Analiza Si Conceptia Posturilor de Lucru
21
UNIVERSITATEA BACĂU FACULTATEA DE INGINERIE Catedra : Catedra de Utilaje de Proces, Ingineria Mediului şi Inginerie Fizică Specializarea : Optimizarea echipamentelor de proces in industria alimentara. PROIECT ANALIZA SI CONCEPTIA POSTURILOR DE LUCRU Coordonator : Prof.univ.dr.ing. Gheorghe Pintilie Masterand : ing. Gabriel Barna 2009 - 2010 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
-
Upload
arnold-catalin -
Category
Documents
-
view
77 -
download
0
description
posturi lucru
Transcript of Analiza Si Conceptia Posturilor de Lucru
UNIVERSITATEA BACĂU
FACULTATEA DE INGINERIE
Catedra : Catedra de Utilaje de Proces, Ingineria Mediului şi Inginerie Fizică
Specializarea : Optimizarea echipamentelor de proces in industria alimentara.
PROIECTANALIZA SI CONCEPTIA POSTURILOR DE LUCRU
Coordonator :
Prof.univ.dr.ing. Gheorghe Pintilie
Masterand:
ing. Gabriel Barna
2009 - 2010
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
CUPRINS
1. STRUCTURA DE PRODUCTIE SI CONCEPTIE. 1.1. Verigile organizatorice ale structurii de productie si conceptie 3 1.2. Tipologia proceselor de productie. 4
1.3. Perfectionarea structurii de productiei si conceptie - conditia obtineriiperformantei in domeniu. 4
2. SISTEME DE ORGANIZARE SPATIALA.FLUXUL GENERAL DEPRODUCTIE.
2.1. Problemele specifice amenajarii spatiale a productiei. 52.2. Problemele generale ale organizarii spatiale a verigilor de productie. 62.3. Problemele generale ale organizarii spatiale a verigilor de productie. 72.4. Metode si tehnici folosite pentru organizarea in spatiu a productiei
intrerprinderii.3. METODE DE AMPLASARE A LOCURILOR DE MUNCA.
78
4. SISTEME DE ORGANIZARE IN TIMP A PRODUCTIEI. CICLUL DE PRODUCTIE. 11
5. SISTEM DE ORGANIZARE PROCESUALA A PRODUCTIEI. 115.1. Sisteme moderne de organizare a productiei. 115.2. Sistemul de organizare a productiei în flux. 11
6. APLICATII. 14CONCLUZII. 19BIBLIOGRAFIE 20
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
1. STRUCTURA DE PRODUCTIE SI CONCEPTIE.
1.1. Verigile organizatorice ale structurii de productie si conceptie.Structura de productie si conceptie a unei întreprinderi de productie industriala se refera la
numarul si componenta unitatilor de productie, de control si cercetare, marimea si amplasarea lorpe teritoriul întreprinderii, modul de organizare interna a acestora si legaturile functionale care sestabilesc între ele în cadrul procesului de productie si cercetare.
În cadrul întreprinderilor moderne structura de productie si conceptie este formata dintr-unnumar stabilit de verigi organizatorice de productie.
Sectia de productie este o veriga de productie, distincta din punct de vedere administrativ, încadrul careia se executa un produs, o parte a acestuia sau o faza de proces tehnologic.
Constituirea unei sectii de productie îsi propune organizarea si coordonarea unitara aactivitatilor din punct de vedere tehnologic.
În functie de felul proceselor tehnologice care se desfasoara în cadrul sectiilor de productieexista:
A) sectii de baza;B) sectii auxiliare;C) sectii de servire;D) sectii anexa.A) În cadrul sectiilor de baza se executa procese de productie care au drept scop transformarea
diferitelor materii prime si materiale în produse finite, ce se constituie în obiecte ale activitatii debaza a întreprinderii.
Acestea se pot grupa în mai multe categorii, în functie de principiul care a stat la bazaorganizarii ei:
1) sectii de baza organizate dupa principiul tehnologic;2) sectii de baza organizate dupa principiul pe obiect;3) sectii de baza organizate dupa principiul mixt.1) Sectiile de baza organizate dupa principiul tehnologic presupun amplasarea utilajelor si a
locurilor de munca astfel încât sa asigure executarea unui stadiu sau a unei faze de procestehnologic. Astfel, exista sectii de productie de turnatorie, forja, prelucrari mecanice sau de montajetc.
În functie de operatiile tehnologice care se executa în cadrul acestora, sectiile se grupeaza în:a) sectii de baza pregatitoare;b) sectii de baza prelucratoare;c) sectii de baza de montaj-finisaj.a) Sectiile de baza pregatitoare – în acestea se executa fazele pregatitoare ale procesului
tehnologic cum sunt: turnare si forjare de piese în constructii de masini, filatura în industria textila,croire în industria de confectii etc.
b) Sectiile de baza prelucratoare – în cadrul lor are loc transformarea propriu-zisa a materiilor simaterialelor în produ-se care constituie obiect de baza al întreprinderii (cele de prelucrari mecaniceîn constructii de masini, cele de tesatorie în industria textila).
c) Sectiile de baza de montaj-finisaj – sunt cele în cadrul carora are loc asamblarea diferitelorproduse din ansamblele si subansamblele componente sau finisarea produsului finit (cum ar fisectiile de montaj si probe tehnologice din constructii de masini, sectiile de imprimare sau apretaredin industria textila).
2) Sectiile de baza organizate dupa principiul pe obiect sunt acelea care asigura transformareacompleta a materiilor si materialelor în produs finit sau componente ale acestuia. În cadrul acestorsectii sunt reunite un ansamblu de operatii tehnologice care vor prelucra produsul de la stadiul dematerie prima pâna la stadiul de produs finit.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
3) Sectiile de baza organizate dupa principiul mixt. Unele sectii (de regula cele pregatitoare)sunt organizate dupa principiul tehnologic, iar altele dupa principiul pe obiect (sectiile de prelucrarimecanice si montaj).
B) Sectiile auxiliare sunt acelea în cadrul carora se executa produse sau lucrari ce nu constituieobiectul activitatii de baza a întreprinderii, dar care sunt absolut necesare pentru buna desfasurare aproceselor de productie de baza (sectia energetica din cadrul centralelor producatoare
de diferite feluri de energie).C) Sectiile de servire, unde se executa activitati de productie ce se constituie ca servicii atât
pentru sectiile de baza, cât si pentru sectiile auxiliare (sectia retele energetice, sectia depozite s.a.).D) Sectiile anexa sunt destinate valorificarii deseurilor în acele întreprinderi în care rezulta o
cantitate mare de materiale refolosibile.II. Atelierul de productie poate desfasura activitatea:- ca o subunitate de productie a unei sectii de productie, fiind o veriga structurala delimitata
teritorial, în cadrul caruia se executa fie acelasi proces tehnologic, fie acelasi produs saucomponenta a unui produs;
- în mod independent, deosebindu-se de sectia de productie doar prin volumul de activitate carese desfasoara în cadrul acestuia, atelierul fiind o veriga structurala delimitata administrativ, cuaceleasi caracteristici din punct de vedere al procesului de productie ca si în primul caz.
Activitatile de productie ce au loc în cadrul unui atelier pot fi activitati de productie, montaj,service etc.
În cadrul atelierul de proiectare activitatea este orientata în executarea acelor lucrari deproiectare de dimensiuni mai reduse si care nu au fost executate de institutele de specialitate.
III. În laboratorul de control si cercetare se executa diferite analize si masuratori a calitatiiproduselor, materiilor si materialelor.
IV. Sectorul de productie, delimitat teritorial, reprezinta locul unde se executa o anumita fazadin procesul tehnologic sau anumite componente ale unui produs. Într-un atelier de prelucrarimecanice pot exista: sectorul de strunguri, sectorul de freze s.a.
V. Locurile de munca ocupa o anumita suprafata de productie dotata cu utilaje si echipamentetehnologice corespunzatoare, destinate executarii unor operatii tehnologice sau servicii productive.Ele pot fi specializate în realizarea unei operatii, sau universale, când executa o varietate mare deoperatii.
1.2. Tipologia proceselor de productie.Datorita marii diversitati a proceselor de productie acestea trebuie grupate în grupe de procese
cu caracteristici comune în functie de anumite criterii.Cele mai utilizate criterii de grupare a proceselor de productie sunt:a) dupa modul de participare la obtinerea produsului finit;b) dupa gradul de continuitate;c) dupa modul de obtinere a produsului finit;d) dupa gradul de periodicitate;e) dupa natura tehnologica.
1.3. Perfectionarea structurii de productiei si conceptie - conditia obtinerii performanteiin domeniu.
O structura de productie si conceptie rationala, moderna se realizeaza, în primul rând, prinproiectarea întreprinderii, iar, dupa aceea, în decursul functionarii acesteia, prin luarea unor masurioperative care sa duca la perfectionarea structurilor în raport cu modificarile care survin pe linianomenclaturii produselor de fabricat, a tehnologiilor de fabricatie sau a organizarii productiei si amuncii.
Dintre principalele cai de perfectionare a structurii de productie si conceptie se pot enumeraurmatoarele:
- cresterea ponderii unitatilor de productie (sectii, ateliere) specializate, organizate dupaprincipiul obiectului de fabricat, în totalul unitatilor de productie ale întreprinderii, astfel, se
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
creeaza conditii optime pentru generalizarea introducerii în întreprindere a metodelor superioare deorganizare a productiei în flux;
- asigurarea adâncirii specializarii productiei si a extinderii relatiilor de cooperare, care duc lareprofilarea unitatilor de productie pe o productie specializata, creând astfel
conditii optime pentru cresterea eficientei activitatii întreprinderii;- cresterea ponderii volumului de productie sau de lucrari executate pentru activitatea de baza
de catre întreprinderi specializate pentru executarea reparatii-lor, producerea descule, energie si reducerea la minimul necesar a unitatilor de productie auxiliare si de servire
proprii;- optimizarea gradului de marime al unitatilor de productie si asigurarea proportionalitatii între
capacitatile de productie ale acestora, care asigura o crestere puternica a productivitatii muncii,reducerea costurilor de productie si o folosire rationala a capacitatilor de productie prin lichidarealocurilor înguste sau folosirea completa a excedentelor de capacitate;
- sistematizarea întreprinderii care duce la îmbunatatirea, ori de câte ori este posibil, a planuluigeneral de organizare al întreprinderii si realizarea unui flux tehnologic continuu, pe traseele celemai scurte, evitarea întoarcerilor sau intersectarii fluxurilor de materiale sau de oameni, apropiereaunitatilor auxiliare si de servire de unitatile carora le furnizeaza produse, lucrari sau servicii.
Perfectionarea permanenta, ori de câte ori este nevoie, a structurii de productie si conceptie sematerializeaza prin cresterea eficientei economice, influentând în mod direct o serie de indicatorieconomici ai întreprinderii, cum ar fi:
- volumul, continutul si directia transporturilor interne, fondul de salarii afectat personaluluicare lucreaza în transporturile interne si volumul costurilor de transport intern;
- numarul, felul, marimea si locul de amplasare a depozitelor întreprinderii, numarul depersonal care lucreaza în cadrul gospodariei depozitelor si fondul de salarii aferent acestuia;
- numarul de personal ocupat în aparatul administrativ si fondul de salarii aferent acestuia;- durata medie a ciclului de productie pe întreprindere, volumul productiei neterminate si
normativul de mijloace circulante pentru productia neterminata;- gradul de continuitate al fluxului tehnologic, al fluxului de materiale si al fluxului de oameni;- gradul de folosire a teritoriului întreprinderii.Rezulta ca, perfectionarile aduse în structura de produc-tie si conceptie vor determina
îmbunatatirea acestor indicatori, în sensul reducerii volumului de lucrari, a fondului de salariiaferent activitatii de transport, de depozitare si activitatii administrative, al reducerii duratei cicluluide productie si al norma-tivului de mijloace circulante, al marimii gradului de continuitate afluxurilor si a reducerii lungimii lor precum si a marimii gradului de folosire a suprafetelor de caredispune întreprinderea.
2. SISTEME DE ORGANIZARE SPATIALA. FLUXUL GENERAL DE PRODUCTIE.
2.1. Problemele specifice amenajarii spatiale a productiei.Abordarea proiectelor de amenajare a firmelor industri-ale este o chestiune foarte dificila si
presupune instinct si intuitie din partea proiectantilor.Metodologia amenajarii sistematice a spatiului asigura o anumita disciplina în elaborarea
planului de amenajare, permitând, în acelasi timp, o variatie a continutului datelor de intrare ce staula baza elaborarii planului de amenajare a verigilor de productie.
Organizarea spatiala a productiei în cadrul întreprinderi-lor include în sfera sa un ansamblu deprobleme, care poate fi sistematizat pe trei domenii principale, si anume:
- amplasarea verigilor de productie din structura întreprinderii;- stabilirea configuratiei fluxurilor tehnologice;- dimensionarea suprafetelor de productie necesare.Fundamentarea solutiilor privind organizarea în spatiu a productiei întreprinderii se realizeaza
prin intermediul unui studiu specializat, bazat pe folosirea de sisteme principale si metodologicespecifice.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
2.2. Problemele generale ale organizarii spatiale a verigilor de productie.Amenajarea spatiului verigilor de productie consta în amplasarea fizica a instalatiilor, masinilor
si utilajelor industriale. Amplasarea include spatiile necesare miscarii materialelor si depozitariiacestora, spatiile activitatilor indirecte si serviciilor auxiliare precum si spatiile necesareechipamentelor.
Orice proiect de amenajare sau rearanjare a verigilor de productie va avea propriile saleobiective, care difera în functie de punctele de vedere ale managerilor si politica firmei, precum side conditiile curente în care se elaboreaza proiectul. Pentru sporirea eficientei acestei activitatii estenecesar ca obiectivele reale sa fie clare si bine definite de la bun început.
În esenta, amenajarea unei verigi de productie este o combinatie de obiective si variante, eafiind rezultatul unui compromis între anumite avantaje si limitari care trebuie privite în dinamica,prin prisma modificarii lor în timp.
Amenajarea spatiilor trebuie sa urmareasca realizarea unor obiective generale între careenumeram:
- integrarea tuturor factorilor care afecteaza planul general de organizare a firmei;- utilizarea eficienta a factorilor de productie;- flexibilitatea în amplasarea si reamplasarea masinilor si utilajelor;- elasticitate concretizata în adaptabilitatea din mers la noile sortimente de produse;- o împartire automata pe puncte de lucru a spatiului existent;- asigurarea unei anume densitati pe suprafata verigii de productie ce se amenajeaza;- realizarea unei secvente logice a fluxului tehnologic si a locurilor de munca;- comoditate pentru toti angajatii în efectuarea activitatilor pe care le executa;- respectarea normelor de protectie a muncii si de paza contra incendiilor;- motivatie, satisfactie în munca si securitate pentru toti angajatii etc.Aceste obiective si altele pot fi realizate prin oricare din cele trei tipuri clasice de amenajari si
anume:- amenajarea verigilor de productie cu locuri de munca fixe sau locuri fixe pentru material:- materialele sau componentele principale ramân în loc fix;- sculele, masinile si lucratorii sunt aduse la aceste locuri fixe;- produsul finit este realizat cu elemente componente importante depozitate în acelasi loc;- are ca avantaje:
- manipulare redusa a produsului finit;- angajatii lucreaza într-un singur loc, asigurându-se astfel calitatea lucrarilor;- permite modificari frecvente în fabricatie si lansarea de noi produse;- adaptabilitate la cererile intermitente de pro-duse;- nu necesita o organizare pretentioasa si costisitoare etc;
- amenajarea verigilor de productie dupa tipul procesu-lui sau tipul prelucrarii:- în care toate operatiile aceluiasi proces sau tip de prelucrare sunt grupate în acelasi loc;- are ca avantaje:
- reducerea volumului de investitii prin folosirea eficienta a masinilor si utilajelor;- adaptabilitatea la varietate mare de produse si la schimbari frecvente în tehnologia deexecutie;- adaptabilitatea la cereri intermediare de produse;- stimuleaza executantul în ridicarea nivelului propriilor performante;- asigura continuitatea productiei în cazul defectarii masinilor, lipsei materialelor siabsentei executantului etc;
- amenajarea verigilor de productie pe linii de productie sau pe produs:- o un produs sau un anumit tip de produs este fabricat într-o anumita zona;- materialele se deplaseaza, iar operatiile se executa în ordinea fluxului tehnologic, fapt ce
determina ca fiecare utilaj sa fie amplasat functie de secventa operatiunilor si independent de
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
prelucrarea pe care o efectueaza;- are ca avantaje:
- manipularea redusa a materialelor; timpi de executie redusi, volum mic de investitii înmateriale;- utilizarea eficienta a lucratorilor prin speciali-zarea acestora, usurinta în formareaexecutantilor;- asigurarea unui control eficient al productiei (documente mai putine si supraveghereamai buna a executantilor).
Alegerea unuia sau altuia din aceste tipuri de amenajare se fundamenteaza pe raspunsul dat lacele trei criterii de baza implicate de fiecare amenajare.
2.3. Specificitatea configuratiei fluxurilor tehnologice.Fluxului tehnologic al unui produs reprezinta drumul parcurs de materialul sau materialele care
intra în componenta acestuia, între sectiile si atelierele întreprinderii, precum si între diferitelelocuri de munca din structura acestora, de la prima pâna la ultima operatie din procesul tehnological produsului respectiv.
În functie de nivelul la care sunt analizate, fluxurile tehnologice pot fi:- generale - atunci când se urmaresc deplasarile materialelor la nivelul întreprinderii între
sectiile si atelierele acesteia;- partiale, în cazul în care deplasarile materialelor se urmaresc la nivelul fiecarei verigi de
productie, între locurile de munca ale acesteia.2.4. Metode si tehnici folosite pentru organizarea in spatiu a productiei intrerprinderii.În cadrul acestui capitol vor fi prezentate trei grupe de metode si tehnici folosite în studiile de
proiectare sau de perfectionare a organizarii spatiale a productiei la nivelul întreprinderii sau alverigilor sale. Acestea sunt:
- metode de amplasare a locurilor de munca;- metode de grupare a locurilor de munca;- tehnici de prezentare si analiza a variantelor practice de amplasare a locurilor de munca si a
fluxurilor tehnologice corespunzatoare lor.Amplasarea locurilor de munca pe suprafetele sectiilor si atelierelor întreprinderii determina
existenta a trei sisteme de organizare în spatiu a productiei, care au la baza cerintele unor principiispecifice, si anume: principiul tehnologic, principiul pe obiect si principiul mixt.
Sistemul de organizare spatiala a productiei bazat pe amplasarea locurilor de munca conformprincipiului tehnologic presupune constituirea în cadrul sectiei sau atelierului de productie a unorgrupe de locuri de munca omogene sub raport tehnologic.
În cazul organizarii spatiale a productiei în conformitate cu cerintele principiului tehnologic,studiul amplasarii consta în stabilirea succesiunii diferitelor grupe de locuri de munca si a moduluide dispunere a acestora pe suprafata sectiei sau atelierului.
Sistemul de organizare spatiala a productiei bazat pe amplasarea locurilor de munca conformprincipiului pe obiect se caracterizeaza prin formarea în cadrul sectiei sau atelierului a unor linii deproductie.
În cazul organizarii în spatiu a productiei dupa principiul pe obiect, studiul amplasarii locurilorde munca consta în determinarea succesiunii acestora în cadrul liniei de productie.
Atunci când pe linia de productia se executa mai multe feluri de produse care sunt doarasemanatoare sub raport tehnologic (gamele si succesiunile operatiilor difera într-o masura maimare sau mai mica), pentru stabilirea ordinii de dispunere a locurilor de munca în cadrul liniei sefolosesc metode specifice de amplasare a acestora.
Sistemul de organizare spatiala a productiei bazat pe amplasarea locurilor de munca conformprincipiului mixt presupune formarea în cadrul sectiei sau atelierului atât a unor grupe de locuri demunca omogene sub raport tehnologic cât si a unor linii de productie specializate pe obiect.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
3. METODE DE AMPLASARE A LOCURILOR DE MUNCA.
Amenajarea sistematizata în spatiu a productiei se poate face dupa mai multe metode. Uneledintre ele le vom prezenta în continuare:
Metoda multifazala este o conceptie a specialistilor americani, care presupune parcurgerea maimultor faze, utilizând un numar de procedee si un set de conventii.
Fiecare proiect de amenajare parcurge patru faze si anume:- faza I - consta în localizarea proiectului si în stabilirea ariei care va constitui obiectul
proiectului;- faza a II – a - adica elaborarea planului general de amenajare si stabilirea diagramelor generale
de flux;- faza a III – a - se concretizeaza în elaborarea planului de detaliu si planificarea amplasarii
fiecarei masini si a fiecarui echipament;- faza a IV – a - implementarea, adica atât planificarea instalarii, cât si realizarea fizica, inclusiv
adaptarile necesare.Procedeele folosite se concretizeaza în elaborarea planului general în faza a II - a si a planului
de detaliu în faza a III - a. Conventiile utilizate privesc: diagramele de proces, simboluri si actiuni,culorile, gradarile, literele.
Metoda verigilor consta în stabilirea schemei teoretice de amplasare a locurilor de munca înraport cu frecventa legaturilor dintre locurile de munca si volumul materialelor sau produselor ce sevor deplasa între acestea. Conform acestei metode:
- locurile de munca se vor amplasa, astfel încât sa se asigure un flux tehnologic cât mai rational,cu reduce-rea la minim a volumului transporturilor interne si încrucisate;
- veriga defineste traseul pe care se deplaseaza materialele sau produsele finite între doua locuride munca A si B;
- este necesara cunoasterea procesului tehnologic de fabricatie, cunoasterea produselor deexecutat, a utilajelor folosite si a cantitatilor de materiale ce trebuie deplasate de la un loc de muncala altul.
Pe baza acestor date se întocmeste tabloul verigilor (tabelul de mai jos), sub forma unor patrate,trecând pe orizontala denumirea locurilor de munca simbolizate de la A la Z în ordinea normala siîn functie de numarul locurilor de munca, iar pe verticala, în stânga, aceleasi locuri de munca notateînsa de jos în sus. Rezulta astfel un sistem de linii si de coloane, formate din patrate, fiecarui patratcorespunzându-i o anumita veriga.
Tabloul verigilorSmnificatie A B ........ Z
Z....BA
Aplicarea metodei începe cu elaborarea unui tabel în cadrul caruia pe orizontala se trecprodusele de executat, iar în cadrul fiecarui produs în coloane separate se trece succesiuneaoperatiilor si verigile corespunzatoare. Pe baza acestui tabel se va trasa în tabloul verigilor, înpatratul corespunzator fiecarei verigi, câte un segment de dreapta verticala ori de câte ori apareveriga respectiva în tabel (metoda celor cinci bete), dupa care se face o însumare a acestorsegmente atât pe orizontala, cât si pe verticala, stabilindu-se astfel numarul de legaturi ale fiecaruiloc de munca cu celelalte locuri de munca.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
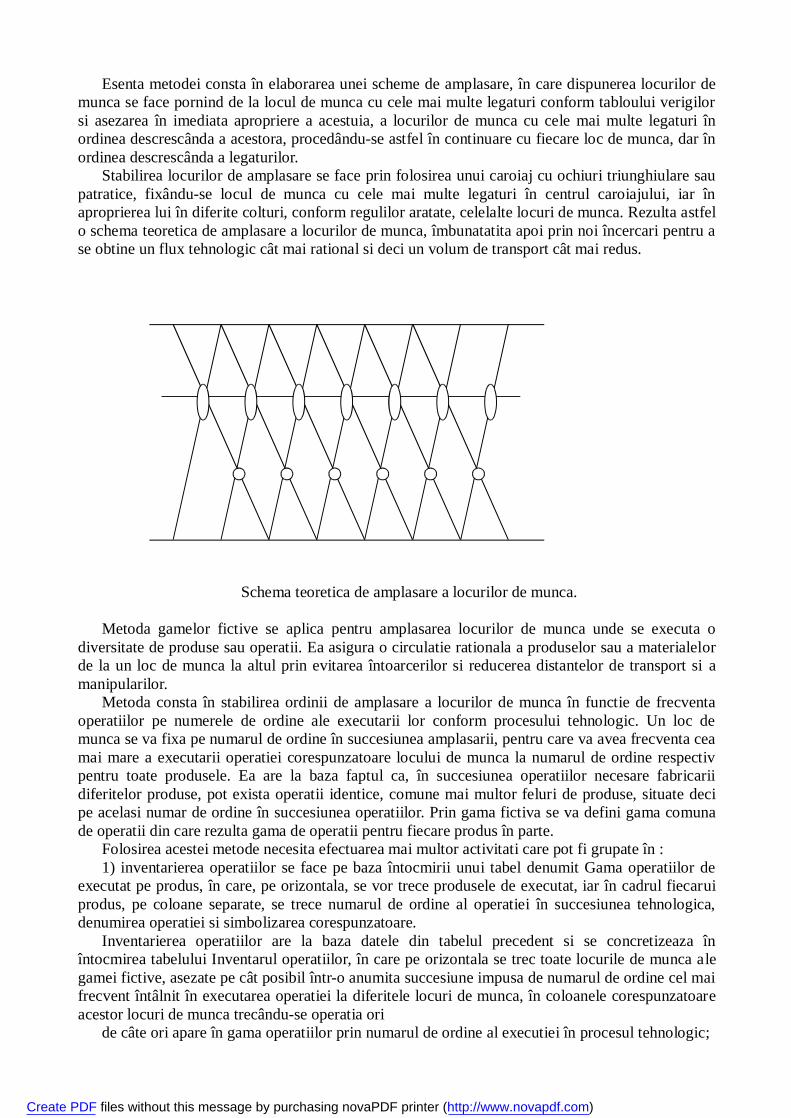
Esenta metodei consta în elaborarea unei scheme de amplasare, în care dispunerea locurilor demunca se face pornind de la locul de munca cu cele mai multe legaturi conform tabloului verigilorsi asezarea în imediata apropriere a acestuia, a locurilor de munca cu cele mai multe legaturi înordinea descrescânda a acestora, procedându-se astfel în continuare cu fiecare loc de munca, dar înordinea descrescânda a legaturilor.
Stabilirea locurilor de amplasare se face prin folosirea unui caroiaj cu ochiuri triunghiulare saupatratice, fixându-se locul de munca cu cele mai multe legaturi în centrul caroiajului, iar înaproprierea lui în diferite colturi, conform regulilor aratate, celelalte locuri de munca. Rezulta astfelo schema teoretica de amplasare a locurilor de munca, îmbunatatita apoi prin noi încercari pentru ase obtine un flux tehnologic cât mai rational si deci un volum de transport cât mai redus.
Schema teoretica de amplasare a locurilor de munca.
Metoda gamelor fictive se aplica pentru amplasarea locurilor de munca unde se executa odiversitate de produse sau operatii. Ea asigura o circulatie rationala a produselor sau a materialelorde la un loc de munca la altul prin evitarea întoarcerilor si reducerea distantelor de transport si amanipularilor.
Metoda consta în stabilirea ordinii de amplasare a locurilor de munca în functie de frecventaoperatiilor pe numerele de ordine ale executarii lor conform procesului tehnologic. Un loc demunca se va fixa pe numarul de ordine în succesiunea amplasarii, pentru care va avea frecventa ceamai mare a executarii operatiei corespunzatoare locului de munca la numarul de ordine respectivpentru toate produsele. Ea are la baza faptul ca, în succesiunea operatiilor necesare fabricariidiferitelor produse, pot exista operatii identice, comune mai multor feluri de produse, situate decipe acelasi numar de ordine în succesiunea operatiilor. Prin gama fictiva se va defini gama comunade operatii din care rezulta gama de operatii pentru fiecare produs în parte.
Folosirea acestei metode necesita efectuarea mai multor activitati care pot fi grupate în :1) inventarierea operatiilor se face pe baza întocmirii unui tabel denumit Gama operatiilor de
executat pe produs, în care, pe orizontala, se vor trece produsele de executat, iar în cadrul fiecaruiprodus, pe coloane separate, se trece numarul de ordine al operatiei în succesiunea tehnologica,denumirea operatiei si simbolizarea corespunzatoare.
Inventarierea operatiilor are la baza datele din tabelul precedent si se concretizeaza înîntocmirea tabelului Inventarul operatiilor, în care pe orizontala se trec toate locurile de munca alegamei fictive, asezate pe cât posibil într-o anumita succesiune impusa de numarul de ordine cel maifrecvent întâlnit în executarea operatiei la diferitele locuri de munca, în coloanele corespunzatoareacestor locuri de munca trecându-se operatia ori
de câte ori apare în gama operatiilor prin numarul de ordine al executiei în procesul tehnologic;
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
2) întocmirea Tabelului frecventei operatiilor pe numere de ordine executiei, în care peorizontala se trec locurile de munca, iar pe verticala numarul de ordine al pozitiei executariioperatiilor în procesul tehnologic. În acest tabel se va trece în dreptul utilajului si în dreptulnumarului de ordine, de câte ori a aparut executarea operatiei date la numarul de ordine al pozitiei(frecventa);
3) stabilirea pozitiei locurilor de munca se concretizeaza în întocmirea Tabelului cuprinzândordinea locurilor de munca pe baza datelor din Inventarul operatiilor.
Stabilirea ordinii de amplasare se face în functie de frecventa executarii operatiei pe un anumitnumar de ordine al executarii operatiei, în final, pozitionarea locurilor de munca trebuind astfelfacuta, încât frecventele corespunzatoare executarii operatiei adoptate pentru pozitionarea utilajuluisa se concentreze pe o diagonala;
4) analiza circuitelor produselor se face în finalul acestei metode pentru fiecare produs în parte,urmarindu-se ca prin diferite masuri, daca este cazul, adoptate în cadrul mai multor variante, sa seasigure un circuit continuu în prelucrarea materialelor, fara întoarceri la diferite locuri de munca.Evitarea întoarcerilor se poate face prin modificarea ordinii de amplasare a utilajelor, atunci cândacest lucru este posibil.
Metoda Cameron consta în întocmirea unei matrice pentru amplasare, în care pe orizontala setrec furnizorii cu precizarea sectiilor furnizoare si a cladirilor în care sunt ampla-sate, iar peverticala 35 beneficiarii cu precizarea sectiilor beneficiare si a cladirilor în care sunt amplasate.Matricea va contine un anumit numar de coloane si de linii, corespunzator sectiilor furnizoare sisectiilor consumatoare. În cadrul fiecarui patrat se vor înscrie în procente partea din cheltuielile cuforta de munca si partea din cantitatile de productie totale ale sectiilor furnizoare care se livreazafiecarui beneficiar. Prin însumare vor rezulta atât cantitatile totale primite de fiecare beneficiar de ladiferiti furnizori. Acest tabel se completeaza cu o serie de date finale trecute pe o liniecorespunzatoare beneficiarilor externi si pe coloane pentru furnizorii externi.
Cu ajutorul liniilor si coloanelor se stabileste pe fiecare beneficiar cantitatea primita de lafiecare furnizor, apoi totalul cantitatilor primite cu defalcare de la furnizorii situati în prima cladire,în a doua cladire etc., sau pentru beneficiari externi.
Pe baza analizei situatiei existente se fac propuneri apoi pentru alte variante astfel încât, învarianta finala, optima, verigile de productie sa fie amplasate pe cât posibil în aceeasi cladire cucele beneficiare, reducându-se fluxurile tehnologice, evitând transporturile încrucisate sau la maridistante si cheltuielile neeconomicoase. Toate acestea în conditiile unei satisfaceri totale a cerintelorbeneficiarilor si ale folosirii complete a capacitatii de productie a furnizorilor.
Metoda diagramei cu fire consta în întocmirea unui desen (la scara) a zonei în care se faceamplasarea si fixarea unor ace cu gamalie în punctele unde se realizeaza operatiile. Pentru indicareacircuitelor dintre operatii se folosesc fire colorate diferite, legate de acele de gamalie si în raport cucontinutul operatiilor, care furnizeaza circuitul analizat. Firul poate reprezenta circuitul unui anumitmaterial sau produs, o anumita încarcatura etc, iar lungimea sa - fiind reprezentata la scara -masoara distanta între punctele în care se executa operatiile;
Metoda planurilor generale suprapuse, executate pe hârtie transparenta consta în întocmireaunor mape cu planuri generale pe hârtie transparenta în care se concretizeaza toate cercetarileefectuate pentru obtinerea unui plan general optim. De regula, se porneste de la o varianta de bazasau de la situatia existenta, întocmindu-se pentru fiecare varianta îmbunatatita câte un plan.
Metoda machetelor bi si tridimensionale se bazeaza pe machetele de regula bidimensionale careconstau în reprezentarea la o scara redusa, aceiasi cu a planului de situatie, a utilajelor, instalatiilor,locurilor de munca ce trebuie amplasate rational cu ajutorul unor sabloane sau modelebidimensionale confectionate la scara.
Practic se întocmeste un plan de situatie la scara, iar pe acesta se vor fixa cu adeziv macheteleîntocmite la aceeasi scara ale diferitelor masini, utilaje si instalatii etc., rezultând astfel mai multevariante de amplasare a utilajului, între care se va alege varianta optima.
Folosirea machetelor tridimensionale este eficienta pentru amplasarea sectiilor, atelierelor,depozitelor etc., cu ajutorul careia sunt reprezentate la o scara redusa, aceeasi însa cu planul de
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
situatie, diferitele masini, utilaje, carucioare etc., scotându-se în evidenta, prin a treia dimensiune,modul de folosire a spatiului ce se amenajeaza.
4. SISTEME DE ORGANIZARE ÎN TIMP A PRODUCTIEI. CICLUL DEPRODUCTIE.
Dupa unii autori20 ciclul de productie este categoria economica prin care se caracterizeazaorganizarea în timp a productiei unei întreprinderi.
Succesiunea stadiilor în care se afla materiile prime din momentul intrarii în productie pâna înmomentul obtinerii produsului respectiv reprezinta ciclul de productie al unui produs. Ciclul deproductie se caracterizeaza prin durata si structura sa.
Durata ciclului de productie al unui produs reprezinta intervalul de timp necesar pentruexecutarea unei unitati sau unui lot din produsul considerat, cuprins între momentul lansarii înproductie sub forma de materii prime si momentul iesirii din productie sub forma finita.
În acelasi timp, stocurile de productie neterminata si necesarul de active circulante se reduc,viteza de rotatie a activelor circulante se mareste.
Durata ciclului de productie este un indicator important, de baza al organizarii si conduceriioperative a productiei. Aceasta permite:
- stabilirea posibilitatilor de productie ale întreprinderii;- fundamentarea programelor de productie pe verigile acesteia si pe perioade partiale a anului;- determinarea momentelor calendaristice de lansare în productie a diferitelor produse si
componente ale acestora.Structura ciclului de productie evidentiaza ansamblul componentelor acestuia, durata fiecarei
componente si ponderea ei în durata totala a ciclului de productie. În aceste conditii, structuraciclului de productie se reflecta în structura duratei ciclului de productie.
5 . SISTEME DE ORGANIZARE PROCESUALA A PRODUCTIEI.
5.1. Sisteme moderne de organizare a productiei.Sistemele de organizare a productiei sunt determinate în ultima perioada de cuceririle tehnicii si
tehnologiei, ale stiintei, în general si de tipul de productie existent în cadrul fiecarei întreprinderi, înspecial. Din acest punct de vedere, sistemele de organizare a procesului de productie pot fi:
- sisteme de organizare a productie în flux (care se preteaza pentru tipul de productie de masa siserie mare);
- sisteme de organizare a productiei pe comenzi (utilizat mai ales pentru tipul de productie deserie mica si individuala).
În practica, nu exista o delimitare stricta între aceste metode. O întreprindere în care predominatipul de productie de serie mare, poate folosi cu succes metoda de organizare a productiei în flux curezultate superioare.
5.2. Sistemul de organizare a productiei în flux.5.2.1. Concept si trasaturi.Organizarea productiei în flux reprezinta forma moderna si eficienta de organizare a productiei
în cadrul întreprinderilor si consta în permanetizarea executarii unei operatii sau grup de operatii,pe anumite locuri de munca ale fluxului tehnologic.
Organizarea productiei în flux se caracterizeaza prin urmatoarele trasaturi de baza:1) Divizarea procesului tehnologic în operatii egale sau multiple din punctul de vedere al
timpului necesar pentru prelucrarea unui produs si stabilirea unei succesiuni rationale a acestora;2) Repartizarea acestor operatii pe anumite locuri de munca specializate în realizarea lor.3) Amplasarea locurilor de munca în ordinea impusa de succesiunea tehnologica a operatiilor,
sub forma unor linii tehnologice în flux.4) Trecerea produselor de la un loc de munca la altul în cadrul liniei se face dupa cum urmeaza:- pentru liniile în flux caracterizate prin sincronizarea executarii operatiilor, produsele trec de la
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
un loc de munca la altul în mod continuu, având la baza un ritm reglementat de lucru;- pentru liniile în flux nesincronizate, trecerea produselor se face în mod discontinuu,
executarea produselor având la baza un ritm liber de lucru.5) Procesul de productie se desfasoara concomitent pe toate locurile de munca ale liniei în flux;
pentru liniile în flux sincronizate, lansarea produselor în fabricatie, trecerea lor pe alte locuri demunca, precum si iesirea produselor de pe linie are loc la intervale egale cu marimea tactului deproductie (tactul de productie reprezentând intervalul de timp la care ies de pe linia în flux douaproduse finite consecutive). Locurile de munca de pe liniile în flux difera ca numar în functie dedurata operatiilor pe care le executa.
6) Executarea unui anumit produs sau a unei grupe de produse asemanatoare din punct devedere constructiv, al gabaritelor sau al procesului tehnologic. Pentru realizarea acestei trasaturi,
trebuie sa existe o omogenitate a calitatii, a dimensiunii materialelor si a semifabricatelorfolosite, potrivit standardelor sau normelor interne.
7) Transportul produselor de la un loc de munca la altul se face cu ajutorul unor mijloaceadecvate; pentru liniile în flux sincronizate mijloacele de transport au deplasare continua sifunctioneaza automat sau mecanizat; din aceasta categorie fac parte benzile rulante sau conveierele,ale caror viteze de deplasare sunt strict corelate cu tactul de functionare al liniei de productie înflux.
5.2.2. Tipuri de linii de productie în flux.În cadrul întreprinderilor industriale moderne, organizarea productiei în flux se prezinta sub o
mare varietate de forme concrete cunoscute în mod generic sub denumirea de linii de productie înflux. Acestea au un ritm de lucru, care reprezinta cantitatea de produse executata pe linie, înunitatea de timp.
1) Dupa gradul de continuitate exista:a) Linii de productie în flux continuu: sunt o forma superioara de organizare a productiei în
flux; în cadrul lor, produsele trec de la un loc de munca la altul în mod continuu pe baza unui tactde productie bine determinat, lucru ce este posibil datorita faptului ca, duratele operatiilor suntegale sau multiple cu marimea tactului de productie, fiind posibila realizarea sincronizariiexecutarii operatiilor; sincronizarea executarii operatiilor presupune ca produsele sa treaca de la ooperatie la alta la intervale de timp egale sau multiple de marimea tactului de productie;
b) Liniile în flux intermitent (sau cu functionare discontinua): se caracterizeaza prin lipsasincronizarii executarii operatiilor pe masini, functionarea liniei neavând la baza un tact deproductie determinat; lipsa sincronizarii executarii operatiilor se datoreaza faptului ca durateleoperatiilor nu sunt egale sau multiple de marimea tactului de productie; din acest motiv, aceastaforma de organizare are numeroase neajunsuri: pentru locurile de munca ale caror operatii au duratemai mici decât restul locurilor de munca, procesul tehnologic se întrerupe conducând la aparitiatimpilor de nefunctionare a masinilor de pe linie;
2) Dupa nomenclatura productiei fabricate liniile de productie se clasifica în urmatoarelecategorii:
a) Linii de productie în flux cu nomenclatura constanta (linii în flux monovalente):suntspecifice tipului de productie de masa; în cadrul lor se prelucreaza un singur fel de produs încantitati foarte mari, cu acelasi proces tehnologic; locurile de munca ale acestor linii de productie înflux au o specializare ridicata executând un numar mic de operatii tehnologice.
b) Linii de productie în flux cu nomenclatura variabila (linii în flux polivalente): secaracterizeaza prin aceea ca în cadrul lor se fabrica mai multe feluri de produse, dar care au unproces tehnologic asemanator; sunt astfel proiectate, încât sa se poata adapta cu usurinta laschimbarea nomenclatorului de produse;
c) Linii de productie în flux cu nomenclatura de grup: sunt specifice întreprinderilor carefabrica o nomenclatura larga de produse, asemanatoare din punctul de vedere al fluxului tehnologicsau al configuratiei; locurile de munca sunt dotate cu masini si utilaje capabile sa prelucrezediferitele grupe de produse cu reglari minime.
3) Dupa felul ritmului de functionare liniile de productie în flux sunt:
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
a) Linii de productie în flux cu ritm reglementat: se caracterizeaza prin aceea ca livreaza peunitatea de timp o cantitate de produse egala cu marimea ritmului de lucru; la aceste linii suntcreate conditiile pentru executarea în mod sincronizat a procesului de productie, specific tipului deserie mare sau de masa;
b) Linii de productie cu ritm liber: presupun acel mod de lucru care livreaza cantitatile deproduse executate la intervale de timp neregulate; pentru asigurarea continuitatii procesului deproductie la anumite locuri de munca se creeaza stocuri de productie neterminata;
10. Metode de amplasare a locurilor de munca. Metoda verigilor pentru amplasarea locurilordemunca
Amplasarea locurilor de munca folosind metoda verigilor se face în urmatoarele etape:a) Întocmirea tabloului verigilor - consta în stabilirea verigilor de productie pentru fiecare
produs care urmeaza sa fie prelucrat, pe utilajele care vor fi amplasate pe suprafata de productie.Pentru aceasta se construieste un tabel, care va avea în capatul coloanelor denumirea produselor
fabricate, fiecare coloana având câte doua subcoloane. Denumirea subcoloanelor va reprezentanumele locurilor de munca din succesiunea fluxului tehnologic si a verigilor de productiecorespunzatoare fiecarui produs.
b) Întocmirea tabloului intensitatilor de trafic. Acesta este reprezentat de un tabel triunghiular,ale carui coloane si linii vor purta denumirea locurilor de munca ce urmeaza sa fie amplasate. Laintersectia liniilor cu coloanele vor fi marcate verigile de productie corespunzatoare produselor carevor fi prelucrate; se va face însumarea acestora în casutele din marginea tabloului.
c) Analiza posibilitatilor de amplasare.d) Amplasarea locurilor de munca.Aceste ultime doua etape se executa simultan. În primul rând se amplaseaza în centrul
suprafetei de productie primele trei locuri de munca, cele mai aglomerate. În centrul suprafetei deproductie vor fi amplasate locurile de munca în ordinea descrescatoare a numarului de verigi de
productie din tabloul intensitatilor de trafic. Pentru a stabili locul de amplasare al acestora, fatade primele locuri de munca, care au fost deja amplasate se face analiza posibilitatilor de amplasare.
Rezultatele obtinute prin aplicarea metodei verigilor vor fi corelate cu conditiile concreteexistente pe suprafata de productie, tinând cont daca este necesar de cerintele suplimentare aleanumitor locuri de munca: iluminatie naturala, apropierea de instalatiile de aerisire etc.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
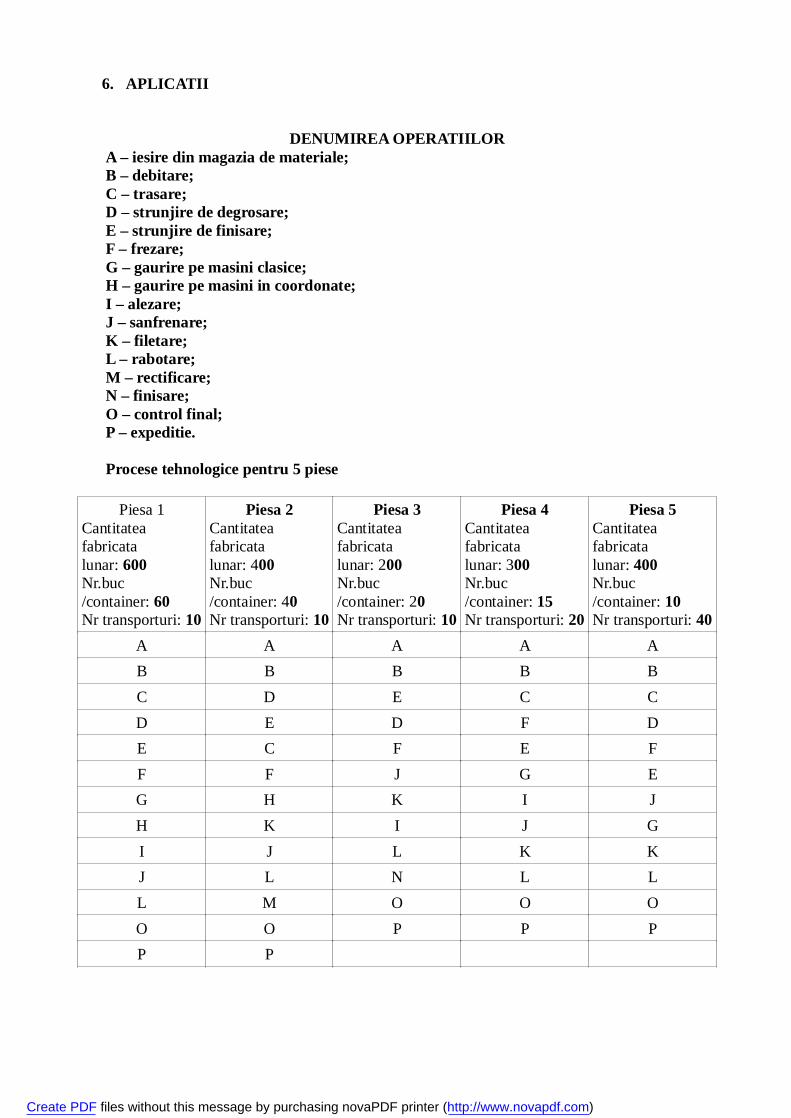
6. APLICATII
DENUMIREA OPERATIILORA – iesire din magazia de materiale;B – debitare;C – trasare;D – strunjire de degrosare;E – strunjire de finisare;F – frezare;G – gaurire pe masini clasice;H – gaurire pe masini in coordonate;I – alezare;J – sanfrenare;K – filetare;L – rabotare;M – rectificare;N – finisare;O – control final;P – expeditie.
Procese tehnologice pentru 5 piese
Piesa 1Cantitateafabricata lunar: 600Nr.buc/container: 60Nr transporturi: 10
Piesa 2Cantitateafabricata lunar: 400Nr.buc/container: 40Nr transporturi: 10
Piesa 3Cantitateafabricata lunar: 200Nr.buc/container: 20Nr transporturi: 10
Piesa 4Cantitateafabricata lunar: 300Nr.buc/container: 15Nr transporturi: 20
Piesa 5Cantitateafabricata lunar: 400Nr.buc/container: 10Nr transporturi: 40
A A A A AB B B B BC D E C CD E D F DE C F E FF F J G EG H K I JH K I J GI J L K KJ L N L LL M O O OO O P P PP P
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
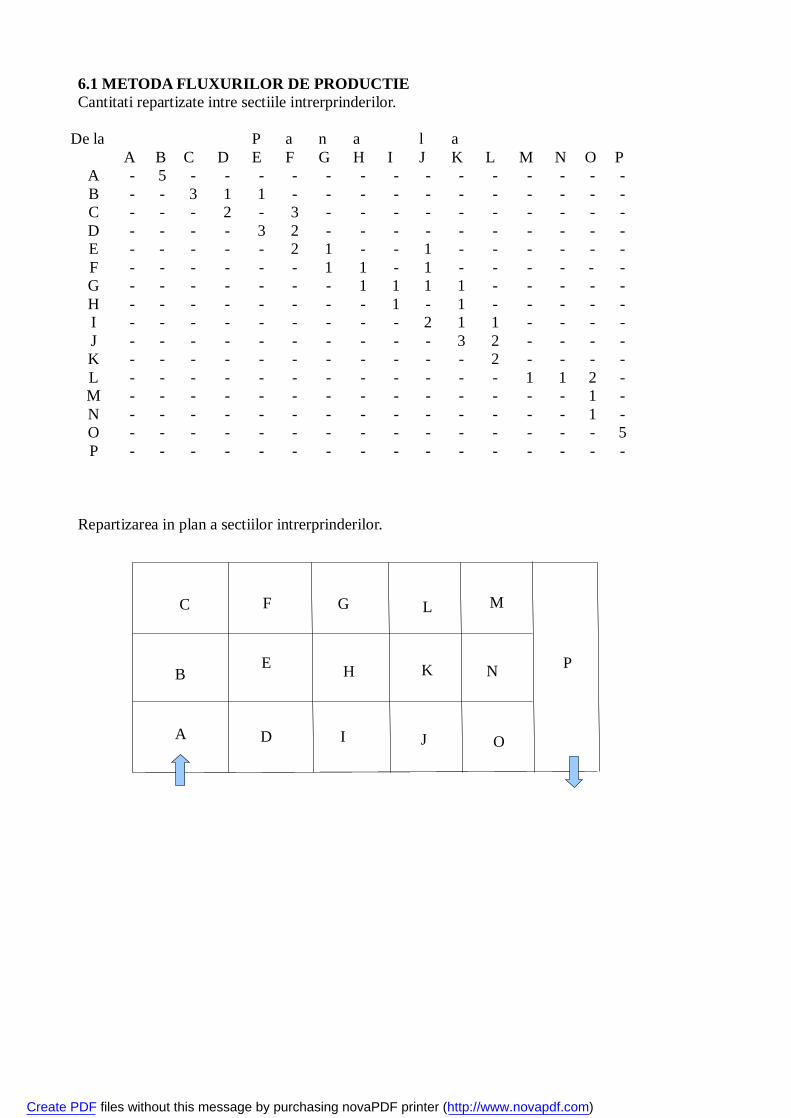
6.1 METODA FLUXURILOR DE PRODUCTIECantitati repartizate intre sectiile intrerprinderilor.
De la P a n a l aA B C D E F G H I J K L M N O P
A - 5 - - - - - - - - - - - - - -B - - 3 1 1 - - - - - - - - - - -C - - - 2 - 3 - - - - - - - - - -D - - - - 3 2 - - - - - - - - - -E - - - - - 2 1 - - 1 - - - - - -F - - - - - - 1 1 - 1 - - - - - -G - - - - - - - 1 1 1 1 - - - - -H - - - - - - - - 1 - 1 - - - - -I - - - - - - - - - 2 1 1 - - - -J - - - - - - - - - - 3 2 - - - -K - - - - - - - - - - - 2 - - - -L - - - - - - - - - - - - 1 1 2 -M - - - - - - - - - - - - - - 1 -N - - - - - - - - - - - - - - 1 -O - - - - - - - - - - - - - - - 5P - - - - - - - - - - - - - - - -
Repartizarea in plan a sectiilor intrerprinderilor.
A
B
C
D
E
F G
H
I J
K
ML
N
O
P
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
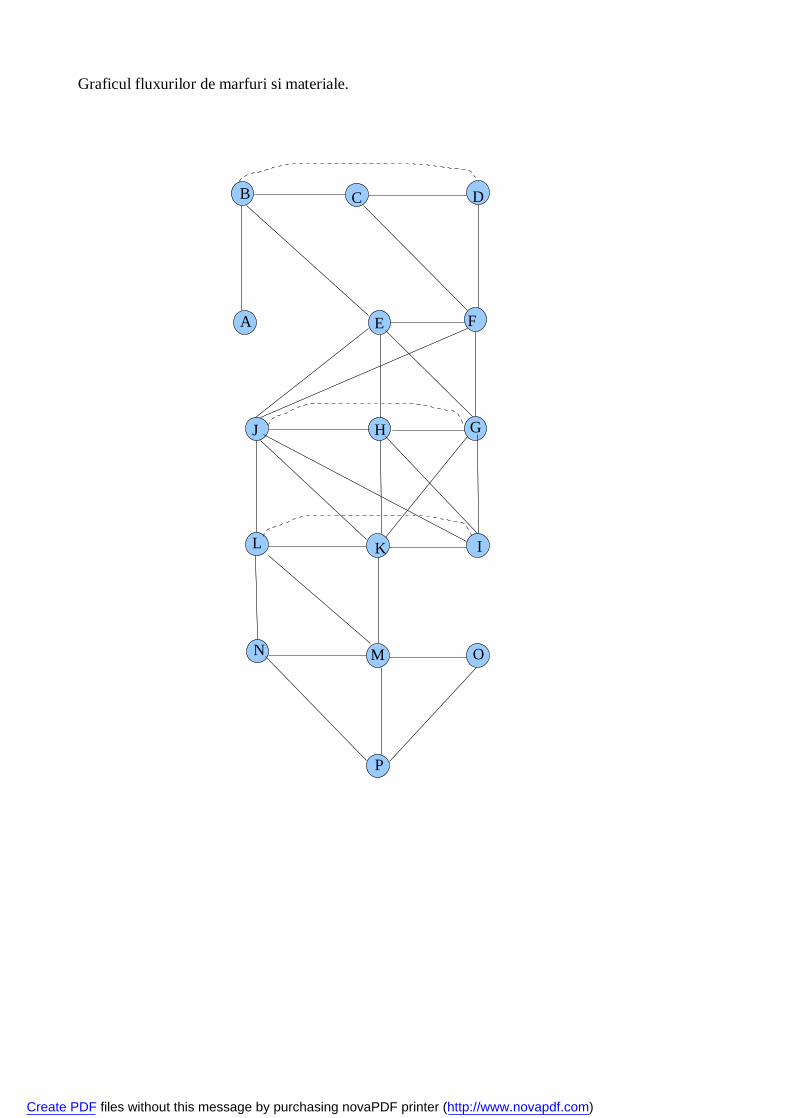
Graficul fluxurilor de marfuri si materiale.
A
B C D
E F
H GJ
K I
L
N M O
P
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
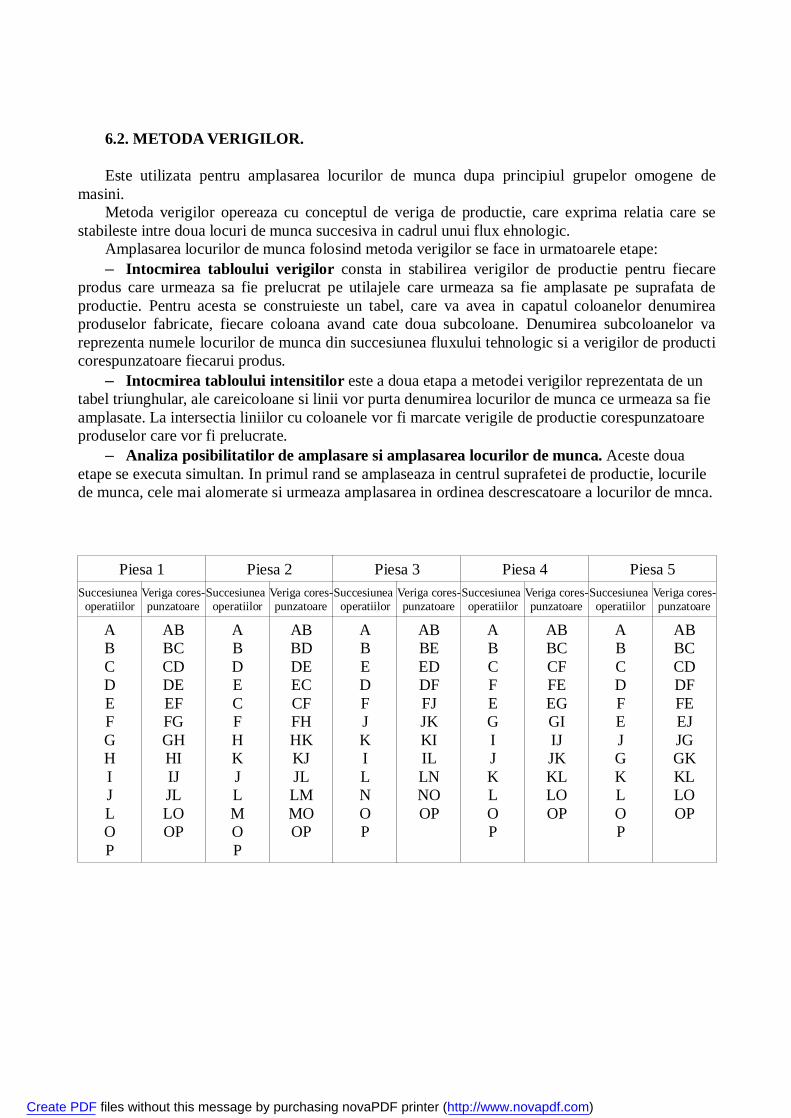
6.2. METODA VERIGILOR.
Este utilizata pentru amplasarea locurilor de munca dupa principiul grupelor omogene demasini.
Metoda verigilor opereaza cu conceptul de veriga de productie, care exprima relatia care sestabileste intre doua locuri de munca succesiva in cadrul unui flux ehnologic.
Amplasarea locurilor de munca folosind metoda verigilor se face in urmatoarele etape:– Intocmirea tabloului verigilor consta in stabilirea verigilor de productie pentru fiecare
produs care urmeaza sa fie prelucrat pe utilajele care urmeaza sa fie amplasate pe suprafata deproductie. Pentru acesta se construieste un tabel, care va avea in capatul coloanelor denumireaproduselor fabricate, fiecare coloana avand cate doua subcoloane. Denumirea subcoloanelor vareprezenta numele locurilor de munca din succesiunea fluxului tehnologic si a verigilor de producticorespunzatoare fiecarui produs.
– Intocmirea tabloului intensitilor este a doua etapa a metodei verigilor reprezentata de untabel triunghular, ale careicoloane si linii vor purta denumirea locurilor de munca ce urmeaza sa fieamplasate. La intersectia liniilor cu coloanele vor fi marcate verigile de productie corespunzatoareproduselor care vor fi prelucrate.
– Analiza posibilitatilor de amplasare si amplasarea locurilor de munca. Aceste douaetape se executa simultan. In primul rand se amplaseaza in centrul suprafetei de productie, locurilede munca, cele mai alomerate si urmeaza amplasarea in ordinea descrescatoare a locurilor de mnca.
Piesa 1 Piesa 2 Piesa 3 Piesa 4 Piesa 5Succesiunea
operatiilorVeriga cores-punzatoare
Succesiuneaoperatiilor
Veriga cores-punzatoare
Succesiuneaoperatiilor
Veriga cores-punzatoare
Succesiuneaoperatiilor
Veriga cores-punzatoare
Succesiuneaoperatiilor
Veriga cores-punzatoare
ABCDEFGHIJLOP
ABBCCDDEEFFGGHHIIJJLLOOP
ABDECFHKJLMOP
ABBDDEECCFFHHKKJJLLMMOOP
ABEDFJKILNOP
ABBEEDDFFJJKKIILLNNOOP
ABCFEGIJKLOP
ABBCCFFEEGGIIJJKKLLOOP
ABCDFEJGKLOP
ABBCCDDFFEEJJGGKKLLOOP
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
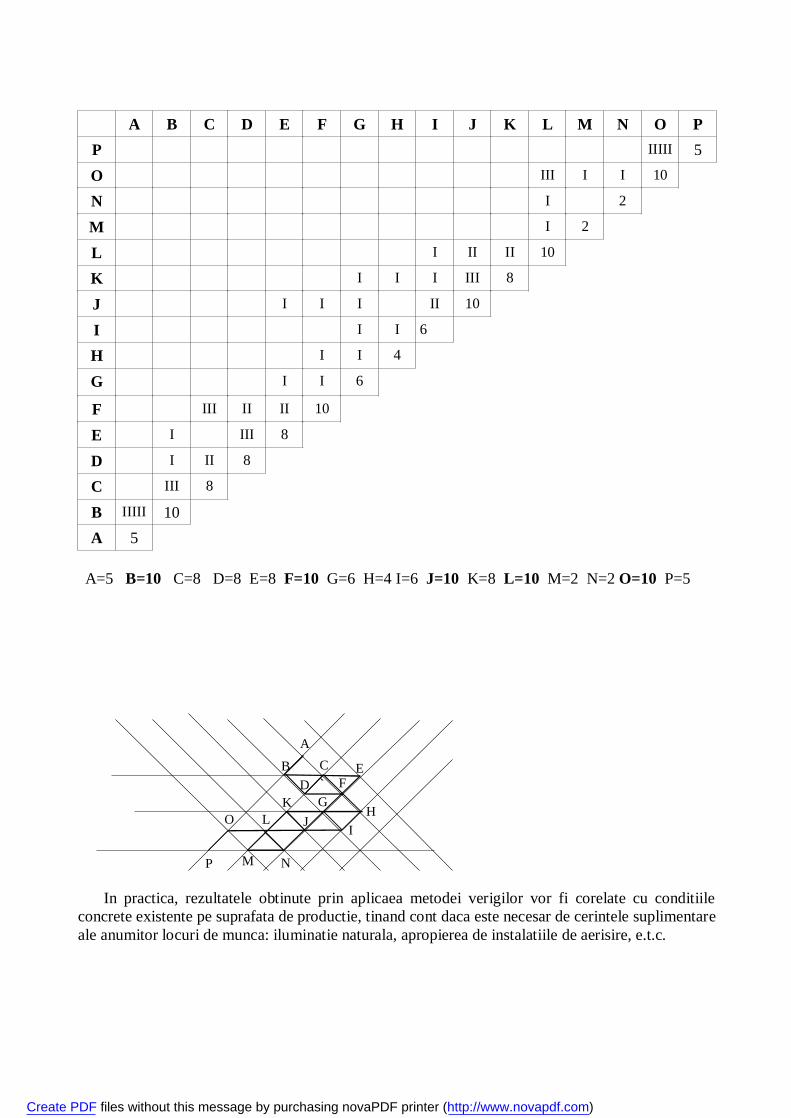
A B C D E F G H I J K L M N O PP IIIII 5O III I I 10
N I 2
M I 2
L I II II 10
K I I I III 8
J I I I II 10
I I I 6
H I I 4
G I I 6
F III II II 10
E I III 8
D I II 8
C III 8
B IIIII 10A 5
A=5 B=10 C=8 D=8 E=8 F=10 G=6 H=4 I=6 J=10 K=8 L=10 M=2 N=2 O=10 P=5
In practica, rezultatele obtinute prin aplicaea metodei verigilor vor fi corelate cu conditiileconcrete existente pe suprafata de productie, tinand cont daca este necesar de cerintele suplimentareale anumitor locuri de munca: iluminatie naturala, apropierea de instalatiile de aerisire, e.t.c.
O L
M N
JK G
I
F
H
E`CD
B
A
P
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
CONCLUZII
În conditiile economice actuale, aplicarea metodelor si principiilor ingineriei sistemelorconduce la realizarea unui sistem integrat pentru industria de aparare, prin care aceasta sa îsimentina viablitatea în noua configuratie politica si economica la care Romania este parte.
Aplicarea metodelor si tehnicilor de inginerie a sistemelor reclama utilizarea pe scara larga atehnologiilor informationale si de comunicatii, care sa permita un management eficient alresurselor, comunicarea la distanta în timp real, luarea deciziilor în contextul dinamicii economieiinformationale.
Impactul economic si social scontat este semnificativ, în sensul ca se ofera o abordareconsistenta si riguroasa, cu respectarea standardelor utilizate în economiile de piata cu traditie.
Cerinta operationala, de restructurare a economiei românesti si, în particular, a sectorului deaparare, se poate transforma într-o arhitectura optimizata de sistem, cu integrarea fabricatiei si asuportului logistic.
Concentrarea tehnologiilor moderne si performante care au posibilitatea de a obtine comenzi sicresterea competivitatii produselor, prin imbunatatirea raportului perfomanta/pret.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

BIBLIOGRAFIE
1. Platon V., Sisteme avansate de productie, Editura Tehnica Bucuresti, 1990.2. Malos G., Ingineria sistemelor in managementul proiectelor, Editura ATM,
Bucuresti, 2000.3. Bude D. M., Proietarea sistemelor, Editura John Wiley & Sons, 2000.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)