Ansamblari Demontabile
39
Prof. coodonator Cristi na Popescu PALATUL COPIILOR PITESTI ASAMBLĂRI DEMONTABILE ELEV: Costache Alexandru DOMENIUL:ELECTROMECANIC
-
Upload
gabriel-ailenei -
Category
Documents
-
view
93 -
download
7
description
Ansamblari Demontabile Power point
Transcript of Ansamblari Demontabile

Prof. coodonator Cristina Popescu
PALATUL COPIILOR PITESTI
ASAMBLĂRI DEMONTABILE
ELEV: Costache AlexandruDOMENIUL:ELECTROMECANIC


ASAMBLAREA este o îmbinare a două sau a mai multe piese, fie demontabilă fie nedemontabilă.
Studiul celor două operaţii de asamblare ne permit formarea deprinderilor de efectuare a acestora cât mai uşor şi cu un risc de rănire scăzut.
Asamblările au la bază o serie de operaţii de lăcătuşerie generală care ne dau informaţiile necesare despre efectuarea unei astfel de operaţii.
Clasificarea asamblărilor:
Asamblări demontabile;
Asamblări nedemontabile.

Asamblări demontabile.
Sunt acele asamblări care permit montarea şi demontarea repetată a pieselor fără deteriorarea lor.
Tipuri de asamblări demontabile:
Asamblări filetate;
Asamblări cu pene;
Asamblări cu caneluri;
Asamblări elastice.

Asamblările nedemontabile.
Sunt asamblările unde piesele nu mai pot fi demontate decât prin distrugerea lor.
Tipuri de asamblări nedemontabile:
Asamblări prin nituire;
Asamblări prin lipire;
Asamblări prin sudare.

I.I. NituireaNituirea este procedeul tehnologic de îmbinare este procedeul tehnologic de îmbinare nedemontabilă a două sau mai multe piese cu nedemontabilă a două sau mai multe piese cu
ajutorul niturilor.ajutorul niturilor.
Clasificarea niturilorClasificarea niturilor::
A. După forma capului: - cu cap semirotund; - cu cap tronconic; - cu cap cilindric; - cu cap înecat; - cu cap semiînecat.
B.B. DDupă forma tijeiupă forma tijei- cu tijă plină;- cu tijă plină;
- cu tijă tubulară; - cu tijă tubulară; - cu tijă semitubulară; - cu tijă semitubulară; C. După modul de execuţie: C. După modul de execuţie:
- manual; - manual; - mecanizat. - mecanizat.
D. După starea tijei: D. După starea tijei: - la rece; - la rece; - la cald. - la cald.

II.II. SudareaSudarea este un procedeu tehnologic prin care este un procedeu tehnologic prin care se se îmbină două sau mai multe piese de aceeaşi compoziţie.îmbină două sau mai multe piese de aceeaşi compoziţie.
Clasificare:Clasificare:A. A. Sudare prin topire:Sudare prin topire:
- sudare cu gaze;- sudare cu gaze; - sudare cu arc electric. - sudare cu arc electric.
B. B. Sudare prin presiune:Sudare prin presiune: - sudare prin forjare;- sudare prin forjare;
- sudare prin rezistenţă. - sudare prin rezistenţă.

CAP. II OPERAŢII DE LĂCĂTUŞĂRIE GENERALĂ
În cadrul operaţiilor de lăcătuşerie putem efectua lucrarea de filetare pentru realizarea operaţiei de înfiletare, putem realiza operaţia de nituire adică prinderea a două sau mai multe placbande prin suprapunere cu ajutorul nitului, putem efectua operaţia de lipire şi cositorire precum şi operaţia de sudare.
A.) Îndreptarea este o operaţie tehnologică pregătitoare pentru alte operaţii mecanice respectând următoarele condiţii:
•se aplică asupra semifabricatelor(table, profile, sârme, bare), ca urmare a deformării (îndoirii, bombării, ondulării) rezultate dintr-o necorespunzătoare transportare, depozitare sau prelucrare;
•se aplică asupra pieselor finite care s-au deformat în urma unui tratament termic sau ca urmare a unei suprasolicitări sau accidentări; se aplică metalelor cu plasticitate corespunzătoare: oţel, cupru, aluminiu sau oţelului călit în condiţii speciale;
•se poate executa manual sau mecanic, la cald sau la rece.

Scule, dispozitive şi verificatoare utilizate: - masa de îndreptat;
-ciocan;- presă;
- nicovală; - rigla de verificat.
Clasificare: - îndreptarea manuală care se realizează cu ajutorul ciocanului;
- îndreptarea mecanică care se realizează cu ajutorul preselor şi maşinii speciale de îndreptat.
Tehnologia îndreptării: Îndreptarea tablelor.
- tabla cu deformare la centru. Se aşează tabla cu umflăturile în sus şi se marchează cu cretă părţile deformate. Se loveşte cu ciocanul la marginea tablei spre centru (mai rar şi mai
puternic pe margine; mai des şi uşor spre centru).

- tabla cu deformare la margine. Se aşează tabla cu deformările în sus şi se marchează cu cretă părţile deformate. Se loveşte cu ciocanul de la centru spre marginea tablei (mai rar şi mai puternic pe margine; mai des şi mai uşor spre centru).-tablele şi placbandele foarte subţiri se îndreaptă prin aşezare pe placa de îndreptat şi apăsare cu o placă metalică.
Etape pregătitoare în vederea îndreptări unei table deformate
- identificarea tablelor deformate;- alegerea sculelor, dispozitivelor şi verificatoarelor
corespunzătoare lucrări;- aşezarea semifabricatelor pe masa de îndreptat şi
executarea lucrări în funcţie de locul zonei - verificarea calităţi operaţiei.

B.) Îndoirea este operaţia tehnologică de deformare plastică a unui semifabricat prin care piesa se obţine fără îndreptarea de material, la rece (temperatura mediului ambiant) şi la cald
(temperatura de forjare a metalului). Scule, dispozitive şi verificatoare utilizate:
- nicovală; - ciocan; - colţar;
- placa intermediarăClasificare:
- îndoire manuală; - îndoire mecanică.
Îndoirea manuală a tablelor: - îndoirea la nicovală(îndoire cu ciocanul);- îndoirea la menghină;- îndoirea după şablon(şabloane din oţel sau fontă).

Îndoirea mecanică a tablelor (prin folosirea unui utilaj):- îndoirea barelor şi a profilelor cu ajutorul ciocanului prin lovire, cu ajutorul nicovalei, cu ajutorul dispozitivelor ajutătoare.- îndoirea ţevilor la cald şi la rece;- îndoirea sârmelor pentru obţinerea arcurilor elicoidale, pentru obţinerea arcurilor cilindrice, pentru obţinerea arcurilor conice, pentru obţinerea arcurilor pătrate.C.) Trasarea este operaţia tehnologică prin care se marchează
pe semifabricat conturul de prelucrare pentru uşurarea prelucrării şi respectarea fără probleme a cotelor.
Scule, dispozitive şi verificatoare utilizate:- dispozitive pentru aşezarea şi fixarea materialelor de trasat:
masa de trasat, prismele, calele, colţare de fixare;- instrumente de trasare: arcul de trasat, trasatorul, trasatoare
paralele, distanţiere, punctatoare, compasuri;- instrumente ajutătoare la trasare: rigle gradate, echere şi
raportoare, dispozitive pentru determinarea centrelor, şabloane.

Clasificare:- trasarea plană se face pe materiale plane. Ordinea trasări este: axele orizontale, axele verticale, centrele cercurilor sau ale arcelor de cerc în scopul racordării,
celelalte linii.- trasarea în spaţiu constă în trasarea conturului şi a
liniilor caracteristice necesare executări piesei pe mai multe piese ale semifabricatului;
- trasarea după şablon se foloseşte în cazul executări unui număr mare de piese identice;
- trasarea după model se face direct după piesa uzată sau după o piesă similară de la un alt ansamblu sau altă
maşină. Etape pregătitoare în vederea trasării:
- controlul semifabricatului: descoperirea eventualelor defecte de fabricaţie, verificarea dimensiunilor;- pregătirea materialului pentru trasare; - alegerea suprafeţelor de referinţă.

D.) Găurirea este operaţia de prelucrare prin aşchiere, prin care se execută găurii (alezaje) într-un material compact
folosind scule numite burghie. Scule, dispozitive şi verificatoare utilizate:
- maşina de găurit. Clasificare:
- maşinii de găurit portabile: cu acţionare manuală, cu acţionare mecanică (electrice, pneumatice);- maşinii de găurit stabile: verticale (de banc), radiale (cu coloană).Maşinile de găurit cu acţionare pneumatică sunt construite dintr-un rotor care pot realiza o mişcare de rotaţie cu ajutorul aerului comprimat. Maşinile de găurit stabile reprezintă o serie de avantaje faţă de cele manuale. Maşinile de găurit verticale de banc pot fi utilizate la găuri cu diametrul până la 12mm.Maşinile de găurit cu coloană, executate la întreprinderi. Maşinile de găurit radiale se utilizează la găurirea semifabricatelor grele.

Tehnologia găuririi.Tehnologia găuririi este structurată pe categorii de operaţii
pregătitoare, de găurire, propriu-zisă, de prelucrare a găurilor, de control.
Operaţiile pregătitoare sunt cele de mai jos:- trasarea şi punctarea piesei;
- adâncirea centrului găuri cu un punctator mare;- fixarea burghiului şi a piesei: stabilirea adâncimii de aşchiere, a avansului şi a vitezei de aşchiere este direct
proporţională cu diametrul burghiului şi cu turaţia;- alegerea lichidului de răcire.
Pentru găurire:- se porneşte maşina şi se verifică excentricitatea burghiului;
- se reglează maşina la valori alese pentru turaţie şi pentru avans;
- se găureşte până la o adâncime de ¼ din diametrul burghiului pentru verificarea fixări piesei;
- se cuplează avansul automat.

E.) Filetarea este operaţia tehnologică prin care se aşchiază canale elicoidale pe o suprafaţă exterioară sau interioară, cilindrică sau
conică, folosind scule de filetat (filiere sau tarozi).Scule, dispozitive şi verificatoare utilizate:
- filiera;- menghina. Clasificare:
a.) filetarea exterioară: - fixarea tijei în menghină şi ungerea cu ulei;
- fixarea filetarea în portfilieră; - centrarea filierei pe capătul tijei;
- rotirea şi apăsarea uniformă a filierei în sensul de filetare; - rotirea filierei în sens invers cu rotaţii după 2-3 rotaţii
complete; - ştergerea tijei de ulei şi de aşchii.
b.) filetarea interioară: se execută asemănător dar se utilizează seturi de trei tarozi şi se filetează atent fiecare;
c.) filetarea ţevilor: se realizează cu o clupă specială cu patru bacuri de filetat.

Tarozii servesc la filetarea interioară.Tarozii de mână pentru filete normale se fabrică în seturi de trei bucăţi:
pentru degroşare, semifinisate, finisare.Tarozii de maşină au conul de atac mai lung decât cei de mână.
Filierele se utilizează pentru filetarea exterioară şi sunt formate dintr-un inel întreg sau din bucăţi prevăzut în interior cu muchii tăietoare sub
formă de filet.La filetarea mecanică sculele sunt antrenate de maşini de găurit,
strunguri normale sau maşini de filetat. F.) Pilirea este o operaţie de prelucrare prin aşchiere a suprafeţelor, cu
îndepărtarea adaosului de material în vederea obţinerii formei şi dimensiunilor dorite.
Scule, dispozitive şi verificatoare utilizate:- pile;
- maşini de pilit;- menghină;
- riglă;- şubler.

Clasificarea pilelor:a.)după forma geometrică a corpului:
- late; - pătrate; - cuţit; - semirotunde;
- triunghiulare; - rotunde; - rombice; - ovale.
b.)după fineţea dinţilor: - aspre; - fine;
- bastarde; - dublu fine. - semifine;
c.)după numărul de tăieturi: - cu tăietură simplă; - cu tăietură dublă.
d.)după domeniul de utilizare:- de uz general;- de uz special.

Tehnologia pilirii:Alegerea pilelor se face în funcţie de mai multe criterii:
- calitatea materialului;- forma şi dimensiunile suprafeţelor de prelucrat;
- precizia dimensională cerută.La pilirea manuală, piesa se prinde în menghină astfel încât
suprafaţa de prelucrat să fie deasupra nivelului menghinei cu 5-10mm.
Pila se mişcă uniform şi se apasă numai la mişcarea înainte.Poziţia corpului şi a picioarelor faţă de axa menghinei.
Pilirea de degroşare a suprafeţelor plane se execută în cruce.Pilirea de finisare a suprafeţelor plane se execută drept, pe
uscat sau cu ulei.La pilirea suprafeţelor interioare în unghi, la vârful unghiului se execută iniţial o gaură cu diametru mic sau o degajare cu
fierăstrăul pentru metale.Piesele subţiri se prind în menghină între bucăţi de lemn ca să
nu vibreze în timpul prelucrări.

G.) Polizarea este operaţia tehnologică de prelucrare prin aşchiere a pieselor metalice în scopul degroşării, ajustării, fără a avea în vedere precizia dimensională sau finisarea suprafeţei
prelucrate.Pietrele de polizor sunt formate din granule abrazive legate cu
un liant: ceramic, pe bază de bachelită sau de cauciuc.Capacitatea de aşchiere depinde de structura pietrei (deasă,
desime mijlocie, rară, foarte rară, poroasă).Polizoarele sunt utilaje pe care se montează pietre abrazive.
Clasificarea polizoarelor:Polizoarele stabile servesc la fasonarea pieselor turnate sau
forjate, la curăţarea pieselor mici, la ascuţirea sculelor.Polizoarele mobile servesc la polizarea pieselor şi mai grele.
Orice polizor este alcătuit dintr-un corp (carcasă), motor electric de antrenare pe al cărui ax rotoric se montează piatra
de polizor şi apărătoarea pietrei.Sculele care se ascut se răcesc periodic într-un vas cu lichid aflat în apropiere.

Tehnologia polizării:- se aşează piesa de polizat pe suportul de sprijin plasat în
faţa pietrei, reglat în prealabil;- se apasă piesa progresiv şi fără şocuri pe periferia pietrei
abrazive;- piesele mici nu se ţin cu mâna ci numai cu dispozitive
corespunzătoare;- sculele care se ascut se răcesc periodic într-un vas cu
lichid aflat în apropiere.

CAP.III. ASAMBLĂRILE DEMONTABILE
Asamblările demontabile sunt asamblările care permit montarea şi demontarea repetată a pieselor, fără deteriorarea lor.
Asamblările demontabile se realizează cu ajutorul organelor de asamblare: şurub, piuliţă, pene, caneluri etc.
Tipuri de asamblării:Asamblării filetate.
- Asamblările cu elemente filetate ( cu şurub şi piuliţă) sunt cele mai răspândite asamblări demontabile.
Elementele unei asamblări cu piese filetate sunt:- şurubul cu o parte filetată la exterior;
- piuliţa – piesă filetată la interior;- şaiba de protecţie.
Elemente de siguranţă împotriva deşurubării:- cuie spintecate.

Piesele supuse îmbinării. Scule, dispozitive şi verificatoare utilizate:
- cheii fixe;- cheii reglabile;- cheii speciale;
- cheii dinamometrice;- cheii limitatoare;
- şurubelniţe.Asamblării cu pene.
Penele sunt organe de maşini folosite ca elemente intermediare de legătură între două piese cu axa
geometrică comună. Ele au rolul de organe de organe de fixare, de ghidare sau de reglare a poziţiei relative a pieselor.
Piesele pot longitudinale sau transversale.

Scule şi dispozitive folosite la asamblările cu pene:Înainte de începerea montării pieselor se va face un control atent al canalului de pană prin:
- verificarea cu şablonul;- montarea penelor în canal cu ajutorul unui dispozitiv micrometric.La executarea îmbinării, până şi canalul din butuc se ajustează, de obicei prin pilire sau prin răzuire. Pana se introduce în canal prin presare cu dispozitive speciale.
Asamblării cu caneluri.Asamblările cu caneluri se folosesc la transmiterea momentelor de răsucire mari şi în cazul de deplasare axială frecventă a roţilor pe
arbore. Canelurile sunt proeminenţe prismatice, uniform repartizate pe periferia arborelui care pătrund în locaşurile de aceeaşi formă,
practicate în butuc pentru a putea realiza o asamblare.Montarea arborilor pe butuc se face prin presarea butucului pe
arbore sau prin încălzirea butucului până la 80- 120°C înainte de introducerea lui pe arbore.

Asamblării elastice.Îmbinarea pieselor cu ajutorul elementelor elastice reprezintă una din cele mai simple metode de asamblare în care ceea ce priveşte uşurinţa
cu care se execută şi timpul redus necesar operaţiei de asamblare. Asamblările elastice se realizează cu inele elastice strânse cu şuruburii sau prin intermediul arcurilor. Arcurile sunt elemente care nu numai că
asigură legătura elastică dintre piesele maşinilor, aparatelor, mecanismelor sau dispozitivelor dar îndeplinesc şi roluri funcţionale:
- exercită o apăsare permanentă între piese;- acumulează o cantitate mare de energie pe care o redau treptat;
-amortizează şocurile şi vibraţiile. Arcurile pot fi considerate ca piese simple sau ansambluri compuse.
Montarea arcurilor. Arcurile elicoidale, cele mai răspândite în practică, se montează uşor
fără a fi nevoie de dispozitive speciale. Este necesară uneori cunoaşterea caracteristicii elastice a arcului, ceea ce se poate determina
pe maşini speciale sau cu dispozitive speciale.

Nituirea este procedeul tehnologic de îmbinare nedemontabilă a două sau mai multe piese cu ajutorul niturilor.
Niturile sunt organe de maşini constituite dintr-o tijă cilindrică care la una din extremităţi are un cap fabricat numit cap
iniţial.Prin nituire se formează al doilea cap numit cap de închidere
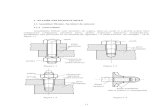
care realizează strângerea pieselor asamblate de grosime s. Dimensiunile principale ale nitului sunt:
- diametrul tijei d;- lungimea tijei l;
- diametrul capului iniţial D;- înălţimea capului h.

Clasificarea niturilor:Clasificarea niturilor:
a. a. după formadupă forma capului:capului:
cu cap semirotund; cu cap semirotund; cu cap tronconic; cu cap tronconic; cu cap cilindric; cu cap cilindric; cu cap înecat;cu cap înecat; cu cap semiînecat.cu cap semiînecat.
b. după forma tijei: cu tijă plină; cu tijă tubulară; cu tijă semitubulară.
c. după natura materialului din care sunt executate:
din oţel; din alamă; din cupru; din aluminiu.

Îmbinări nituite.Îmbinările nituite se pot împărţi în mai multe categorii după
diferite criterii şi anume:a) după modul de execuţie:
- manuală;- mecanizată.
b) după starea tijei nitului:- la rece;- la cald.
c) după modul de aşezare a tablelor:- prin suprapunere;
- cu eclise.d) după numărul rândurilor de nituri:
- cu un singur rând;- cu mai multe rânduri de
nituri dispuse în linie sau zigzag.
e) după destinaţia asamblări:- de rezistenţă;- de etanşare;
- de rezistenţă – etanşare.

NITUIREA MANUALĂ. Scule folosite la nituirea manuală:
- ciocanul de lăcătuşărie;- contracăpuitor;
- trăgător;- căpuitor.
Tehnologia nituirii.Nituirea manuală este în general o operaţie costisitoare care cere un
volum mare de muncă având totodată o productivitate mică de aceea se execută numai la producţia individuală şi în atelierele de întreţinere şi de reparaţii. După ce s-a introdus nitul în gaură se aşează cu capul iniţial pe contracăpuitor şi cu ajutorul trăgătorului se apropie cele două piese de
tablă ca să nu rămână spaţii între ele. Prin lovituri axiale de ciocan refulează capul tijei, după care prin lovituri radiale se dă capului de
închidere a nitului o formă bombată. La sfârşit se aşează căpuitorul pe capul bătut şi se loveşte cu ciocanul, rotindu-se după fiecare lovitură până ce se obţine o formă identică cu a capului iniţial. Aceasta este
metoda directă de nituire.

NITUIREA MECANICĂ.Nituirea se execută cu ciocane şi maşinii automate sau
semiautomate. După felul acţionări ciocanele mecanice pot fi acţionate pneumatic şi electric. După greutate ciocanele de nituit
pneumatice sunt de tip uşor, mijlociu, semigreu, greu. Maşinile de nituit realizează formarea capului de închidere prin ciocănire, prin presare sau prin rulare, pentru nituri cu dimensiuni până la 42 mm.
NITUIREA PRIN EXPLOZIE.Nituirea cu nituri explozibile se face în modul următor:
în gaura pregătită se introduce printr-o lovitură uşoară nitul. Cu ajutorul unui ciocan electric se încălzeşte nitul, iar la 393 K
explozibilul din nit explodează şi umflă capătul tijei formând un cap de închidere care strânge puternic piesele de tablă.

Sudarea este un procedeu tehnologic prin care se îmbină două sau mai multe piese de aceeaşi compoziţie.
Sudarea poate fi executată cu sau fără exercitarea unei forţe exterioare de apăsare a pieselor care se asamblează. Locul de
îmbinare se numeşte sudură, iar linia de îmbinare poartă denumirea de cusătură sau cordon de sudură.
Clasificarea procedeelor de sudură: În funcţie de tehnologia de execuţie a suduri se întâlnesc două grupe de procedee de sudare:
- sudare prin topire;- sudare prin presiune.

Sudarea prin topire se realizează prin topirea locală a pieselor de asamblat cu sau fără adaos de material. Ţinându-se seama de modul de încălzire locală a materialelor în zona de îmbinare, sudarea prin topire se poate executa cu gaze cu arc electric, aluminotermic şi cu
plasmă.Sudarea prin presiune se execută fără materiale de adaos prin
încălzirea locală a pieselor.Sudarea cu gaze.
Materiale folosite. Pentru executarea îmbinărilor prin sudare cu gaze sunt necesare următoarele:
- un amestec de gaze format din oxigen şi un gaz combustibil;- utilaje şi aparatură pentru sudare;
- material de adaos.Oxigenul se obţine prin distilarea aerului lichid. Se livrează în
butelii cu capacitatea de 40 l, la presiunea de 150 at. Pentru recunoaştere, buteliile se vopsesc în albastru.Gazele combustibile
care pot fi folosite la sudare:acetilena este cel mai folosit gaz combustibil, având puterea calorică aproape 14000 Kcal/m³.

Utilaje folosite. Recipientele pentru oxigen sau gaze combustibile sunt vase din tablă de oţel construite pentru a rezista la presiuni
ridicate şi la transport. Se vopsesc în culori diferite după felul gazului ce-l conţin. Pentru prinderea tablelor şi a pieselor care urmează a fi
sudate se folosesc dispozitive de prindere, cleşti de strângere şi cleme.
Materiale de adaos. Sârma de adaos sau vergeaua de adaos se foloseşte la umplerea golurilor provenite din teşitură sau ruptură sau
pentru îngroşarea cusături. Fluxurile sau fondaţii sunt materiale speciale sub formă de praf sau pastă care se adaugă în baia de sudură cu scopul de a îndrepta oxizii cât şi pentru protejarea metalului topit
împotriva oxidării.Tehnologia sudării cu gaze.
Pentru aprinderea arzătorului în vederea sudării se deschide robinetul de acetilenă, se apropie becul arzătorului de o flacără, iar după aprindere se deschide încet robinetul de oxigen. Pentru reglarea
flăcării se manevrează cele două robinete până la obţinerea formatului de flacără dorit. Pentru stingerea arzătorului se închide întâi robinetul
de acetilenă apoi cel de oxigen.

Pentru sudare, tablele subţiri nu trebuie pregătite, tablele groase însă se teşesc la margini şi după forma care se dă sudarea poartă
denumirea de sudură.După felul în care se aşează piesele pentru sudare, se pot stabili
următoarele tipuri de îmbinării:- îmbinării cap la cap;
- îmbinării de colţ în unghi sau în T;- îmbinării cu margini suprapuse;
- îmbinării cu eclise. Sudarea cu arc electric.
Materiale şi utilaje folosite. Pentru executarea îmbinărilor prin sudare cu arc electric sunt necesare următoarele:
- utilaje pentru alimentarea cu curent electric a arcului de sudare;- accesorii, dispozitive şi scule;
- materiale de adaos.Ca sursă de curent pentru alimentarea arcului de sudură se poate
folosi generatorul de curent continuu sau transformatorul de sudură.

Materiale de adaos, la sudarea cu arc electric este provenit din topirea electrozilor. Electrozii pot fi neînveliţi şi înveliţi. Cei
neînveliţi se folosesc la sudarea tablelor subţiri. La cei înveliţi, învelişul se topeşte în timpul sudări şi protejează baia de metal
împotriva oxidării. Tehnologia sudării cu arc electric. Arcul electric pentru sudare se formează prin descărcarea electrică între electrod şi piesa de sudat
care se încălzeşte şi se roteşte pe o anumită adâncime, numită penetraţia sudări. Odată cu amorsarea arcului şi începerea topirii electrodului, sudorul trebuie să înceapă deplasarea electrodului
pentru depunerea stratului de sudură. Mişcarea de avans a electrodului poate fi rectilinie sau oscilatorie. Mişcările transversale oscilatorii, în scopul obţineri lăţimii dorite a stratului de sudură, pot
fi executate în mai multe feluri. Sudarea electrică cu arc se poate realiza automat şi semiautomat. Productivitatea în acest caz creşte de
2-3 ori, iar calitatea este superioară. Sudarea prin presiune. Sudarea prin forjare. Îmbinarea prin forjare se poate face numai la oţelurile cu conţinut scăzut de carbon. În acest scop, capetele barelor ce urmează a se îmbina se îngroaşă.

Sudarea prin rezistenţă.Se execută cap la cap sau cu margini suprapuse.
Sudarea cap la cap la care curentul electric trece prin ambele piese, încălzind suprafaţa de contact după care piesele se presează în
vederea sudării. Sudarea se aplică în două moduri:- prin refulare;- prin scântei.
Sudarea cu margini suprapuse poate fi:prin puncte. Se aplică tablelor subţiri prin suprapunerea acestora şi introducerea lor între cei doi electrozi.
În linie este la fel ca sudarea prin puncte cu deosebirea că în locul electrozilor în formă de bară se folosesc electrozi sub formă de role.

NORME DE TEHNICĂ A SECURITĂŢI MUNCII:1. În încăperile umede se folosesc unelte electrice care
funcţionează la tensiunea de 30;24;12 V;2. Distanţa dintre un tablou de distribuţie şi un utilaj să nu fie mai
mică de un 1 mm;3. Este interzisă lăsarea montajului sub tensiune fără
supraveghere;4. Înaintea efectuări lucrări se va face o scurtă verificare a
sculelor din punct de vedere al izolaţie;5. Înaintea efectuări operaţiei de îndoire se va verifica starea
ciocanului şi coada să nu prezinte fisuri şi să fie bine fixată;6. Uneltele de mână pentru tăiere vor fi verificate înainte de
începerea pentru a se depista defecţiunile care ar putea exista;7. În timpul efectuări operaţiei de îndreptare nu se va sta aplecat
cu faţa spre tablă, corpul se va ţine drept în faţa mesei de lucru;8. Uneltele de mână trebuie să fie în bună stare de funcţionare, să
nu prezinte crăpături sau deformări;

9. Îndreptarea aşchiilor rămase în urma filetări se vor îndepărta cu o mătură sau perie;
10. Aparatele şi instalaţiile intrate în reparaţii capitale nu se va da în exploatare fără a fi prevăzute cu toate dispozitivele care vă asigură securitatea muncii;
11.În cazul reparaţiilor capitale conducerea e obligată a lua măsuri de îmbunătăţire a condiţiilor de muncă prin mijloace de mecanizare, măsurări tehno-sanitare şi
măsurări tehno-organizatoare;12. Conducerea tehnică va ţine evidenţa eşalonări şi realizări lucrărilor de investiţii pentru protecţia muncii şi
limita termenelor stabilite în plan;13. Întreg personalul este obligat să îndeplinească şi să
ceară angajaţilor în subordine să îndeplinească strict normele de tehnică a securităţi muncii pentru care au
toată răspunderea;14. Pentru nerespectarea normelor şi instrucţiunilor de
tehnică a securităţi munci şi protecţia muncii vinovaţi vor fi traşi la răspundere conform regulamentului.

Cap iniţial
Cap de închidere
Cap semirotund Cap
tronconic
Cap cilindric
Cap înecat
Cap semiînecat
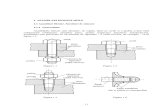
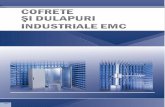
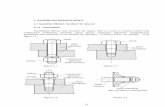
REPREZENTĂRILE ASAMBLĂRII PRIN ŞURUB, CAP HEXAGONAL, ŞAIBĂ ŞI PILUIŢĂ
REPREZENTAREA NITURILOR


![2. ASAMBL ĂRI [1, 2, 4, 6] - webbut.unitbv.rowebbut.unitbv.ro/Carti on-line/OM/JulaChisuLates/Col2.pdf · decât asambl ările nedemontabile, ... folosite asambl ările demontabile,](https://static.fdocumente.com/doc/165x107/5a7a8f0f7f8b9a2d788cc117/2-asambl-ari-1-2-4-6-on-lineomjulachisulatescol2pdfdect-asambl-arile.jpg)