- Centru de Prelucrare

of 16
Transcript of - Centru de Prelucrare
-
7/23/2019 - Centru de Prelucrare
1/16
PREZENTARE TEHNICA
Din anul infiinrii, 1948, firma Mori Seiki aconvieuit jumtate de secol mpreun cuclienii. La sfritul anilor 80, strungurile icentrele de prelucrare ale casei japoneze aucucerit principala cot a pieei, i actualmentesunt n funciune, n toat lumea, circa 80.000maini unelte. Mulumit caracteristicilortehnice de elevata vitez i precizie, strungurilei centrele de prelucrare CNC constituie baza
produciei contemporane.Este vorba de sisteme cu capacitate nelimitat de mbuntire a productivitii i de centre de
strunjire multiax pentru o tehnologie de vrf. Filozofia de dezvoltare Mori Seiki, bazat pe ateniala necesitile clienilor, conduce din totdeauna la intoducerea pe pia a produselor fiabile dinpunct de vedere al tehnologiei i al prestaiilor.Mulumit mainilor unelte CNC, Mori Seiki contribuie la crearea unei fore motoare moderne iglobale. Cu intrarea n mileniul trei, Mori Seiki nelege s continue s fie principala fora motoarea activitii productive.n sfrit, pentru a obine mereu un mai mare control asupra produsului finit i n consecin de agaranta mereu cea mai nalt fiabilitate , Mori Seiki construiete toate mainile n propriile fabricidin NARA i IGA, situate n sudul Japoniei, n vecintate de OSAKA. Aceste infrastructuri, dotatecu Know-How de avangard , fac ca tot procesul productiv, de cercetare, de montaj, s fie n modconstant controlat n toate fazele sale.
Relaiile de parteneriat ale Mori Seiki cu cei mai buni constructori de controale numerice i decomponente electronice, ca FANUC, MITSUBISHI i alii, a fcut ca aceast firm s ajungprintre cei mai importani att n dezvoltare, ct i n personalizarea gestiunii electronice apropriilor maini.Pentru a susine toate aceste tehnologii, dar nu de importan secundar, a aprut reeaua tehnic icomercial pe care Mori Seiki a tiut s o creeze i s o dezvolte. Peste 60 de centre r sp ndite ntoat lumea colaboreaz cu importatorii locali, garanteaz un suport continuu la o clientel, carenecesit rspunsuri mereu mai rapide, att ct privesc noile aplicaii, ct i pentru asisten i
piesele de schimb.Mai bine de 250 modele actualmente n produie, peste 5.000 instalrii efectuate n Italia, estemrturia pentru a alege MORI SEIKI
Seria NHXContinund dezvoltarea i diversificarea continu a modelelor, Mori Seiki Co. Ltd a anunatdebutul clasei X a centrelor de prelucrare, prin realizarea modelelor NHX 40000 i NHX5000.
Echipamente cu MAPPS IV
NHX 4000
DCG
NHX 5000
-
7/23/2019 - Centru de Prelucrare
2/16
Acestea umplu necesitile moderne ale produciei actuale. Seria NHX25 a evoluat de la Seria NH,din care s-au vndut mai mult de 28.000 de uniti, i este proiectata pentru a reflecta nevoilecurente ale pieei .Maina de X-clas este o main premium de ultim generaie, cu flexibilitateade a satisface nevoile diferite de producie i de investiii n valoare.
Structura de baz
Batiu foarte rigidMasina folosete un batiu gros, de naltrigiditate cu ghidajele liniare de pe axa X iZ, ntr-o poziie nalt. mbuntirea precizie de poziionarembuntirea preciziei de poziionare a fostrealizat prin utilizarea sistemelor demsurare direct, ca standard i cu piese nmicare mai uoare, inclusiv o coloan.
Erorile de poziionare au fost reduse la otreime. Precizie de poziionare la axele X, Y i Z Cursele axelor X, Y i Z
Precizia de poziionare este sub 2.5 m.Eroarea de poziionare s-a redus cu 1/3.
La modelul NHX 4000 cursele suntrespectiv:
560/560/660 mm. Avans rapid al axelor X, Y i Z Avans de lucru al axelor X, Y i Z
60 m/min 60 m/min (daca se lucreaz cu control look-ahead
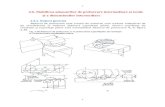
Conceptul DCG Este un nou concept constructiv, rezultat al experienei i cercetriiefectuate de ctre firma MORI SEIKI, aplicat la noile centre de prelucrare DCG. Inovaia const naplicarea forei de acionare n centrul de gravitaie al componentelor n micare , folosind unsistem dublu de motoare i uruburi cu bile. Aceasta reduce drastic vibraiile n timpul accelerrii sideccelerrii axelor crescnd perfomanele de achiere i durata de viaa a sculelor.
Controlul vibraiilorAcest grafic prezint variaia vibraiilor n funcie
de timp. Se poate vedea ca maina cuprincipiul deacionare n centrul de gravitaie (DCG)
amortizeaz vibraiile aproape instantaneu, n timpce maina normal continu a vibra mult timp.Dorim s v atragem atenia tocmai asupravibraiilor, pentru a evidenia beneficiile care aufost aduse prin introducerea DCG-ului. Cnd aparaceste micri neregulate, ca cele generate n timpul frezrilor, controlul NC reacioneazmodificnd instruciunile de execuie, ca atare se modific avansul n detrimentul prelucrriiInginerii cunosc acest fenomen i pentru a-l depi, regleaz contolul NC, fcndu-l mai puinsensibil la abateri mici, cutnd compromisul ntre precizia efectiva a mainii i viteza de
prelucrare. Deci se poate afirma c vibraiile necontrolate limiteaz precizia i durata de via asculelor i n acelai timp mresc timpii prelucrrilor mecanice.
Design DCG n trecut , vibraiile produse de prile n micare constituiau o limitare n
Fra DCG albastru Cu DCG - ro u
-
7/23/2019 - Centru de Prelucrare
3/16
accelerarea vitezei arborelui principal. ModelulNHX4000 atinge viteze i accelerri fr precedentcu DCG. Datorit creterii vitezei tuturor componentelor mainii unelte, s-au redus considerabiltimpii auxiliari, neproductivi ai prelucrrii.
mbuntirea circularitii prelucrrii
n timpul prelucrrii unui cerc pe mainiconvenionale, sunt generate vibraii deschimbrile de direcie, cnd se mut de laun cadran la altul (poziii de la 0, 90, 180i 270). Cu tehnologia DCG, careminimizeaz vibraiile, circularitatea este
mbuntit n mod semnificativ.
Main cutehnologieavansat DCG
Main cutehnologieconvenional
Design BOX IN BOXImaginea alturat explic originea conceptului Box-in-Box (cutie ncutie). S-a evideniat n rou pe suprafaa coloanei anterioare doudreptunghiuri, care reprezint n plan dou cutii virtuale generate demicarea ortogonal a axelor X i Y (cutia 1 i cutia 2).Viteza maren trecut , vibraiile produse de prile n micare constituiau o limitaren accelerarea vitezei arborelui principal. Modelul NHX 4000 DCG
utilizeaz un sistem twin-drive pe axa X i atinge viteze i accelerrifr precedent cu DCG. Datorit creterii vitezei tuturor componentelormainii unelte, s-au redus considerabil timpii auxiliari, neproductivi ai
prelucrrii.Arborele principal
Seria de centre de prelucrareorizontale NHX au adoptatmotoarele DDM (Direct Drive
Motor). Aceast nou generaie de motoare ofer multipleposibiliti de folosire n Mecanica General datoritputerilor i turaiilor, fie standard, fie ca opionale,deoarece sunt aplicate diverse soluii n baza diverselornecesiti ale utilizatorului. Din diagramele de mai josse
pot observaposibiliti multiple de utilizare, pentru puterii turaii att n versiunea standard ct i optional.
Variantele arborelui principalViteza standard Viteza mare
(opiune)Putere mare(opiune)
Turaia max. 12,000rot/min 20,000rot/min 8,000rot/minMotorul
arboreluiprincipal
15/11kW
18.5/15/11kW
30/18.5kW
Controlul constant al surselor de cldur
-
7/23/2019 - Centru de Prelucrare
4/16
Toate motoarele de la seria Direct Drive au n stator un spaiu gol ninterior, prin care circul fluidul de rcire, care este monitorizat deun termostat. Pentru livrrile de serie, la centrele de prelucrare
NHX, arbori principali cu acionare electric au n dotare un rcitorpentru controlul termodinamic al capului de lucru, care iadpostesc.Lichidul de rcire trece, de asemenea i de-a lungul uruburilor cu
bile i a suporturilor acestora, prevenind nclzirea generat demotoare (ca n schema urmtoare).
Puterea de traciune a sculei : 12.000 NContact pe flane [opiune]=puterea de traciune a sculelorUtiliznd un dispozitiv de prindere cu o nou concepie, s-a crescut
puterea de blocare a sculelor. Capacitatea de a controla vibraiile ntimpul rotirii arborelui principal, asigur o execuie de o nalt
precizie a prelucrrii, asigurnd sculelor un dublu contact (pe lngcel de pe con i pe flane).Prindere tip HSK Prindere tip BT
ATCATC este sistemul de schimbare automat a sculelor, adoptat laNHX4000DCG. Se folosete un
bra de schimb cu dubl prinderea foarte fiabil i super rapid. Dispozitivul de schimbare a sculelor
-
7/23/2019 - Centru de Prelucrare
5/16
este cu bra dublu, i eficiena mare a performanelor sale se datoreaz sistemului cu came proiectatde MORl SEIKI. Absena sistemelor hidraulice sau pneumatice n dispozitiv, garanteaz o micarefoarte rapid.Magaziile de scule cu lan sau fixe
Magazie tip inel dotare STANDARD Capacitate mrit de stocare sculeO magazie de tip inel (40 scule) esteechiparea standard pentru a oferi indexareade mare vitez. O magazie de 60 de scule estede asemenea disponibila ca opiune.
O magazie de scule de tip inel a fcut posibila se adapta scule mai mari.Lungimea max a sculelor pt. NHX 4000 :
450 mm
Diametrul max a sculelor pt. NHX 4000 :Fr sculeadiacente
Cu scule adiacente
170 mm 70 mm
STANDARD : 40scule
OPIONAL : 60scule
Lan dezvoltat recent - magazie tip schimbare direct (opiune)
Mori Seiki are unoriginal, nou tip demagazie. Avnd nvedere c magazia nufolosete braul ATC,ea nu are nevoie deun motor servo,reducnd astfelconsumul de energie.
Ua magaziei sedeschide sus-jos,oferind o bunoperativitate ivizibilitate
O tav amagaziei
pentru odescrcareeficient aspanului dininteriorulmagaziei.
Timpul de schimbare a sculei pt.HNX4000
Scul cu scul 2.4 sec.
pan la pan
Max. 7.7
sec./
Min. 2.8
sec.
APC este sistemul de schimbare automat a pieselor,adoptat la NHX4000DCG ca i un opional . Maina
-
7/23/2019 - Centru de Prelucrare
6/16
NHX4000DCG are o excelent funcionalitate, permind programri uoare fr interferene cuoperaiile prevzute de specificiile standard; printre altele oferind un acces la arborele principal ila mas, chiar i n cazul utilizrii APC specifice.
Timpul de schimbare a paletului : 6 sec.
Sistemul de palei
Trecerea de la sistemulurub-roat melcat , folositla modelele anterioare lasistemul arbore acionatelectric, permite ca viteza de
poziinare i rigiditatea s fiefoarte nalte.
CPP (Carrier Pallet Pool) Transport multipalet [Opiune]Configurarea simpl a sistemului iamplasarea fac uoar implementareaacestuia n firma.
Exemplu de sistem CPP
Sistemul de amplasareExist 8 variante. Fiecare dintre ele a fostelaborat ca un pachet, astfel nct clienii o
pot instala ntr-o perioad scurt de timp.
Un nivel de tip planTransportorul de palei CPP este de tip plan.
Comand comod (standard)Operaiile pe platforma cu palei suntcomandate de la o consola portabil, uor deutilizat.
-
7/23/2019 - Centru de Prelucrare
7/16
Sistem LPP(Linear Pallet Pool) Transportor liniar cu palei [Opiune]Permite personalizarea flexibil pentru asatisface nevoile clienilor. Acestea ofer, deasemenea, expandabilitate superioara.
1.
Sistem personalizatSistemul poate fi construit flexibil la necesitatile
produciei clienilor .
2 rafturi de tip solid
Rafturile cu palei ale LPP-ului sunt pe dounivele.Acest sistem, care poate fi utilizat ca undispozitiv de acumulare, este ideal pentru
producia de multi-elemente.
Celula de comandSistemul este controlat de aplicatia de sistemMCC-LPS .Programul poate fi setat uor iflexibil pentru a rspunde la schimbrile din
planul de producie.
*MCC = celul de comnd Mori (Mori Cell Control)
Sistemul de management al sculelorMCC-TMS [ Opiune]Acest sistem gestioneaz central date legate descula i reduce timpul de reglare i erorile :
Managementul vieii sculei / uzur Monitorizare de la distan Schimbul de informaii
Echipamente perifericeTransportoare de pan nafara mainii (de tip raclei + filtru tip tambur) [ Opiune]Transportor extern de pan, care este folosit ca standard, cu o nalt performan, poate descrcare attpan lung, ct i scurt, pe de o unitate cu structur cu filtru cu autocurare i cu o capacitatea excelenta deeliminare a panului.
-
7/23/2019 - Centru de Prelucrare
8/16
nlimea bazinului :
400 mmCapacitatea bazinului :
800 l
Transportorul de pan cu raclei i filtru
tambur
= ideal; = corespunztor
Precizia nalt :Abaterea de la circularitate la prelucrarea simultan pe 5 axe:
MAPPS IVComanda numeric ( noul sistem operativ cu prestaii elevate)Puterea de procesare a unitii de comand a fost mbuntit, cu multe funcii, care reducdramatic timpul de programare i setare.
A IV-a generaie a controlului MAPPSare un nou sistem operativ de naltperforman, care urmrete uurina utilizrii, i combin cel mai bunhardware din industrie, cu aplicarea avansat n sisteme de reea.
CARACTERISTICI MAPPS IV :
Operabilitate remarcabil datorit hardware-ului modernizat Ecranul mare de 19-oli ofer funcii mai bune i utile de afiare Funcionalitate sporit prin integrarea de software CAM
Tipul mainii NHX4000Abaterea de la
circularitate :1,64 m
Material : A5052 (JIS)
Scula : frez 16 cu 4
dini
Turaia arboreluiprincipal :
8000 rot/min
Viteza de tiere : 2000 mm/min
Materialul piesei de lucru
Oel F Aluminiu sauneferoasel s p s l s p
-
7/23/2019 - Centru de Prelucrare
9/16
Funcii noi pentru configurare uoar i ntreinere Intrrile i ieirile main pot fi monitorizate pe ecran (opional)
Operabilitate remarcabilPort USB / slot pentru card de
memorieButoane verticale de soft
Acestea pot fi folosite pentruintroducerea / afiarea de date, cumar fi programele NC i datediagram.
Display-ul de 19 oli are pe ambele priale ecranului butoane verticale de soft ( celde 10,4 oli numai pe partea dreapt).Aceste taste pot fi utilizate ca butoanele deopiune ecran sau taste de comenzi rapide,prin care avei posibilitatea s apelaiecrane sau funcii dorite, permindafiarea rapid pe ecran a ceea ce dorii.
EcranulEste utilizat un ecran TFT cu unghide vizualizare larg, cu durat deviata lung, de nalt rezoluie. S-aupregtit ecrane de 10,4 oli i 19 oli(cel mai mare din industrie), dupdimensiunea fiecrei maini.
Tastaturi
Design O tastatur de tip PC-este folosit ca
standard, ceea ce face uoarintroducerea datelor.O tastatur cu 101-cheie (n limba englez)
este utilizat pentru tipul de 19 oli :
Stralucitoare, usor de vzut, culorilesunt utilizate pentru noul ecran. Esteposibil reglarea luminozitii .
nainte Dup reglare
2.Pentru tipul de 10,4 oli este formaQWERTY :
Dispozitiv de indicare
Tava pt. Mouse / port USB Dispozitiv de indicareTava pt. mouse i portul USB sunt
utile n efectuarea de simulri deprelucrare 3D n software-ul CAMsau la funcia de conversaie.Puteiuor i corect s rotii obiectul peecran cu ajutorul mouse-ului. Tavamouse-ului este disponibil doarpentru MAPPS IV cu un ecran de 19oli.
Dispozitivul de indicare v permite uor i
corect s rotii obiectul n timpul simulari3D de prelucrare n software-ul CAM saufuncia de conversaie.
Software CAM
Echipament cu Avantajele instalriiImportul de date CAD
Software CAM este ncorporat nMAPPS, permind programarea 3D deforme de piese complexe,cu marevaloare adugat.
3.
Nu este nevoie s se pregteasc postprocesoare
Import date standard din :DXF, DWG, Parasolid,SolidEdge,SolidWorks, VDA, ACIS,Inventor,IGES, STL
Putei ncepe s utilizai software-ulCAM de ndat ce obinei maina Costul pentru achiziionarea desoftware CAM poate fi salvat Programe create pe PC pot fimodificate pe MAPPS
Opional poate importa date din:STEP Data ExchangeCATIA V4 Native File ReaderCATIA V5 Native File ReaderCATIA V4/V5 Native FileReader
Unigraphics Native File ReaderPro/Engineer Native File Reader
Este disponibil suport de garanie dedoi ani (inclusiv actualizare gratuit)
-
7/23/2019 - Centru de Prelucrare
10/16
Utilizarea pe PC i pemaina
cu licena flotant
Sistemul de asisten
O licen flotant v permite s utilizai produsul softwareCAM (ESPRIT) de pe PC prin conexiune LAN.
Distribuitori / societi comerciale, Mori Seiki - Centrultehnic i ESPRIT Support Team va rspund ntrebrilordespre software-ul CAM.
mbuntirea configurrii este uoarEcran fiier i funcie de afiare
MemoEcranul list funcie
Datele pentru setari, inclusiv datele sculelor,date de desen i date de tip text, pot fivizualizate pe MAPPS. Datele text sunteditabile.
Aceast funcie v permite s sarii rapid laecranul setat n list.
Orice fiier care poate fi afiat cu Internet Explorereste disponibil. (Exemplu : nume de fiierecu extensie pdf i... Txt)
Descrcarea de date scul model din WEBActuala funcie 3D de verificare interferen necesit o lung perioad de timp pentru a crea date scul model. MORI-NET GE Advance v permite s v reduce timpul de crearea prin descrcarea direct de date scul model de pe
serverul nostru pe calculatorul mainii dumneavoastr. Putei descrca de asemenea, date scul model de la PC de labirou.
Partea mainii
Date scule model pe server MoriSeiki
Descrca direct datele scul modelprin internet folosind MORI-NETGlobal Edition Advance.
-
7/23/2019 - Centru de Prelucrare
11/16
mbuntirea mentenanei uoareRezolvarea problemelor funciei Afiarea manualelor
Atunci cnd apare o alarm, MAPPS identific cauza
problemei i ofer soluii. Manualele pot fi vizualizate pe MAPPS.
Caracteristici hardware MAPPS IV
MAPPS IVCPU Core Duo T2500 2.0 GHz (Dual CPU core)Memoriaprincipal
Model 19 oli 2 GB (1 GB 2buc)Model 10.4 oli 1 GB (1 GB 1buc)
Spaiuutilizator
1 GB
Interfee
USB2.0 3 porturi(Partea ecran: 1, partea inferioar i din spate a panoului de funcionare: fiecare 1)LAN 2 porturi(1000BASE-T)port RS-232Cslot card memorie
Taste de soft
Tastele verticale utilizate pt. soft :
-19 oli: stnga / dreapta 12 taste; jos 12 taste-10.4 oli: 10 taste dreapta ;jos 12 taste
mbuntire reacie de rspuns fa de versiunile anterioareTimp mai scurt de desenare, realizat datoritacreterii performanei procesorului. Reducerea timpului de desenare
mbuntit de aprox.1,25 ori
Camera video MAPPS (opiune)Imaginilor luate de camerele instalate n interiorul / exteriorul mainii pot fi afiate pe ecranul de programare. Aceastfuncie este util pentru ntreinere.
-
7/23/2019 - Centru de Prelucrare
12/16
Punctele posibilede instalarecamera :
1. n interiorul mainii (pentru a
verifica prelucrarea)2. Cuva de span (pentru a verificaacumulare span)
3. Magazia de scule (pentru averifica sculele de prelucrare)
4. Alte puncte solicitate de clienii
UNITATEA DE COMAND NUMERIC (MSX-853 IV) = standard; = opional; x= nedisponibilAxe controlate Funcii de avans OFFSET (compensarea) sculelor
Axe controlate X (V)
Y Z B Avans rapid
transversal max60000 mm/min Funcia de scule (funcia T) cod T - 8 cifre
Axe controlatesimultan
4 Avans de lucru 1-5000 mm/min Numrul de compensri scul200 seturi
Incrementul min.introdus
0,001mm Valoarea coreciei
rapide transversale
F0/1/10/25/100%
Memoria date offset sculeC cod D/Hgeometria / uzur
Incrementul min.comandat
0,001mm Compensare lungime scule G43, G44, G49
Valoarea max.comandat
99999.999 mm Avans pe minut Compensare raz scul G40G42
Conversie inch/mm G20/G21 Controlul vitezei tangenialeconstante Msurare lungime scule
Blocare main Fixarea avansului de lucru Compensare poziie scul G45G48 Curs suplimentar
Accelerare /decelerareautomat
Formexponenial pt.avansrapidLiniar pt.
Avans delucru
MAPPS sistem de management scule
Blocarea porilor MAPPS sistem de management scule+ IC
scule (numai MAPPS software) *
Cautare cursa memorata 1 , 2 Suprascriere avans Cautare cursa memorata 3 , 4 tergere suprascriere MAPPS sistem de management scule+ ID
scule (numai MAPPS software) * ncrcare pemonitor -funcia C
Tiptastsoft
Acceleraie / decelerare liniar dupinterpolare avans de lucru *solicitai cosultare separat, pt. HARD- i SOFT personalizat
Rezoluia de programaremultiplicat cu 1 / 10
Control de nalt precizie Compensarea preciziei mecanice
Inversare timp avans Compensarea joculuicircular9,999.99 impulsuri
Operaii Control 1 vitez i precizieridicat (pe tot conturul)
Compensarea jocului la avans transversal Operaie DNC cu card dememorie Compensarea erorii de pas
Comparare numr secven istop
Control 2 vitez i precizieridicat (control de precizieridicat pe contur)
Compensarea erorii de interpolare tip pas
Program restart Editarea
Funcionare uscat Introducerea programelor
Capacitate de memorare/Nr. programe memorate
125 kB/ 200programe Blocare singular Salt peste oprirea facultativ 230 kB/ 400programe
Avans n trepte0-5000mm/min(20 pai)
Valoarea max.comandat 8 cifre 500 kB/ 1000programe
ntoarcerea la zero manual Numrul programului
4 cifre( pt. 8cifre e necesaro schimbare)
1000 kB/ 1000programe
Avans manual nimpulsuri
Generatormanual deimpulsuri 1unitate =x1;x10; x100(pe puls)
2000 kB/ 1000programe
Progrmare absolut /incremental
G90/G91 Capacitate de memorare+ Nr. programe memorate
1,280m < 500kB>+1,000 programe 2,560m < 1 MB>+1,000 programe
Progrmare diametru / raz 5,120m < 2 MB>+1,000 programe
Avans manual X1; X10; X100 Selecia planului G17, G18, G19 Editare pri de program(tergere;modificare,
nserare)
Anulare comand axa Z Stabilirea axei de rotaie ntrerupere conducere manual Sfrit ax de rotaie Protecia programelor Capacitate de
memorareprograme de 1GB(pt card DNC, func iioperationale i backupdate la MAPPS)
File>10MBse potedita
Stabilirea sistemului de coordonate G92 Editare n Background
Stabilirea automat sist. de coordonate Funcie Undo/Redo MAPPS Selecie sistem decoordonate pies
G52-59 Vizualizare nr. secven MAPPS
-
7/23/2019 - Centru de Prelucrare
13/16
Funcii de interpolare Operaii i vizualizriNano interpolare Introducerea datelor programabile
G10 Afiarea strii
Poziionare G00 Obional teitura /raz deracordare Funcie de ceas
Poziionare unidirecional RechemaresubprogramPnla 8ante.
Vizualizare poziiei curente
Mod de oprireprecis
G61 Macro client Afiarea comentariu program 48 caractere
Mod de palpare G63 Ciclu de prelucrareguriG8089 Vizualizare parametrilor setai
Tiere G64 Imagine n oglind Vizualizare alarmelor
Oprire precis G09 Blocarea funciilorauxiliare
Tipcheiesoft(29)
Vizualizare istoriei alarmelor
Interpolareelicoidal
Obional 2 axei o altax
Comand n coordonate polare Vizualizare istoriei mesajelor operator
Variabile comune caMACRO client
200variabile
Vizualizare istoriei operaiilor
ntoarcerea lapoziia zero
G28 300variabile
Vizualizare timp de lucru /nr. secven
Cutarea poziieizero
G27 600variabile
Vizualizare avansului real
ntoarcerea la poziia de referin
G29 ntreruperea macro tip
personalizat Afiare ecran operaional
Afisaresarcina /metru
etc.
A II-a ntoarcerea lazero
G30(pt.ATC/
APC) Punere la scar G50 /G51 Funcie de ajutor
Interpolare cilindric G7.1 Rotirea sistemului de coordonate Auto-diagnoza
Include display dealarm, I / Odiagnostic semnal idiagrama scara
Instalare terminal pt salt de marevitez Sisteme de
coordonatesuplimentare la piesade prelucrat
48seturi Salt de mare vitez extern Panou operativ cu ecran color TFT de 1o,4
inch Interpolare spiral /conic
Filetare Mori-Post mod avansat MAPPS Numrtor multiplu pe ecran MAPPS Filetare/prel.sincronizat
Avans/rotaie Funcie import DXF - MAPPS Funcia DIVERSE/ viteza arborelui
principalControl Cs la arborele sculei( Control Cs contur + controlul direcieinormale)
Model insul , buzunar deschis-MAPPS
Gravare text funcie MAPPS Funcia mixer funcia
M
Cod M cu 4 cifre
Funcii i unitatea de I/O Funcie de blocare accesorii Card de memorie intrare/ieire Funcia vitez arb. principal
funcia SCod S de 5cifre
Interfaa I/OUSB RS-232-C Corecia vitezei arb. principal
50 150% (cupai de 10%)
Server rapid dedate
100BASE-TX Orientarea arborelui principal
Server de date (fr card dememorie) Filetare sincronizat
Card de memorie pentru serverde date
Aceste caracterisici sunt valabile din octombrie 2010
Standard
Tipul mainii
Limea
Adncimeanlimea
WD (inclusiv transportorul de pan)
Htransp. cu raclei+ filtru tambur(opiune)
NHX 40002720mm
4224 mm2537mm
NHX 5000/403100mm
4875 mm2803mm
CARACTERISTICI MAIN NHX4000
NHX5000/40
-
7/23/2019 - Centru de Prelucrare
14/16
CURSECursa axei X mm 560 730
Cursa axei Y mm 560 730
Cursa axei Z mm 660 880
Distana ntre suprafa mesei i frontalul arborelui principal mm 70-730 80-810
Distana ntre suprafaa mesei i centrul arborelui principal mm 80-640PALETUL MASADistana ntre suprafaa solului si suprafaa paletului mm 1050 1200
Dimensiuna paletului mm 400 x400
500x500
Capacitatea de ncrcare a paletului kg 400 500Diametru maxim al piesei de prelucrat mm 630 800
nlimea maxim a piesei de prelucrat mm 900 1000
Configuraia gurilor de prindere de pe mas guri/pas24x
M16/80mm
24x M16 /100mm
Unghiul de indexare minim 1Timpul de indexare la 90(0,4sec. axa B 0,001-90) sec. 1 1.49
ARBORELE PRINCIPALViteza de rotaie [*20.000] rot/min 12000[*8.000] [*20.000]
Game electronice de vitez Buc. 1
Tipul prinderii n arborele principal BT 40Diametrul interior al rulmentului arborelui principal mm 80VITEZA DE AVANSViteza de deplasare rapid a axelor X ; Y ; Z mm/min 60000Viteza de avans a axelor X ; Y ; Z mm/min 0 60000Viteza de avans n trepte mm/min 0-5000 (20 pai)
CARACTERISTICI MAIN NHX4000
NHX5000/40
ATC SISTEMUL DE SCHIMBARE A SCULELORPrinderea sculei BT40 [DIN40, CAT40,HSK-A63*]
Tipul de coad al tirantului Mori SeikiMori Seiki 90
[45(MAS1)] [60(MAS-2)] [DIN] [CAT40] [HSK-A63]
Capacitatea magaziei de scule buc. Tip inel: 40[60]Tip lan, direct: [40]
Diametrul max al sculei Fr sculeadiacente mm 70
Diametrul max al sculeiCu sculeadiacente mm
170 pt. ATC tip inel[140] pt. ATC tip lan ,direct
Lungimea admis sculei mm 450 550Greutatea max a sculelor Kg 8 12Momentul max. al masei sculelor (fat de axa arboreluiprincipal) Nm
Metoda de selecionare a sculelor :Tip inel :Tehnic de memorie aleatoare
Tip lan, direct: adres fix, traiectoria cea maiscurt
Timpul de schimbare a sculelor (scul cu scul) sec 0,9 (2,4 pt. tip lan ,direct)
Timpul de schimbare a sculelor(ntre dou prelucrri)
MAS: tipinel(lan,direct) sec 2,8 (3,2) 3.3 (3,6)
Tip inel 40 scule secMin.2,8max 7,7
Min.3,3 max 8,2
Tip inel [60] scule sec Min.2,8 max 9,9 Min.3,3 max 10,4Tip lan ,direct[40]scule
sec Min.3,1 max 6,0 Min.3,6 max 6,5
APC SISTEMUL DE SCHIMBARE A PALEILORNumrul de palei buc. 2Metoda de schimbare a paleilor Tip rotativ
Timpul de schimbare a paleilor sec 6 9,5[12,5] pt. max.700kg
-
7/23/2019 - Centru de Prelucrare
15/16
PUTEREA MOTOARELOR
Motoare acionare arboreprincipal
12000 rot/min kW 15/11 8000 rot/min (putere kW [30/18.5] 20000 rot/min (vitezridicat) kW [18.5/15/11]
Motoare de la avansuri X kW 3Y ; Z kW 3/3B kW 3
Motor pomp de rcire kW 1,2 + 1,2ALIMENTARE/CAPACITATEPuterea electric - sursa kVA 28,9
Aer comprimat(Mpa);(L/min) 0,5 ; 420
Capacitatea bazinului de rcire L 800DIMENSIUNI
Suprafaa de gabarit (Lu x La) mm 2720x4224
3100x4875
nlimea mainii mm 2537 2803Greutatea mainii Kg 7600 11100
[ ] Cu rou s-au notat valorile opionale
= standard; o = opional; = contactai MORI SEIKI
COMPONENA STANDARD I OPIONAL A MAINILOR NHX4000 I NHX5000Arborele principal Eliminarea panului
Turaie 12,000 rot/min ; 15/11 Sistem de suflat cuaer
Tip scula (necesita300l/min aer compr.)Turaie 8,000 rot/min ; 30/18.5
Turaie 20,000 rot/min ; 18.5/15/11] Transportor de pan
cu raclei + filtrutambur
Sistem de rcire a arborelui princ. cu ulei de rcire tip balama + filtrutambur
BT40 Contact peflans Cuva de pan
HSK-A63 Contact peflans Pistol de rcireVa rugm s utilizati o scula flanat, de la turaii de 12000 rot/min
Magazia de scule Msuratori
Capacitatea magaziei
tip inel cu 40 scule
tip inel cu 60 scule Sistem demsurare pemain (arboreprinc.)
Senzor optic de atingere
Senzor optic de atingere+ funcie de setare aprelucrrii
tip lan cu 40 scule
Sistem demsurare pemain (masa)
Sistem demsurare pemain (masa)
Senzor de atingere (lung.sculei)
tip schimbare direct cu 40 sculeSenzor de atingere (lung.sculei) + funcie de setarea prelucrrii
ATC Senzor de atingere(lungimea / diametrusculei)
Tipul prinderii sculei
BT 40DIN40 Senzor de atingere
(lungimea / diametrusculei) + funcie de setarea prelucrrii
CAT 40
HSK-A63
Tipul de coad altirantului
Mori Seiki 90 Sistem de detectare a ruperii sculei
Tip diferit de coad altirantului
45(MAS1) Dispozitive/funcii suport ale operaiei60(MAS-2) Oprirea automat sistemDIN Cronometru sptmnalHSK-A63 Numrtor de pieseCentru special Numrtor total de piese
Masa / palet Pori automate
Palet
guri filetate metric Generator de impulsuri manual
canale T Indexare automat n staia de configurareIndexarea mesei indexare la 1 Cod extern M 2
0.001 (a IVa axa derotire mas)
5
-
7/23/2019 - Centru de Prelucrare
16/16
Auto-cuplaj pentru bridde fixare
2 circuite hidraulice + 2bride 10
1 circuit hidraulic + 1brid mbuntirea preciziei
Mas secundarfr guri i canale T
Feedback direct lascar
la axele X; Y; Z
canale T Sisteme de protecieAPC Carenaj complet
Interblocarea mecanic a portilorInterblocarea electric a portilorComutator pt. detectarea presiunii sczute deaerComutator pt. detectarea presiunii hidraulicesczute
2 staii rotitoare tip APCRPP (sistem rotitor)
CPP(multipalet cu navet)
LPP (multipalet liniar) Interfa pt. dispozitiv de detectare pericoleRcirea ntreruptor pt. scurgeri la pmntareSistem de rcire DiverseDu de rcire pies (n acelai timp cu rcirea arboreprinc.) Iluminare zon de lucru cu LED ; Blocuri pentru
reglajul orizontalitii ; Kit de scule pentru
ntreinere ;
Sistem de rcire arbore principal (tipseparat)
interfa
Sistem de rcire arbore principal (necesit interfaa pentru sistemde rcire)
Sistem de rcire cu ulei la gurire Specificaie cu acceleraie ridicatSeparator de ulei Turn de semnalizare luminoas cu 3 culori OSistem de injecie uleiSistem de amestec ulei
Unitate de rcire a lichiduluirefrigerant (separat)
Opional la rcirea cuapEsenial la rcirea cuulei
Unitate de rcire a lichidului refrigerant (prin arboreleprincipal)Comutator pentru fluxul lichidului de rcire(prin arb.princ.)
Flotor cu comutatorpentru lichidul refrigerant
Detecteaz limitainferioar
O
Detecteaz limitasuperioar O
Unitate semiuscat