59135275 Proiect TN Cauciuc Siliconic
34
PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina CUPRINS TEMA DE PROIECT ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...pag. 3 1. TEHNOLOGIA NECONVENŢIONALÃ ... ... ... ... ... ... ... ... ... ... ... ... pag. 4 1.1. Itinerar tehnologic al tehnologiei neconvenţionale de fabricaţie .. ... ... pag. 4 1.2. Prezentare a Cauciucului Siliconic ... ... ... ... ... ... ... ... ... ... ... ... ... . ... pag. 5 1.2.1. Structura chimicã ... .... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 5 1.2.2. Proprietãţi ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 5 1.2.3. Procesarea ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 6 1.2.4. Cauciucul Siliconic Lichid ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 6 1.2.5. Procesarea Cauciucului Siliconic Lichid ... ... ... ... ... ... ... ... ... ... ... .. pag. 7 1.2.6. Mixarea LSR-ului ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 7 1.2.7. Injectia LSR-ului ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 8 1.2.8. Proiectarea matriţei ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 8 1.2.9. Produse din LSR ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 8 1.3. Amestecuri pe bazã de cauciuc siliconic ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.1. Caracteristici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.2. Aplicatii ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3..3. Prelucrare ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 11 1.3.4. Depozitare ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.5. Indicatori fizico-mecanici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 11 1.3.6. Îmbãtrânire în ulei ASTM nr.1,70 ore la 150 grade C ... ... ... ... ... ... pag. 12 1.3.7. Îmbãtrânire în ulei IRM 903,70 ore la 150 grade ... ... ... ... ... ... ... ... pag. 12 1.3.8. Polimeri siliconici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 13 1.3.9. Structurã şi sintezã ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 13 1.3.10. Proprietãţi ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .. pag. 13 1.3.11. Aplicaţii ca biomateriale ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 14 1.4. Turnarea în forme vidate a unor piese pentru material rulant ... ... ... ... pag. 16 1.4.1. Tehnologia de lucru ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 16 1.5. Fabricaţia prin Sinterizare Selectivã cu Laser . .... .... .... .... .... .... .... .... pag. 21 1.5.1. Principiul de lucru .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... pag. 21 1.5.2. Materiale folosite în procesul SLS .... .... .... .... .... .... .... .... .... .... .... pag. 23 1.5.3. Postprocesare, tratament şi precizia realizatã .... .... .... .... .... .... .... .... pag. 24 1.6. Fabricarea matritelor din cauciuc siliconic .... .... .... .... .... .... .... .... .... pag. 25 1.7. Turnarea sub vid în matriţe din CS .... .... .... .... .... .... .... .... .... .... .... ... pag. 26 2. TEHNOLOGIA CLASICǍ … … … … … … … … … … … … … … pag. 27 2.1. Itinerar tehnologic al tehnologiei clasice de fabricaţie … … … … … pag. 28 2.2. Prezentarea principalelor prelucrãri prin aşchiere … … … … … … … pag. 28 2.3. Prelucrarea prin eroziune electricã (Electrical Discharge Machining-EDM) … … … … … … … … … … … pag. 30 2.3.1. Principiul de lucru … … … … … … … … … … … … … … … … pag. 30 3. Comparaţie intre tehnologia clasicã şi tehnologia neconvenţionalã utilizatã. Avantaje şi dezavantaje … … … … … … … … … … … … … pag. 33 3.1. Timpul de fabricaţie … … … … … … … … … … … … … … … … pag. 33 UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA 1
-
Upload
alex-ionutz -
Category
Documents
-
view
216 -
download
4
Transcript of 59135275 Proiect TN Cauciuc Siliconic

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
CUPRINS
TEMA DE PROIECT ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...pag. 31. TEHNOLOGIA NECONVENŢIONALÃ ... ... ... ... ... ... ... ... ... ... ... ... pag. 41.1. Itinerar tehnologic al tehnologiei neconvenţionale de fabricaţie .. ... ... pag. 41.2. Prezentare a Cauciucului Siliconic ... ... ... ... ... ... ... ... ... ... ... ... ... . ... pag. 51.2.1. Structura chimicã ... .... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 51.2.2. Proprietãţi ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 51.2.3. Procesarea ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 61.2.4. Cauciucul Siliconic Lichid ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 61.2.5. Procesarea Cauciucului Siliconic Lichid ... ... ... ... ... ... ... ... ... ... ... .. pag. 71.2.6. Mixarea LSR-ului ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 71.2.7. Injectia LSR-ului ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 81.2.8. Proiectarea matriţei ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 81.2.9. Produse din LSR ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 81.3. Amestecuri pe bazã de cauciuc siliconic ... ... ... ... ... ... ... ... ... ... ... ... pag. 111.3.1. Caracteristici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 111.3.2. Aplicatii ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 111.3..3. Prelucrare ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .pag. 111.3.4. Depozitare ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 111.3.5. Indicatori fizico-mecanici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 111.3.6. Îmbãtrânire în ulei ASTM nr.1,70 ore la 150 grade C ... ... ... ... ... ... pag. 121.3.7. Îmbãtrânire în ulei IRM 903,70 ore la 150 grade ... ... ... ... ... ... ... ... pag. 121.3.8. Polimeri siliconici ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 131.3.9. Structurã şi sintezã ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 131.3.10. Proprietãţi ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .. pag. 131.3.11. Aplicaţii ca biomateriale ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 141.4. Turnarea în forme vidate a unor piese pentru material rulant ... ... ... ... pag. 161.4.1. Tehnologia de lucru ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pag. 161.5. Fabricaţia prin Sinterizare Selectivã cu Laser . .... .... .... .... .... .... .... .... pag. 211.5.1. Principiul de lucru .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... pag. 211.5.2. Materiale folosite în procesul SLS .... .... .... .... .... .... .... .... .... .... .... pag. 231.5.3. Postprocesare, tratament şi precizia realizatã .... .... .... .... .... .... .... .... pag. 241.6. Fabricarea matritelor din cauciuc siliconic .... .... .... .... .... .... .... .... .... pag. 251.7. Turnarea sub vid în matriţe din CS .... .... .... .... .... .... .... .... .... .... .... ...pag. 262. TEHNOLOGIA CLASICǍ … … … … … … … … … … … … … … pag. 272.1. Itinerar tehnologic al tehnologiei clasice de fabricaţie … … … … … pag. 282.2. Prezentarea principalelor prelucrãri prin aşchiere … … … … … … … pag. 282.3. Prelucrarea prin eroziune electricã (Electrical Discharge Machining-EDM) … … … … … … … … … … … pag. 302.3.1. Principiul de lucru … … … … … … … … … … … … … … … … pag. 303. Comparaţie intre tehnologia clasicã şi tehnologia neconvenţionalã utilizatã. Avantaje şi dezavantaje … … … … … … … … … … … … … pag. 333.1. Timpul de fabricaţie … … … … … … … … … … … … … … … … pag. 33
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
1

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
3.2. Costuri … … … … … … … … … … … … … … … … … … … … pag. 333.3 Calitate (precizie dimensionalã şi de formã, rugozitate) … … … … … pag. 343.4. Aplicabilitate ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... pag. 344. BIBLIOGRAFIE … … … … … … … … … … … … … … … … … pag. 355. ANEXE 1. Desenul de excuţie al piesei „Corp Inferior 1 pentru Tirbuşon”2. Desenul în Solid Works al piesei „Corp Inferior 1 pentru Tirbuşon”3. Desenul în Solid Works al ansamblului „Tirbuşon”4. DuraForm ® Flex plastic5. DuraForm ® PA plastic6. DuraForm ® EX plastic7. Generalităţi despre EDM8. Electrical Discharge Milling9. Electrical Discharge Wire Cutting10. Itinerar tehnologic pentru Tehnologia Clasică11. Selective Laser Sintering12. Sinterstation ® Pro DM100/DM25013. Sinterstation ® Pro SLS system14. Sinterstation ® HiQ™ SLS ® systems15. ARRK Product Development – Materials and Tolerances : SLS16. Selective Laser Sintering – The process17. Selective Laser Sintering, SLS18. Selective Laser Sintering (SLS), SLS Prototype
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
2

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
TEMA DE PROIECT
1. Sã se proiecteze tehnologia modernã de fabricaţie a piesei CORP INFERIOR 1 PENTRU TIRBUŞON, material CAUCIUC SILICONIC, seria de fabricaţie 50 de bucãţi şi tehnoliga folositã TURNARE SUB VID – MATRIŢE DIN CAUCIUC SILICONIC.
Se vor avea în vedere urmãtoarele metode de fabricaţie : a) tehnologii de fabricare rapidã a prototipurilor ;b) tehnologii de rapid-toolin (turnare sub vid în matriţe de silicon, injecţie în matriţe
fabricate prin metal spraying, turnare în modele uşor fuzibile) ;c) tehnologii neconevenţionale de prelucrare prin eroziune electricã, prelucrare cu
laser, cu jet de apã etc ;
2. Prezentaţi succint tehnologia de fabricare a piesei (şi a matritei respective) utilizând tehnologiile clasice utilizate în prezent în România. Itinerar tehnologic de fabricaţie a matriţei respective.
3. Estimaţi avantajele şi dezavantajele tehnologiei neconvenţionale proiectate, comparativ cu tehnologia clasicã utilizatã în prezent în România. Folosiţi pentru comparaţie urmãtoarele criterii : timpul de fabricaţie, costuri, calitate (precizie dimensionalã şi de formã, rugozitate).
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
3

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
1. TEHNOLOGIA NECONVENŢIONALǍ
1. 1. Itinerar tehnologic al tehnologiei neconvenţionale de fabricaţie
Nr. crt.
Denumirea fazei
Procedeul prin care se realizeazã
1. Realizarea modelului CAD Desenare 3D in Solid Works 2. Fabricaţia modelului piesei prin RP SLS (Sinterizare selectivã cu Laser) 3. Îmbunãtãţirea caracteristicilor mecanice
ale pieseiImpregnarea cu o rãşinã epoxidicã
4. Fabricarea matriţelor utilizând modelul obţinut prin SLS
Turnare sub vid de Cacuciuc Siliconic
5. Turnarea pieselor Turnare sub vid în matriţe din CS 6. Verificare preciziei piesei obţinute prin
turnare sub vidComparare cu modelul “pãrinte”, mãurãtori cu diferite aparate de precizie
7. Retuşarea piesei prin diferite procedee mecanice
Finisare manualã obişnuitã
8. Reluarea paşilor 5 – 7 pentru urmãtoarea piesã
1. 2. Prezentare a Cauciucului Siliconic
Elastomerii siliconici sunt folosiţi înca de la începutul anilor '70 în industria medicalã, aerospaţialã, electronicã, auto, în constructii, aplicaţii industriale etc. Aceşti elestomeri se bucurã astãzi de un real succes datoritã caracteristicilor unice ce-i reprezintã: rezistenţã sporitã la compresiune, flexibilitate într-o plajã mare de temperaturi, o gamã variatã de duritãţi (5-80 Shore A).
1.2.1. Structura chimicãCauciucul siliconic este un polimer sintetic cu o structurã molecularã constând
într-un lanţ uriaş format alternativ din atomi de siliciu şi oxigen.
1.2.2. ProprietãţiLegãtura puternicã siliciu-oxigen a elastomerilor siliconici dau acestora
performanţele şi caracteristicile proprii constând în rezistenţã sporitã la diverşi agenţi chimici şi variaţii de temperaturã, excelente proprietãti mecanice şi dielectrice, biocompatibilitate, transparenţã şi claritate naturalã.
Proprietãţi m ecanice . Elastomerii siliconici prezintã rezistenţã sporitã la tracţiune, flexibilitate, elongaţii de pâna la 1300%, având o gamã de duritãţi cuprinsã între 5 şi 80 Shore A.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
4

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Proprietã ti electrice . Elastomerii siliconici depãsesc toate celelalte materiale în privinţa proprietãtilor izolatoare specifice lor. Ei sunt nonconductivi şi îşi pot menţine proprietãţile dielectrice atât în cazul temperaturilor extrem de ridicate cât şi în cazul temperaturilor extrem de scãzute, spre deosebire de celelalte materiale convenţionale folosite în aplicaţii similare.
Rezistenţa chimicã . Elastomerii siliconici rezistã la atacul diferitelor substanţe chimice, inclusiv al câtorva acizi, substanţe chimice oxidante, precum şi a alcoolului izopropilic. Este recomandat ca elastomerii siliconici sã nu fie folosiţi în combinaţie cu acizi concentraţi. Anumite tipuri de elastomeri siliconici au o rezistentã destul de scazutã la atacul hidrocarburilor.
Rezistenţa termicã . Elastomerii siliconici pot rezista unor variaţii de temperaturã mult mai mari decât toţi ceilalţi elastomeri, pastrându-şãi calitaţile şi în cazul variaţiilor de temperaturã extreme: de la –50° la 250°C. Prin urmare, pot fi sterilizaţi prin autoclavizare, cu radiaţii gamma sau prin alte metode.
Permeabilitatea. Elastomerii siliconici au o permeabilitate ridicatã, putând fi folosiţi în cazul aplicaţiilor medicale ce necesitã obţinerea unor membrane permeabile pentru anumite gaze (ex: oxigen).
Biocompatibilitatea. În urma testaãilor intensive s-a dovedit faptul cã elastomerii siliconici prezintã o compatibilitate ridicatã cu ţesuturile umane şi cu fluidele corporale, generând o reacţie minimalã din partea organismului în cazul implanturilor, în comparatie cu alţi elastomeri. Inodori si fãrã gust, elastomerii siliconici nu corodeazã alte materiale şi nu favorizeazã dezvoltarea bacterianã.
1.2.3. ProcesareaÎn mod uzual, elastomerii siliconici sunt procesaţi prin trei metode: injecţia lichidã
(LIM - Liquid Injection Moulding), transfer şi compresie. Proiectanţii de matriţe destiante procesãrii elastomerilor siliconici trebuie sã ia în calcul coeficientul de contracţie al materialului, care este de 2% pâna la 4%, în funcţie de tipul de material folosit. În timpul procesãrii, presiunea de injecţie, temperatura de vulcanizare şi timpul de vulcanizare sunt variabilele ce trebuiesc riguros controlate pentru a obţine produse finite de calitate.
Temperatura de vulcanizare trebuie sã fie suficient de mare pentru a se obţine timpi de vulcanizare mici, dar trebuie atent urmaritã pentru a se preveni arderea materialului.
Presiunea de injecţie trebuie stabilitã în aşa fel încât sã permitã materialului sã umple în mod egal toatã matriţa, dar în acelaşi timp sã permitã aerisirea matriţei şi trebuie optimizatã pentu a preveni golurile de aer (presiune de injecţie prea micã) în produsul finit dar şi scurgerile de material (presiune de injecţie prea mare).
1.2.4. Cauciucul Siliconic LichidÎn zilele noastre, Cauciucul Siliconic Lichid - Liquid Silicone Rubber (LSR) este
folosit pe scarã largã ca o alternativa la elastomerii siliconici solizi, datoritã avantajelor tehnologice şi calitãţilor excepţionale caracteristice lor, aşa cum reiese din lista de mai jos.
Cauciucul Siliconic Lichid este folosit în principal în procesul de injecţie şi extrudere a diferitelor produse finite. În functie de tipul de material folosit, procesul de
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
5

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
vulcanizare are loc în câteva secunde la temperaturi ale matriţei de 140-230°C. Timpii mici de vulcanizare precum şi dematriţarea uşoarã a produselor permite un grad ridicat de automatizare şi obtţnerea unui numãr mare de produse finite pe unitatea de timp.
Avantajele tehnologice ale Cauciucului Siliconic Lichid sunt urmatoarele: • mixare şi procesare uşoare ;• timpi de procesare foarte mici, depinzând de geometria piesei şi de grosimea
pereţilor piesei ;• dematriare uşoarã ;• injecţie fãrã pierderi ;• în general nu necesitã post tratare ;• aderã foarte bine la anumite materiale ;• claritate superioarã ;• inodor şi neutru ca gust ;• utilizabil în plaja de temperaturi –60°C +180°C ;• proprietãţi elastice excelente ;• rezistenţã foarte bunã la atacul ultravioletelor şi a ozonului ;• rezistenţã sporitã la îmbatrânire; • respinge natural apa şi rezistã la atacul diferiţilor solvenţi ;• proprietãţi dielectrice excelente într-o plajã variatã de temperaturi ;• cauciucul siliconic nu este combustibil, nu se topeşte şi nu curge, toxicitatea
noxelor degajate fiind foarte scazutã.Aplicatiile cauciucului siliconic lichid includ produse pentru urmatoarele domenii: • Auto : O-ringuri, fise pentru bujii, diverse membrane, garnituri, etc. • Electronicã : elemente terminale, conectori, membrane pentru butoane, tastaturi
pentru calculatoare şi telefoane, diafragme, garnituri, etc. • Electrocasnice şi accesorii : mici izolaţii, membrane, O-ringuri, difusere pentru
duşuri, diferite componente pentru cafetiere, forme pentru prãjituri, etc. • Medical : plunjere pentru seringi, catetere, tetine si biberoane, etc. • Altele : ochelari pentu înot, maşti pentru scufundari, etc.
1.2.5. Procesarea Cauciucului Siliconic LichidÎntre LSR (Cauciuc Siliconic Lichid) şi HCR (Cauciuc Siliconic Solid) diferenţele
în ceea ce priveşte proprietãţile produselor finite sunt minime. Totuşi, în prezent, tot mai mulţi procesatori de cauciucuri siliconice preferã folosirea LSR-ului, datoritã avantajelor pe care acesta le prezintã din punct de vedere tehnologic, aşa cum am prezentat într-o sectiune anterioarã.
LSR-ul este folosit în principal în cadrul procesului de injecţie lichidã, obţinându-se repere finite de o înalta calitate pentru industriile auto, electronicã şi medicalã. În cele ce urmeazã aceastã prezentare va fi structuratã având la baza parametrii cheie ai procesãrii LSR: mixarea, injecţia şi proiectarea matriţei.
Principalul avantaj al sistemelor de injecţie a LSR-ului este faptul ca ele sunt proiectate pentru utilizarea în medii închise, complet automatizate, cu intervenţie minimã din partea factorului uman. Datoritã acestui aspect, întregul ciclu de producţie trebuie sã
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
6

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
fie atent stabilit, avându-se în vedere obţinerea unor timpi de producţie cât mai mici şi o calitate ridicatã a produselor finite.
1.2.6. Mixarea LSR-uluiObiectivul procesului de mixare este acela de a introduce cantitãţi egale şi omogen
amestecate din cele 2 componente LSR în snecul masinii de injecţie. Echipamentul asociat acestui proces, deşi de cele mai multe ori este independent de maşina de injecţie, joacã un rol deosebit în procesabilitatea LSR-ului şi implicit în calitatea produselor finite.
Cele 2 componente LSR sunt trimise, din containerele de 20 sau de 200 de litri, într-un raport de 1:1 prin intermediul unor pompe acţionate pneumatic sau hidraulic în mixerul static şi apoi în snecul maşinii de injecţie.
O atenţie deosebitã trebuie acordatã valvei unisens, care previne variaţiile volumului dozat, cauzat de eventualele scurgeri de material şi care poate influenţa calitatea produsului finit: cu un volum prea mare de material în cavitatea matriţei, piesa tinde sã se contracte mai mult decât în condiţii normale.
Dacã nu se reuşeşte alimentarea în cavitatea matriţei a celor 2 componente LSR într-un raport de 1:1, în cele mai multe cazuri, materialul aflat în afara raportului de dozare, se va vulcaniza, dar piesele vor tinde sa adere la pereţii matriţei, facând astfel dematriţarea greoaie, în detrimentul timpului pe ciclu. De asemenea aceste piese prezintã proprietãţi fizice în afara spectrului acceptabil.
Tot în cadrul procesului de mixare a LSR-ului se poate adãuga şi o componentã de culoare, prin intermediul unei pompe ataşate mixerului static.
1.2.7. Injectia LSR-uluiMaşina de injecţie este echipamentul prin intermediul cãruia LSR-ul este injectat
cu presiuni foarte mari în cavitãtile matriţei. Şi procesul de injecţie joacã un rol deosebit de important în procesul de obţinere a unor repere de calitate. În timpul acestui proces trei factori trebuie riguros controlaţi :
• presiunea de injecţie ;• timpul de vulcanizare ;• temperatura de vulcanizare.De obicei contracţiile ce apar în produsul final se datoreazã presiunii de injecţie
folosite. În general folosirea unei presiuni de injecţie cât mai mari duce la obţinerea unor piese cu contracţii mai mici.
Timpul de vulcanizare este timpul în care LSR-ul se vulcanizeazã în cavitãtile matriţei suficient de mult pentru a fi îndepãrtat fãra ca piesa finalã sã fie deformata. În general, timpul mediu de vulcanizare în cazul LSR-ului este de aproximativ 3-6 s/mm grosime de perete.
Pentru a se facilita dematriţarea fãrã dificultãti în cadrul proceselor automatizate de producţie este de dorit ca piesele finite sa ramânã lipite de o anumitã parte a matritei, prin asigurarea unei diferenţe de temperaturã de aproximativ 3-5°C între cele douã parţi .
1.2.8. Proiectarea matriţei
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
7

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Chiar dacã în toate cavitãţile matriţei ajunge material, adesea acestea nu sunt umplute suficient, datoritã aerului prezent în cavitate, fiind necesare mici ajustari în urma testelor de injecţie.
Menţinerea unei temperaturi uniforme pe toatã suprafaţa matriţei este un alt factor important de care trebuie sã se tina cont, distribuţia defectuoasã a temperaturii putând afecta proprietãtile fizice ale piesei finale.
Amplasarea porţii de alimentare şi designul sistemului de alimentare este un alt factor cheie. Este de dorit ca toate cavitãţile matriţei sã fie umplute în mod egal, pentru a se preveni eventualele scurgeri de material sau apariţia golurilor în anumite piese. Dacã matriţa este executatã corect, piesele obţinute nu vor mai avea nevoie de prelucrãri ulterioare, lucru ce duce la creşterea productivitãţii.
1.2.9. Produse din LSRCâteva produse din Cauciuc Siliconic Lichid pentru industriile auto, medicalã şi
electricã. Produsele destinate industriei medicale trebuie executate în spaţii curate, cu
ajutorul unei maşini de injecţie specializate, cu un înalt grad de automatizare, asigurându-se interventia minimalã a factorului uman.
Figura 1.2.1 : Cateter LSR - aplicaţie în industria medicalã
Se pot produce, de asemenea "O"-ringuri, membrane şi diverse alte produse din Cauciuc Siliconic Lichid pentru industriile auto şi electronicã, produse ce necesitã o calitate superioarã a prelucrãrii şi o rezistenţã sporitã la variaţiile de temperaturã.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
8

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 1.2.2 : Buton LSR – aplicaţie în industria electricã
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
9

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 1.2.3 : Tetinã LSR
Figura 1.2.4 : Aplicaţie LSR
1.3. Amestecuri pe bazã de cauciuc siliconic 1.3.1. CaracteristiciSe caracterizeazã prin scara largã de temperaturi de utilizabilitate pentru produsele
finite, datoratã legaturilor Si-O din lanturile macromoleculare (rezistenţã mare la temperaturã a lanţului polisiloxanic). Pe de altã parte legaturile Si-O sunt mai lungi decât legãturile C-O şi datoritã acestei cauze lanţurile macromoleculare sunt mai mobile. Cu aceasta se explicã buna rezistenţã la temperaturi joase şi cã variaţia caracteristicilor fizico-mecanice în funcţie de temperaturã este foarte micã.
1.3.2. AplicatiiAvând în vedere preţul ridicat al polimerilor şi al materialelor auxiliare, în special
agenţi de vulcanizare şi stabilizatori de temperaturã, preţul amestecurilor este mare. De aceea aplicabilitatea acestora se limiteazã la cazuri de utilizare specialã, cum ar fi industria de cabluri şi izolatori electrici, aparatura ce lucreazã la temperaturi extreme, tehnicã militarã, aeronauticã, industria electronicã, industria alimentarã şi articole medicale
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
10

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
1.3.3. PrelucrareSe recomanda ca inainte de prelucrare amestecul sa fie calandrat,extrudat sau ebosat pentru dimensiuni apropiate produselor finite.Functie de tipul de vulcanizare dorit se realizeaza amestecuri cu vulcanizare in presa(transfer,injectie)sau vulcanizare autoclava sau tunel de vulcanizare continua.Vulcanizarea se realizeaza in doua faze,de exemplu la presare se face o vulcanizare la 165 grade C timp de cca 15 minute (timp dictat de dimensiunile produsului si a matritei de vulcanizat),urmata de o postvulcanizare la 200 grade ,in etuva ventilata ,timp de 4 ore.In cursul postvulcanizarii peroxizii in exces sau produsele lor de descompunere costand in gaze cu miros neplacut sunt indepartate.Sunt disponibile si sortimente la care postvulcanizare se poate elimina.
1.3.4. DepozitareAmestecul se depoziteazã in spaţii ferite de lumina directã a soarelui, acoperite
eventual cu plãci ce împiedicã expunerea directã la soare.Fiind amestecuri relativ lente nu se cere în mod expres depozitarea în spaţii reci. Temperatura de depozitare nu va depaşi 25 grade C. În aceste condiţii timpul de pãstrare nu va depãşi 3 luni de la data fabricaţiei. În cazul pãstrãrii pe perioade mai lungi se impune depozitarea în spaţii reci şi recalandrarea înainte de utilizare în vederea înglobarii în amestec a eventualelor componente exudate in timpul depozitãrii.
1.3.5. Indicatori fizico-mecanici
Cod amestecIndicatori fizico-mecanici
401 alimentar40------50-----60----70-----80
501Electroizolant65------------75
701 Rezistent la produse petroliere 40----80
805 Rezistent la produse petroliere recomandat simeringuri
Greutate specificã,g/cmc
1,12---1,15---1,14---1,16--1,19
1,19---------1,24 1,10-1,4 1,37
Rezistenţa la rupere,Mpa,min
10,8---11,2---10,6---10,7---9,0
9,7-----------8,0500200
6,5
Alungirea la rupere,%,min
570---480---450---430350
420----------420500200
160
Duritatea,Grade Sh A,+/- 5
40----50----60----70----80
65------------75 40----80 75
Rezistenţa la compresiune 25%,22h,175 grade C,max
18----19----14----16----25
17----20 18
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
11

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Rezistenţa dielectricã,kV/mm
20------------20 23----23
1.3.6. Îmbãtrânire în ulei ASTM nr.1, 70 ore la 150 °C
Variaţia rezist la rupere,%,max
-15----0 -10
Variaţia alungirii la rupere,%,max
-10----0 -10
Variaţia duritãtii,Grade Sh A,max
-5 ___-3
-5
Variaţia de volum%
+7___+4
+5
1.3.7. Îmbãtrânire în ulei IRM 903, 70 ore la 150 °C
Variaţia rezist la rupere,%,max
-80___-30
-20
Variaţia alungirii la rupere,%,max
-23___-10
-20
Variaţia duritãţii,Gade Sh A,max
-24___-18
-18
Variaţia de volum,%
+55___+30
+33
1.3.8. Polimeri siliconiciPolimerii siliconici (siliconi, polisiloxani) sunt polimeri cu caracter organic-
anorganic denumiţi, în general, polimeri elementorganici. Se caracterizeazã prin catene în care existã o alternanţã între atomii de Siliciu Si atomii de Oxigen, legaţi prin valenţe simple celelalte douã valenţe ale Siliciului fiind satisfãcute cu radicali organici. Au o importanţã deosebitã, atât în cuprinzãtorul domeniu al cercetarii lor ştiinţifice, cât şi în vastele lor aplicaţii biomedicale.
1.3.9. Structurã şi sintezã
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
12
Si O
n
R
R'

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
unde R, R’ sunt grupe alchil sau aril.Poliorganosiloxanii se obţin pe calea hidrolizei clorsilanilor, alcoxisilanilor,
acetoxisilanilor sau a silazanilor, urmatã de condensarea silanolilor rezultaţi.
1.3.10. ProprietãţiS-a arãtat cã natura substituenţilor influenţeazã proprietãtile polisiloxanilor.
Astfel, variind natura grupelor R si R’, siliconii obţinuţi pot avea temperaturi de vitrifiere cuprinse între 28oC şi 400oC. Masa molecularã şi structura lanţului polisiloxanilor influenţeazã, de asemenea, proprietãtile. Astfel, poli(dimetil-siloxanul) (R, R’= CH3) cu structura liniarã si M ≈ 1.200.000 este înalt-elastic, în timp ce acelaşi polimer, cu M sub 100.000, este un lichid viscos. Vâscozitatea siliconilor creşte rapid şi constituie un inconvenient în utilizarea clinicã. Acest inconvenient se poate preîntampina, diminuând cantitatea de accelerator.
Modulul de elasticitate al polisiloxanilor variazã foarte puţin cu temperatura, spre deosebire de cel al cauciucului natural. În plus, elasticitatea polisiloxanilor este menţinutã şi la temperaturi joase, cristalizarea având loc sub –60oC.
Stabilitatea polisiloxanilor la degradãri termo-oxidative este mult mai mare decât a polimerilor carbocatenari. Siliconii sunt insolubili în apã şi solvenţi clasici. În afarã de inerţie chimicã, polisiloxanii manifestã o deosebitã inerţie fiziologicã, ceea ce conduce la utilizarea acestor polimeri în medicinã şi cosmeticã. De asemenea, siliconii sunt caracterizaţi de o tensiune superficialã micã şi de o capacitate mare de umectare a substanţelor. O altã calitate este rezistenţa la ozon şi atacul prin iradiere UV.
1.3.11. Aplicaţii ca biomaterialeDatoritã proprietãtilor fizice, chimice şi mecanice superioare altor polimeri,
siliconii sunt utilizaţi cu succes în numeroase aplicaţii din cadrul domeniului medical.Astfel, polimerii siliconici se utilizeazã în calitate de:
• substanţe auxiliare pentru preparate dermatologice ; • substanţe de acoperire pentru capsule gelatinoase ;• tablete şi drajeuri, ;• agenţi antispumanţi ; • vehicule pentru preparate injectabile ; • agenţi de condiţionare a substanţelor de contrast pentru röntgenoscopie ;• medicamente în unele forme de gastritã şi ulcer ; • agenţi de sterilizare a instrumentelor şi aparatelor medicale ; • agenţi de hidrofobizare a ambalajelor din sticlã pentru medicamente.
Se pot obţine emulsii apoase ale uleiurilor siliconice, în special în cazul uleiurilor cu vîscozitate mare. Astfel de emulsii pot servi drept excipienţi pentru creme. S-a stabilit cã uleiurile siliconice pãtrund uşor prin piele, nu râncezesc, nu au acţiune toxicã şi deshidratantã asupra pielii. Aceste proprietãti fac ca siliconii sã fie deosebit de interesanţi pentru folosirea în dermatologie. Nu s-au înregistrat efecte toxice sau iritante în testele de toxicitate oralã şi suportabilitate a pielii, efectuate pe animale de experienţã. Nu s-au semnalat fenomene de hemolizã, alergie sau formare de ţesuturi de granulaţie. Studiile efectuate la acţiunea protectoare a cremelor care conţin siliconi asociaţi cu diferite
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
13

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
substanţe, împotriva alcaliilor, acizilor şi solvenţilor organici, au arãtat cã cremele de tipul apa/ulei, ce conţin 50% ulei siliconic, protejeazã pielea mai bine decât crema care conţine un amestec de lanolinã şi ulei de parafinã.
Răşinile siliconice sunt indicate pentru acoperirea capsulelor gelatinoase, a drajeurilor şi tabletelor, în scopul feririi de acţiunea mucezelii şi oxidãrii.
În general, siliconii sunt substanţe neutre din punct de vedere fiziologic. Injectarea lor intramuscularã şi subcutanatã nu provoacã senzatii de arsurã sau durere la locul de injectare, iar cea intravenoasã nu conduce la efecte toxice deşi, din cauza vâscozitãţii mari a lichidului, exista pericol de embolie.
Elastomerii siliconici sunt indicaţi pentru implanturi de lungã duratã, datoritã inertiei şi stabilitãţii fizice, în contact cu fluide şi tesuturi biologice şi se utilizeazã în medicina la confecţionarea protezelor pentru operaţii plastice (oftalmologie, terapia arsurilor), cât şi pentru înlocuirea unor parţi distruse din organe vitale (cel mai cunoscut element este valva artificialã pentru inimã). De asemenea, porţiuni importante de artere pot fi înlocuite cu tuburi din cauciuc siliconic. Stimulatorii cardiaci încapsulaţi într-o peliculã de elastomer siliconic permit implantarea facilã în cavitatea toracicã.
Ca polimeri folosiţi în oftalmologie, siliconii (sub formã de ulei sau elastomeri) au aplicaţii în chirurgia desprinderii de retinã precum şi in domeniul implantului corneal.
Astfel, folosirea cauciucului siliconic ca material de fixare în desprinderea de retinã, permite modificarea dimensiunilor implantului, în timpul intervenţiei chirurgicale sau dupã aceasta, prin injectare de lichid.
Siliconii mai sunt utilizaţi pentru confectionarea unor dispozitive medicale, dintre care baloanele Ruben folosite pentru respiraţia artificialã, în cazuri de urgenţã. Masca pentru faţa şi pungile de aer sunt confectionate din Silopren LSR care este un material siliconic transparent şi flexibil.
O altã utilizare a cauciucurilor siliconice este în domeniul stomatologic, ca materiale de amprentare. Astfel, siliconii sunt indicaţi:
• în toate tipurile de amprentãri ale câmpurilor protetice pentru protezări fixe ; • în amprentarea finalã a câmpurilor protetice edentate parţial sau total ;
pentru obţinerea modelelor deosebit de precise (inlay, punţi adezive etc.).Tehnologii de prelucrare: extrudere, calandrare.Mai multe informaţii despre Cauciucul Siliconic, tehnologiile de prelucare ale
acestuia precum şi produse obţinute din CS spot fi gãsite pe site-ul Companiei Silliconrubber UK : http://www.siliconrubber.co.uk/index.html .
Alte caracteristici ale Cauciucului Siliconic rezultă din Anexele Nr. 4, 5, 6 unde apar aplicaţii, caracteristici, beneficii şi date tehnice ale produselor utilizate de compania 3D Systems - http://www.3dsystems.com .
1.4. Turnarea în forme vidate a unor piese pentru material rulant
Turnarea în forme vidate este o tehnologie modernã prin care se realizeazã economii substanţiale de energie şi de materiale auxiliare şi o calitate superioarã a pieselor obţinute.
Tehnologia este specificã unei linii de formare-turnare şi se foloseste pentru turnarea de piese din oţel specifice construcţiei de material rulant şi la turnarea
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
14

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
lingotierelor din fontã în care se toarnã oţelul lingou din care se produc roţi monobloc şi osii.
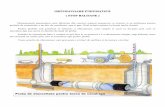
1.4.1. Tehnologia de lucruLingotiera din fontã prezentatã în Figura 1.4.1 clasic se obţine prin turnarea în
forme temporare din amestec, procedeu care prezintã urmatoarele dezavantaje: • consumuri mari de nisip special de turnatorie ; • consum de lianţi şi de materiale auxiliare pentru dezbatere ; • manoperã mare la dezbatere şi la curãţare ; • consum suplimentar de energie ; • rebut considerabil datorat suflurilor ; • consum suplimentar datoritã înclinaţiilor de demulare.
Figura 1.4.1: Lingotierã din fontã
Turnarea în vid eliminã total sau parţial aceste deficienţe prin soluţiile adoptate, şi anume reducerea :
• consumului de nisip cuarţos cu 60% ;• consumului de lianti si de materiale auxiliare cu peste 60% ; • manoperei de curãţare şi dezbatere cu circa 30% ;• consumului de metal cu 6% ;• consumului de energie cu 35% prin renunţarea la folosirea unor utilaje din staţiile
de preparat amestec şi eliminarea rebutului datorat suflurilor.În Figura 6 sunt ilustrate comparativ tehnologiile de turnare, de unde rezultã noile
soluţii adoptate: • micşorarea adaosurilor de prelucrare ; • combinarea planurilor de separaţie orizontale, în vechea variantã, cu un plan de
separaţie vertical prin axa urechilor de manevrã, care permite obtinerea urechilor fara miezuri laterale;
• centrarea perfectã a miezului central M1 prin împerecherea cu M3 în interiorul formei vidate ;
• micşorarea avansurilor de prelucrare în partea superioarã la turnarea în vid s-a realizat prin mãsuri tehnologice, respectiv reducerea procentualã a S+P şi creşterea procentualã a C+Si.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
15

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 1.4.2 : Tehnologia de turnare
Succesiunea fazelor de formare în forma vidatã este arãtatã în Figura 7 - a, b, c, d, e, f, g.
Figura 1.4.3.a) : Aducerea modelului cu placa portmodel în poziţie orizontalã şi a platformei radiante cu folia pentru mulare deasupra acestora.
Figura 1.4.3.b) : Încălzirea şi mularea foliei peste model şi placã prin crearea în incinta plãcii şi a modelului a unei depresiuni la nivelul 0,3-0,4 bari.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
16

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 1.4.3.c) : Bascularea în plan vertical a ansamblului placã-ramã şi alimentarea cu nisip uscat.
Figura 1.4.3.d): Etanşarea la partea superioarã a ramei cu folie şi consolidarea semiformei prin cuplare la vid 0,3-0,4 bari.
Figura 1.4.3.e) : Demularea primei semiforme de pe placa prin intreruperea vidului si cuplarea aerului sub presiune in incinta placii portmodel-model.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
17

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 1.4.3.f) : Montarea primei semiforme vidate peste forma inferioara din amestec clasic pregatita in prealabil (forma inferioara este impachetata cu miezurile M1 si M2).
Figura 1.4.3.g) : Montarea celei de a doua semiforme vidate concomitent cu miezul M3 şi asigurarea pentru turnare a formei.
Forma asamblatã în final şi pregatitã pentru a fi turnatã are în componenţa ei şi o pâlnie de turnare metalicã de tipul celor prin care se toarnã lingourile pentru roţi şi osii înziditã cu cãrãmizi fasonate adecvate. Se prezintã ca în Figura 8.
Figura 1.4.4 : Forma asamblatã
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
18

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Din momentul consolidãrii semiformelor, acestea rãmân în contact cu staţia de vidare prin reţeaua de distribuţie pânã la turnare şi circa 25-30 de minute dupã terminarea turnãrii.
Dupã rãcirea în formã, care dureazã circa 16 ore, demularea formei vidate se rezumã la deschiderea ansamblului şi nisipul uscat curge in benele cu sertar.
Detaşarea reţelei de turnare se face odatã cu dislocarea de pe forma inferioarã a piesei turnate. Resturile de reţea şi rãsuflãtorile se detaşeazã la curãţare.
Dezbaterea miezului interior este uşuratã de- golul realizat prin arderea funiei cu care este infãşuratã armãtura metalicã ;- materialele auxiliare (magnezitã şi deporom) introduse în reţea de miez.
Efortul de curãţare este diminuat datoritã faptului cã la exterior practic nu se mai intervine, iar la interior calitatea suprafeţei este influenţatã de reţea, de amestecul miezului şi de vopseaua refractarã folositã.
Piesa brutã turnatã este reprezentatã în Figura 1.4.5.
Figura 1.4.5 : Piesa brutã turnatã
Datã fiind eliminarea deficienţelor enunţate la punctul 1, procedeul a fost omologat, în prezent realizandu-se pe aceastã dezvoltare circa 20 de bucãţi de lingotiere pe lunã, ceea ce acoperã necesarul uzinei de lingotiere, în acest caz renunţându-se la colaborarea cu furnizorii de utilaj de turnare din ţarã.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
19

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
1.5. Fabricaţia prin sinterizare selectivã cu laser
1.5.1. Principiul de lucruProcedeul de realizare rapidã a prototipurilor prin sinterizare selectivã cu laser se
bazaeazã pe materializarea unui produs CAD prin adãugare de straturi succesive. Faţã de proecedeul LOM unde laserul focalizat în planul de lucru decupa conturul interior/exterior al fiecãrei secţiuni, în cadrul aceste metode, laserul acoperã punct cu punct întreaga arie a secţiunii, sinterizãnd stratul fin de material depus pe platforma de lucru. Nu este necesarã construirea de suporţi deoarece stratul de material anterior (sinterizat sau nu) constituie suport pentru stratul curent de material.
Figura 1.5.1: Princiupiul metodei SLS
Principalul producãtor de maşini de SLS este compania 3D Systems Inc. din Usa, în timp ce în Europa singurul producãtor de maşini este compania Electro Optycal Systems GmbH, din Germania. Diferenţa principalã dintre sistemul de sinterizare cu laser a metalelor faţã de a polimerilor este sistemul optic şi laserul, deoarece o temperaturã de sinterizare de aproximativ 900 0 C necesitã o mare densitate de putere a radiaţieie laser. Pentru aceasta, diametrul focarului laser este redus la aproximativ 350 mµ şi puterea laserului mãritã la 200 W. Densitatea de putere trebuie mãritã de la 250 2/ mmW la pulberile din mase plastice, la 700 2/ mmW la pulberi metalice.
Principii, mod de lucru, caracteristici şi avantaje ale metodei SLS sunt amintite şi în Anexele Nr. 11, 16, 17 şi 18.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
20

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 1.5.2 : Maşinã pentru prelucrarea SLS
Figura 1.5.3 : Maşina SinterStation produsã de 3D Systems
Maşinile produse de compania americanã DTM sunt foarte flexibile din punctul de vedere al materialului, fiind proiectate sã lucreze cu diferite tipuri de materiale pe acelaşi sistem. Astfel, maşinile Sinterstation 200 sau Sinerstation 2500 pot fabrica piese atât din poliamide, pulberi metalice cãt şi pulberi bazate pe cuarţ.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
21

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Sistemul laser genereazã o radiaţie laser care este focalizatã de lentilã şi direcţionatã printr-un sistem de oglinzi cãtre suprafaţa platformei de lucru. La începutul procesului de lucru platforma se gãseşte în poziţia superioarã. Un sistem de alimentare depune pe suprafaţa platformei un strat subţire de pulbere metalicã de grosime controlatã. Raza laser scaneazã supratfaţa platformei dupã o traiectorie corespunzãtoare geometriei primei secţiuni prin piesa de prelucrat. În urma procesului de scanare, radiaţia laser sinterizeazã local stratul de pulbere metalicã.
Dupã ce radiaţia laser a scanat în întregime suprafaţa primului strat, platforma de lucru coboarã pe o distanţã egalã cu grosimea unui strat. Sistemul de alimentare cu material depunde un nou strat de pulbere metalicã peste stratul precedent. Din nou radiaţia laser va scana stratul curent de pulbere metalicã în conformitate cu geometria noii secţiuni prin modelul solid al piesei de prelucrat. În timpul procesului, va exista un permanent control între grosimea stratului de pulbere metalicã depus pe platforma de lucru, distanţa dintre secţiunile fãcute de programul pe calculator prin modelul solid al piesie şi respectiv mãrimea deplasãrii platformei de lucru dupã fiecare strat prelucrat. Faţã de preocdeul LOM, în cazul sinterizãrii selective cu laser a a pulberilor metalice, este necesar un laser de putere mare.
Maşinile pentru SLS produse de compania 3D Systems apar în anxele 12, 13, 14
1.5.2. Materiale folosite în procesul SLSMaterialele folosite în procesul de sinterizare selecitvã cu laser sunt deosebit de
diverse, începând cu pulberile din poliamide (DuraForm PA, PA1500, PA2200, PA1300GF, PA3200GF etc.), pulberile metalice (MCu3201, DirectSteel™, DirectMetal™ 50-V1, Directmetal™ 10acts/0-V1, RapidSteel 1.0, RapidSteel 2.0 etc.), pulberile pe bazã de cuarţ sau zirconiu (EOSINT S cuartz, EOSINT zircon HT) etc.
Caracteristici şi toleranţe ale materialelor SLS sunt amintite în Anexa Nr. 15 conform companiei ARRK PRODUCT DEVELOPMENT ( http://www.arrk.com ).
Figura 1.5.4 : Resturi rãmase în urma prelucrãrii SLS
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
22

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
1.5.3. Postprocesare, tratament şi precizia realizatãPiesele prelucrate pirn SLS pot fi prelucrate în continuare prin frezare, gãurire,
rectificare, etc. întocmai ca orice altã piesã din Aluminiu. Toate caracteristicile mecanice ale pieselor pot fi îmbunãtãţite semnificativ prin impregnarea piesei cu o rãşinã epoxidicã rezistentã la temperaturi înalte. Rezultatul impregnãrii conduce la îmbunãtãţirea rezistenţei la încovoiere pânã la aprosimativ 400 2/ mmN . Polimerizarea rãşinii se poate face într-un cuptor la 160 0 C şi necesitã un timp de aproximativ douã ore. Rugozitatea unei piese infiltrate este de mRa µ5.3= .Printr-o finisare manualã obişnuitã rugozitatea poate fi adusã la o valoare de mRa µ1< . Conductivitatea termicã a pieselor sinterizate este de 110 W/mK uşor mai micã decât a aluminiului. Rezistenţa la întindere a piesei realizate a fost îmbunãtãţitã prin folosirea noilor amestecuri de pulberi de la 81 2/ mmN la 150 2/ mmN , iar rezistenţa la încovoiere de la 150 2/ mmN la 300 2/ mmN .
Figura 1.5.5. Piese obţinute prin metoda SLS
1.6. Fabricarea matritelor din cauciuc siliconic
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
23

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Pentru fabricarea matriţelor din cauciuc siliconic necesare, se parcurg urmãtoarele etape de lucru :
1. verificarea modelului master, care se fabricã rapid, folosind metoda SLS ;2. curãţirea modelului master şi aplicarea unor substanţe chimice care sã previnã
lipirea siliconului de suprafaţa modelului ;3. stabilirea planului de sepraţie a viitoarelor matriţe din cauciuc siliconic şi
materializarea acestuia prin lipirea unr benzi adezive la nivelul acestui plan ;4. colorarea conturului planului de separaţie, pentru a fi vizibil prin cauciucul
siliconic semi-transparent, dupa turnarea acestuia in jurul piesei ;5. fabricarea unei cutii din lemn sau plastic, care sã încadreze modelul RP şi în care
sã se poatã turna cauciucul siliconic în stare lichidã ;6. suspendarea modelului în cutia de formare şi aşezarea unor sârme orizontale de
susţinere şi a unor sârme verticale care vor crea canalele de aerisire necesare pentru evacuarea aerului din cavitatea dintre viitoarele semi-matriţe ;
7. turnarea CS în cutia de formare. Anterior turnãrii, CS este introdus într-o incintã vidatã pentru degazeificare ;
8. dupã turnarea în cuita de formare, CS este introdus din nou în incinta vidatã, pentru eliminarea bulelor de aer acumulate la turnarea acestuia în jurul modelului master RP. În continuare, cutia conţinând CS turnat, este introdusã în cuptorul de polimerizare, unde are loc solidificarea blocului de CS ;
9. dupã polimerizarea totalã, blocul de CS este scos din cutia de formare. Printr-o operaţie manualã se taie cu bisturiul planul de speraţie dintre cele douã semi-matriţe. Pentru aceasta, se urmãreşte cu atenţie traseul marcat în etapa 4, pe marginea benzii adezive aplicate pe ,modelul master RP, la nivelul planului de separaţie ;
10. deschizând cele douã semi-matriţe din CS, se înlãturã modelul master utilizat. Astfel, rezultã cele douã semi-matriţe, care acum sunt pregãtite pentru turnarea sub vid a pieselor dorite ;
Figura 1.6.1 Aplicatii ale matriţãrii în CS
1.7. Turnarea sub vid în matriţe din CS
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
24

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Dupã fromarea matriţelor din CS, urmeazã turnarea sub vid a pieselor care vor fi copii fidele ale modelului master utilizat. În funcţie de complexitatea şi de fineţea detaliilor, durabilitatea matriţelor din CS variazã între 30 şi 60 de bucãţi.
Turnarea sub vid în aceste matriţe se desfãşoarã parcurgând urmãtoarele etape :1. legarea celor douã semi-matriţe cu bandã adezivã şi montarea pâlniei de turnare ;2. mãsurarea precisã a cantitãţilor necesare ale celor doi componenţi A şi B, din care
se compune rãşinã care se utilizeazã la turnarea pieselor ;3. amplasarea corespunzãtoare a celor douã cãni A şi B care se introduc în camera de
vid a maşinii ;4. odatã programat, ciclul se desfãşoarã automat. Are loc amestecarea celor doi
componenţi şi apoi turnarea automatã ;5. prin pâlnia flexibilã, amestecul format se toarnã în matriţele din CS, pânã când se
observã cã rãşina iese prin toate canalele de aerisire. Urmeazã introducerea pachetului de matriţe în cuptorul de polimerizare, unde are loc solidificarea piesei turnate, prin polimerizare termalã ;
6. dupã scoaterea din cuptor, se deface banda care leagã cele douã semi-matriţe şi se extrage piesa turnatã. Apoi, semi-matriţele din CS se leagã din nou cu bandã şi se pregãtesc pentru turnarea urmãtoarei piese ;
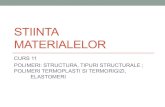
7. se taie tijele rãmase datoritã gãurilor de aerisire şi pâlnieie de turnare ;8. se verificã precizia piesei obţinute prin turnare sub vid ;
Figura 1.7.1 : Linie pentru turnarea sub vid a matriţelor din CS
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
25

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
2. TEHNOLOGIA CLASICǍ
2.1. Itinerar tehnologic al tehnologiei clasice de fabricaţie
Con form Anexei Nr. 10 .
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
26

PROIECT TEHNOLOGII NECONVENŢIONALE PAGINA2.2. Pr ezentarea principalelor prelucrãri prin aşchiere
În construcţia de maşini, aparate electrice şi echipamente electrice intrã piese, organe de maşini, construite din materiale metalice care necesitã o prelucrare precisã implicând procedee tehnologice diverse. Prelucrãrile prin aşchiere cuprind strunjirea, gãurirea, filetarea, rabotarea, mortezarea, broşarea, rectificarea.
Prelucrarea prin aşchiere presupune indepãrtarea de pe suprafaţa semifabricatului a adaosului de material sub formã de aşchii. Desprinderea aşchiei de pe semifabricat presupune o mişcare relativã intre sculş şi piesã. Mişcarea necesarã detaşãrii aşchiilor se numeşte mişcarea principalã iar mişcarea care asigurã eliberarea de aşchii se numeşte miscare de avans.
Cei mai importanţi parametrii care caracterizeazã o prelucrare prin aşchiere sunt: adâncimea de aşchiere, avansul, viteza de aşchiere, turaţia.
Strunjirea este operaţia de prelucrare prin aşchiere a suprafeţei exterioare sau interioare, a pieselor ce reprezintã corpuri de rotaţie, cu ajutorul cuţitelor pe maşini-unelte din grupa strungurilor.
Piesa de prelucrat executã o mişcare de rotaţie, iar scula executã mişcarea de avans. Strunjirea se poate realiza în una sau mai multe treceri, în decursul cãrora se realizeazã degroşarea, semifinisarea, finisarea.
Formele cuţitelor de strung corespund operaţiei pe care trebuie sã o realizeze, fixarea cuţitelor se realizeazã cu ajutorul unor suporturi. Pentru prelucrare, piesa se prinde în diferite dispozitive: universal cu trei bacuri, vârfuri, inima de antrenare.
Strungurile utilizate pot fi de diverse tipuri, pornind de la strungul normal pânã la strunguri cu comandã cu program ( strunguri carusel, strunguri revolver, strungul frontal, strunguri de copiat, strunguri automate şi semiautomate). Caracteristicile principale care definesc mãrimea strungului şi posibiltãţile de utilizare ale acestuia sunt:
• diametrul maxim de strunjire deasupra patului ;• distanţa maximã între vârfuri ;• diametrul maxim de strunjire deasupra cãruciorului.Frezarea este procedeul de prelucrare prin aşchiere, a suprafeţelor plane,
cilindrice sau profilate cu ajutorul unor scule cu mai multe taişuri numite freze, pe maşini de frezat.
Mişcarea principalã este realizatã de scula, iar mişcarea de avans este executatã de piesã. Frezele se clasificã în
• freze cu coadã• freze cu alezaj (STAS577/1-78)Acestea la rândul lor pot fi freze • cilindro-frontale ;• unghiulare ; • cilindrice ; • conice ;
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
• pentru filetat. De asemenea frezele pot fi clasificate dupã natura dinţilor (elicoidalã, în zig-zag)
dupã forma dinţilor (triunghiular, rotund, trapezoidal), pasul danturii ( egal, inegal).Rabotarea este procedeul de prelucrare prin aşchiere a suprafeţelor plane.
Mişcarea principalã de avans este o mişcare de translaţie şi poate fi executatã fie de sculã ( la şeping) fie de piesã. Aceastã mişcare este rectilinie-alternativã şi este formatã din 2 curse:
• cursa activã în care cuţitul executã prelucrarea materialului ;• o cursã în gol în care cuţitul revine la poziţia iniţialã.
Cuţitele de strung, raboteza şi morteza cu care se prelucreazã prin aşchiere diferite suprafeţe sunt standardizate ( STAS 350-82 – cuţite de strung, rabotezã şi mortezã); ele se compun din douã parţi principale: partea aşchietoare şi coada. Aceste cuţite se clasificã dupã sens, în cuţit de dreapta şi cuţit de stânga, dupã forma canalului şi poziţia lui în raport cu corpul, cuţitele se clasificã în cuţite drepte, înconvoiate, cotite, îngustate.
Polizarea este operaţia tehnologicã de prelucrare prin aşchiere a pieselor metalice cu ajutorul unor pietre de polizor. Pietrele de polizor sunt corpuri abrazive rigide, fixate pe maşini numite polizoare, care le imprimã o mişcare de rotaţie.
Polizarea se aplicã diferitelor piese şi constã în curãţirea de bavuri şi impuritãţi a suprafeţelor şi muchiilor semifabricatelor, prelucrãri de degroşare şi ajustare a pieselor sudate, ascuţirea pieselor tãietoare.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
28

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
2.3. Prelucrarea prin eroziune electricã (Electrical Discharge Machining-EDM)
Dintre toate tehnologiile neconvenţionale, tehnologia de prelucrare prin electro-eroziune (EDM) este cel mai mult utilizatã în fabricaţia pieselor şi sculelor (matriţe), atât în ţãrile dezvoltate, cât şi în firmele din România.
2.3.1. Principiul de lucruEDM este procesul de prelucrare a materialelor cu scântei electrice. Zona unde se
produc scânteile este inconjuratã de un material dielectric. Scula numitã electrod nu atinge piesa semifabricat ci este menţinutã la o distanţa micã faţã de aceasta. Practic, materialul din piesã se îndepãrteazã utilizând energia termicã a scânteilor electrice [roduse în zona de lucru.
Prin EDM se pot prelucra doar materialele co conductivitate electricã. Şi electrozii utilizaţi trebuie sã aibã o bunã conductivitate electricã.
Dielectricul utilizat este în genreal un fludi, ce poate fi petrol sau apã deionizatã. Fluidul este izolator pânã se ionizeazã. La punctul de ionizare, fluidul devine conductiv electric şi în zona de lucru poate avea loc scânteierea.
Fluidul dielectric asigurã o cale pentru descãrcarea dielectricã dintre sculã (electrod) şi piesã. Iniţierea descãrcãrii eletrice apara când s aplicã o tensiune suficient de mare peste interstiţiul de lucru, care cauzeazã ionizarea dielectricului şi trecerea curentului electric. Tendinţa de iniţiere a descãrcãrii este mai accentuatã atunci când :
• interstiţiul este mai redus ;• tensiunea este mai mare ;• existã particule de la descãrcãrile anterioare, în fluidul dielectric.
Energia descãrcãrii electrice vaporizeazã şi descompune dieletricul ce inconjorã coloana de descãrcare electricã. Dacã diametrul coloanei de descãrcare electricã creşte atunci şi intensitatea curentului creşte. Zona de lucur micã în care are loc descãrcarea este încãlzitã la o temperaturã extrem de ridicatã, astfel încât, o micã portiune din materialul piesei este prelevatã şi îndertatã, datoritã depãşirii temperaturii de topire. La teperaturile la care se ajunge, nu mai conteazã dacã materialul piesei semifabricat a fost tratat termic sau nu. Temperatura de descãrcare electricã este destul de ridicatã, pentru a prelucra şi cele mai dure material cunoscute.
Mai multe caracteristici ale tehnologiei EDM sunt descrise în Anexele Nr. 7, 8, 9.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
29

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 2.3.1 : Procesul de electro-eroziune
Figura 2.3.2 : Gama de electrozi pentru EDM
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
30

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
Figura 2.3.3 : Piese rezultate prin EDM
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
31

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
3. Comparaţie intre tehnologia clasicã şi tehnologia neconvenţionalã utilizatã. Avantaje şi dezavantaje.
Se constatã cã faptul cã tehnologiile de RP au avut si au o dezoltare exponenţialã datoritã reducerii timpilor şi costurilor de fabricaţie a unui prototip şi domeniilor în care aceste prototipuri îsi gãsesc aplicabilitatea. Modelele realizare prin aceste tehnologii pot fi utilizate in orice domeniu : de la aplicaţiile industriale şi arhitecturã pânã la chirugia plasticã şi repararatorie
Cerinţele industirale actuale impun uneori folosire unor materiale speciale sau metale dure, a cãrir prelucarare este dificilã utilizând metodele clasice de prelucrare prin aşchiere.
Deşi iniţial tehnologiile neconvenţionale au fost concepute şi exeprmentate pentru a rezolva probeleme deosebite si uneroi singulare din diferite sectoare economice, în prezent marea lor majoritate se utilizeazã cu succes în aproape toate ramurile industriale.
3.1. Timpul de fabricaţieTimpul de fabricaţie este, poate, cel mai important criteriu dupã care am putea
face departajarea acestor douã tehnologii. Dacã este să privim itinerariile tehnolgice ale acestor douã tehnologii vom putea oberva cu uşurinţã faptul ca TC are un itinerar mult mai complex si format din numeroşi paşi (17 la numãr) care asigurã obţinera în final a matriţei pentru turnarea produsului.
TN în schimb are mai puţini paşi (4) care conduc la obţinerea matriţei pentru turnarea pieselor şi inca 3 paşi care duc în final la obţinerea produsului finit.
În cazul TC timpul de fabricaţie a matriţei este foarte îndelungat necesitând prelucrarea pe mai multe maşini şi deci transferul semifabricatului prin mai multe ateliere. Am estimat că sunt necesare cam 20-30 ore pentru realizarea acestei matriţe. De asemenea în cazul TC este necesar un control metrologic riguros dupã fiecare fazã a procesului pentru a vedea dacã s-au respectat întocmai toleranţele prescrise de producãtor.
În cazul TN matriţa se fabricã în aproximativ 3 ore necesitând un minim de efort şi nefiind necesar un control metrologic, deoarece matriţa este copia fidelã a modelului „pãrinte”.
Dacã ar fi sa judecãm timpul de fabricaţie al celor 80 de piese ale seriei am putea spune cã aici cele douã tehnologii prevãd un timp de fabricaţie aproximativ egal, cu puţin dezavantaj pentru TC deoarece va necesita un timp mai lung de rãcire decât în cazult TN, prin prisma faptului că matriţa este realizată dintr-un oţel de scule.
3.2. CosturiDin punctul de vedere al costurilor celor douã tehnologii, am putea spune cã TN
are marele dezavantaj al costului ridicat, datorat materialelor necesare care se gãsesc destul de greu pe piaţa, al faptului ca maşinile speciale necesare proceslor de SLS şi turnare sub vid sunt foarte rare şi au cost ridicat de achiziţionare (unde va la 3000-4000
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
32

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
de euro). Ar mai trebui menţionat cã manipularea acestor maşini şi însuşirea tehnologiilor de fabricaţie necesitã o instruire specialã pentru personalul de producţie.
TC în schimb presupune costuri în momentul realizãrii matriţei, fiind necesare o serie de maşini şi scule aşchietoare pentru materilaizarea ei. Şi aici am putea invoca necesitatea unei instruiri pentru turnarea produsului, fiind recomandatã tehnica injecţiei de mase plastice. Controlul metrologic riguros este un alt factor care duce la creşterea costurilor TC.
Observãm ca deşi TN este poate mai scumpã decât TC, faptul ca are un timp scurt de fabricaţie şi nu implicã atât de mult personal de producţie o avantajeazã pe aceasta.
3.3 Calitate (precizie dimensionalã şi de formã, rugozitate)Calitatea reprezintã, în actualul context, criteriul primordial în fabricaţia oricãrui
produs. TN oferã proprietãţi calitative mult mai bune decât TC. Precizia geometricã a pieselor fabricate cu ajutorul TN este influenţatã de mãrimea media a granulelor pulberii metalice, de aproximativ 35-40 mµ . Grosimea unui strat depus pe platforma de lucru este de aproximativ 50 mµ . Rugozitatea unei piese este de aproximativ 3-5 mµ . Printr-o finisare manualã obişnuitã rugozitatea poate fi adusã la o valoare de aproximativ 1 mµ . De asemanea faptul cã se toarnã în modele care reproduc exact forma modelului „pãrinte” duce la obţinerea unei precizii extrem de ridicate şi a unei forme geometrice corespunzãtoare.
TC nu oferã precizii dimensionale la fel de bune ca şi TN, în majoritatea cazurilor fiind necesare prelucrãri ulterioare de finisare şi rectificare. De asemenea folosirea unor compuşi necorespunzãtori duce la obţinerea unor suprafeţe de o calitate extrem de scãzutã.
Costul şi aprovizonarea cu materiale, maşini şi tehnologie fac ca TN sã nu fie folosite la o scarã atât de largã şi fac ca aceste tehnologii sã nu fie rantabile decât in cazul producţieie de serie mare pe o scarã destul de largã.
3.4. AplicabilitateDacă vom privi această antiteză dintre TN şi TC din punctul de vedere al
aplicabilităţii în sectoarele economice vom observa că TN au marele avantaj ca îşi găsesc aplicabilitatea pe o scară tot mai mare. TC au rămas primordiale în sectoarele economice de bază, mă refer aici la industria metalurgică, a construcţiilor de maşini, etc. În schimb TN au reuşit să se impună în sectoarele economice în care nu se puteau aplica TC, având o largă paletă de aplicabilitate (electro-casnice, farmaceutică, chirurgie, mase plastice, instrumente de măsură, etc.). Ne-ar fi şi greu de altfel să ne imaginăm folosirea tehnologiilor clasice de aşchiere în fabricaţia butoanelor de cauciuc pentru diverse instrumente sau în producţia de apratură medicală modernă.
Dacă la început TN s-au folosit în producţia de serie mică sau chiar singulară, în actualul context al reducerii costurilor şi al timpilor de fabricaţie, al folosirii unor materiale ecologice şi al folosirii inteligente a materialelor, acum TN şi-au găsit o paletă tot mai mare de aplicabiliate chiar şi în domenii în care dominau TC.
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
33

PROIECT DE SEMESTRU TEHNOLOGII NECONVENŢIONALE Pagina
BIBLIOGRAFIE
1. Bâlc, Nicolae – Tehnologii neconvenţionale, Editura Dacia, Cluj-Napoca, 2001.2. Berce, Petru, ş.a. – Fabricarea rapidã a prototipurilor, Editura Tehnicã, Bucureşti,
2000.3. Bâlc, Nicolae&Berce, Petru – Proiectare pentru fabricaţie şi montaj.Proiectare
pentru fabricaţia competitivã, Editura Alma Matter, Bucureşti, 2006.4. Marinescu, Mihai – Prelucrãri neconvenţionale în construcţia de maşini, Editura
Tehnicã, Bucureşti, 1993.5. Mihãilã, Ioan – Tehnologii neconvenţionale, Editura Tehnicã, Bucureşti, 1995.6. Nichici, Aurel – Prelucrarea prin eroziune în construcţia de maşini, Editura Facla,
Timişoara, 1983.7. Askeland, D.R. – The Science and Engineering of Materials, PWS – Kent Publish.
Co., Boston, Messachusets, 1984.8. Jinescu, V.V. – Proprietăţile fizice şi termomecanice ale materialelor plastice,
Editura Tehnică, Bucuresti, 1979.9. Bever, M.B., (ed) – Encyclopedia of Materials Science and Engineering, vol. 2,
Pergamon MIT, 1986.10. http://www.3dsystems.com 11. http://www.arrk.com 12. http://www.siliconrubber.co.uk/index.html 13. http://www.engineersedge.com/edm.shtml 14. http://www.britannica.com/eb/topic-182854/electrical-discharge-machining 15. http://www.wisegeek.com/what-is-edm.htm 16. http://www.electricaldischargemachining.com/ 17. http://en.wikipedia.org/wiki/Selective_laser_sintering 18. http://www.3dsystems.com/products/sls/index.asp 19. http://www.arrk.com/?cmd=sls 20. http://www.conceptual-reality.com/sls.htm 21. http://www.protocam.com/html/sls.html
UNIVERSITATEA TEHNICÃ DIN CLUJ-NAPOCA
34