fort�e li se opun fort�ele de tensiune superficiala� a materialului topit care depind de geometria componentelor, caracteristicile materialului s�i de temperatura acestuia. Concomitent asupra ba�ii act�ioneaza� fort�a gravitat�ionala�. Îna�lt�imea ba�ii de metal topit h1 determina� calitatea sudurii, cres�terea acesteia determina� ma�rirea rezistent�ei mecanice a sudurii. Deoarece fort�ele de gravitat�ie s�i tensiune superficiala� sunt practic imposibil de controlat, singura cale de cres�tere a lui h1 este modificarea fort�elor electrodinamice prin ajustarea configurat�iei câmpului magnetic sau a frecvent�ei curentului. În varianta b se obt�ine reducerea intensita�t�ii câmpului magnetic în lungul axei inductorului prin prelucrarea corespunza�toare a conductorului inductorului, iar în varianta c se utilizeaza� un inductor compus din doua� conductoare parcurse de curent�i egali s�i de sens opus, ceea ce face ca intensitatea câmpului magnetic în axa� sa� fie nula�. Ma�rimea h1 este maxima�, dar eficient�a energetica� a procesului scade. Se pot suda prin topire componente de sect�iune circulara�, dreptunghiulara�, eliptica�, din diferite materiale de baza� ca ot�eluri carbon, ot�eluri aliate, titan, etc.. Se sudeaza� prin topire componente cu grosimea de 0,3 … 2,5 mm cu lungimea pâna� la 600 mm. Frecvent�a curentului este de 60 – 440 kHz. Sudarea are loc simultan pe întreaga sect�iune a îmbina�rii într-un timp de valoare redusa�. 8.5. Aplicat�ii Cazul cel mai specific al suda�rii CIF este sudarea pe generatoare a t�evilor din ot�el carbon sau slab aliat, atât prin induct�ie cât s�i prin contact. În general sudarea prin induct�ie se recomanda� în cazul t�evilor cu diametre pâna� la 200 mm s�i grosimi ale peretelui sub 15 mm, iar sudarea prin contact se utilizeaza� mai ales la sudarea t�evilor cu diametre mari, pâna� la 1600 mm s�i cu grosimi ale peretelui sub 10 mm. În mod uzual sudarea pe generatoare a t�evilor se face cu viteze de sudare de 15 – 300 m/min. Aceasta determina� o extindere a utiliza�rii t�evilor sudate în detrimentul t�evilor trase, mai scumpe. Sudarea cap la cap se utilizeaza� mai put�in limitându-se practic la domeniul suda�rii t�evilor pentru schimba�toare de ca�ldura�. Sudarea CIF prin topire nu are o aplicare industriala� limitându-se doar la cazul suda�rii unor materiale care necesita� o înca�lzire pe o zona� restrânsa� ca de
1. componente; 2. baie de metal topit; 3. inductor; 4. miez magnetic; 5. h1-3 ina�lt�imea ba�ii de metal topit;
exemplu la sudarea combinat�iilor metal-material ceramic sau în cazul îmbina�rilor cu configurat�ie complicata�. Din cauza costului ridicat al echipamentelor de sudare aplicarea suda�rii CIF este rentabila� la product�ia de serie mare sau masa� care se justifica� prin reducerea costurilor de fabricat�ie prin productivitatea ridicata�, prin reducerea costurilor materiale s�i de energie.
9. Sudarea cu arc rotitor
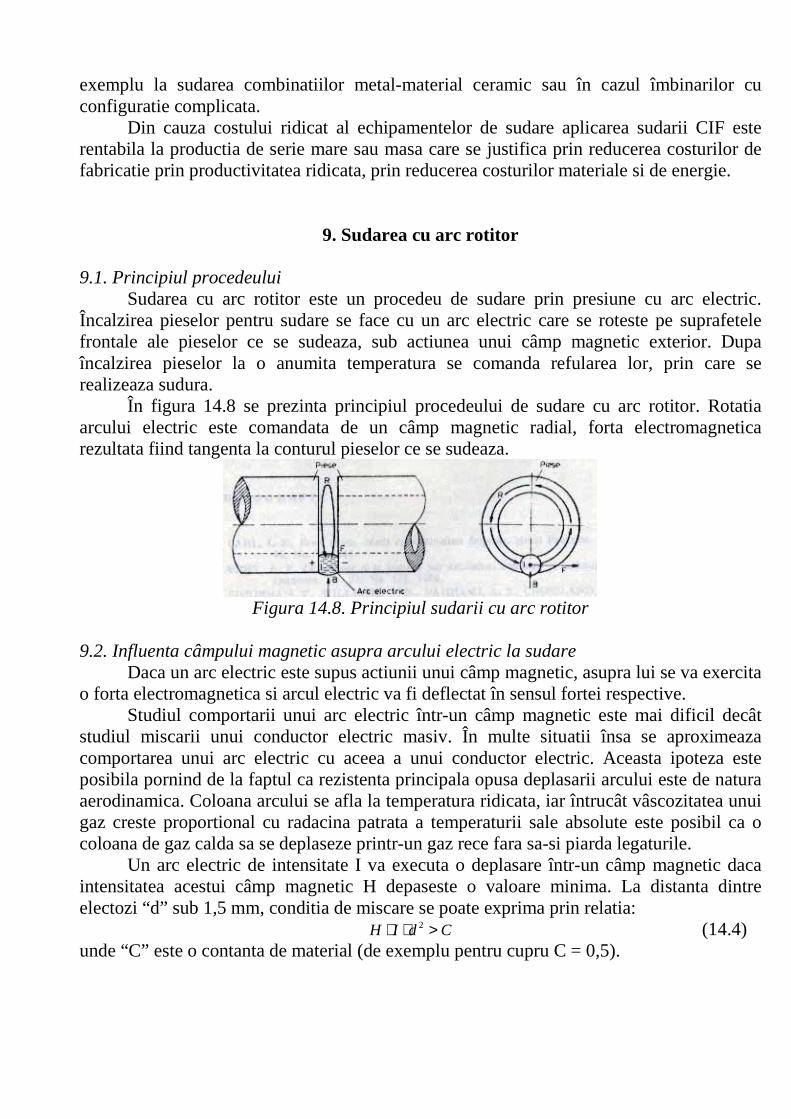
9.1. Principiul procedeului Sudarea cu arc rotitor este un procedeu de sudare prin presiune cu arc electric. Înca�lzirea pieselor pentru sudare se face cu un arc electric care se rotes�te pe suprafet�ele frontale ale pieselor ce se sudeaza�, sub act�iunea unui câmp magnetic exterior. Dupa� înca�lzirea pieselor la o anumita� temperatura� se comanda� refularea lor, prin care se realizeaza� sudura. În figura 14.8 se prezinta� principiul procedeului de sudare cu arc rotitor. Rotat�ia arcului electric este comandata� de un câmp magnetic radial, fort�a electromagnetica� rezultata� fiind tangenta� la conturul pieselor ce se sudeaza�.
Figura 14.8. Principiul suda�rii cu arc rotitor
9.2. Influent�a câmpului magnetic asupra arcului electric la sudare Daca� un arc electric este supus act�iunii unui câmp magnetic, asupra lui se va exercita o fort�a� electromagnetica� s�i arcul electric va fi deflectat în sensul fort�ei respective. Studiul comporta�rii unui arc electric într-un câmp magnetic este mai dificil decât studiul mis�ca�rii unui conductor electric masiv. În multe situat�ii însa� se aproximeaza� comportarea unui arc electric cu aceea a unui conductor electric. Aceasta� ipoteza� este posibila� pornind de la faptul ca� rezistent�a principala� opusa� deplasa�rii arcului este de natura� aerodinamica�. Coloana arcului se afla� la temperatura� ridicata�, iar întrucât vâscozitatea unui gaz cres�te proport�ional cu ra�da�cina pa�trata� a temperaturii sale absolute este posibil ca o coloana� de gaz calda� sa� se deplaseze printr-un gaz rece fa�ra� sa�-s�i piarda� lega�turile. Un arc electric de intensitate I va executa o deplasare într-un câmp magnetic daca� intensitatea acestui câmp magnetic H depa�s�es�te o valoare minima�. La distant�a dintre electozi “d” sub 1,5 mm, condit�ia de mis�care se poate exprima prin relat�ia:
CdIH >⋅⋅ 2 (14.4) unde “C” este o contanta� de material (de exemplu pentru cupru C = 0,5).
Viteza de rotat�ie a unui arc electric ce se rotes�te pe suprafet�ele a doi electrozi cilindrici, dedusa� în condit�iile echilibrului dintre forta� electromagnetica� s�i fort�a de rezistent�a� aerodinamica�, se poate calcula cu relat�ia:
ScdIBvrot ⋅⋅⋅⋅⋅
=
2 (14.5)
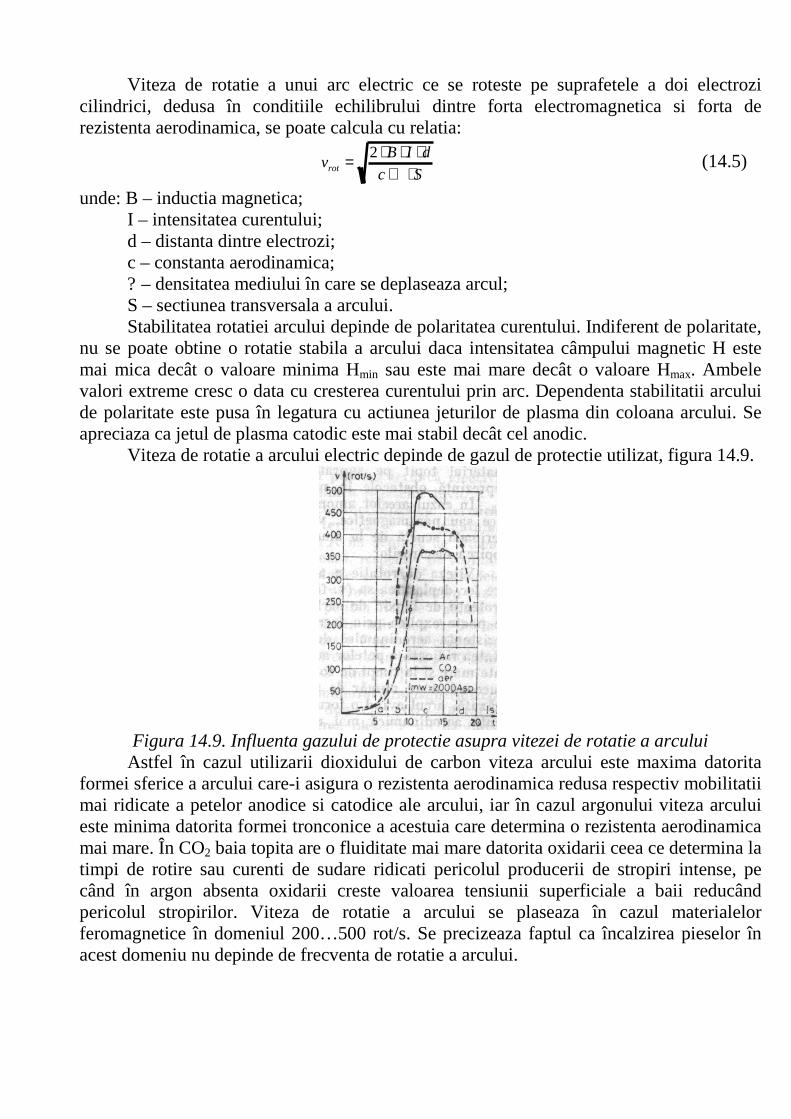
unde: B – induct�ia magnetica�; I – intensitatea curentului; d – distant�a dintre electrozi; c – constanta� aerodinamica�; ?� – densitatea mediului în care se deplaseaza� arcul; S – sect�iunea transversala� a arcului. Stabilitatea rotat�iei arcului depinde de polaritatea curentului. Indiferent de polaritate, nu se poate obt�ine o rotat�ie stabila� a arcului daca� intensitatea câmpului magnetic H este mai mica� decât o valoare minima� Hmin sau este mai mare decât o valoare Hmax. Ambele valori extreme cresc o data� cu cres�terea curentului prin arc. Dependent�a stabilita�t�ii arcului de polaritate este pusa� în lega�tura� cu act�iunea jeturilor de plasma� din coloana arcului. Se apreciaza� ca� jetul de plasma� catodic este mai stabil decât cel anodic. Viteza de rotat�ie a arcului electric depinde de gazul de protect�ie utilizat, figura 14.9.
Figura 14.9. Influent�a gazului de protect�ie asupra vitezei de rotat�ie a arcului
Astfel în cazul utiliza�rii dioxidului de carbon viteza arcului este maxima� datorita� formei sferice a arcului care-i asigura� o rezistent�a aerodinamica� redusa� respectiv mobilita�t�ii mai ridicate a petelor anodice s�i catodice ale arcului, iar în cazul argonului viteza arcului este minima� datorita� formei tronconice a acestuia care determina� o rezistent�a� aerodinamica� mai mare. În CO2 baia topita� are o fluiditate mai mare datorita� oxida�rii ceea ce determina� la timpi de rotire sau curent�i de sudare ridicat�i pericolul producerii de stropiri intense, pe când în argon absent�a oxida�rii cres�te valoarea tensiunii superficiale a ba�ii reducând pericolul stropirilor. Viteza de rotat�ie a arcului se plaseaza� în cazul materialelor feromagnetice în domeniul 200…500 rot/s. Se precizeaza� faptul ca� înca�lzirea pieselor în acest domeniu nu depinde de frecvent�a de rotat�ie a arcului.
Se observa� ca� perioada de ardere a arcului poate fi împa�rt�ita� în urma�toarele etape: a. etapa init�iala� în care are loc o mis�care accelerata� a arcului cu viteza� relativ sca�zura�; b. etapa tranzitorie, marcata� de un salt rapid al vitezei de rotat�ie; c. etapa arderii stabile, caracterizata� printr-o rotat�ie a arcului cu o viteza� practic
constanta�; d. etapa finala� în care se produce o decelerare a arcului.
9.3. Tehnologia suda�rii cu arc rotitor Un ciclu de sudare cu arc rotitor este format din urma�toarele etape, realizate în general automat:
- prinderea-pozit�ionarea pieselor; - amorsarea arcului; - rotirea arcului sub act�iunea câmpului magnetic; - refularea; - scoaterea piesei sudate; Amorsarea arcului electric se face prin atingerea s�i retragerea pieselor la o anumita�
distant�a� (lungimea arcului) sau cu ajutorul unei ioniza�ri prin impusuri de înalta� tensiune. Alimentarea arcului electric se face de la o sursa� de sudare de curent continuu (convertizor sau redresor) cu caracteristica� externa� coborâtoare, pentru us�urarea amorsa�rii arcului se recomanda� ca tensiunea de mers în gol sa� fie de minim 70V.
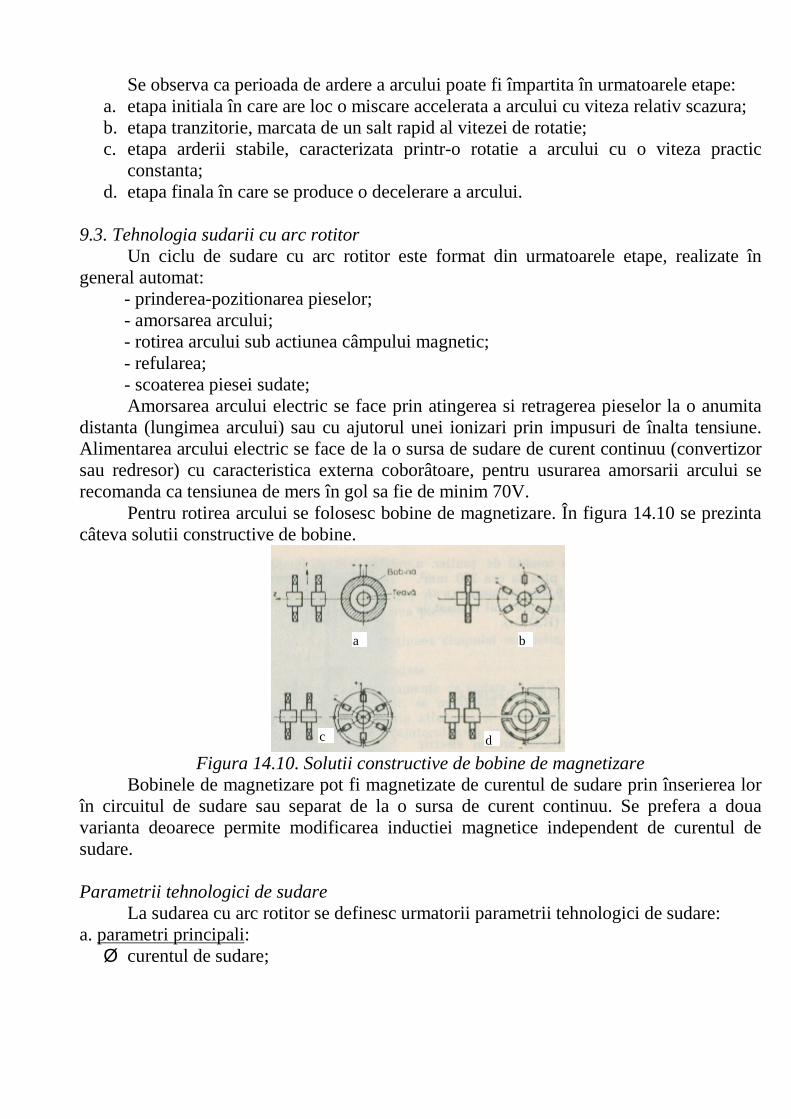
Pentru rotirea arcului se folosesc bobine de magnetizare. În figura 14.10 se prezinta� câteva solut�ii constructive de bobine.
Figura 14.10. Solut�ii constructive de bobine de magnetizare
Bobinele de magnetizare pot fi magnetizate de curentul de sudare prin înserierea lor în circuitul de sudare sau separat de la o sursa� de curent continuu. Se prefera� a doua varianta� deoarece permite modificarea induct�iei magnetice independent de curentul de sudare. Parametrii tehnologici de sudare La sudarea cu arc rotitor se definesc urma�torii parametrii tehnologici de sudare: a. parametri principali:
Ø curentul de sudare;
a b
c d
Ø timpul de înca�lzire; Ø fort�a de refulare; Ø natura s�i debitul gazului de protect�ie.
b. parametri secundari: Ø tensiunea arcului: Ua = 20-26V; Ø solenat�ia de magnetizare: 1000 ÷ 2000 Asp Ø întrefierul: 2,0±0,5 mm; Ø curentul de refulare: Ir = 1,5·Is; Ø timpul de ment�inere al curentului dupa� refulare: tm = 0÷2s; Ø fort�a de prindere: Fpr = 1,5·Fref; Ø viteza de refulare: 50÷100mm/s pt. ot�el carbon respectiv 150÷200mm/s pt. ot�el aliat.
Sudarea cu arc rotitor se poate realiza în regim moale sau regim dur. Sudarea în regim moale presupune o înca�lzire puternica� cu un timp de înca�lzire relativ mare, peste 5 s, urmata� de refularea cu presiune relativ mica�, 60MPa la ot�eluri carbon. Datorita� înca�lzirii materialului neregularita�t�ile superficiale ale pieselor se elimina� în bavura� sca�zând probabilitatea de aparit�ie a defectelor. În acelas�i timp însa�, cres�te interact�iunea dintre baia de metal topit s�i atmosfera� conducând la contaminarea sudurii. De asemenea în timpul rotirii arcului se pot produce scurtcircuita�ri care perturba� stabilitatea arcului. La regimuri dure, timpul de înca�lzire este scurt 1 – 5 s, iar presiunea de refulare mare 100 – 120MPa, la ot�eluri carbon. Materialul este topit doar superficial, neregularita�t�ile de prelucrare a marginilor ra�mânând în îmbinare. Datorita� refula�rii cu o scurtare relativ mica�, oxizii s�i nitrurile ra�mân în îmbinare ceea ce conduce la fragilizarea îmbina�rii. Ca urmare a vitezelor de ra�cire mari, regimurile dure nu se recomanda� la sudarea materialelor cu tendint�a� de fragilizare prin precipitarea constituent�ilor structurali duri.
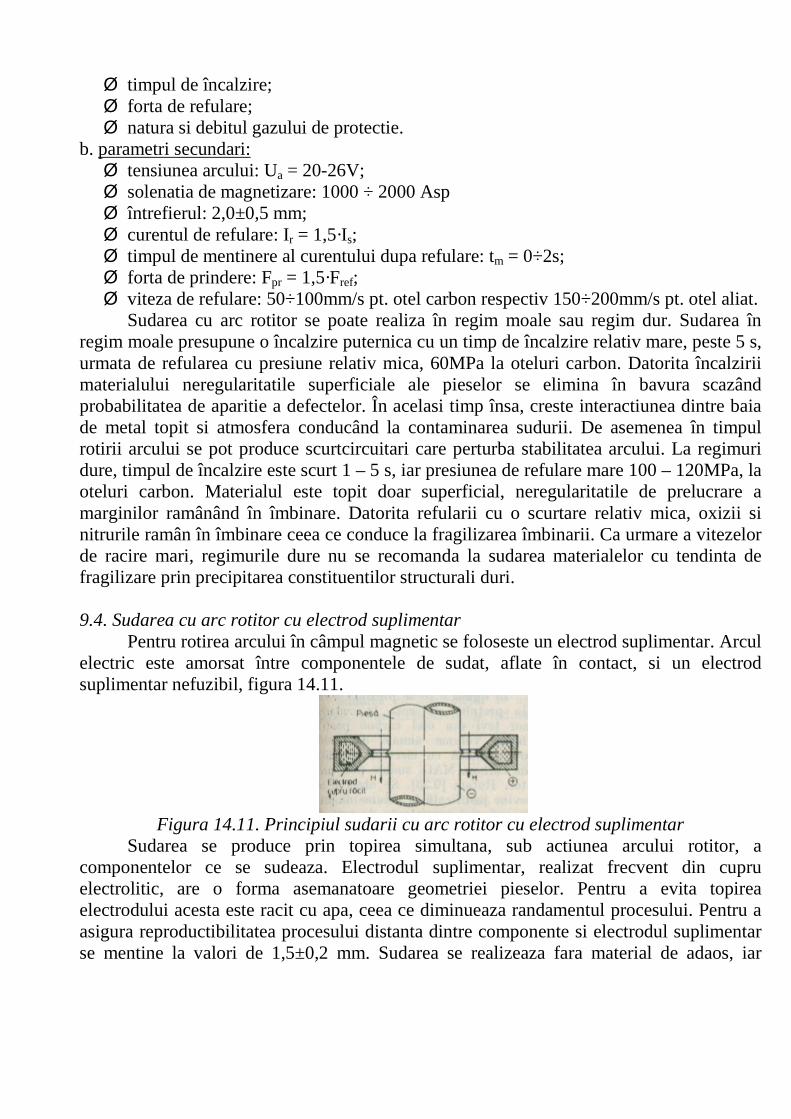
9.4. Sudarea cu arc rotitor cu electrod suplimentar Pentru rotirea arcului în câmpul magnetic se foloses�te un electrod suplimentar. Arcul electric este amorsat între componentele de sudat, aflate în contact, s�i un electrod suplimentar nefuzibil, figura 14.11.
Figura 14.11. Principiul suda�rii cu arc rotitor cu electrod suplimentar
Sudarea se produce prin topirea simultana�, sub act�iunea arcului rotitor, a componentelor ce se sudeaza�. Electrodul suplimentar, realizat frecvent din cupru electrolitic, are o forma� asema�na�toare geometriei pieselor. Pentru a evita topirea electrodului acesta este ra�cit cu apa�, ceea ce diminueaza� randamentul procesului. Pentru a asigura reproductibilitatea procesului distant�a dintre componente s�i electrodul suplimentar se ment�ine la valori de 1,5±0,2 mm. Sudarea se realizeaza� fa�ra� material de adaos, iar
timpul de sudare se limiteaza� la valori sub 1,2 s. Utilizarea gazului de protect�ie introdus axial prin interiorul t�evilor cres�te calitatea sudurii. 9.5. Aplicat�ii Aplicarea procedeului de sudare cu arc rotitor se justifica� în cazul product�iei de serie mare sau masa�, obt�inându-se costuri mult mai mici comparativ cu alte procedee.
Sudarea cu arc rotitor se aplica� la sudarea t�evilor din ot�el carbon cu diametrul pâna� la 100 mm s�i grosimea peretelui pâna� la 6 mm. La diametre mai mari pentru a asigura uniformitatea înca�lzirii sunt necesare viteze de rotat�ie ale arcului foarte mari care conduc la instabilitatea procesului de sudare. Cu cres�terea grosimii peretelui t�evii, datorita� neomogenita�t�ii câmpului magnetic pe grosimea peretelui, arcul electric este împins spre zona cu câmp magnetic minim înca�lzind doar o zona� a sect�iunii materialului. În cazul t�evilor din ot�el inoxidabil dimensiunile sunt limitate la un diametru de 50 mm respectiv o grosime a peretelui pâna� la 3 mm. Sudarea se poate aplica s�i la sudarea t�evilor pa�trate sau la sudarea îmbina�rilor t�eava�-flans�a respectiv t�eava� placa�. 9.5.1. Tehnologii cadru de sudare cu arc rotitor
1. Sudarea t�evilor din ot�el carbon (C<0,45%) - densitatea de curent: 1,2÷0,5 A/mm2; - timpul de sudare: 2÷10 s; - induct�ia magnetica� în întrefier: 0,02÷0,05 T; - presiunea de refulare: 60÷120MPa; -nu necesita� gaz de protect�ie; -îna�lt�imea bavurii: =� 0,5 d�; scurtarea la refulare: 1,5÷5 mm. 2. Sudarea t�evilor din ot�el inoxidabil Paricularita�t�i:
a. metalul de baza� amagnetic determina� modificarea configurat�iei câmpului magnetic în întrefier;
b. caracteristicile de rezistent�a mai ridicate necesita� presiuni de refulare mai mari; c. conductibilitatea termica� sca�zuta� a materialului impune modificarea dupa� un
program a curentului de sudare; d. pentru protect�ia materialului este necesara� untilizarea unui gaz inert.
- curentul de sudare reglat dupa� program; - curentul de preînca�lzire: < 100 A; - timpul de preînca�lzire: 3÷20 s; - curentul de sudare: (2÷5)Ipr; - timpul de sudare: =� 1 s; - induct�ia magnetica� în întrefier: 0,04÷0,09 T; - presiunea de refulare: =� 200MPa; -gazul de protect�ie: argon sau amestec de argon cu hidrogen, < 6%H2;
-îna�lt�imea bavurii: =� 0,5 d�; scurtarea la refulare: < 8 mm. 3. Sudarea barelor
Sudarea cu arc rotitor se poate aplica s�i la sudarea cap la cap a barelor rotunde. Asupra unui arc electric amorsat între doua� bare din material feromagnetic cu raza r
act�ioneaza� o fort�a electromagnetica� data� de câmpul magnetic propriu conform relat�iei:
222
2 araIF s −
=πµ (14.6)
unde: a- distant�a de la axa barei la arc; µ�- permitivitatea magnetica� a mediului. Daca� arcul se afla� în axa barei fort�a electromagnetica� are valoare nula�. Ca urmare dupa� amorsare arcul tinde sa� se stabileasca� în axa barei. Prin înca�lzire axi barei peste temperatura punctului Curie (770°�C), arcul se va deplasa radial sub act�iunea câmpului magnetic propriu realizând astfel înca�lzirea pe sect�iune a barelor. Pentru a asigura o ardere stabila� a arcului s�i înca�lzirea uniforma� a sect�iunii se recomanda� rotirea arcului cu ajutorul unui câmp magnetic exterior, prin urmare sudarea cu arc rotitor în regim moale cu timpi de sudare de 15…20 s.